
Rolling-Sliding Performance of Radial and Offset Roller Followers in Hydraulic Drivetrains for Large Scale Applications: A Comparative Study


Abstract
:1. Introduction
1.1. Hydraulic Drivetrains for Wind Turbines
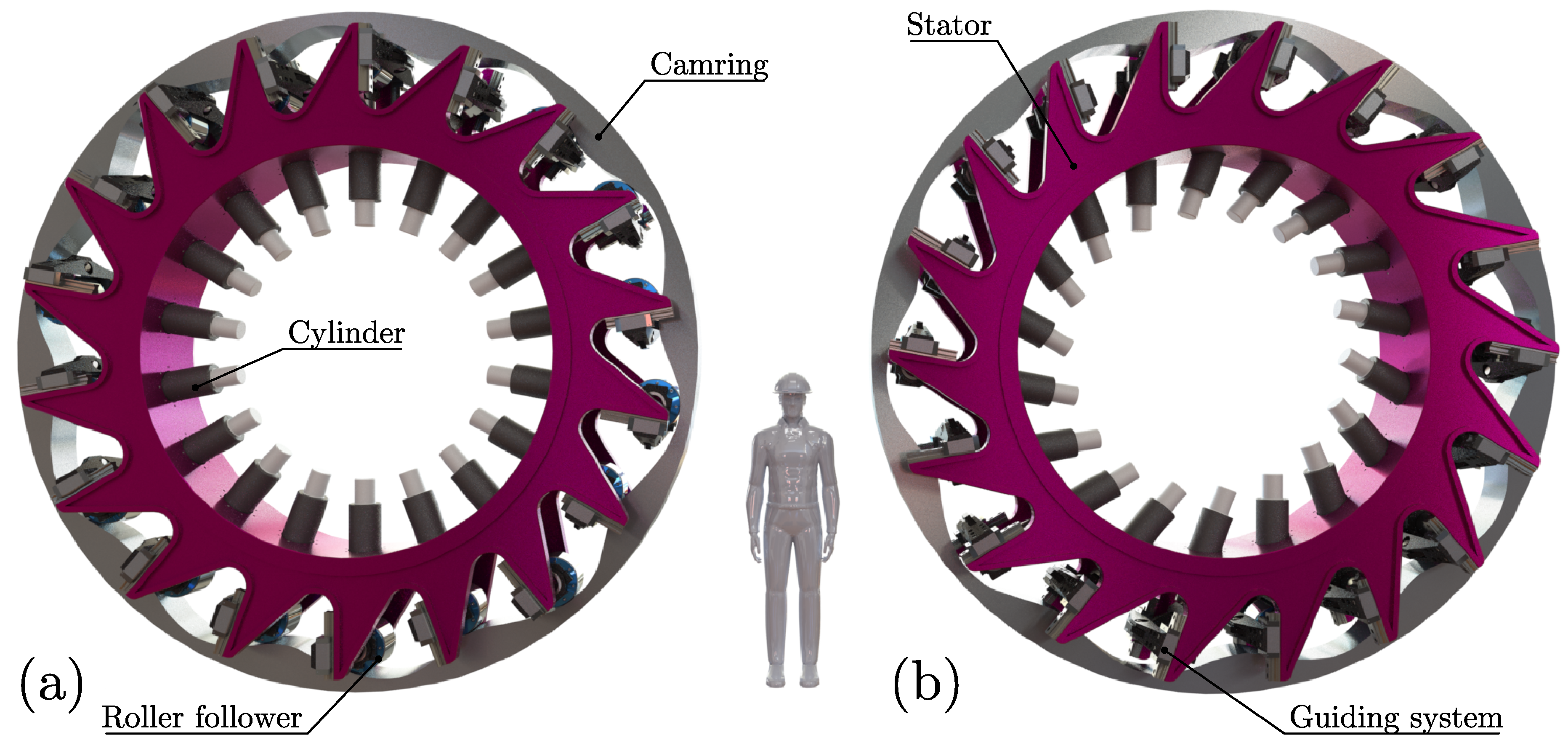
1.2. Cam-Roller Systems in Wind Turbines
1.3. Offset Followers
2. Mathematical Model
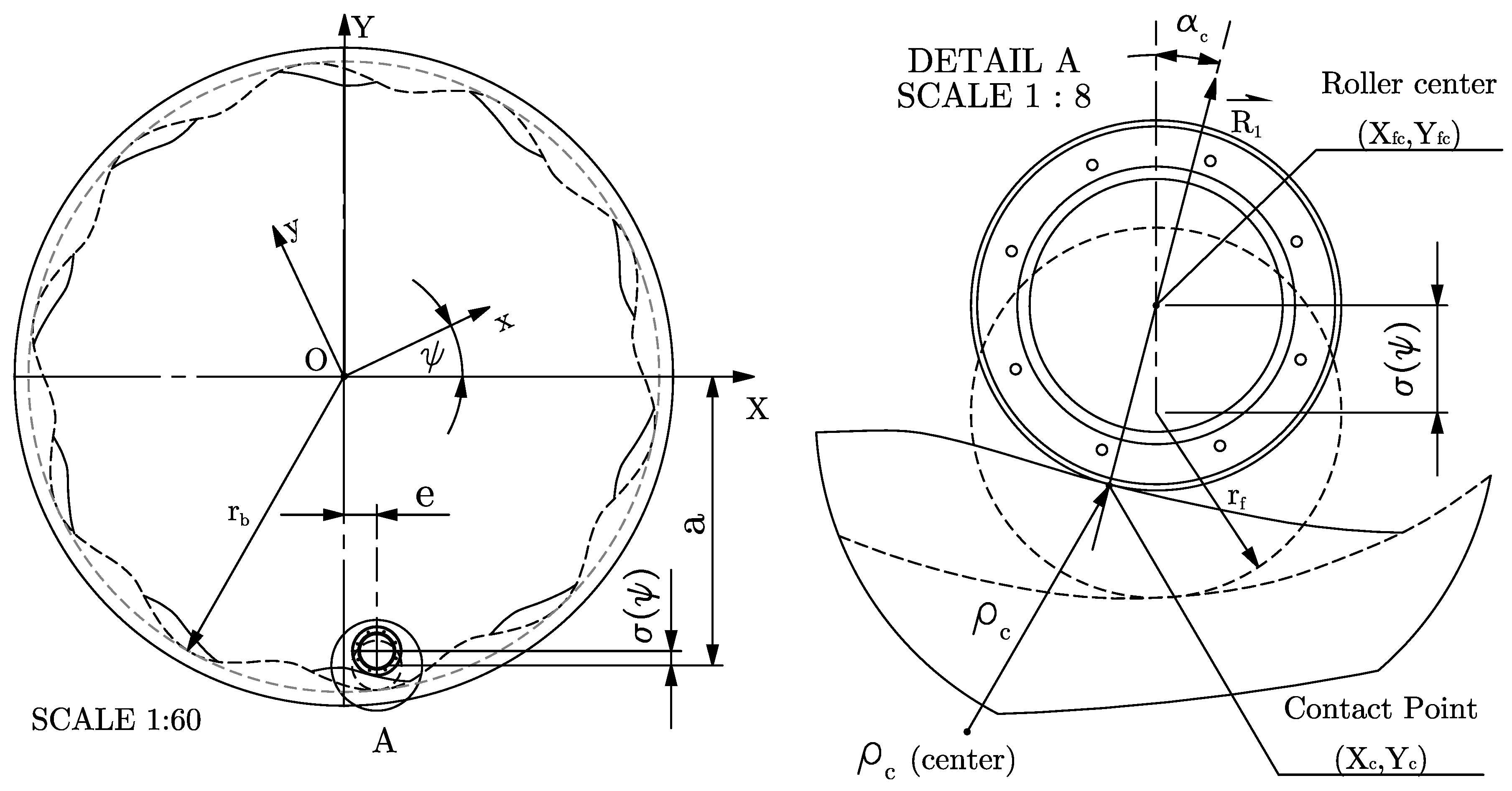
2.1. Kinematic Analysis
2.2. Force Analysis
- The follower unit is considered a single lumped mass.
- The rotational velocity of the camring is constant.
- The preload is constant
- The mass remains the same when eccentricity is introduced (i.e., when ).
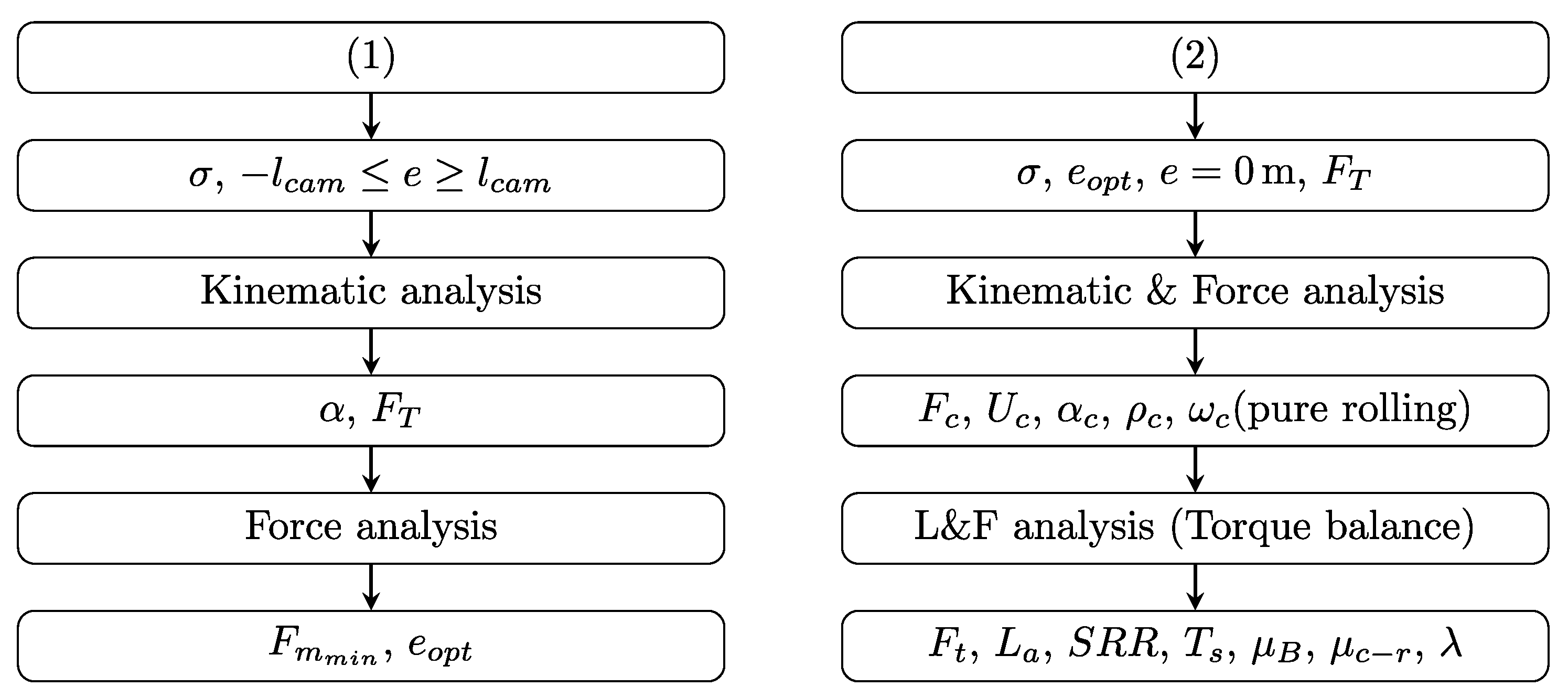
Follower Offset Optimization
2.3. Torque Balance
2.4. Cam-Roller Traction
2.5. Spherical Roller Bearings Friction
3. Results and Discussion
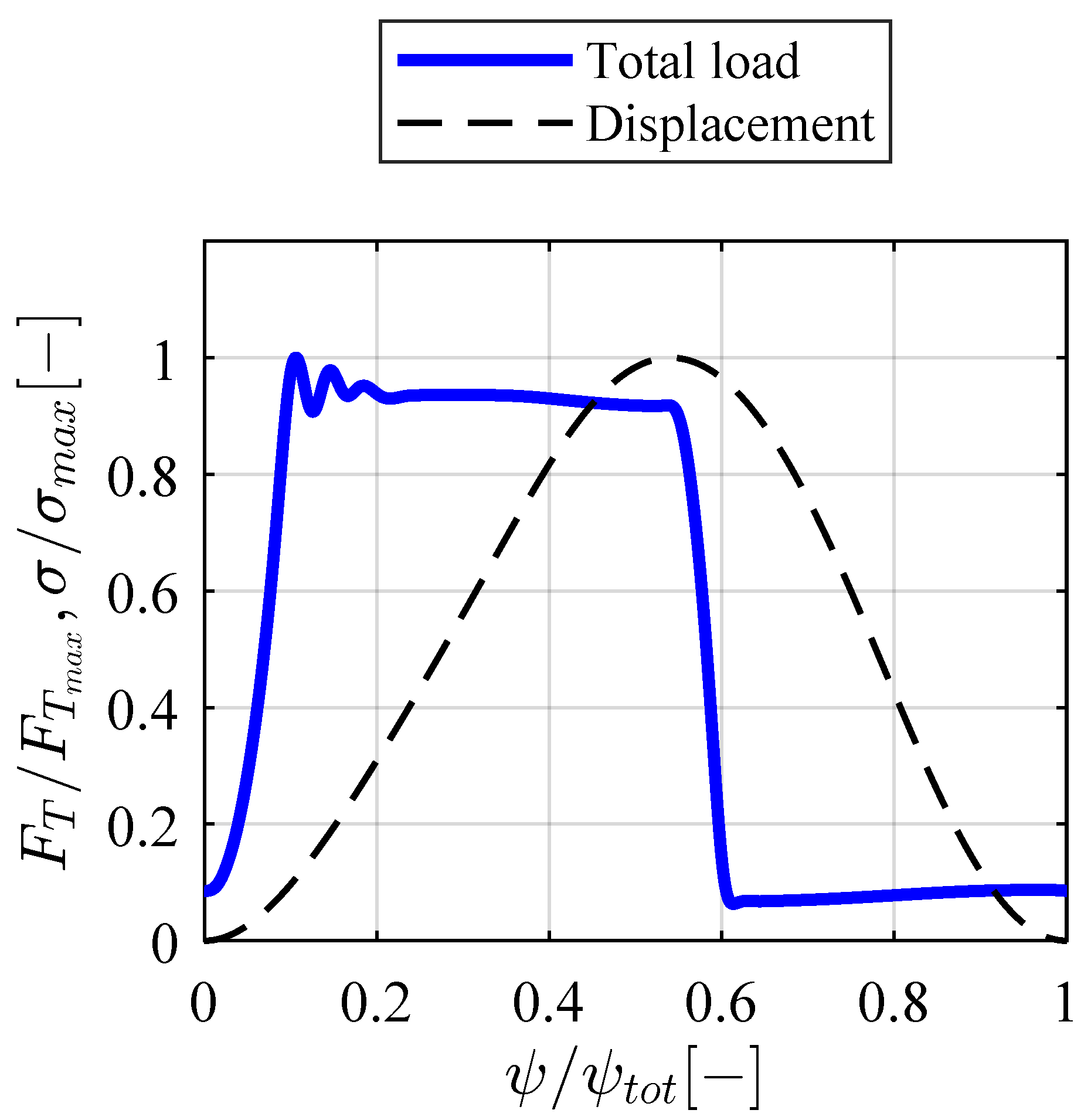
3.1. Displacement and Total Load Profiles
3.2. Follower Offset Optimization Results
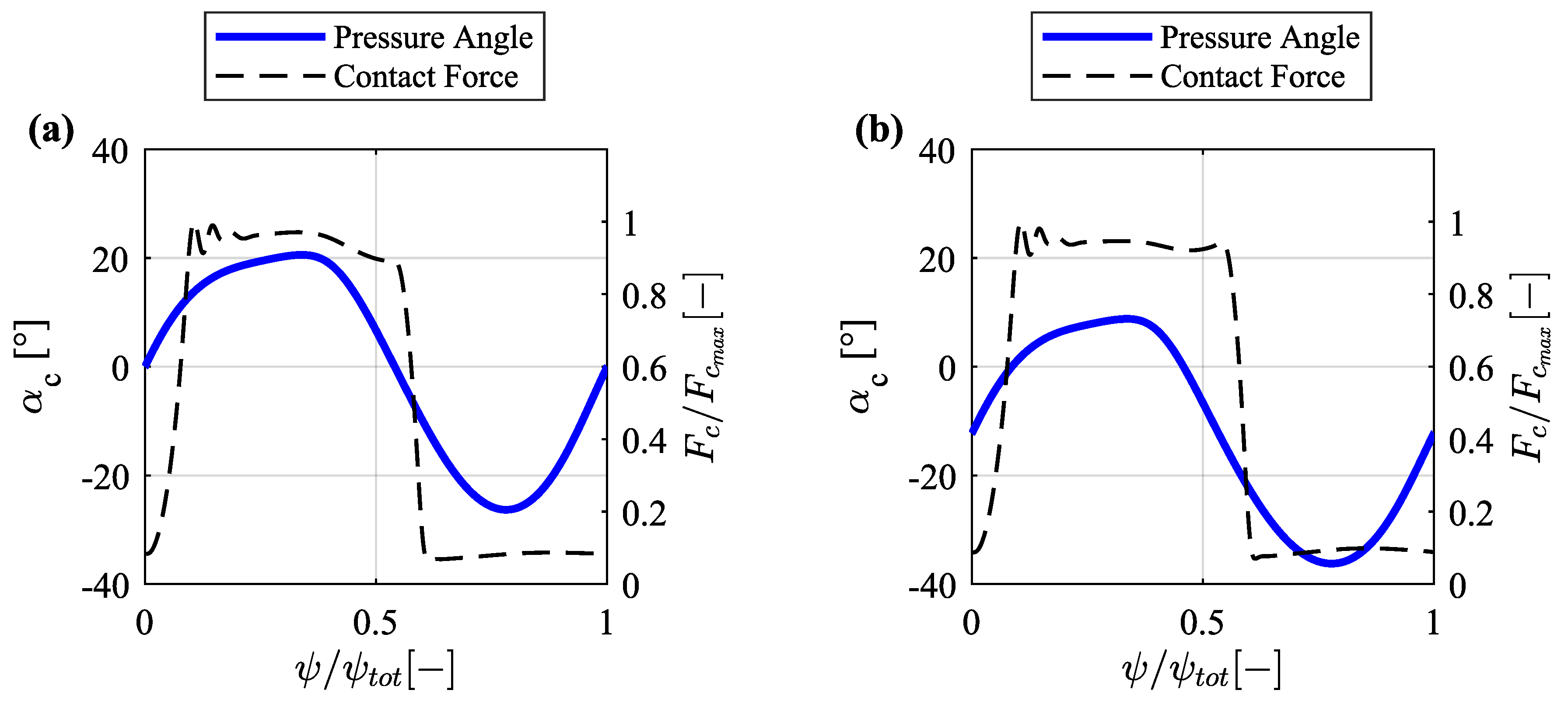
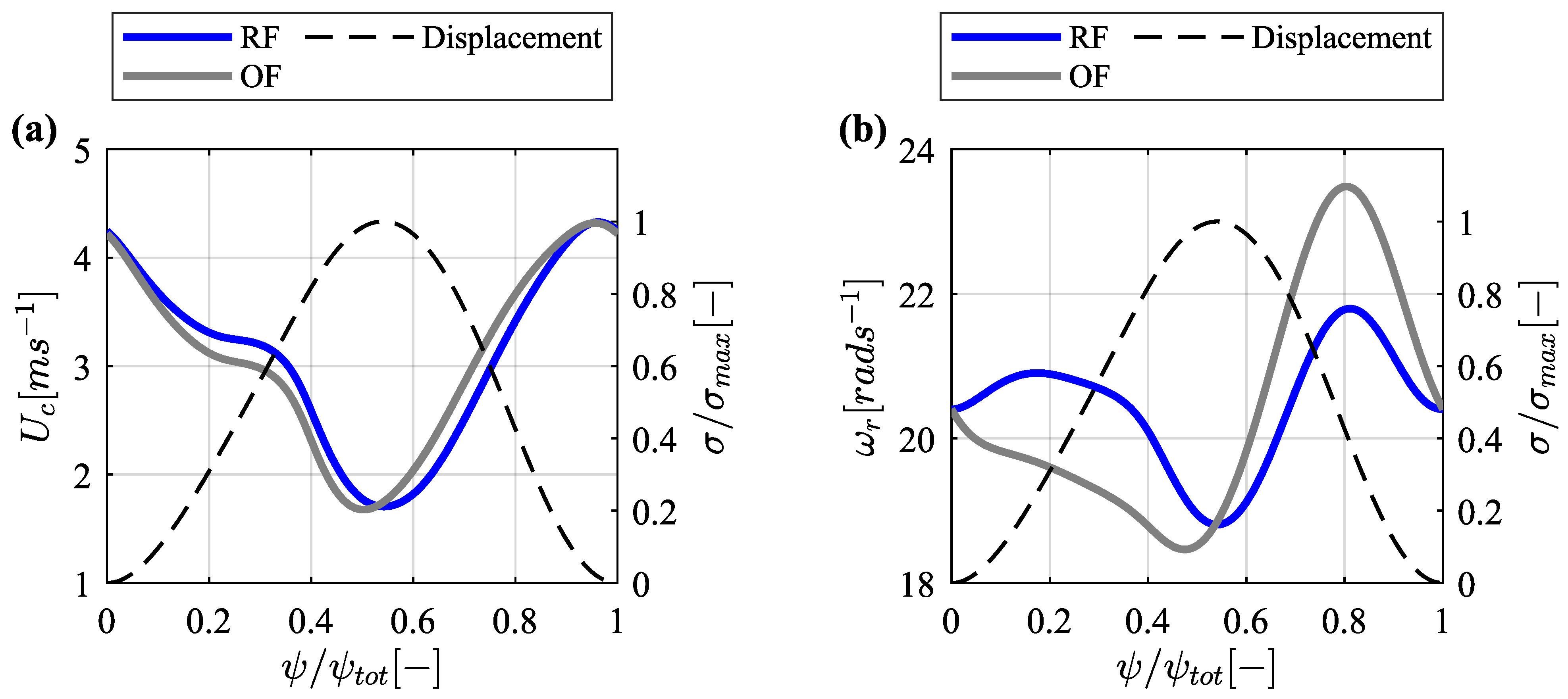
3.3. Kinematics
3.4. Lubrication and Frictional Analysis
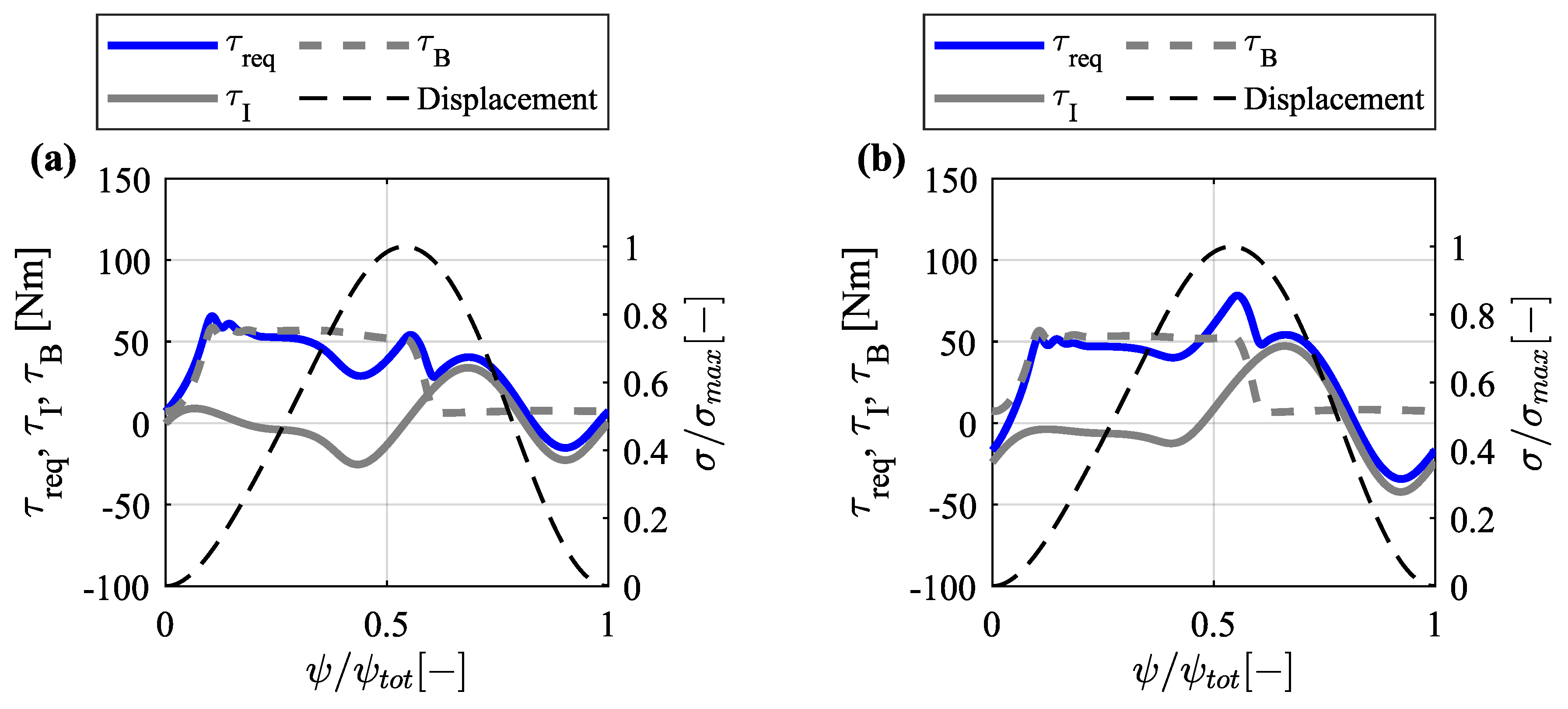
3.4.1. Required Tractive Torque
3.4.2. Lubrication Regime
3.4.3. Roller Slippage
3.4.4. Surface Temperature
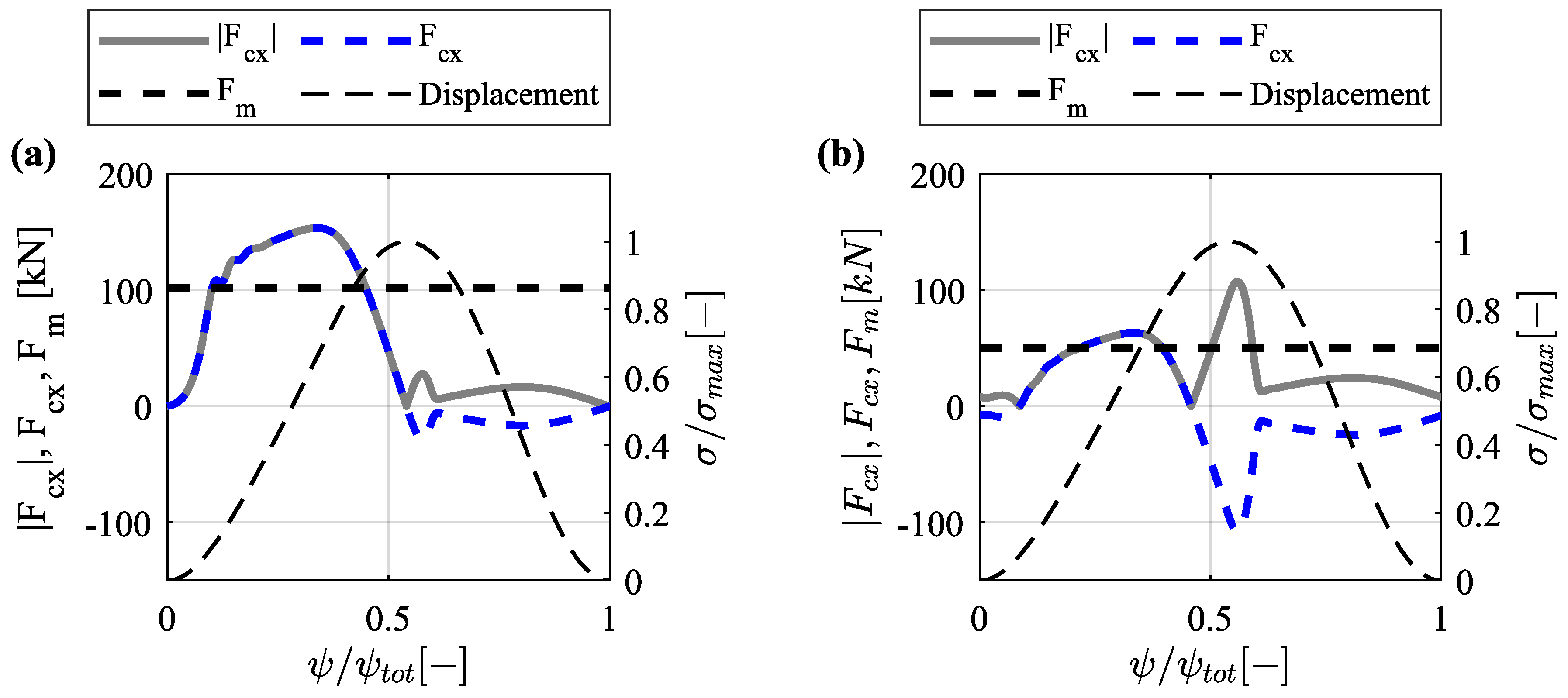
3.4.5. Traction Force
4. Conclusions
- The follower offset optimization results show that for the given displacement profile and total load profile , the equivalent dynamic load counteracted by the guiding system can be reduced by from to , by incorporating offset roller followers at a distance with respect to the center of the camring. By minimizing , the lifetime of the guiding systems can be substantially improved.
- The kinematic analysis shows that while maintaining the optimum displacement profile unchanged, the curvature of the cam, and hence, its surface speed change when offset roller followers are incorporated. These kinematic changes have a significant influence on the rolling-sliding behavior of the roller followers.
- The lubricating regime in the studied cam-roller contact is primarily influenced by the entrainment speed and to a lesser extent by the load. Both the radial roller follower (RF) and the offset roller follower (OF) configurations show similar behavior, with mixed-EHL ( and ) occurring around the cam’s nose due to decreasing entrainment speed and increasing curvature. The latter is also responsible for the increase in the maximum contact pressure (to ) at maximum displacement.
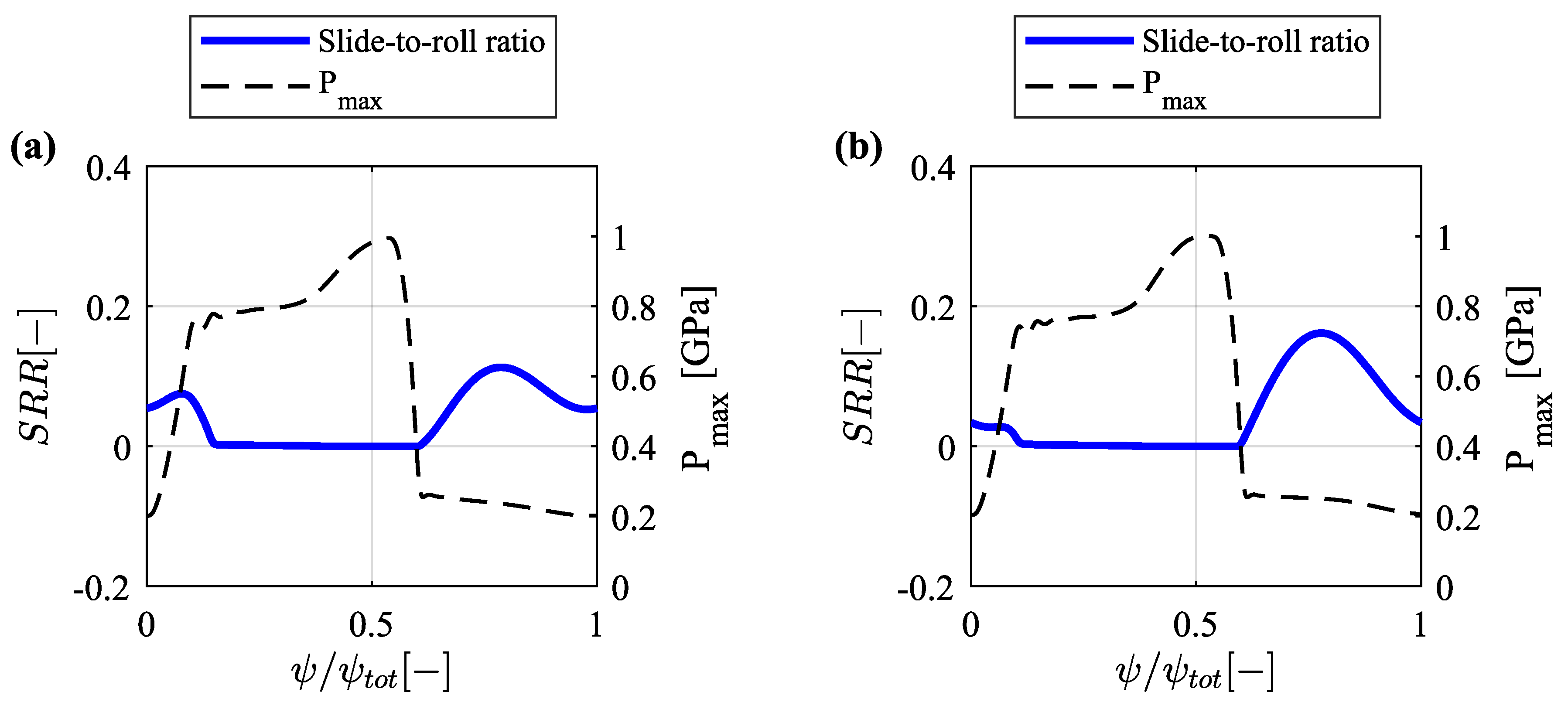
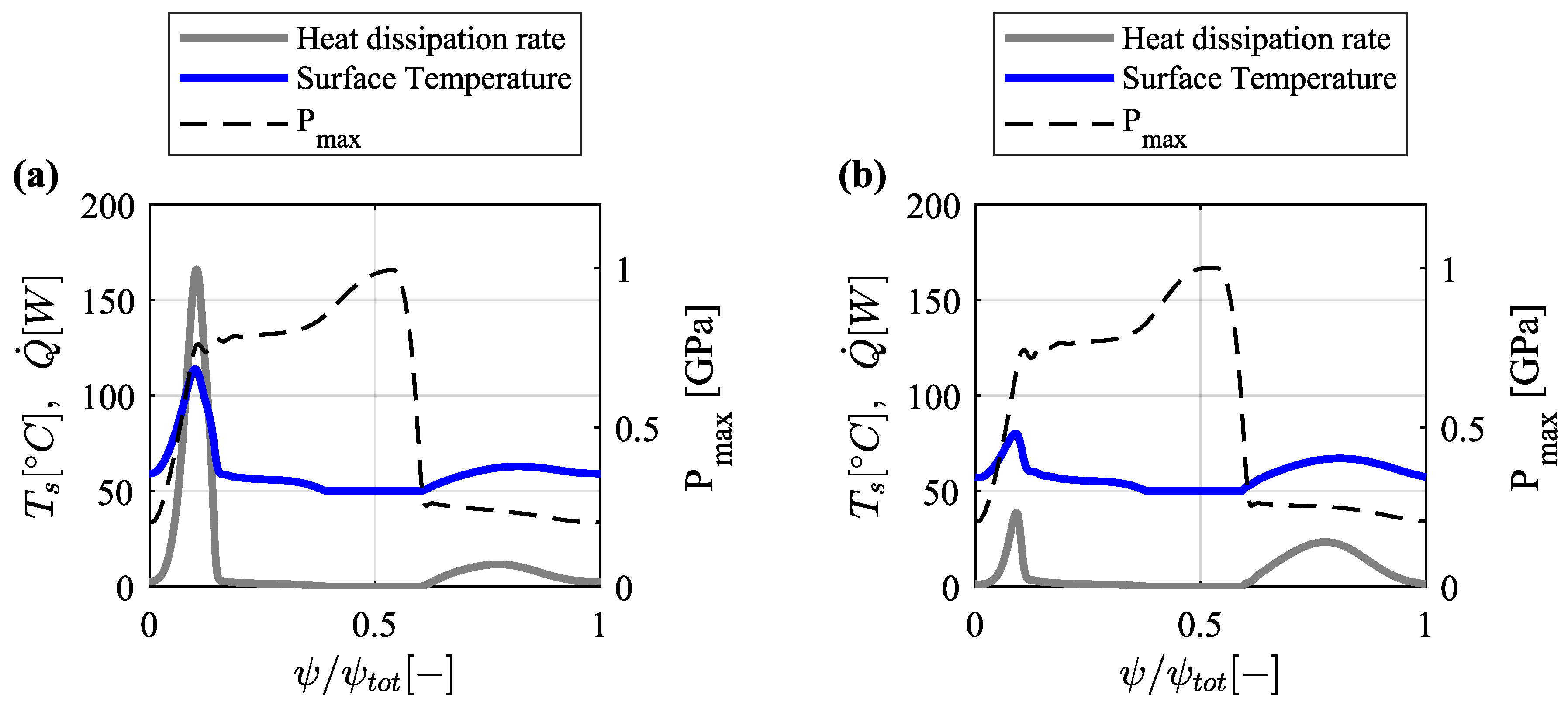
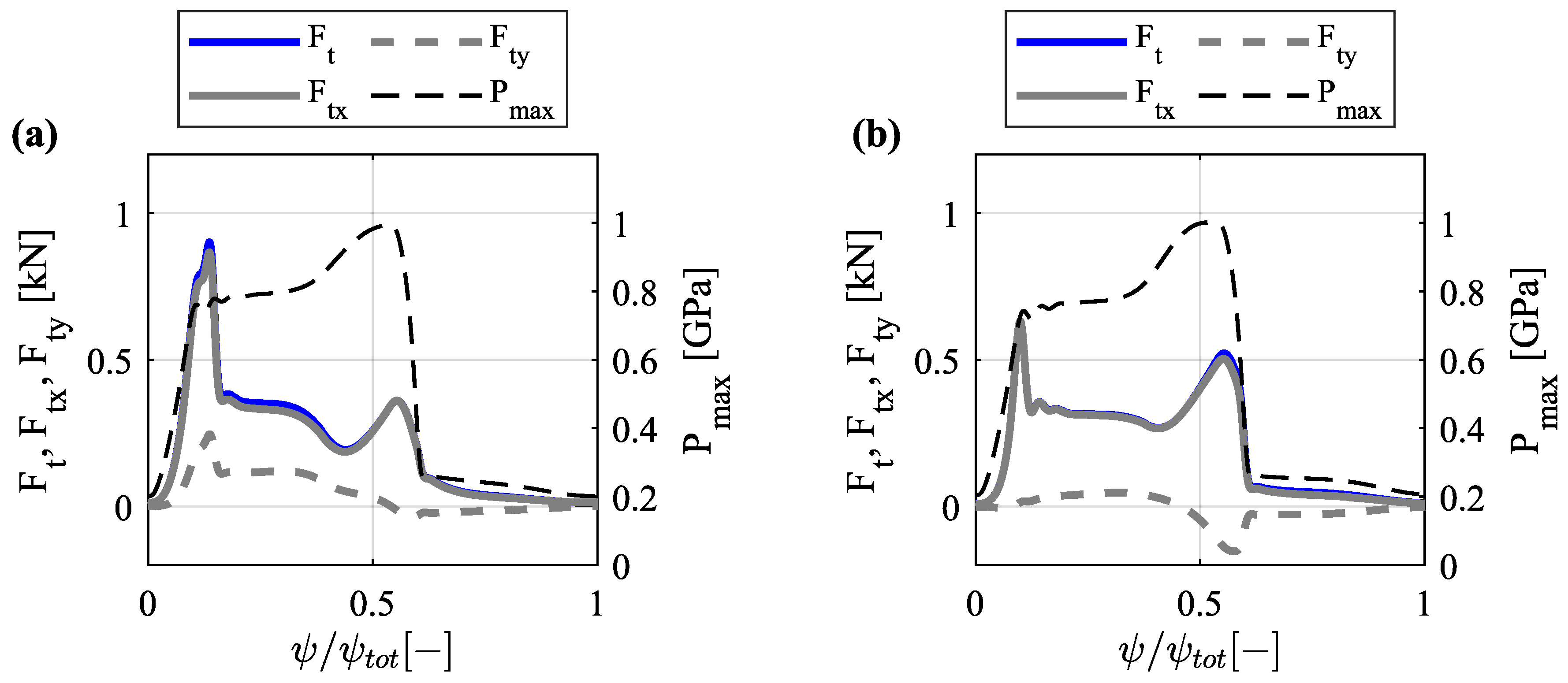
- For the RF and OF configurations, the results of the lubrication and frictional analysis predict relatively high slide-to-roll ratios during low contact pressures and a rapid transition to virtually pure rolling at high contact pressures. At low contact pressures, the maximum is and , for the RF and OF configuration, respectively. However, at the beginning of the compression phase, where the contact force and contact pressure increase, the OF configuration displays lower levels (3.3%) compared to the RF configuration (). The occurrence of slippage in combination with high contact forces is considered critical, due to its potential to cause surface damage. From the analysis, the operating conditions generated between and have been regarded as critical, since slippage leads to sharp increases in the surface temperature, heat dissipation rate, and traction force at the cam-roller interface. Remarkably, offset roller followers show superior tribological performance which leads to improved rolling-sliding behavior. With less slippage occurring between and , the peak heat dissipation rate drops substantially from to , the peak surface temperature decreases from = 114 C to = 80 C and the peak traction force drops from to .
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| b | Half hertzian width | |
| B | Contact length | |
| d | Bearing bore diameter | |
| D | Bearing outside diameter | |
| Bearing mean diameter | ||
| e | Eccentricity/Offset | |
| Effective Young’s modulus | ||
| Young’s modulus cam | ||
| Young’s modulus roller | ||
| Asperity friction coefficient | − | |
| G | Dimensionless material number | − |
| Central film thickness | ||
| Dimensionless central film thickness | − | |
| Minimum film thickness | ||
| Dimensionless minimum film thickness | − | |
| Asperity load ratio | ||
| p | Average contact pressure | |
| Hydrodynamic pressure | ||
| R | Equivalent contact radius | |
| Cam surface roughness | ||
| Roller surface roughness | ||
| U | Dimensionless speed number | − |
| Rolling speed | ||
| Sliding velocity | ||
| v | Vickers hardness | |
| V | Dimensionless hardness numbere | − |
| W | Dimensionless load number | − |
| Z | Viscosity-pressure index | − |
| Pressure-viscosity coefficient | ||
| Pressure angle | ||
| Temperature-viscosity coefficient | − | |
| Average viscosity | ||
| Inlet viscosity | ||
| Lambda ratio | − | |
| Limiting shear stress coefficient | − | |
| Poisson’s ratio cam | − | |
| Poisson’s ration follower | − | |
| Cam radius of curvature | ||
| Composite surface roughness | ||
| Dimensionless surface roughness number | − | |
| Camring angle | ||
| Camring angular velocity | ||
| Roller angular velocity | ||
| OF | Offset Follower | |
| OPP | Offset Piston Pump | |
| RF | Radial Follower | |
| RPP | Radial Piston Pump | |
| SRB | Spherical Roller Bearing | |
| SRR | Slide-to-roll ratio |
Appendix A
Appendix A.1. Cam-Roller Traction
Appendix B
Appendix B.1. Spherical Roller Bearing Friction
References
- Chen, W.; Wang, X.; Zhang, F.; Liu, H.; Lin, Y. Review of the application of hydraulic technology in wind turbine. Wind Energy 2020, 23, 1495–1522. [Google Scholar] [CrossRef]
- Diepeveen, N. On Fluid Power Transmission in Offshore Wind Turbines. Ph.D. Thesis, Technische Universiteit Delft, Delft, The Netherlands, 2013. [Google Scholar]
- Paul Mulders, S.; Frederik Boudewijn Diepeveen, N.; Van Wingerden, J.W. Control design, implementation, and evaluation for an in-field 500 kW wind turbine with a fixed-displacement hydraulic drivetrain. Wind Energy Sci. 2018, 3, 615–638. [Google Scholar] [CrossRef] [Green Version]
- Nijssen, J.; Kempenaar, A.; Diepeveen, N. Development of an interface between a plunger and an eccentric running track for a low-speed seawater pump. In Proceedings of the 11th International Fluid Power Conference, Aachen, Germany, 19–21 March 2018; Volume 1, pp. 370–379. [Google Scholar] [CrossRef]
- Thomsen, K.E.; Dahlhaug, O.G.; Niss, M.O.; Haugset, S.K. Technological advances in hydraulic drive trains for wind turbines. Energy Procedia 2012, 24, 76–82. [Google Scholar] [CrossRef] [Green Version]
- Silva, P.; Giuffrida, A.; Fergnani, N.; Macchi, E.; Cantù, M.; Suffredini, R.; Schiavetti, M.; Gigliucci, G. Performance prediction of a multi-MW wind turbine adopting an advanced hydrostatic transmission. Energy 2014, 64, 450–461. [Google Scholar] [CrossRef]
- Payne, G.S.; Kiprakis, A.E.; Ehsan, M.; Rampen, W.H.; Chick, J.P.; Wallace, A.R. Efficiency and dynamic performance of Digital Displacement™ hydraulic transmission in tidal current energy converters. Proc. Inst. Mech. Eng. Part A J. Power Energy 2007, 221, 207–218. [Google Scholar] [CrossRef]
- Umaya, M.; Noguchi, T.; Uchida, M.; Shibata, M.; Kawai, Y.; Notomi, R. Wind Power Generation-Development Status of Offshore Wind Turbines; Technical Report 3; Mitsubishi Heavy Industries: Tokyo, Japan, 2013. [Google Scholar]
- Tao, J.; Wang, H.; Liao, H.; Yu, S. Mechanical design and numerical simulation of digital-displacement radial piston pump for multi-megawatt wind turbine drivetrain. Renew. Energy 2019, 143, 995–1009. [Google Scholar] [CrossRef]
- Shirzadegan, M.; Almqvist, A.; Larsson, R. Fully coupled EHL model for simulation of finite length line cam-roller follower contacts. Tribol. Int. 2016, 103, 584–598. [Google Scholar] [CrossRef] [Green Version]
- Alakhramsing, S.S.; de Rooij, M.; Schipper, D.J.; van Drogen, M. Lubrication and frictional analysis of cam–roller follower mechanisms. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2018, 232, 347–363. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.; Patterson, D.J. Analysis of Cam/Roller Follower Friction and Slippage in Valve Train Systems. SAE Tech. Pap. 1995, 951039. [Google Scholar] [CrossRef]
- Gecim, B.A. Lubrication and fatigue analysis of a cam and roller follower. In Tribology Series; Elsevier: Amsterdam, The Netherlands, 1989; Volume 14. [Google Scholar]
- Duffy, P.E. An Experimental Investigation of Sliding at Cam to Roller Tappet Contacts. SAE Tech. Pap. 1993, 930691. [Google Scholar] [CrossRef]
- Colechin, M.; Stone, C.R.; Leonard, H.J. Analysis of Roller-Follower Valve Gear. SAE Tech. Pap. 1993, 930692. [Google Scholar] [CrossRef]
- Lee, J.; Patterson, D.J.; Morrison, K.M.; Schwartz, G.B. Friction Measurement in the Valve Train with a Roller Follower. SAE Tech. Pap. 1994, 940589. [Google Scholar] [CrossRef]
- Khurram, M.; Mufti, R.A.; Zahid, R.; Afzal, N.; Bhutta, M.U.; Khan, M. Effect of lubricant chemistry on the performance of end pivoted roller follower valve train. Tribol. Int. 2016, 93, 717–722. [Google Scholar] [CrossRef]
- Abdullah, M.U.; Shah, S.R.; Bhutta, M.U.; Mufti, R.A.; Khurram, M.; Najeeb, M.H.; Arshad, W.; Ogawa, K. Benefits of wonder process craft on engine valve train performance. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2019, 233, 1125–1135. [Google Scholar] [CrossRef]
- Ji, F.; Taylor, C.M. A tribological study of roller follower valve trains. Part 1: A theoretical study with a numerical lubrication model considering possible sliding. Tribol. Ser. 1998, 34, 489–499. [Google Scholar] [CrossRef]
- Chiu, Y.P. Lubrication and slippage in roller finger follower systems in engine valve trains. Tribol. Trans. 1992, 35, 261–268. [Google Scholar] [CrossRef]
- Williams, J.J. Introduction to Analytical Methods for Internal Combustion Engine Cam Mechanisms; Springer: London, UK, 2013. [Google Scholar]
- Norton, R.L. Cam Design and Manufacturing Handbook; Industrial Press, Inc.: New York, NY, USA, 2002. [Google Scholar]
- Alakhramsing, S. Towards a Fundamental Understanding of the Tribological Behavior of Cam-Roller Follower Contacts. Ph.D. Thesis, University of Twente, Enschede, The Netherlands, 2019. [Google Scholar] [CrossRef]
- Matthews, J.A.; Sadeghi, F. Kinematics and lubrication of camshaft roller follower mechanisms. Tribol. Trans. 1996, 39, 425–433. [Google Scholar] [CrossRef]
- Khonsari, M.M.; Booser, E.R. Applied Tribology: Bearing Design and Lubrication, 3rd ed.; John Wiley & Sons Ltd: Hoboken, NJ, USA, 2017. [Google Scholar]
- Masjedi, M.; Khonsari, M.M. An engineering approach for rapid evaluation of traction coefficient and wear in mixed EHL. Tribol. Int. 2015, 92, 184–190. [Google Scholar] [CrossRef]
- Shirzadegan, M.; Björling, M.; Almqvist, A.; Larsson, R. Low degree of freedom approach for predicting friction in elastohydrodynamically lubricated contacts. Tribol. Int. 2016, 94, 560–570. [Google Scholar] [CrossRef]
- Masjedi, M.; Khonsari, M.M. Film Thickness and Asperity Load Formulas for Line-Contact Elastohydrodynamic Lubrication With Provision for Surface Roughness. J. Tribol. 2012, 134, 011503. [Google Scholar] [CrossRef]
- Masjedi, M.; Khonsari, M.M. Theoretical and experimental investigation of traction coefficient in line-contact EHL of rough surfaces. Tribol. Int. 2014, 70, 179–189. [Google Scholar] [CrossRef]
- SKF. The SKF Model for Calculating the Frictional Moment. Available online: https://www.skf.com (accessed on 30 August 2022).
- Price, S.M.; Smith, D.R.; Tison, J.D. The effects of valve dynamics on reciprocating pump reliability. In Proceedings of the 12th International Pump Users Symposium, Houston, TX, USA, 14–16 March 1995. [Google Scholar]
- Kushwaha, M.; Rahnejat, H. Transient elastohydrodynamic lubrication of finite line conjunction of cam to follower concentrated contact. J. Phys. Appl. Phys. 2002, 35, 2872–2890. [Google Scholar] [CrossRef]
- De Laurentis, N.; Kadiric, A.; Lugt, P.; Cann, P. The influence of bearing grease composition on friction in rolling/sliding concentrated contacts. Tribol. Int. 2016, 94, 624–632. [Google Scholar] [CrossRef] [Green Version]
- ASTM International. Standard Test Method for Viscosity-Temperature Charts for Liquid Petroleum Products. Available online: https://www.astm.org (accessed on 30 July 2022).
- Hoglund, E. Influence of lubricant properties on elastohydrodynamic lubrication. Wear 1999, 232, 176–184. [Google Scholar] [CrossRef]
- Reddyhoff, T.; Schmidt, A.; Spikes, H. Thermal Conductivity and Flash Temperature. Tribol. Lett. 2019, 67, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.C.; Zhang, B.B.; Bader, N.; Poll, G.; Venner, C.H. Influences of solid and lubricant thermal conductivity on traction in an EHL circular contact. Tribol. Int. 2020, 146, 1–9. [Google Scholar] [CrossRef]
- Habchi, W.; Bair, S. The role of the thermal conductivity of steel in quantitative elastohydrodynamic friction. Tribol. Int. 2020, 142, 105970. [Google Scholar] [CrossRef]
- Stacke, L.E.; Fritzson, D. Dynamic behaviour of rolling bearings: Simulations and experiments. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2001, 215, 499–508. [Google Scholar] [CrossRef]
- Xi, Y.; Björling, M.; Shi, Y.; Mao, J.; Larsson, R. Traction formula for rolling-sliding contacts in consideration of roughness under low slide to roll ratios. Tribol. Int. 2016, 104, 263–271. [Google Scholar] [CrossRef]
- Rowe, F.D. Diagnosis of rolling contact bearing damage. Tribology 1971, 4, 137–146. [Google Scholar] [CrossRef]
- Evans, R.D.; Barr, T.A.; Houpert, L.; Boyd, S.V. Prevention of Smearing Damage in Cylindrical Roller Bearings. Tribol. Trans. 2013, 56, 703–716. [Google Scholar] [CrossRef]
- Han, Y.; Wang, J.; Jin, X.; Wang, S.; Zhang, R. Effects of slide-to-roll ratio and varying velocity on the lubrication performance of grease at low speed. Tribol. Lett. 2014, 54, 263–271. [Google Scholar] [CrossRef]
- Hamer, J.C.; Sayles, R.S. An Experimental Inwestigation Into the Boundaries of Smearing Failure in Roller Bearings. J. Tribol. 1991, 113, 102–119. [Google Scholar] [CrossRef]
- Xuefeng, T.; Kennedy, F.E.J. Maximum and Average Flash Temperatures in Sliding Contacts. J. Tribol. 1994, 116, 167–174. [Google Scholar]
- Shifeng, W.; Cheng, H. A Sliding Wear Model for Partial-EHL Contacts. Trans. ASME 1991, 113, 134–141. [Google Scholar]
- Bair, S. High Pressure Rheology for Quantitative Elastohydrodynamics, 2nd ed.; Elsevier B.V.: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Roelands, C. Correctional Aspects of the Viscosity-Temperature-Pressure Relationship of Lubricating Oils. Ph.D. Thesis, TU Delft Faculty Of Civil Engineering and Geosciences, Groningen, The Netherlands, 1966. [Google Scholar]
- Hamrock, B.J.; Schmid, S.R. Fundamentals of Fluid Film Lubrication, 2nd ed.; Marcel Dekker, Inc.: New York, NY, USA, 2004. [Google Scholar]
- Pettersson, A. Environmentally Adapted Lubricants—Properties and Performance. Ph.D. Thesis, Luleå University of Technology, Luleå, Sweden, 2006. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Unit |
|---|---|---|
| 2 | ||
| 33 | ||
| 0.592 | ||
| 204 | ||
| 1.91 | ||
| 0.150 | ||
| 1.6 |
| Parameter | Value | Unit |
|---|---|---|
| B | 0.150 | |
| 450 | ||
| E | 210 | |
| 231 | ||
| 0.70 | ||
| 0.76 | ||
| k | 21 | |
| 0.165 | ||
| 39.8 | ||
| 0.1125 | ||
| 0.8 | ||
| 50 | ||
| v | 6.87 | |
| Z | 0.48 | − |
| 19.6 | ||
| 0.0472 | − | |
| 192.2 | ||
| 367.7 | ||
| 20.7 | ||
| 0.0485 | − | |
| 0.3 | − | |
| 7800 | ||
| 1.13 | μ |
| Parameter | Value | Unit |
|---|---|---|
| D | 225 | |
| d | 150 | |
| 187.5 | ||
| 0.03 | ||
| 55 | ||
| 0.12 | − | |
| 87.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Amoroso, P.; Ostayen, R.A.J.v.; Perassi, F. Rolling-Sliding Performance of Radial and Offset Roller Followers in Hydraulic Drivetrains for Large Scale Applications: A Comparative Study. Machines 2023, 11, 604. https://doi.org/10.3390/machines11060604
Amoroso P, Ostayen RAJv, Perassi F. Rolling-Sliding Performance of Radial and Offset Roller Followers in Hydraulic Drivetrains for Large Scale Applications: A Comparative Study. Machines. 2023; 11(6):604. https://doi.org/10.3390/machines11060604
Chicago/Turabian StyleAmoroso, Pedro, Ron A. J. van Ostayen, and Federica Perassi. 2023. "Rolling-Sliding Performance of Radial and Offset Roller Followers in Hydraulic Drivetrains for Large Scale Applications: A Comparative Study" Machines 11, no. 6: 604. https://doi.org/10.3390/machines11060604
APA StyleAmoroso, P., Ostayen, R. A. J. v., & Perassi, F. (2023). Rolling-Sliding Performance of Radial and Offset Roller Followers in Hydraulic Drivetrains for Large Scale Applications: A Comparative Study. Machines, 11(6), 604. https://doi.org/10.3390/machines11060604