
Welding Penetration Monitoring for Ship Robotic GMAW Using Arc Sound Sensing Based on Improved Wavelet Denoising


Abstract
:1. Introduction
2. Denoising Principle Based on Wavelet Threshold
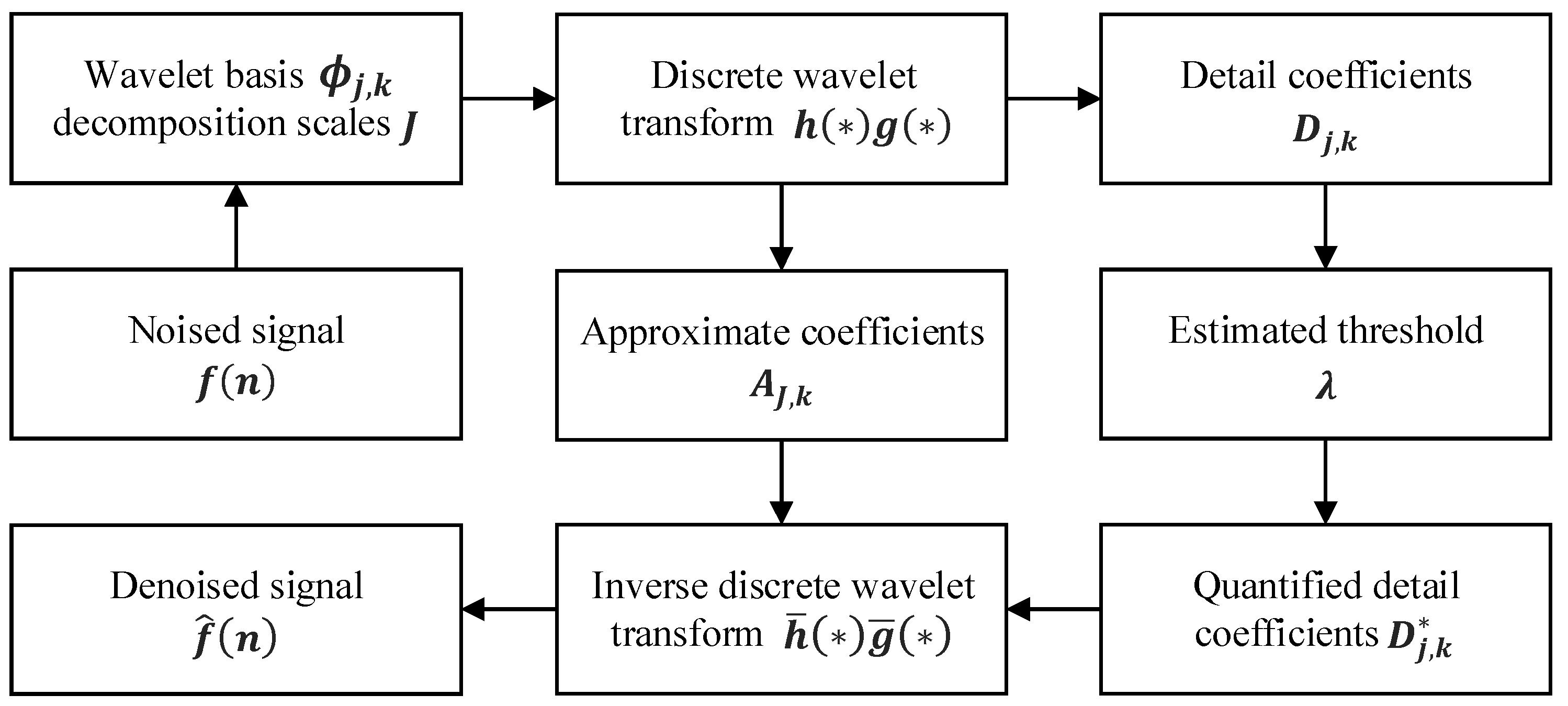
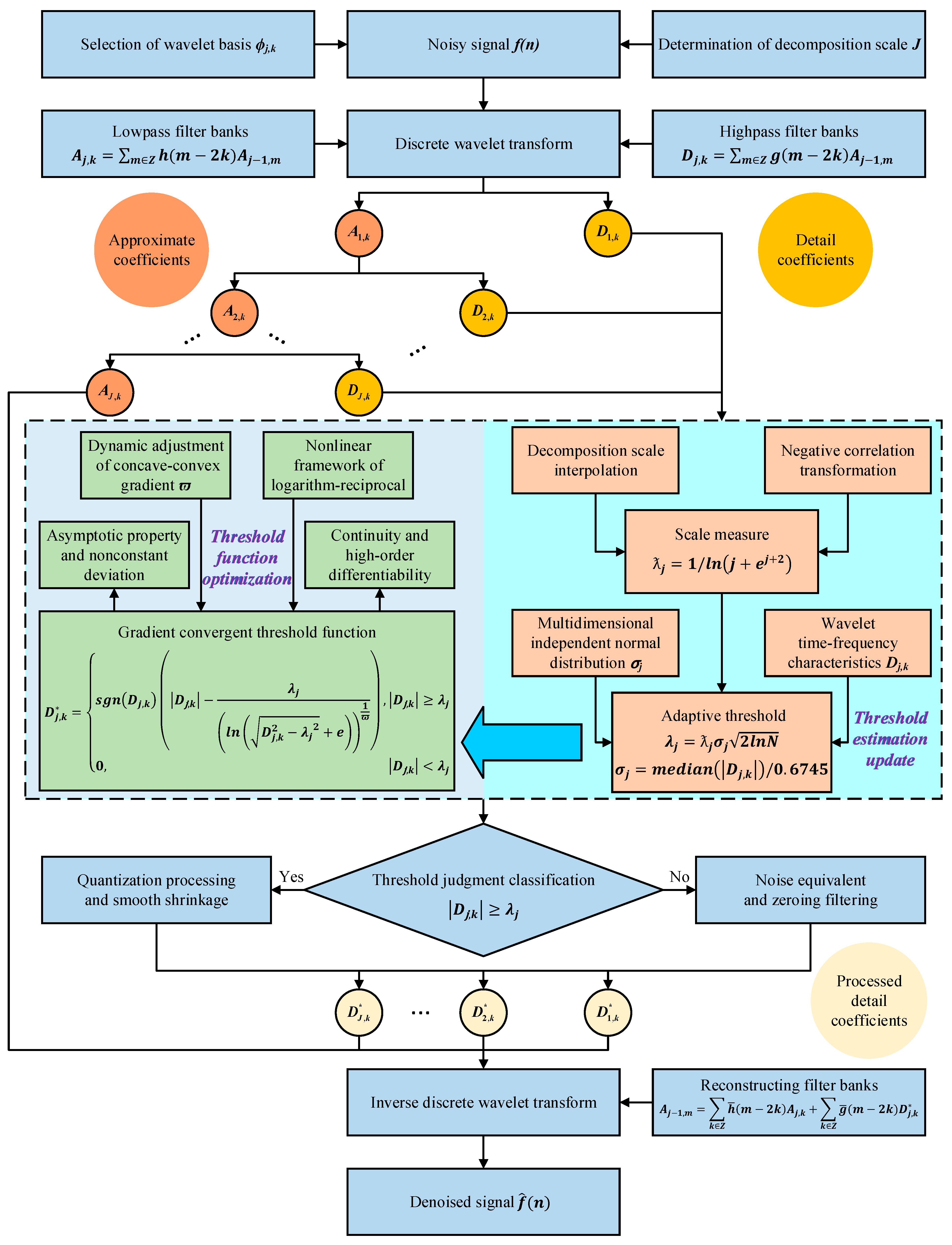
- Wavelet decomposition. An appropriate wavelet basis function and the maximum decomposition scale are selected. The discrete wavelet transformation is performed on the noisy signal via the Mallat algorithm [40] to sequentially obtain the low-frequency approximation coefficients and the high-frequency detail coefficients of layers 1 to through low-pass and high-pass filtering:
- Threshold processing. The approximation coefficients of the decomposition scale layer are retained. On the premise of keeping the tree structure of the wavelet decomposition coefficients unchanged in accordance with the distribution characteristics of the noise wavelet coefficients in the wavelet domain, through threshold and a comparison with the high-frequency detail coefficients , an appropriate threshold function is selected to quantify the classification coefficients. Accordingly, the updated and corrected detail coefficients are obtained;
- Signal reconstruction. The modified detail coefficients and the approximation coefficients of layer are subjected to inverse discrete wavelet transformation through the reconstruction filter bank, and the denoised signal is obtained,
3. Improvement Analysis for Wavelet Threshold Denoising
3.1. Estimation Update and Function Optimization of Threshold
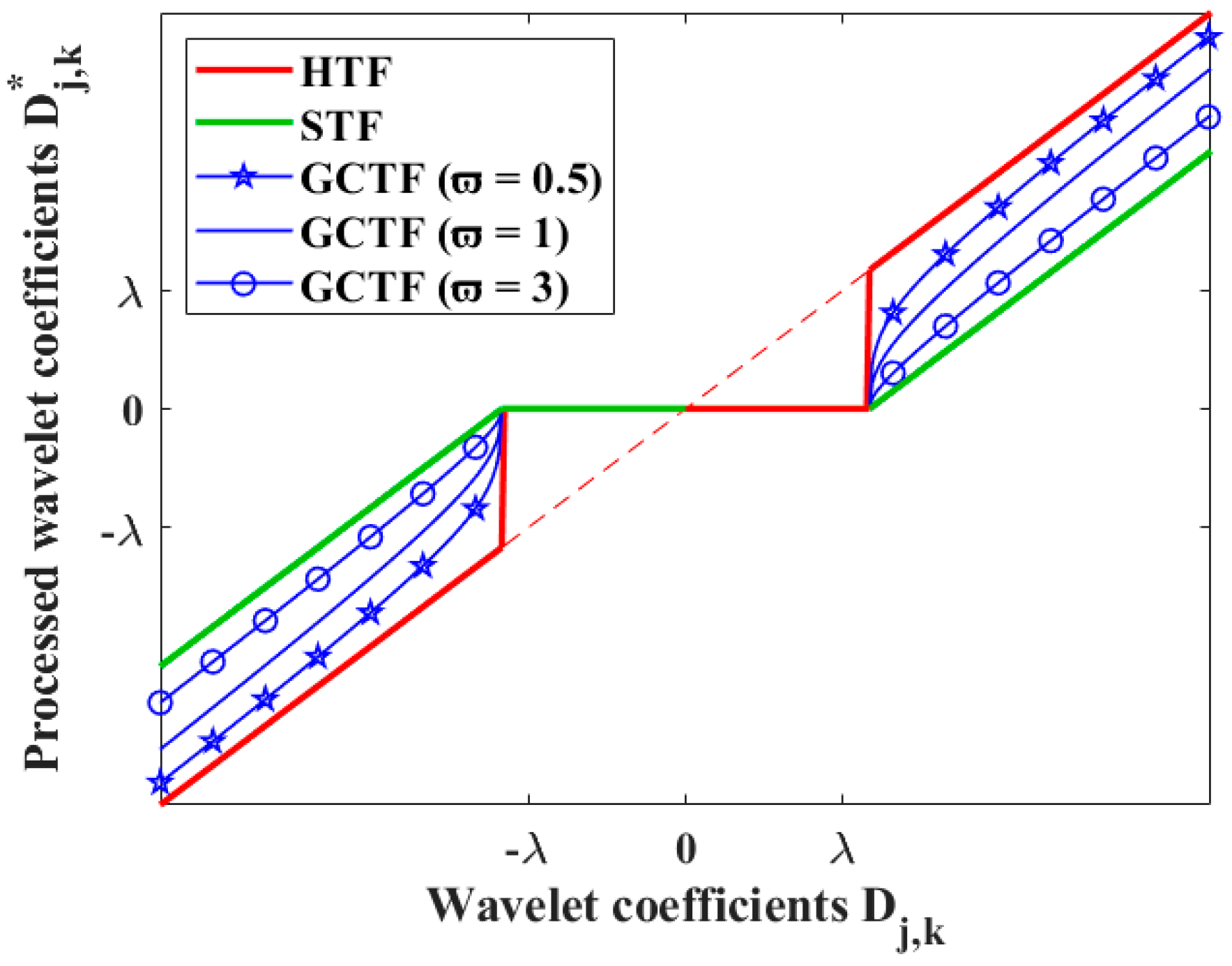
3.2. Theoretical Proof of the GCTF
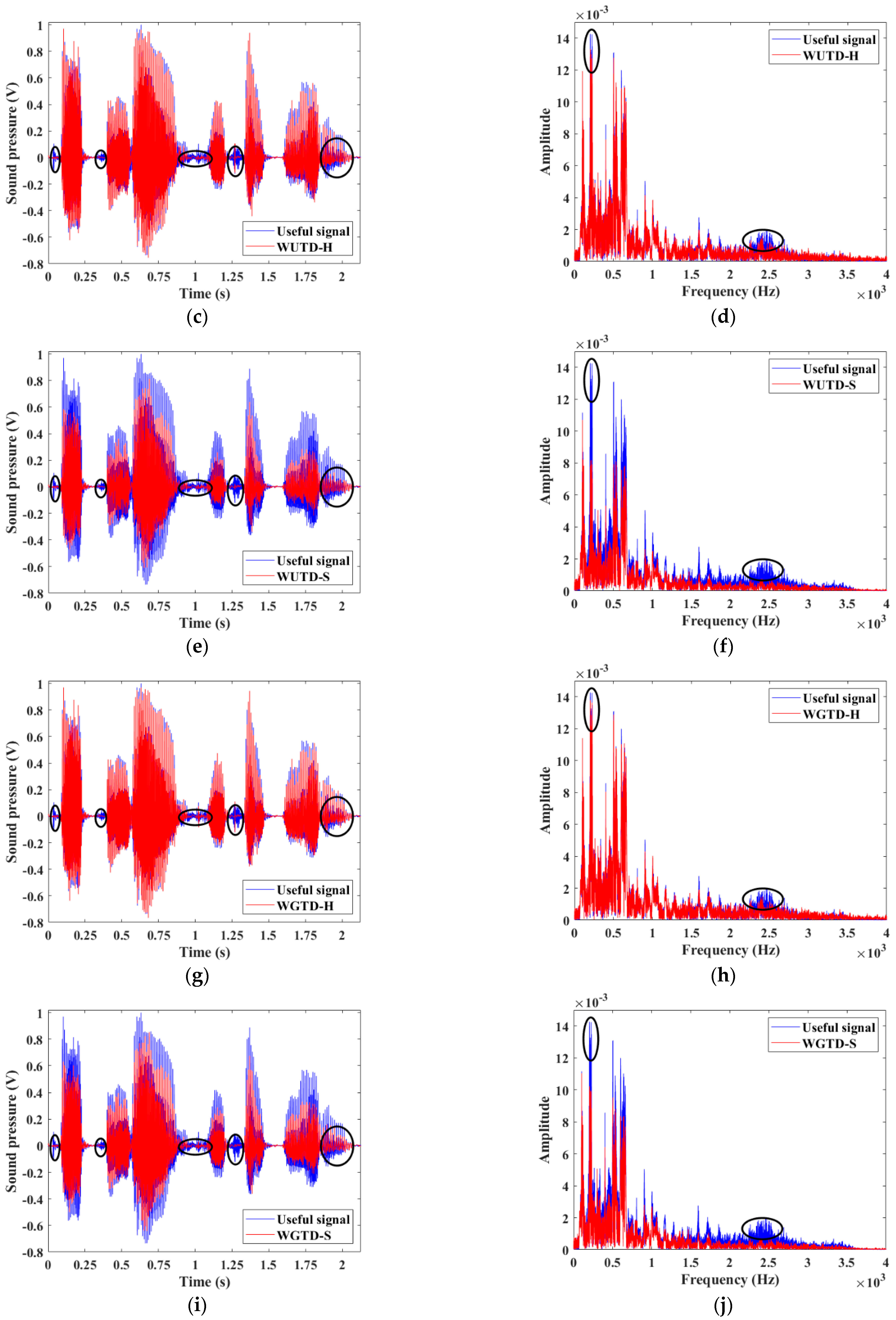
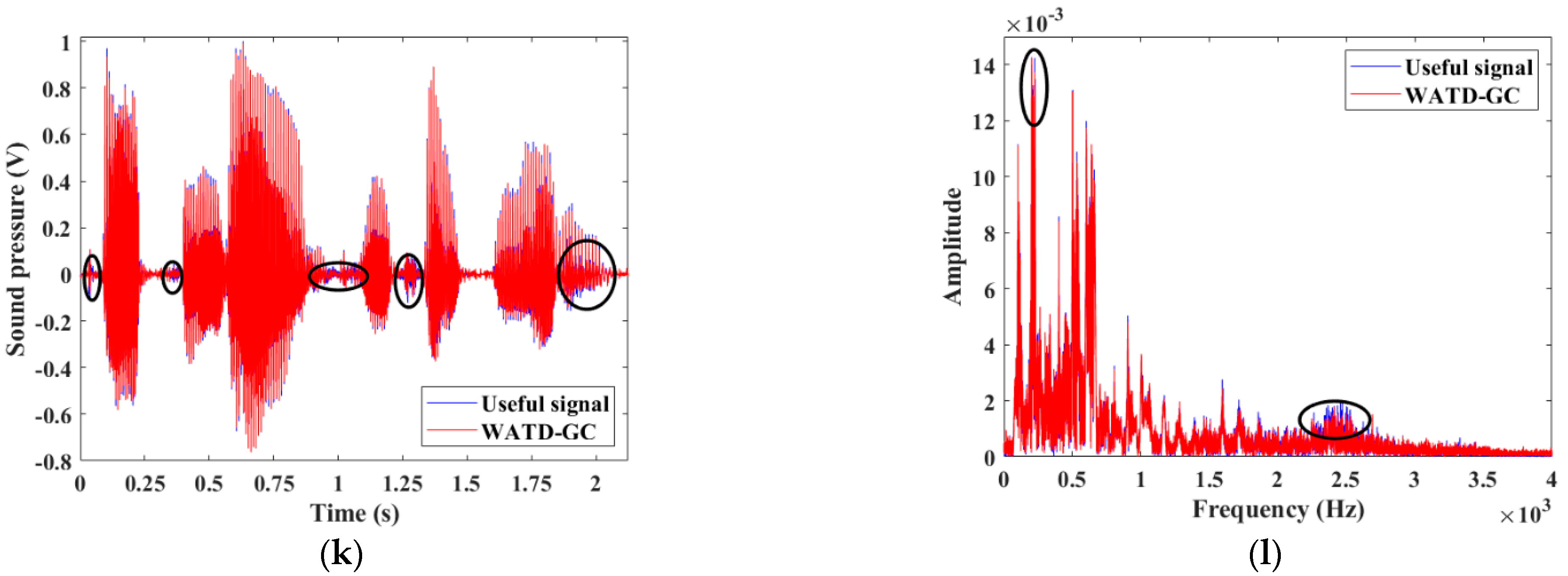
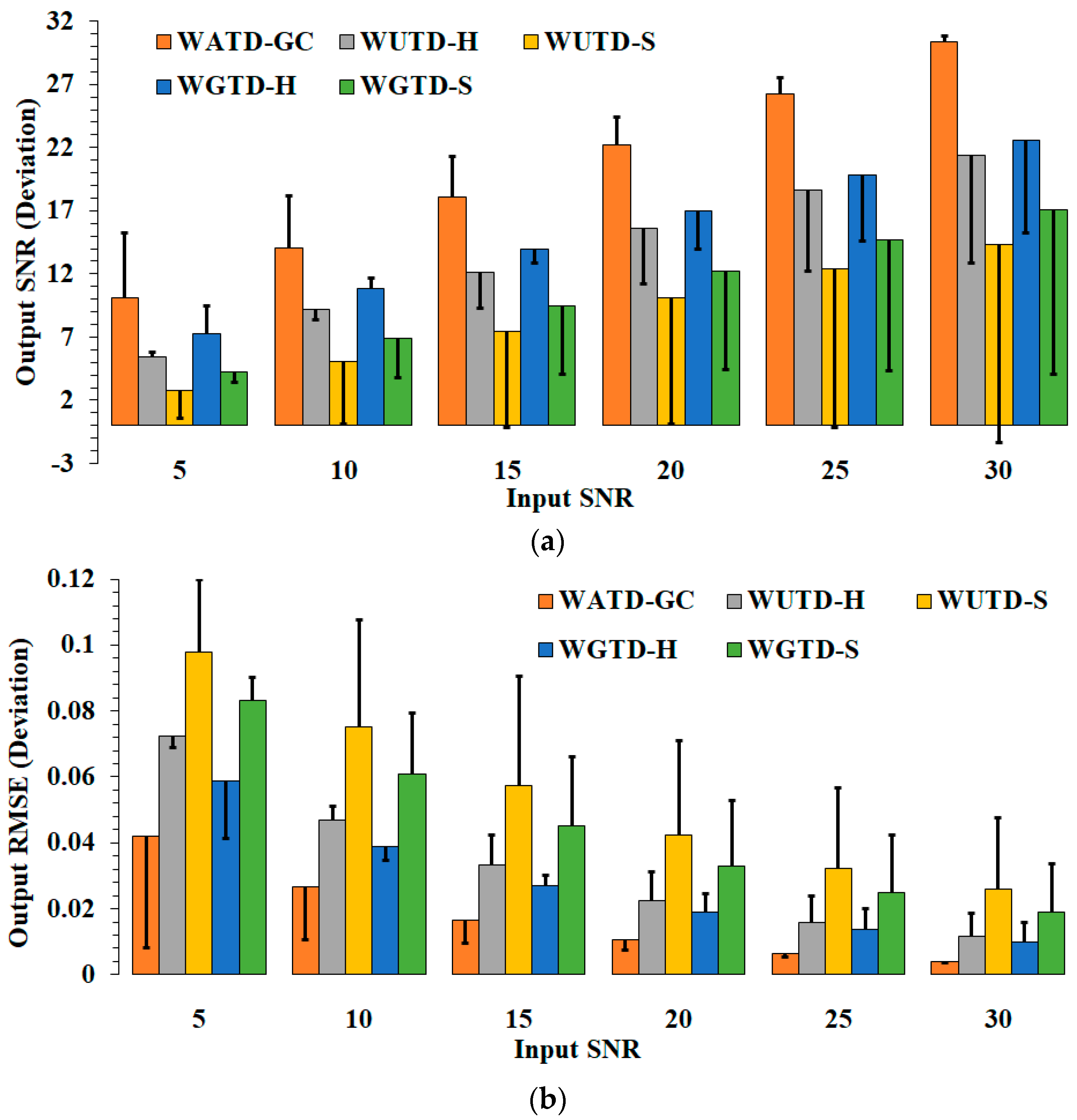
3.3. Verification of Speech Signal Denoising
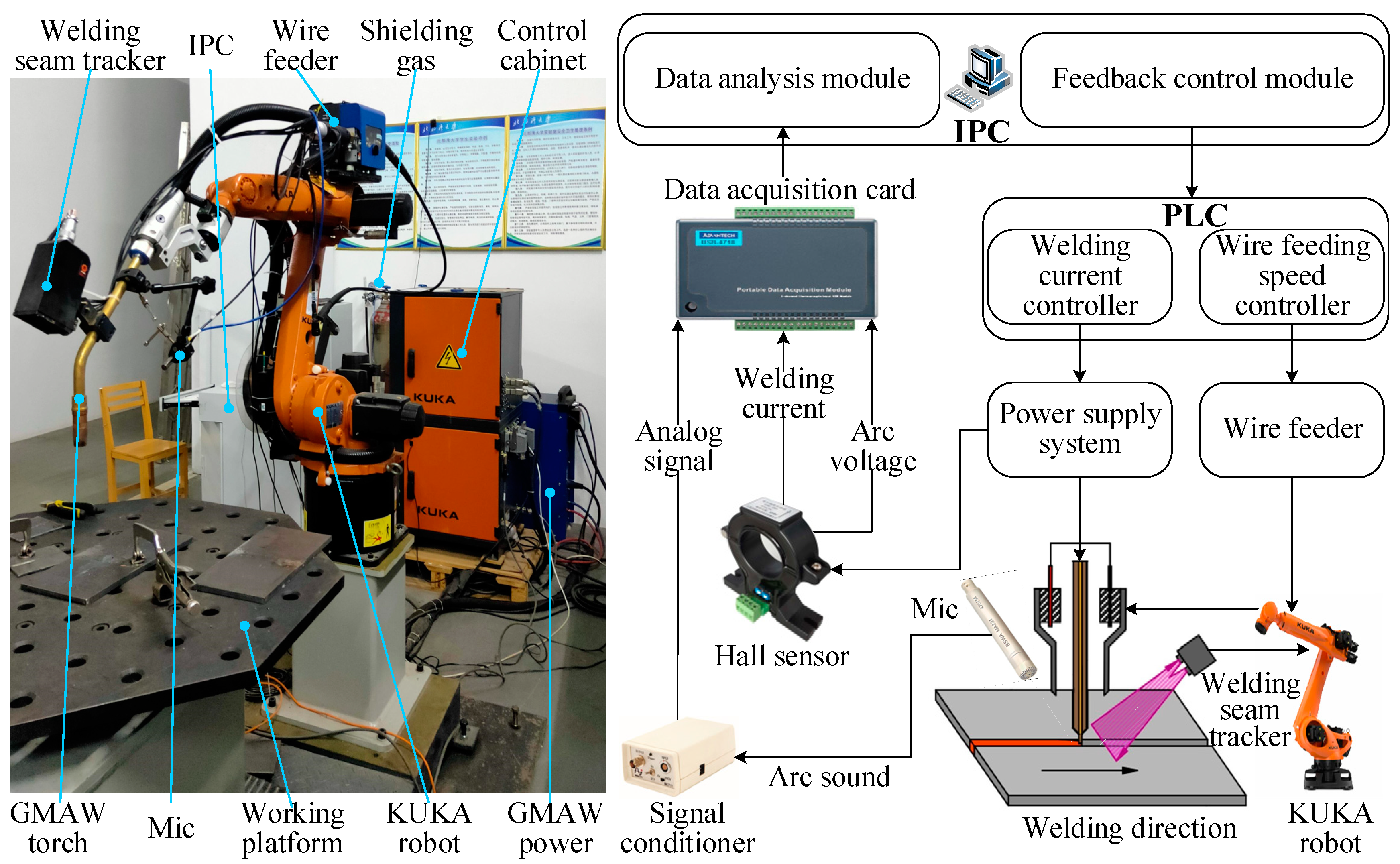
4. GMAW Monitoring Platform and Experiment Design
4.1. Arc Sound Sensing for Ship Robotic Welding
4.2. Welding Process Information Acquisition and Preprocessing
5. Wavelet Denoising with Application to Penetration State Identification
5.1. Wavelet Threshold Denoising of Arc Sound Signal
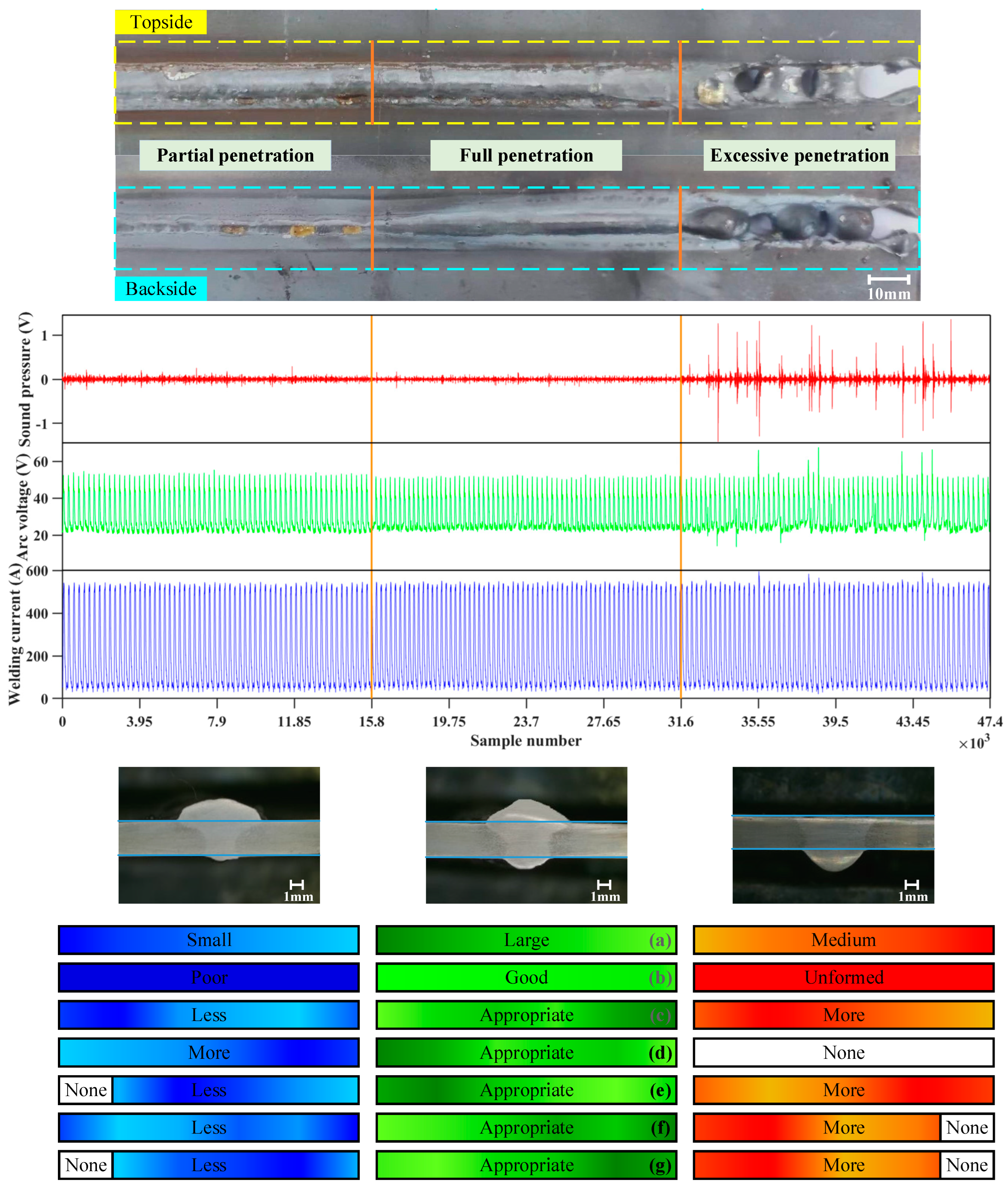
- The tiny “glitch” superimposed on the arc sound signal in the time domain is effectively filtered out. The abrupt waveform part containing the welding process information remains intact and the signal contour trend is more clear;
- The power spectral density waveform of the denoised signal in the frequency domain is similar to that of the arc sound signal, the energy distribution is more uniform, and the fluctuation range of the peaks and valleys is small and presents characteristics of irregular change;
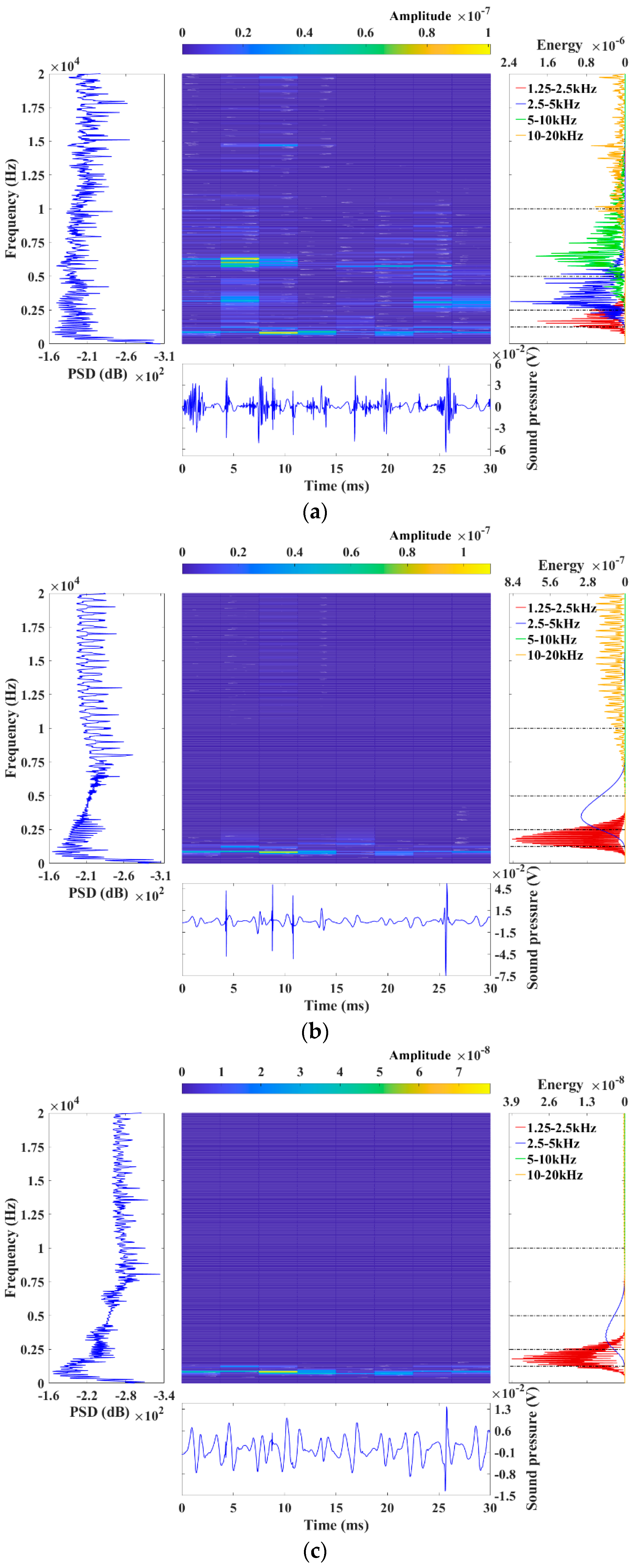
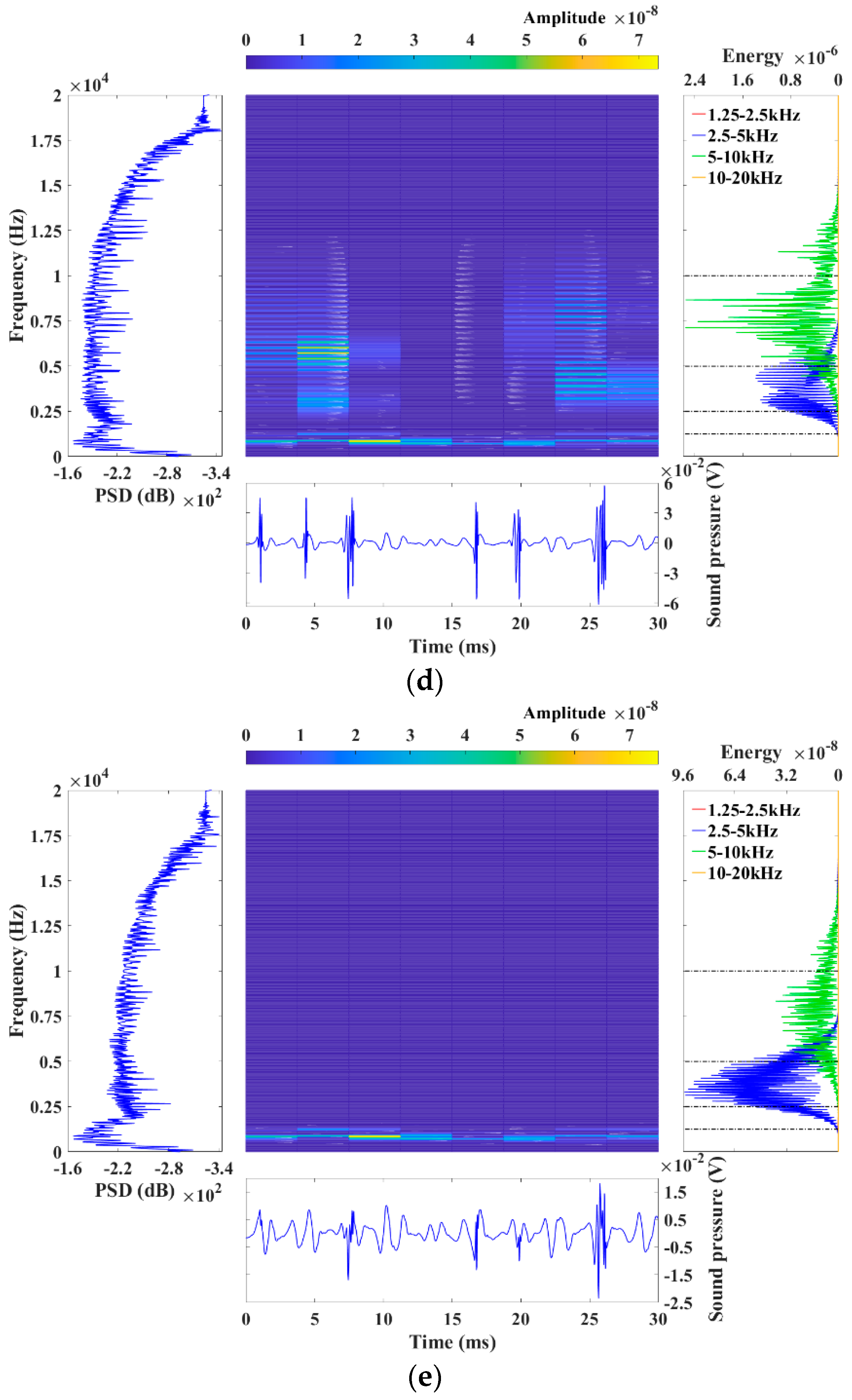
- The high-frequency detail coefficients processed by quantization at different decomposition scales are correctly decomposed into four different corresponding frequency bands (the effective frequency ranges are 10–20 kHz, 5–10 kHz, 2.5–5 kHz and 1.25–2.5 kHz) after wavelet reconstruction, thus effectively avoiding the phenomenon of frequency aliasing and frequency band dislocation;
- The arc sound energy in the time–frequency domain is widely distributed across the whole domain, the process feature information in the high-frequency band is not lost, the distribution features of “intermittent–continuous–intermittent” are presented, and the time-varying energy distribution of the denoised signal in frequency domain is closer to the arc sound signal.
5.2. Feature Extraction and Identification Verification of Penetration State
6. Conclusions
- We have proposed and theoretically proven the related property theorems of GCTF, such as continuity, an asymptotic property, non-constant deviation, the approximate rate of the concave–convex gradient, etc. By comparing the results of the simulation of speech synthesis signals with different noise intensities, it can be concluded that the signal denoised by the WATD-GC method is basically consistent in terms of waveform amplitude and fluctuation trend with the useful signal in the time and frequency domains, while the frequency band range corresponding to the peak–valley energy region remains unchanged. The indices used for denoising evaluation, which include the SNR increasing by 30−150%, the RMSE decreasing by 37−70%, and the smoothness and NCC approaching 1, are higher under conditions of constant input noise (SNR = 14 dB). This reveals that the denoising effect of the WATD-GC method is both better and more adaptable;
- In the denoising of arc sound signals for ship robotic GMAW, compared to the traditional denoising methods, the “glitch” in the time domain of denoised signals obtained by the WATD-GC method is effectively filtered out, and the waveform mutation and signal outline are made clearer. The power spectral density waveform of the denoised signal in the frequency domain is the most similar to that of the arc sound signal, and the irregular fluctuation of peak–valley is more reflective of the actual welding situation. The high-frequency detail coefficient of quantization processing is accurately allocated to the effective frequency band, thus maximizing the avoidance of frequency aliasing and frequency band misalignment, and providing a pure and high-quality arc sound signal for the accurate extraction of GMAW penetration state features;
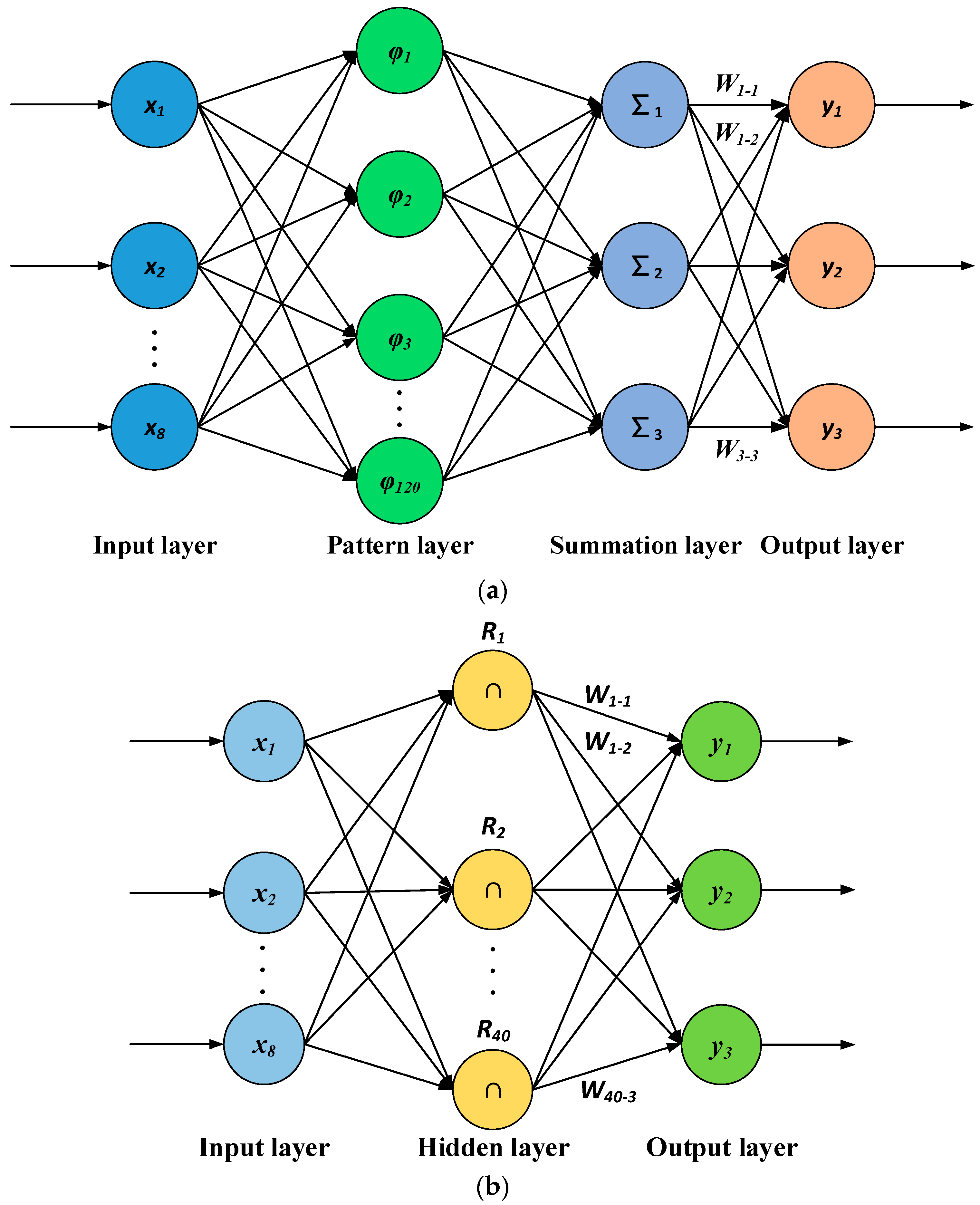
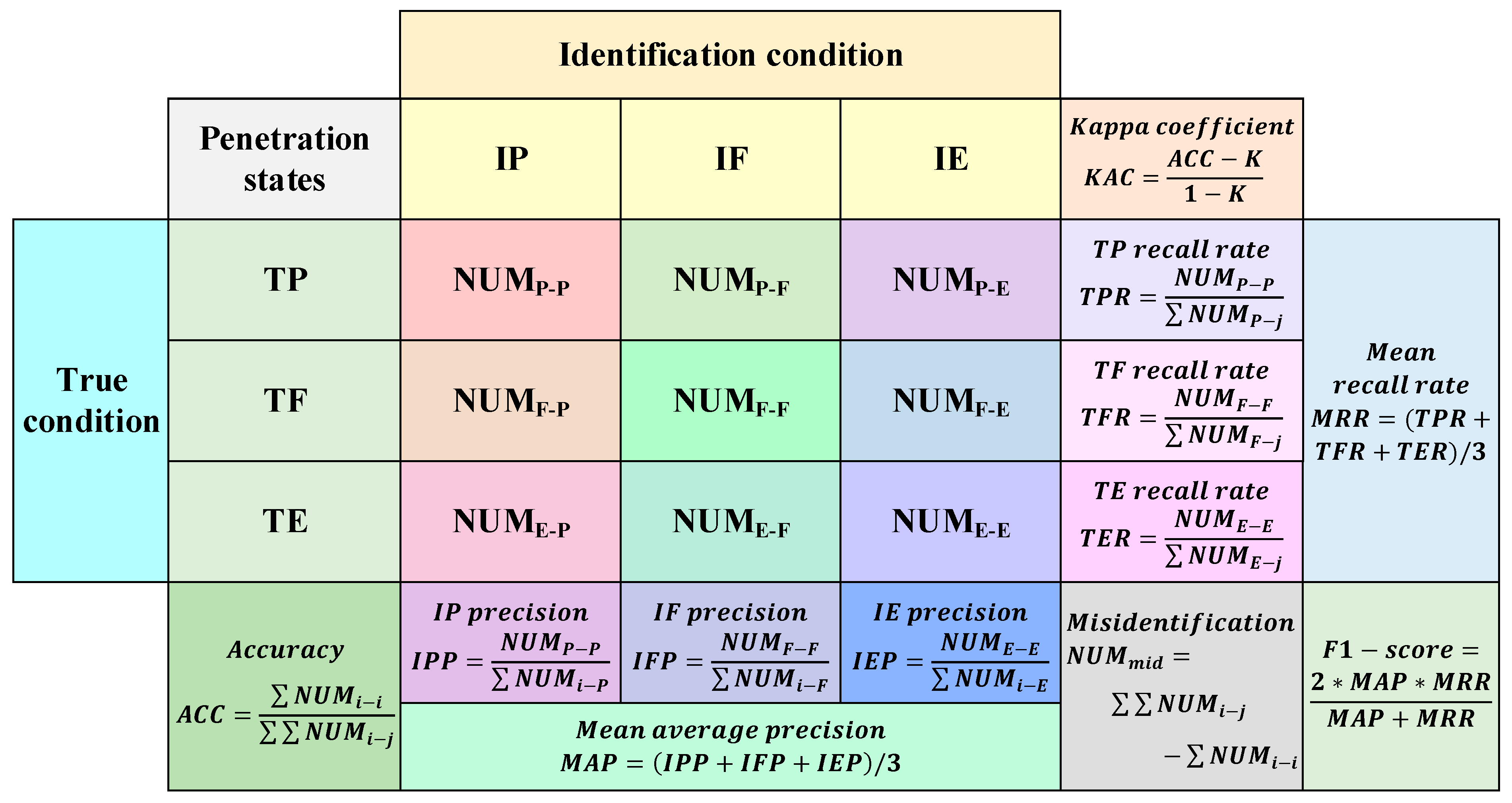
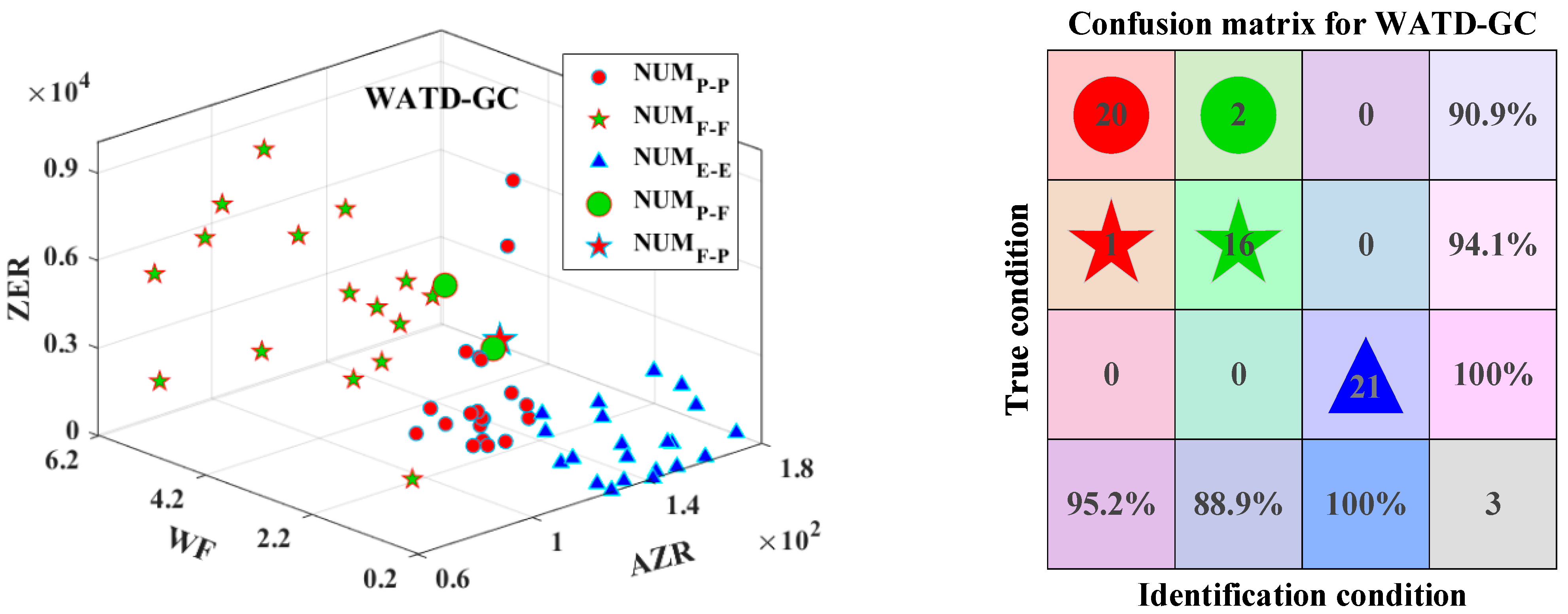
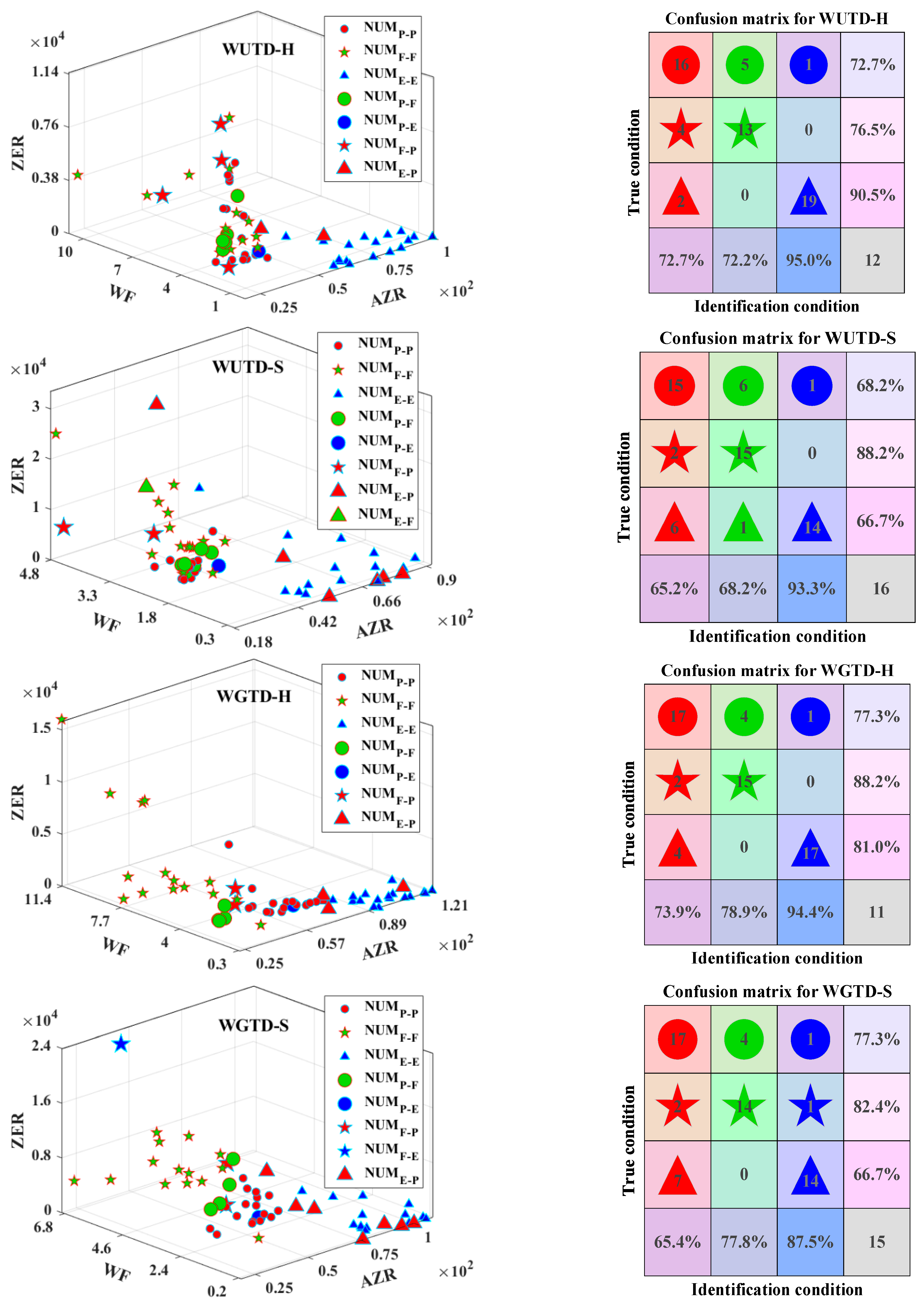
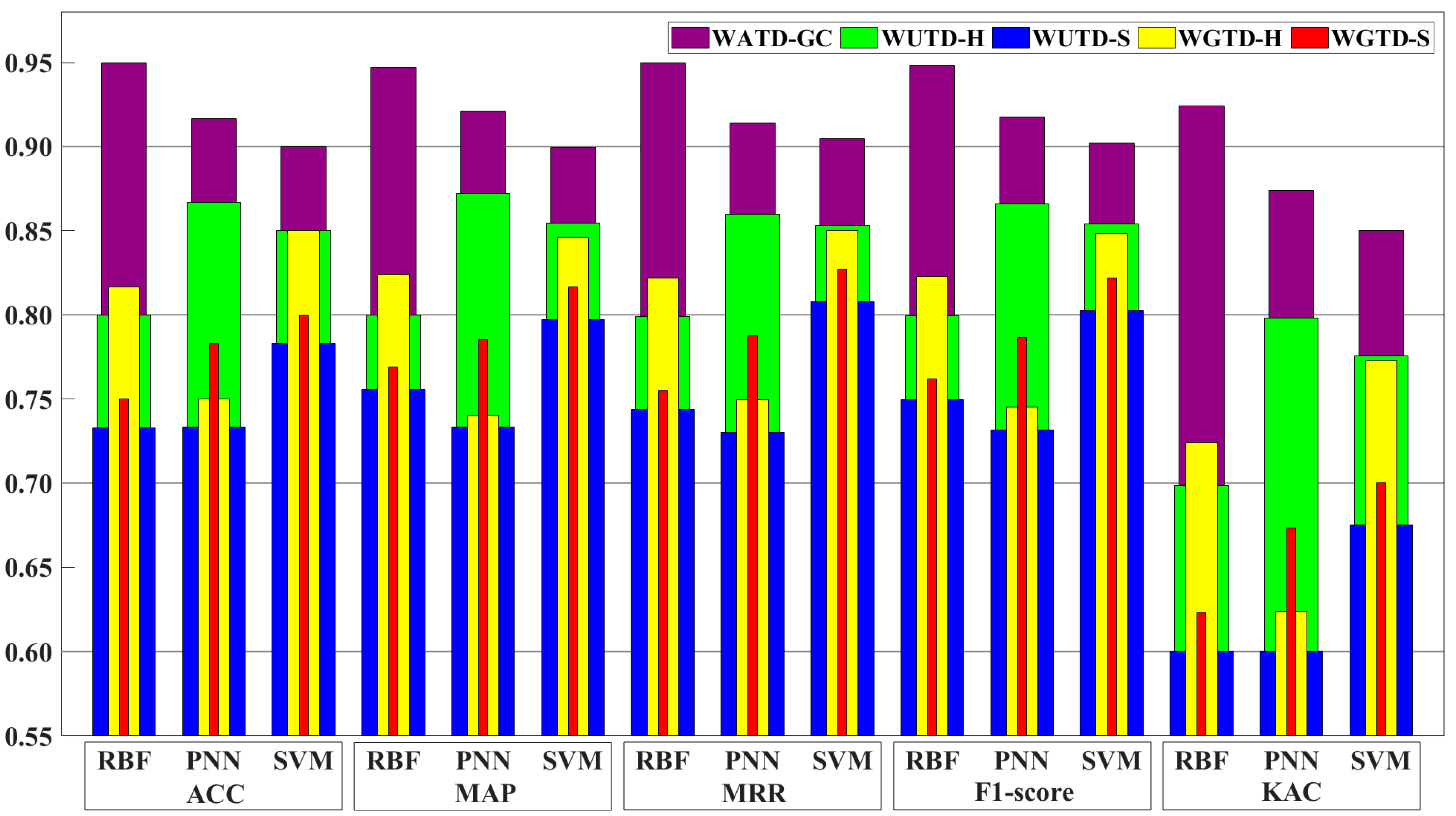
- The mechanism of “auditory attention” is employed to select the sensitive frequency band (4.0–7.5 kHz) as the region of interest. Applying this principle involves analyzing the correlation between extracted features and weld penetration. The eight-dimensional statistics of the time and frequency domains are adopted to extract the penetration features of different denoised arc sound signals, with correlation coefficients maintained within the range of 0.40–0.79. The three pattern classifiers, i.e., RBFNN, PNN, and PSO-SVM, are utilized for state identification modelling by inputting the extracted features. The feature parameters extracted from the denoised arc sound by the WATD-GC method are regularly distributed, with clustering in low-dimensional space, the statistical dispersion separating the state clusters is smaller, and there is a clear neighborhood boundary. The results of the confusion matrix indicate that the identification capacities of the five statistical indexes are obviously superior under different classifier models; the precision of their identification remains in the high range of 0.85–0.95, while ACC is improved by 6–30%, MAP by 5–26%, MRR by 6–28%, F1-score by 6–27%, and KAC by 10–54%. Therefore, the WATD-GC method can not only preprocess the arc sound signal to achieve the accurate identification of the penetration state, but it can also provide a valid technological basis for quality monitoring in ship robotic GMAW.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Chemical Compositions (Mass Fraction)/% | Mechanical Properties | |||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Tensile Strength | Yield Strength | Elongation | Charpy V Impact Test 1 | |
| Base metal | ≤0.20 | ≤0.35 | ≤1.40 | ≤0.045 | ≤0.045 | 370–500 MPa | ≥235 MPa | ≥26% | ≥27 J |
| Welding wire | ≤0.15 | ≤0.35 | ≤1.25 | ≤0.025 | ≤0.025 | 480–660 MPa | ≥400 MPa | ≥22% | ≥27 J |
References
- Zhao, W.; Johan, L.B.; Feng, G.; Gao, C.; Cui, T. A reliability approach to fatigue crack propagation analysis of ship structures in polar regions. Mar. Struct. 2021, 80, 103075. [Google Scholar] [CrossRef]
- Srđan, B.; Vujadin, A.; Ljubica, M.; Bojana, Z. An analysis of impact testing of high strength low-alloy steels used in ship construction. Brodogradnja 2021, 72, 1–12. [Google Scholar]
- Zhang, Z.; Chen, S. Real-time seam penetration identification in arc welding based on fusion of sound, voltage and spectrum signals. J. Intell. Manuf. 2017, 28, 207–218. [Google Scholar] [CrossRef]
- Gao, X.; Liang, Z.; Zhang, X.; Wang, L.; Yang, X. Penetration state recognition based on stereo vision in GMAW process by deep learning. J. Manuf. Process. 2023, 89, 349–361. [Google Scholar] [CrossRef]
- Zhang, S.; Hu, S.; Wang, Z. Weld penetration sensing in pulsed gas tungsten arc welding based on arc voltage. J. Mater. Process. Technol. 2016, 229, 520–527. [Google Scholar] [CrossRef]
- Ebrahimi, A.; Kleijn, C.R.; Hermans, M.J.M.; Richardson, I.M. The effects of process parameters on melt-pool oscillatory behaviour in gas tungsten arc welding. J. Phys. D Appl. Phys. 2021, 54, 275303. [Google Scholar] [CrossRef]
- Ebrahimi, A.; Kleijn, C.R.; Richardson, I.M. A simulation-based approach to characterise melt-pool oscillations during gas tungsten arc welding. Int. J. Heat Mass Transf. 2021, 164, 120535. [Google Scholar] [CrossRef]
- Zhao, S.; Qiu, X.; Burnett, I.; Rigby, M.; Lele, A. A lumped-parameter model for sound generation in gas metal arc welding. Mech. Syst. Signal Process. 2021, 147, 107085. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, Q.; Xiao, J.; Xiong, G.; Zhang, H. Weld penetration identification with deep learning method based on auditory spectrum images of arc sounds. Weld. World 2022, 66, 2509–2520. [Google Scholar] [CrossRef]
- Wu, J.; Shi, J.; Gao, Y.; Gai, S. Penetration recognition in GTAW welding based on time and spectrum images of arc sound using deep learning method. Metals 2022, 12, 1549. [Google Scholar] [CrossRef]
- Ren, W.; Wen, G.; Xu, B.; Zhang, Z. A novel convolutional neural network based on time-frequency spectrogram of arc sound and its application on GTAW penetration classification. IEEE Trans. Industr. Inform. 2021, 17, 809–819. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, Q.; Huang, L.; Gong, Y.; Xiao, J. Droplet transfer modes identification in MIG welding process based on a human auditory model. J. Mech. Eng. En. 2019, 55, 68–76. [Google Scholar]
- Szlapa, P.; Marczak, W. Arc welding noise assessment from the measured ultrasound pressure levels. Part I: The metal active gas welding. Ultrasonics 2018, 90, 71–79. [Google Scholar] [CrossRef]
- Bevans, B.; Ramalho, A.; Smoqi, Z.; Gaikwad, A.; Santos, T.G.; Rao, P.; Oliveira, J.P. Monitoring and flaw detection during wire-based directed energy deposition using in-situ acoustic sensing and wavelet graph signal analysis. Mater. Design 2023, 225, 111480. [Google Scholar] [CrossRef]
- Liu, L.; Lan, H.; Yu, Z.; Zhou, B. Reducing noise techniques of arc sound signal. Trans. China Weld. Inst. 2009, 30, 13–16. [Google Scholar]
- Hong, Y.; Yang, M.; Jiang, Y.; Du, D.; Chang, B. Real-time quality monitoring of ultrathin sheets edge welding based on microvision sensing and SOCIFS-SVM. IEEE Trans. Industr. Inform. 2023, 19, 5506–5516. [Google Scholar] [CrossRef]
- Szlapa, P.; Marczak, W. Arc welding noise assessment from the measured ultrasound pressure levels. Part II: Pulsed and double pulsed metal active gas welding. Ultrasonics 2020, 100, 105976. [Google Scholar] [CrossRef] [PubMed]
- Lv, N.; Zhong, J.; Wang, J.; Chen, S. Automatic measuring and processing system of audio sensing for real-time arc height control of pulsed GTAW. Sens. Rev. 2014, 34, 51–66. [Google Scholar] [CrossRef]
- Liu, J.; Mao, F. Welding current signals interference reduction processing based on particle filter. Hot Work. Technol. 2014, 43, 164–166. [Google Scholar]
- Mao, F. Rotating Arc Current Signal Processing Based on Particle Filter and the PID Control Parameter Setting. Master’s Thesis, Nanchang University, Nanchang, China, 2014. [Google Scholar]
- Liu, L.; Yu, Z.; Lan, H.; Gao, H. Separating technology of arc sound noise based on ICA in MIG welding. Trans. China Weld. Inst. 2014, 31, 53–56. [Google Scholar]
- Ao, S.; Luo, Z.; Feng, M.; Yan, Y. Extraction of the acoustic signal from laser welding in a noisy environment with a microphone array. Lasers Eng. 2016, 33, 129–148. [Google Scholar]
- Martinek, R.; Jaros, R.; Baros, J.; Danys, L.; Kawala-Sterniuk, A.; Nedoma, J.; Machacek, Z.; Koziorek, J. Noise reduction in industry based on virtual instrumentation. Comput. Mater. Contin. 2021, 69, 1073–1096. [Google Scholar] [CrossRef]
- Huang, J.; Hong, B.; Pan, J.; Qu, Y.; Yuan, C. Signal treatment of the arc-sensor type weld tracking system in SAW. Weld. Technol. 2005, 34, 44–45. [Google Scholar]
- Cai, Y.; Luo, Y.; Wang, X.; Yang, S.; Zhang, F.; Tang, F.; Peng, Y. Physical mechanism of laser excited acoustic wave and its application in recognition of incomplete-penetration welding defect. Int. J. Adv. Manuf. Technol. 2022, 120, 6091–6105. [Google Scholar] [CrossRef]
- Guo, R.; Luo, Z.; Li, M. A survey of optimization methods for independent vector analysis in audio source separation. Sensors 2023, 23, 493. [Google Scholar] [CrossRef] [PubMed]
- Abbas, N.A.; Salman, H.M. Independent component analysis based on quantum particle swarm optimization. Egypt. Inform. J. 2018, 19, 101–105. [Google Scholar] [CrossRef]
- Lan, H.; Zhang, H.; Chen, S.; Sheng, K.; Zhao, D. Correlation of arc sound and arc-sidewall position in narrow gap MAG welding. J. Mech. Eng. En. 2014, 50, 38–43. [Google Scholar] [CrossRef]
- Huang, Y.; Wang, K.; Zhou, X. Translation invariant wavelet de-noising of CO2 gas shielded arc welding electrical signal. J. Mech. Eng. En. 2018, 54, 95–100. [Google Scholar] [CrossRef]
- Yusof, M.F.M.; Quazi, M.M.; Aleem, S.A.A.; Ishak, M.; Ghazali, M.F. Identification of weld defect through the application of denoising method to the sound signal acquired during pulse mode laser welding. Weld. World 2023, 67, 1267–1281. [Google Scholar] [CrossRef]
- Ma, Y. Research on the Methods for Quality Monitoring Based on Arc Sound Signal in CO2 Arc Welding. Ph.D. Thesis, Lanzhou University of Technology, Lanzhou, China, 2005. [Google Scholar]
- Liu, L.; Lan, H.; Zheng, H.; Yu, Z. Relationship between arc sound signal and penetration status in MIG welding. J. Mech. Eng. En. 2010, 46, 79–84. [Google Scholar] [CrossRef]
- Huang, L.; Gao, Y.; Wang, Q.; Gong, Y. Analysis of short-time energy and formant of arc acoustic signals under a different shielding gases. Weld. Technol. 2019, 48, 5–10. [Google Scholar]
- Wu, D.; Chen, H.; He, Y.; Song, S.; Lin, T.; Chen, S. A prediction model for keyhole geometry and acoustic signatures during variable polarity plasma arc welding based on extreme learning machine. Sens. Rev. 2016, 36, 257–266. [Google Scholar] [CrossRef]
- Yu, Z. MIG Welding Arc Sound Signal De-Noising Technique Research. M.S. Thesis, Harbin University of Science and Technology, Harbin, China, 2010. [Google Scholar]
- Shi, Y.; Huang, J.; Nie, J.; Fan, D. Correlation of arc acoustic signals and droplet transfer in aluminum pulsed MIG welding. Trans. China Weld. Inst. 2009, 30, 29–32. [Google Scholar]
- Bi, S.; Lan, H.; Liu, L. On-line monitoring of penetration status based on characteristic analysis of arc sound signal in MAG welding. Trans. China Weld. Inst. 2010, 301, 17–20. [Google Scholar]
- Hassan, F.; Rahim, L.A.; Mahmood, A.K.; Abed, S.A. A hybrid particle swarm optimization-based wavelet threshold denoising algorithm for acoustic emission signals. Symmetry 2022, 14, 1253. [Google Scholar] [CrossRef]
- Li, X.; Li, K.; He, G.; Zhao, J. Research on improved wavelet threshold denoising method for non-contact force and magnetic signals. Electronics 2023, 12, 1244. [Google Scholar] [CrossRef]
- Mallat, S.G. A theory for multiresolution signal decomposition: The wavelet representation. IEEE Trans. Pattern Anal. Mach. Intell. 1989, 11, 674–693. [Google Scholar] [CrossRef]
- Xie, B.; Xiong, Z.; Wang, Z.; Zhang, L.; Zhang, D.; Li, F. Gamma spectrum denoising method based on improved wavelet threshold. Nucl. Eng. Technol. 2020, 52, 1771–1776. [Google Scholar] [CrossRef]
- Donoho, D.L.; Johnstone, I.M. Ideal spatial adaptation by wavelet shrinkage. Biometrika 1994, 81, 425–455. [Google Scholar] [CrossRef]
- Donoho, D.L. De-noising by soft-thresholding. IEEE Trans. Inf. Theory 1995, 41, 613–627. [Google Scholar] [CrossRef]
- Srivastava, M.; Anderson, C.L.; Freed, J.H. A new wavelet denoising method for selecting decomposition levels and noise thresholds. IEEE Access 2016, 4, 3862–3877. [Google Scholar] [CrossRef] [PubMed]
- Guo, T.; Zhang, T.; Lim, E.; Lopez-Benitez, M.; Ma, F.; Yu, L. A review of wavelet analysis and its applications: Challenges and opportunities. IEEE Access 2022, 10, 58869–58903. [Google Scholar] [CrossRef]
- Obidin, M.V.; Serebrovski, A.P. Wavelets and adaptive thresholding. J. Commun. Technol. Electron. 2014, 59, 1434–1439. [Google Scholar] [CrossRef]
- Hussein, R.; Shaban, K.B.; El-Hag, A.H. Wavelet transform with histogram-based threshold estimation for online partial discharge signal denoising. IEEE. Trans. Instrum. Meas. 2015, 64, 3601–3614. [Google Scholar] [CrossRef]
- Maheswari, R.V.; Subburaj, P.; Vigneshwaran, B.; Iruthayarajan, M.W. Partial discharge signal denoising using adaptive translation invariant wavelet transform-online measurement. J. Electr. Eng. Technol. 2014, 9, 695–706. [Google Scholar] [CrossRef]
- Ji, M.; Zhao, X.; Zhu, W.; You, Y.; Zhang, J.; Shang, M.; Chuai, X.; Xue, Y.; Lian, C.; Chen, W. Noise attenuation using adaptive wavelet threshold based on CEEMD inf-X domain. J. Seism. Explor. 2023, 32, 131–153. [Google Scholar]
- Dixit, A.; Majumdar, S. Comparative analysis of coiflet and Daubechies wavelets using global threshold for image de-noising. Int. J. Adv. Eng. Technol. 2013, 6, 2247–2252. [Google Scholar]
- Verma, N.; Verma, A.K. A comparative analysis for wavelets and threshold estimation selection for denoising of audio signals of some Indian musical instruments. Int. J. Adv. Res. Comput. Sci. 2012, 3, 536–541. [Google Scholar]
- Zhou, J.; Xing, B.; Ni, L.; Ai, P. A study on adaptive wavelet packet threshold function de-noising algorithm based on Shannon entropy. J. Vib. Shock 2018, 37, 206–211. [Google Scholar]
- Shams, M.A.; Anis, H.I.; El-Shahat, M. Denoising of heavily contaminated partial discharge signals in high-voltage cables using maximal overlap discrete wavelet transform. Energies 2021, 14, 6540. [Google Scholar] [CrossRef]
- Wang, J.; Chen, B.; Chen, H.; Chen, S. Analysis of arc sound characteristics for gas tungsten argon welding. Sens. Rev. 2009, 29, 240–249. [Google Scholar] [CrossRef]
- Zhang, Z.; Huang, J. An adaptive voice activity detection algorithm. Int. J. Smart Sens. Intell. Syst. 2015, 8, 2175–2194. [Google Scholar]
- Lv, N.; Xu, Y.; Li, S.; Yu, X.; Chen, S. Automated control of welding penetration based on audio sensing technology. J. Mater. Process. Technol. 2017, 250, 81–98. [Google Scholar] [CrossRef]
- Bors, A.G.; Gabbouj, M.G. Minimal topology for a radial basis functions neural network for pattern classification. Digit. Signal Process. 1994, 4, 173–188. [Google Scholar] [CrossRef]
- Luo, M.; Shin, Y. Estimation of keyhole geometry and prediction of welding defects during laser welding based on a vision system and a radial basis function neural network. Int. J. Adv. Manuf. Technol. 2015, 81, 263–276. [Google Scholar] [CrossRef]
- Donald, F.S. Probabilistic neural networks. Neural Netw. 1990, 3, 109–118. [Google Scholar]
- Zhang, H.; Wang, F.; Gao, W.; Hou, Y. Quality assessment for resistance spot welding based on binary image of electrode displacement signal and probabilistic neural network. Sci. Technol. Weld. Join. 2014, 19, 242–249. [Google Scholar] [CrossRef]
- Wang, X.; Guan, S.; Hua, L.; Wang, B.; He, X. Classification of spot-welded joint strength using ultrasonic signal time-frequency features and PSO-SVM method. Ultrasonics 2018, 91, 161–169. [Google Scholar] [CrossRef]
- Chen, Y.; Ma, H.; Zhang, G. A support vector machine approach for classification of welding defects from ultrasonic signals. Nondestruct. Test. Eval. 2014, 29, 243–254. [Google Scholar] [CrossRef]
- Chen, C.; Xiao, R.; Chen, H.; Lv, N.; Chen, S. Prediction of welding quality characteristics during pulsed GTAW process of aluminum alloy by multisensory fusion and hybrid network model. J. Manuf. Process. 2021, 68, 209–224. [Google Scholar] [CrossRef]
- Eugenio, B.D.; Glass, M. The kappa statistic: A second look. Comput. Linguist. 2004, 30, 95–101. [Google Scholar] [CrossRef]



| Indexes | Reference Formulas | WATD-GC | WUTD-H | WUTD-S | WGTD-H | WGTD-S |
|---|---|---|---|---|---|---|
| SNR | 17.2869 | 11.5179 | 6.9584 | 13.3629 | 8.9772 | |
| RMSE | 0.0184 | 0.0358 | 0.0605 | 0.0290 | 0.0480 | |
| Smoothness | 0.9334 | 0.8811 | 0.3843 | 0.8828 | 0.4418 | |
| NCC | 0.9934 | 0.9639 | 0.9254 | 0.9764 | 0.9528 |
| Microphone | Preamplifier | Signal Conditioner | |||
|---|---|---|---|---|---|
| Thermal noise | 23 dBA | Diameter | 1/2 inch | Crosstalk | −120 dB |
| Dynamic range | 23–158 dBA | Attenuation | <0.1 dB | Output noise | <3 μV |
| Polarization voltage | 0 V | Inherent noise | 3 μV | Protection voltage | 35 Vp |
| Frequency response | 3–20 kHz | Output connector | BNC | Output impedance | 10 µF |
| Capacitance (typical) | 13 pF | Max output voltage | 5 Vrms | Input/output channel | 2*BNC |
| Open-circuit sensitivity | 12.5 mv/Pa | Power requirement | ICCP | Constant current source | 4 mA |
| Process Variables | Parameters Values | Process Variables | Parameters Values |
|---|---|---|---|
| Plate size | 300 × 150 × 3 mm3 | Welding material | Q235 steel 1 |
| Shielding gas | 80%Ar + 20%CO2 | Filler wire material | H08MnSiA 1 |
| Welding speed | 78–95–108 cm/min | Gas flow | 20 L/min |
| Butt joint gap | 0.2 mm | Arc length | 3.0 mm |
| Welding current | 200 A | Arc voltage | 24.2 V |
| Filler wire diameter | 1.2 mm | Dry extension | 10.0 mm |
| Forming-welding process | Single-layer, single-pass | CTWD ℏ 2 | 13.0 mm |
| Parameter Types | Detailed Formulas | Physical Implications | Correlation Coefficients |
|---|---|---|---|
| Short-time energy | Energy change | 0.4095 | |
| Average zero-crossing rate | Frequency classification characteristics | 0.7901 | |
| Waveform factor | Distortion degree of waveform | 0.7027 | |
| Zero energy ratio | Attenuation degree of strength | 0.7203 | |
| Peak-to-peak | Distribution statistics characteristics | 0.4966 | |
| Root mean square | Effective energy level | 0.5571 | |
| Mathematic expectation | 1 | Average amplitude | 0.6008 |
| Average logarithmic energy | Auditory perceptual degree | 0.6076 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiao, Z.; Yang, T.; Gao, X.; Chen, S.; Liu, W. Welding Penetration Monitoring for Ship Robotic GMAW Using Arc Sound Sensing Based on Improved Wavelet Denoising. Machines 2023, 11, 911. https://doi.org/10.3390/machines11090911
Jiao Z, Yang T, Gao X, Chen S, Liu W. Welding Penetration Monitoring for Ship Robotic GMAW Using Arc Sound Sensing Based on Improved Wavelet Denoising. Machines. 2023; 11(9):911. https://doi.org/10.3390/machines11090911
Chicago/Turabian StyleJiao, Ziquan, Tongshuai Yang, Xingyu Gao, Shanben Chen, and Wenjing Liu. 2023. "Welding Penetration Monitoring for Ship Robotic GMAW Using Arc Sound Sensing Based on Improved Wavelet Denoising" Machines 11, no. 9: 911. https://doi.org/10.3390/machines11090911
APA StyleJiao, Z., Yang, T., Gao, X., Chen, S., & Liu, W. (2023). Welding Penetration Monitoring for Ship Robotic GMAW Using Arc Sound Sensing Based on Improved Wavelet Denoising. Machines, 11(9), 911. https://doi.org/10.3390/machines11090911