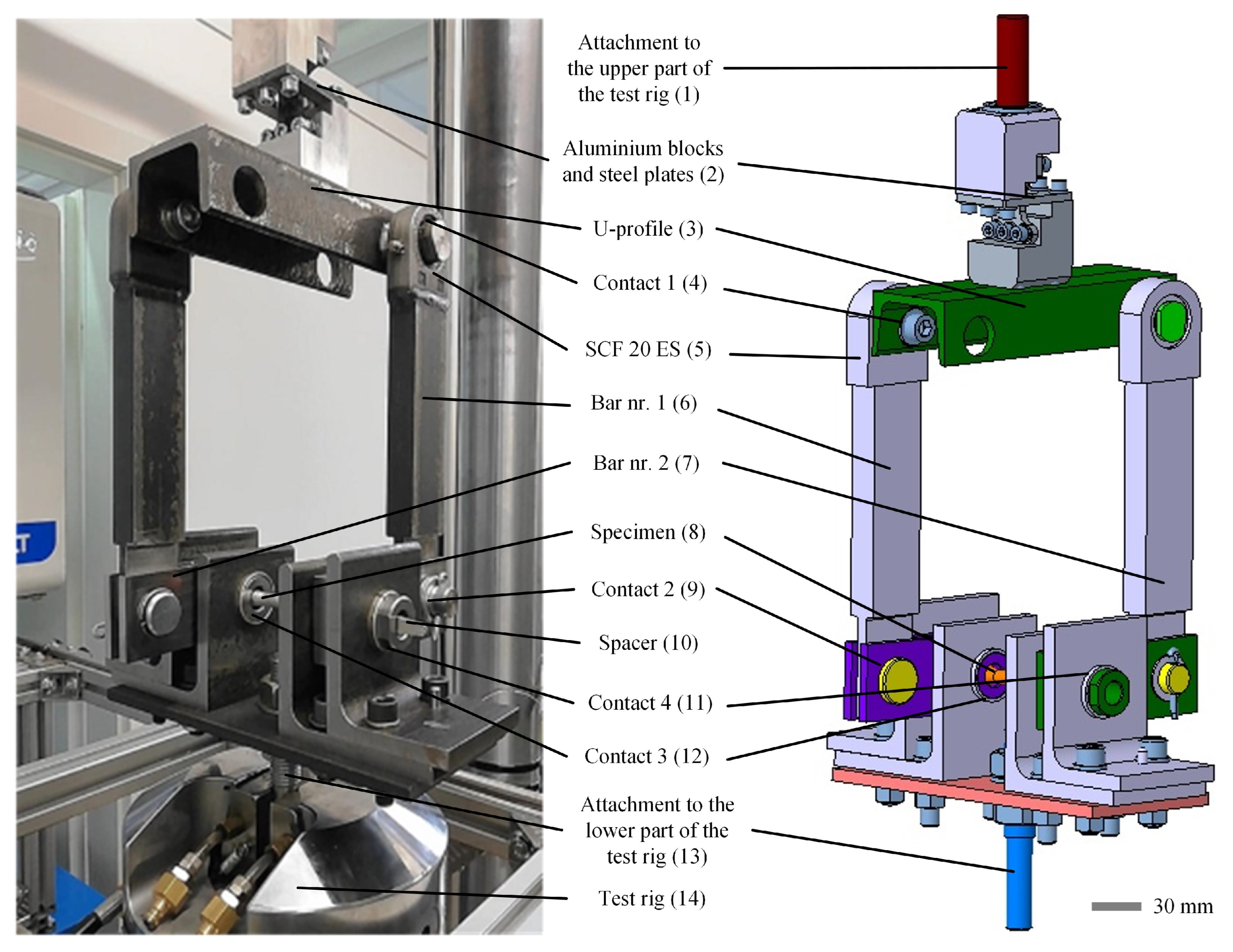
The adapter for torsional loading was designed for installation on an existing uniaxial tension–compression test rig (
Figure 1). At the top, the adapter was tied to the test rig using two aluminium blocks and two steel plates (position 2 in
Figure 1), which together formed a kinematic joint. The upper aluminium block was fixed to the upper clamp of test rig (1). The lower aluminium block was screwed to the U profile (3). Diagonally, two bushings were welded to the U profile for the connection of the vertical bars (6). The parts of the mechanism from the top attachment up to this point can only move in the vertical direction. Open profiles are in general not a good design solution for torsional loads due to low torsional stiffness. However, as the maximum torsional moment needed to load the specimen in this application was not high and the shape of the U profile represents an elegant solution to attach the vertical bars under 90° in initial position, the U profile as given in
Figure 1, position 3, was chosen to perform the loading function. The sufficiency of the U profile was checked prior to the installation in the mechanism. The force transfer was continued using two bars (6) connected to the U profile by two pins. Every pin was tightened to the bushing by a bolt. The rotation between the pin and the bar was allowed, which was also the first analysed contact (4). The contact was performed using rod end bearing SCF 20 ES (5), which was welded to the top of bar nr. 1 (position 6). At the other side, bar nr. 1 is connected to bar nr. 2 (position 7) by a pin, which represented the second analysed contact of the mechanism (9). Bar nr. 2 was positioned using a bushing at the opposite side. The bushing was inserted into L supports, which were tightened to the base plate. The base plate was fixed to the lower side of the test rig (13). Contacts 3 and 4 (positions 11 and 12) analysed during the study can be found between the bushing’s outer diameter and bars nr. 1 and nr. 2, respectively. The same four contacts were examined on the other (symmetrical) half of the torsional adapter (
Figure 1). A specimen was inserted through the inner diameter of the bushing. The fastening of the specimen (8) was completed using a screw notch. When the U profile was shifted vertically, bar nr. 1 rotated bar nr. 2, which then provided the torsional loading of the specimen.
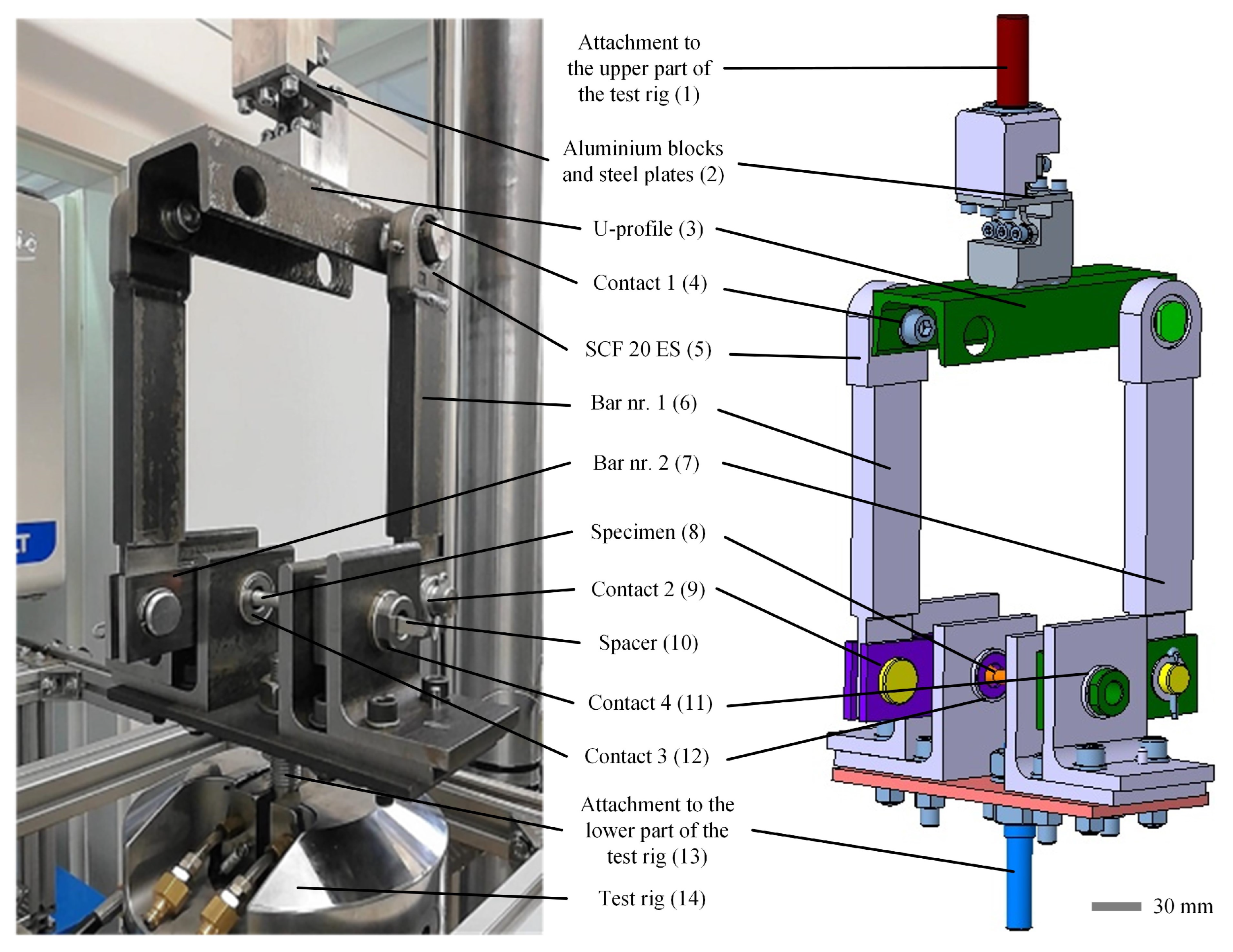
Furthermore, two details of the adapter are shown in
Figure 2. The kinematic joint formed by the two aluminium blocks and two steel plates (positions 5, 6, and 7 in
Figure 2) ensured an equal distribution of the loading to both sides of the mechanism, as the rotational rigidity of the joint is the smallest around its z axis. All other degrees of freedom (all translations and rotations around x and y axes) have a considerably higher stiffness, which then prevents the deformation in those directions. The fastening of the specimen, however, was ensured using a screw notch (position 1 in
Figure 2), which created a fixed connection between the specimen (2) and bar nr. 2. (position 3). Bar nr. 2 was then inserted between two L plates (4), which created a rotational joint with sliding contacts. If the groove on the specimen is too loose for the screw notch to fix the specimen to bar nr. 2, an additional spacer can be inserted between the specimen and the screw notch to ensure a tight fit. An additional spacer can be seen in the physical form of the torsional adapter in
Figure 1 at position 10.
2.1. Analytical Model
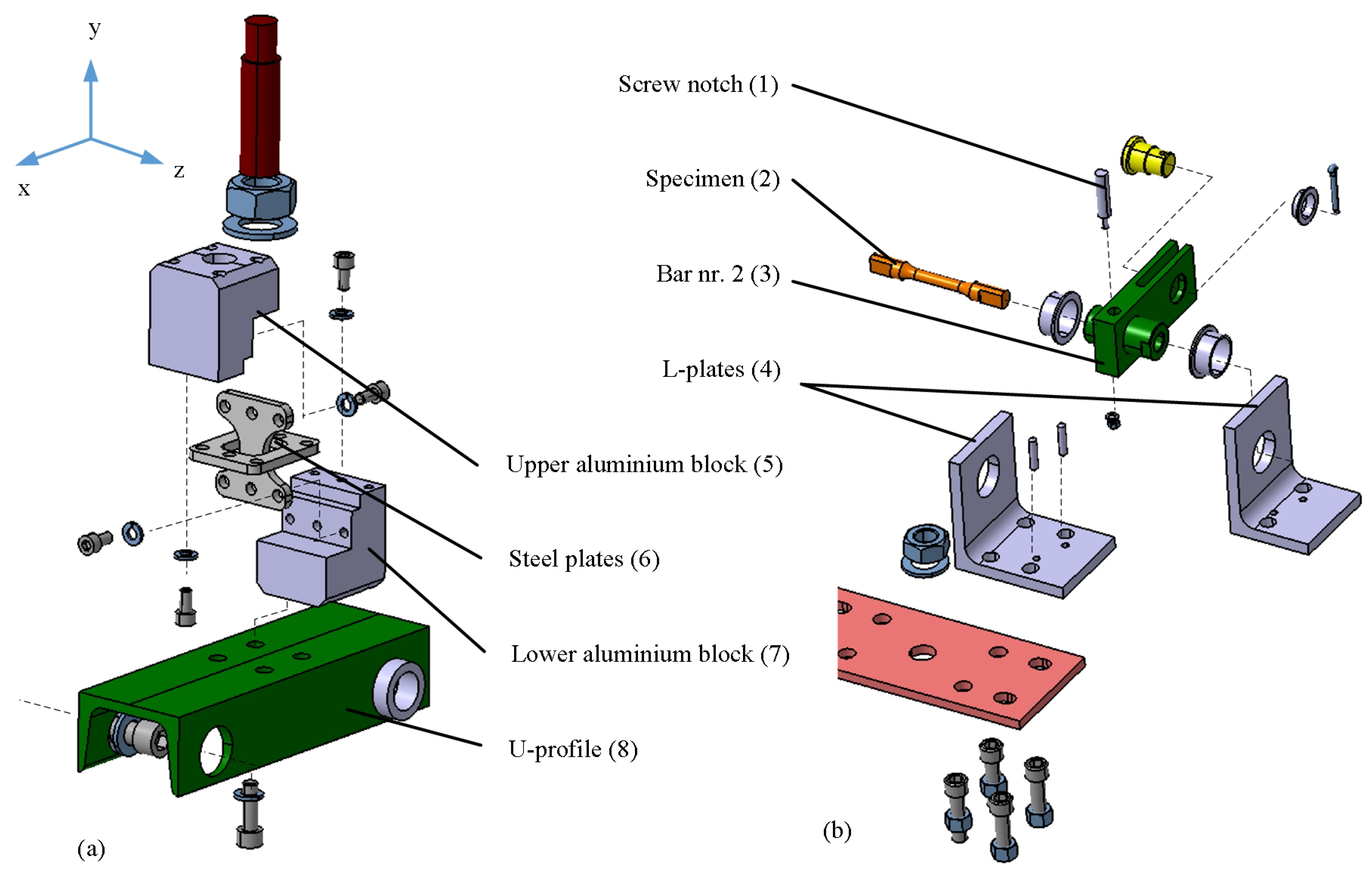
An analytical model considered both sides of the test rig. First, the connection between the vertical movement and the rotation of the specimen was established. The geometries of bars nr. 1 and nr. 2 are known and presented in
Figure 3. The angles, when the mechanism is moved by a vertical shift
u, are labelled as
,
, and
. They are calculated using Equations (
1)–(
3):
and
Angles
and
can be observed between bars nr. 1 and 2 when the mechanism is in the neutral position and shifted, respectively (
Figure 3b).
The rotation of the specimen is defined as
Once the angle of rotation of the specimen is calculated, torsional moment
can be calculated using Equation (
5) as
where
G stands for the shear modulus,
is the torsional constant of the specimen cross-section, and
L is the specimen gauge length. The torsional moment
can also be defined according to Equation (
6), where loading force
rotates the bar nr. 2 at length
b (
Figure 3c). By calculating the equilibrium from the loading force
F and rotations around angles
and
, the torsional moment
can also be determined as
The normal force
at length b can thus be expressed as
which, by determining Equation (
6), yields
However, since the angle
is usually very small, normal force
can be approximated as
Considering the calculated angles
,
, and
, the normal component of force
and force
F can be calculated using Equations (
10) and (
11), which are respectively defined as (
Figure 3c).
and
Second, force F is decomposed into normal and axial components with respect to bar nr. 1 using Equations (
12) and (
13), which are respectively defined as
and
Components
and
provide the rotation of the mechanism, while components
and
generate friction in the contacts of the mechanism. Additionally, components
on both sides of the torsional adapter create a rotating moment that is transmitted to the test rig at both attachments (positions 1 and 14 in
Figure 1). The same moment is also transferred through the whole structure of the torsional adapter; therefore, zero clearance in the contacts is of crucial importance for a successful measurement during the torsional test. However, if the hydraulic piston to provide the loading is not designed to lock in rotation with respect to its own axis, the operation of the test machine could be damaged. The minimisation of this effect was hence considered during the design of the torsional adapter using the initial vertical positions of bar nr. 1 (position 5 in
Figure 1). Enlarging the angle
by attaching bar nr. 1 closer to the lower aluminium block (position 2 in
Figure 1) on the U profile (position 3 in
Figure 1) amplifies the rotating effect and potential damage to the test machine.
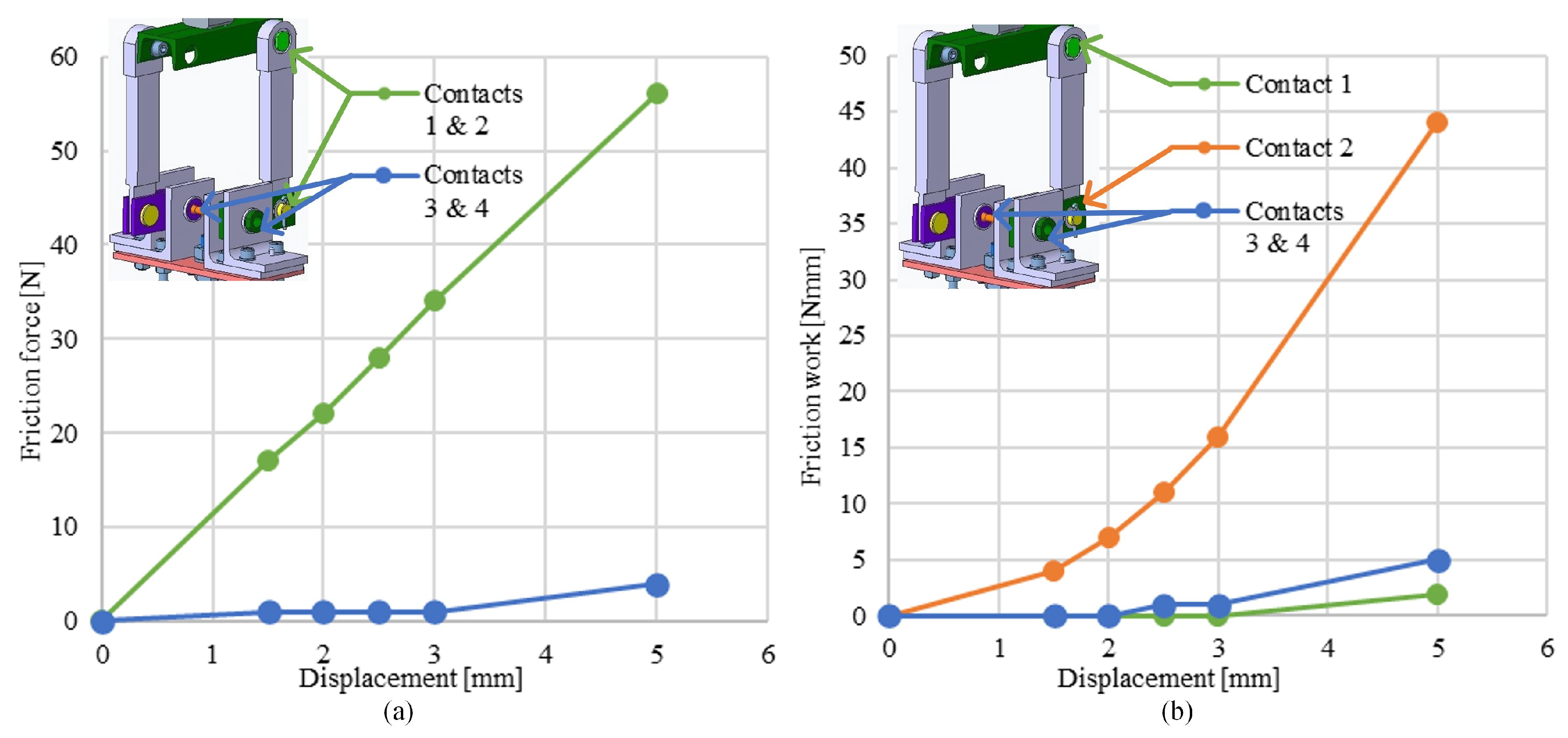
Two methods can be used to evaluate the friction force in the contacts. Following method 1, the friction force is calculated using Equation (
14):
The friction coefficient
is assumed constant in all contacts. Once the friction force is calculated, the work done by the friction force is calculated as
where
r stands for the radius of the joint in the contact.
Furthermore, the total work of the system is calculated as the product of the force on the test rig
F acting on the vertical bar nr. 1 and the displacement
u:
The system losses can hence be represented as the total work due to the friction force
compared to the work done by the force on the test rig:
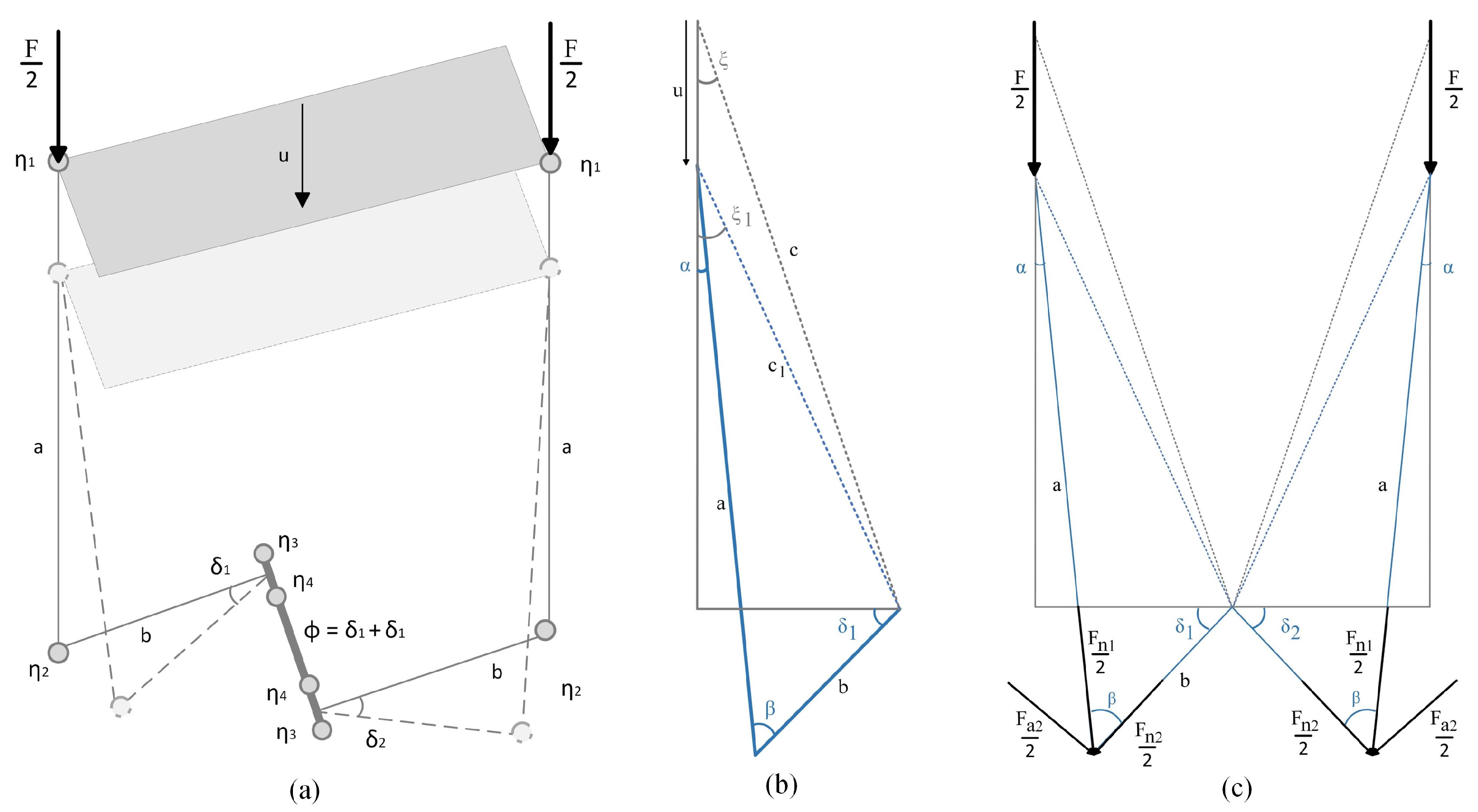
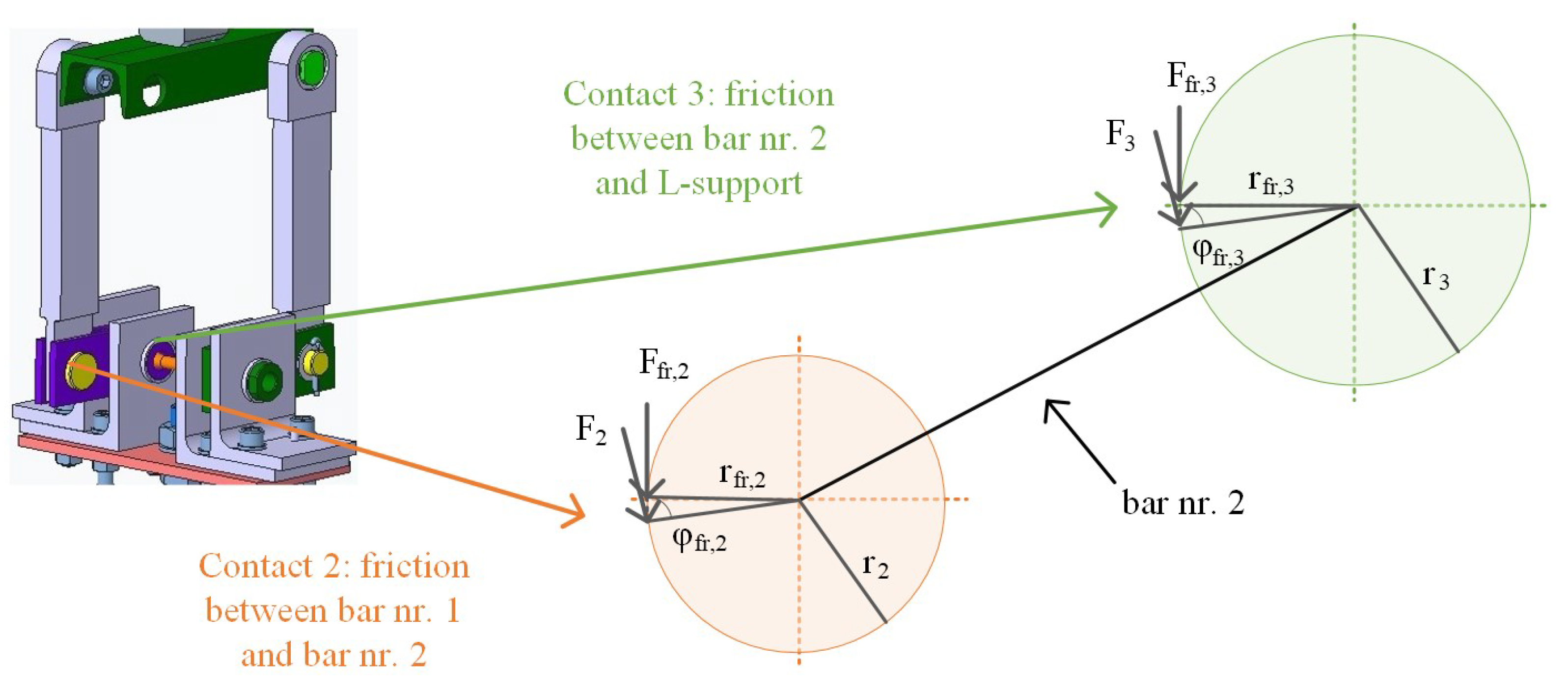
Following method 2, a part of the torsional moment is dissipated due to the friction in contacts 1–4. The dissipation is described by the friction moment
. The analytical solution of the dissipation is based on the evaluation of the friction moment as defined by Benavides et al. [
31]. The friction moment has to be calculated for the four contacts presented in
Figure 1. Hence, beside the torsional moment
, each friction moment
caused by friction force
must be introduced (
Figure 4).
The friction angle
is found between the friction force’s application point
and the force
(
Figure 4). It is related to the coefficient of friction
in the contact as defined by
The friction force
is applied at the friction radius
, which is defined as
where
represents the radius of the grip of the loading force
. The friction moment for a chosen contact is then expressed as
Compared to the total moment needed (Equation (
5)), the sum of the friction moments represents the system losses:
2.2. Numerical Model
The numerical model was created in Abaqus/CAE. Two materials were used during the study: S235 steel and Al6061 aluminium alloy. Their material properties are given in
Table 1. The model was meshed with 15,500 finite elements of type C3D8 and C3D6 sized between 2 and 5 mm. Steel was considered elastic during the numerical analysis, whereas the aluminium alloy was described using elastoplastic material properties. The plastic region was taken into account and determined using the Armstrong–Frederick model [
32,
33,
34]:
where
and
represent the stress and the plastic strain in the constitutive elastoplastic material model of the aluminium alloy, respectively. The values of the material parameters for the Armstrong–Frederick model were determined according to the available data for the same material in [
35]. They are presented in
Table 2.
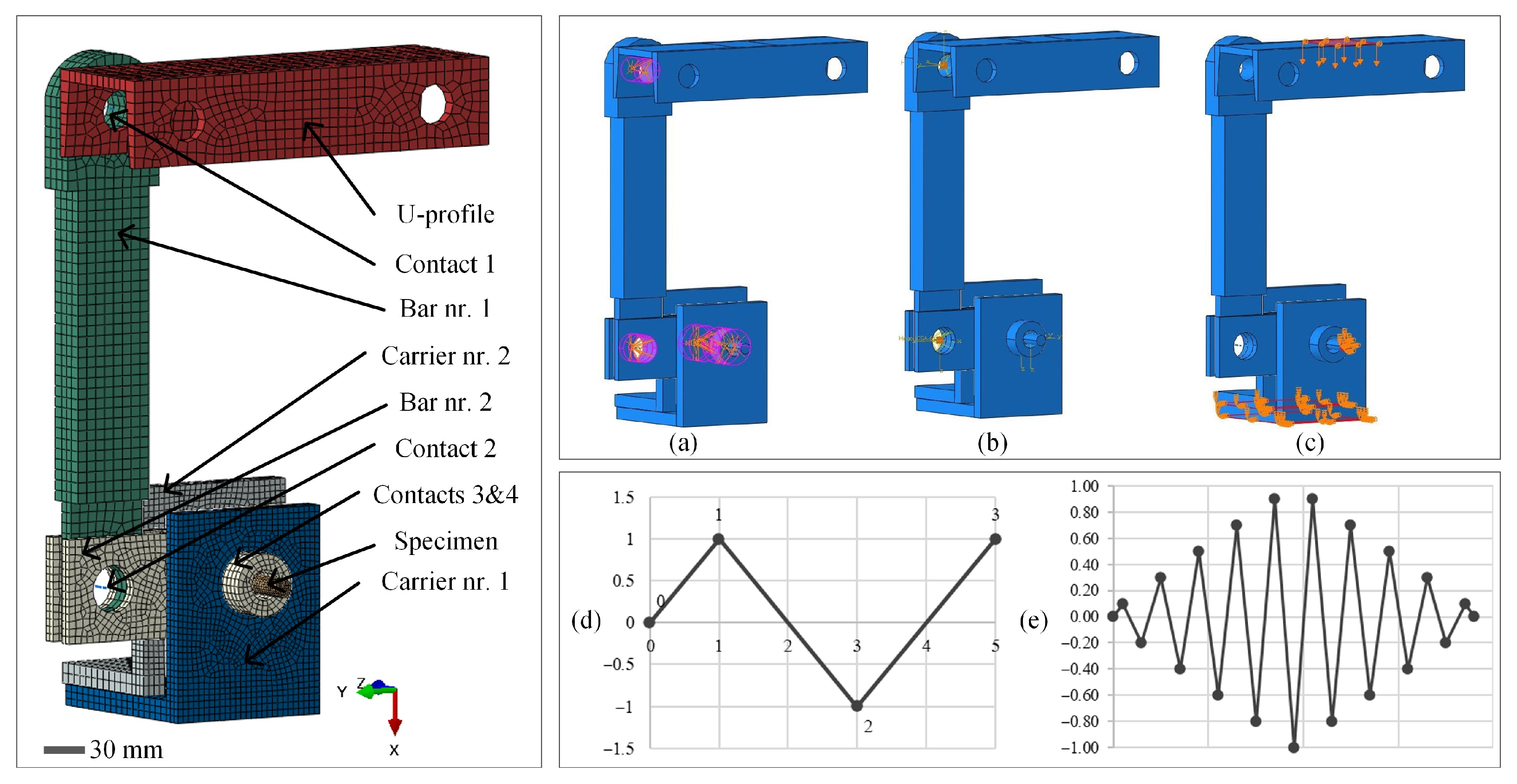
In
Figure 5, the finite element mesh of both the torsional adapter in the neutral position and the specimen is given. The contact surfaces were connected to the reference points (
Figure 5a). The reference points were then merged to create hinge connections (
Figure 5b). The sliding conditions were set for the hinge connections either as frictionless or with friction. Both the boundary and the initial conditions were set as given in
Figure 5c. Namely, the displacements and rotations were locked in all three directions on the lower surfaces of the both bars. The symmetry boundary condition was set in the midplane of the specimen to consider the other side of the torsional adapter in the simulation. The displacements in y and z directions at the top surface of the U profile were locked to allow for the vertical movement only. The simulation was controlled by the displacement of the U profile in the x direction. The loading signals for the low-cycle fatigue (LCF) and the incremental step test (IST) simulations are presented in
Figure 5d and
5e, respectively.
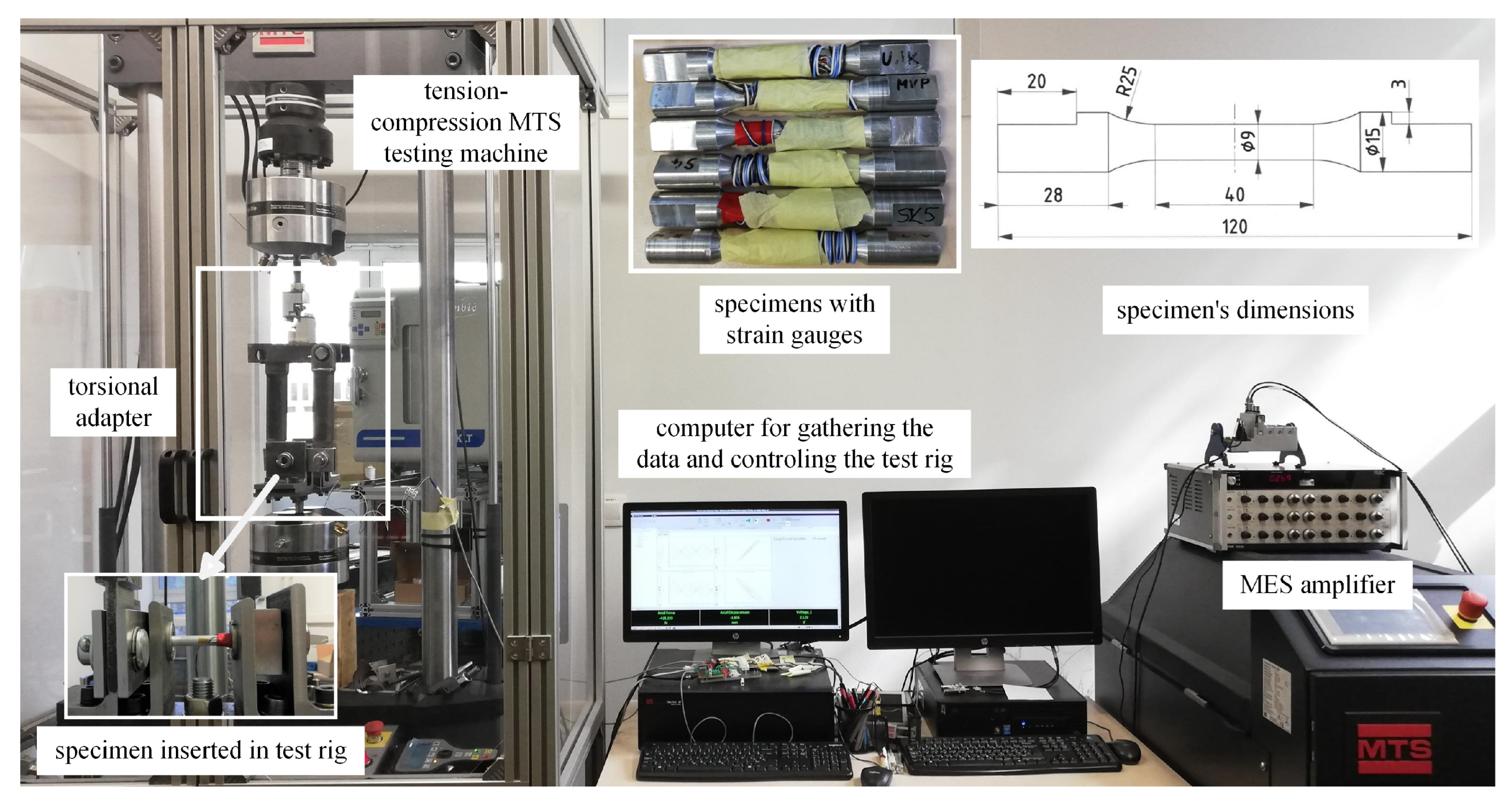
2.3. Experimental Procedure
The torsional adapter was initially mounted to the tension–compression test machine as depicted in
Figure 6. Next, a specimen with dimensions shown in
Figure 6 was placed into the adapter. Two loading histories were prepared: LCF loading at several amplitudes and IST with a maximum displacement amplitude of 1 mm.
Force and displacement were measured directly on the test rig. Additionally, a half bridge Wheatstone configuration for the measurement of the shear strains was applied to each of the specimens [
36]. The reason for this was the search for the transfer function between the application of the displacement and the rotation of the specimen. Using the measurement of the bridge imbalance
, the measured strains can be determined from
where
and
stand for the input voltage, output voltage, strain gauge constant, and the measured principal strain values, respectively [
36]. Supposing that
, Equation (
23) can be simplified into
Engineering shear strain
can finally be determined from the measured principal strain
as

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}