
Research on Predicting Welding Deformation in Automated Laser Welding Processes with an Enhanced DEWOA-BP Algorithm

Abstract
:1. Introduction
2. Analysis of Problems
3. DEWOA-BP
3.1. BP
3.1.1. Connection Method
3.1.2. Node Selection
3.1.3. Learning Algorithms
3.2. WOA
3.2.1. Phase 1: Surrounding the Prey
3.2.2. Phase 2: Foam-net Attack
3.2.3. Phase 3: Search and Predation
3.3. Algorithmic Improvement Methods
4. Method
4.1. Overview of the Method
4.2. Model
5. Experiment
5.1. Experimental Settings
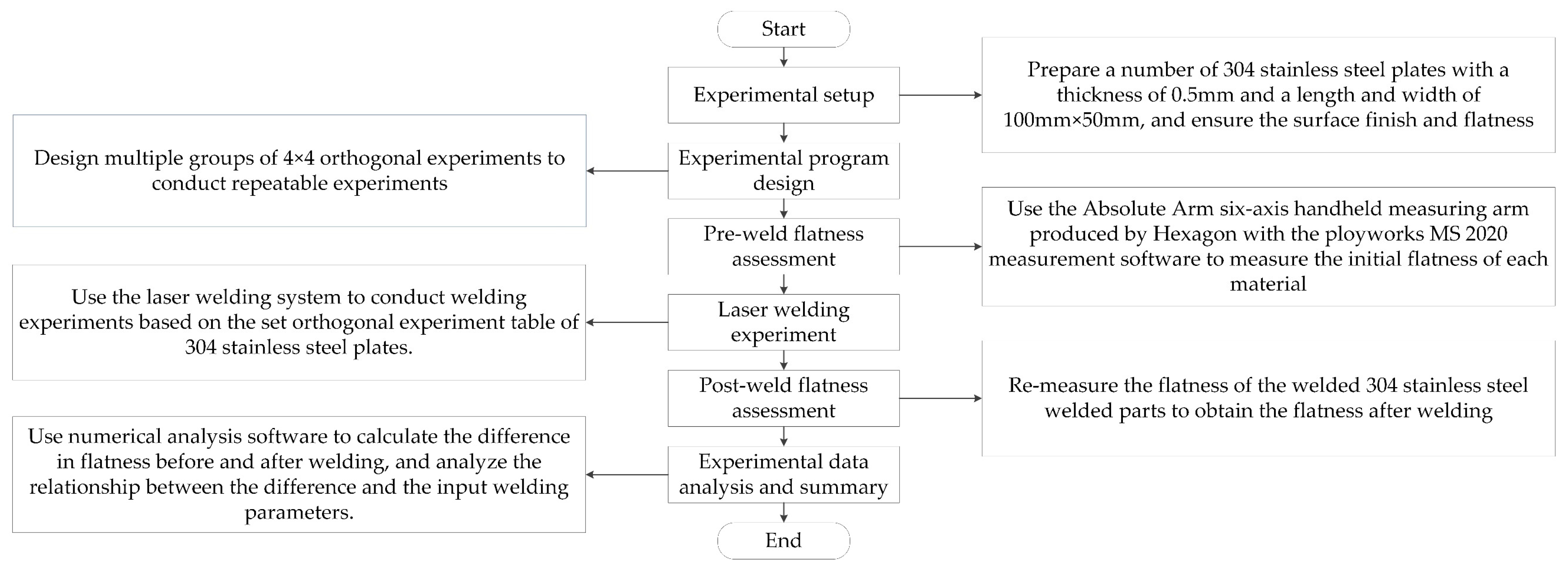
5.2. Data Acquisition Experiment
5.3. Model Validation Experiment
6. Results and Discussion
- (1)
- From Figure 6 and Figure 7, it is demonstrated that the prediction effectiveness of the model employing statistical methods is significantly lacking. Specifically, a consistent prediction deviation greater than 0.8 mm is observed across 20 test samples, with an error rate exceeding 100%. As detailed in Table 3, the mean absolute error (MAE) is recorded at 0.5189, the mean squared error (MSE) at 0.3567, the root-mean-squared error (RMSE) at 0.5973, and the mean absolute percentage error (MAPE) at 821.0032. These metrics substantially underperform compared to those of alternative neural network-based prediction models. The inefficacy of statistical methods in scenarios such as laser welding, characterized by high levels of data discretization and significant noise interference, renders them unsuitable for applications requiring high precision. The principal limitation of the statistical approach is attributed to its reliance on predetermined functional models, which fail to accommodate the variability and noise prevalent in discrete laser welding data samples.
- (2)
- From Figure 6 and Figure 7, it can be found that the traditional general regression neural network (GRNN) is shown to inadequately reflect effective predictions on the test data samples, with minimal variation observed across the 20 test results. The data presented in Table 3 indicate an average MAE of 0.287, an MSE of 0.0985, an RMSE of 0.3138, and a MAPE of 358.3177. These results suggest that the GRNN model does not produce a viable prediction under the tested conditions. The inherent design of the GRNN, which is based on probability density functions and demonstrates a lack of sensitivity to data distribution, is found to be ineffective against test samples marked by high sparsity and severe data noise, leading to poor predictive performance in precision-critical applications.
- (3)
- From Figure 6 and Figure 7, it can be found that the data trends of the traditional BP and RBF prediction neural networks are essentially consistent with the actual data, indicating a certain level of prediction feasibility. However, large prediction deviations are still present in some of the test samples. As a result, the prediction outcomes of the traditional BP and RBF neural networks can be seen as approximations of the welding deformation change rules, but due to significant error fluctuations, they are not suitable for practical welding site applications. As shown in Table 3, the average mean absolute error (MAE) of the BP prediction neural network is 0.2175, the mean squared error (MSE) is 0.0687, the root-mean-squared error (RMSE) is 0.2621, and the mean absolute percentage error (MAPE) is 312.2395. Similarly, the RBF prediction neural network displays an average MAE of 0.2376, MSE of 0.0833, RMSE of 0.2887, and MAPE of 357.6041. Although both models demonstrate some effectiveness, significant accuracy issues remain. The primary reason for the challenges faced by the BP prediction neural network is that its training relies on optimization algorithms such as gradient descent, which carry the risk of converging to local minima rather than the global optimal solution. In the case of the RBF neural network, its prediction mechanism involves mapping the input to a high-dimensional space through a radial basis function and then applying a linear model for regression or classification, which can be slightly inadequate as sample complexity increases. After thoroughly analyzing the deficiencies of the two models, it is suggested that the prediction performance of the BP neural network could be optimized by improving the initial parameter settings, preventing convergence to local minima, and striving for the global optimum. Such improvements would allow the traditional BP neural network to maintain its predictive capabilities in the face of complex problems and nonlinear models while reducing prediction fluctuations and enhancing prediction stability. Therefore, selecting the BP neural network for model optimization in this study is deemed reasonable.
- (4)
- From Figure 6 and Figure 7, it can be found that the DEWOA-BP prediction neural network achieves higher prediction accuracy under error allowance conditions when compared with the BP and RBF prediction neural networks. The results from 20 test samples are generally consistent with the actual sample data, with the prediction error for 10 samples within 0.05 mm and for 18 test samples within 0.1 mm, thus meeting the demands of actual laser welding operations. As presented in Table 3, the average mean absolute error (MAE) for the DEWOA-BP network is 0.07, which is 67.82% lower than that of the traditional BP network and 70.54% lower than that of the traditional RBF network. The mean squared error (MSE) is noted at 0.0109, which is 84.13% lower than that of the traditional BP network and 86.91% lower than that of the traditional RBF network. Additionally, the root-mean-squared error (RMSE) is recorded at 0.1043, 60.21% lower than the BP network and 63.87% lower than the RBF network. The mean absolute percentage error (MAPE) stands at 42.5292, which is 86.38% lower than the BP network and 88.14% lower than the RBF network. Due to factors such as uneven plate quality and environmental variables, occasional errors are introduced in the welding sample data, typically resulting in large fluctuations in welding prediction results, which in turn contribute to high MAPE values. However, from the perspective of practical requirements, the DEWOA-BP prediction neural network proposed in this study is shown to satisfactorily meet operational needs and exhibit a significant degree of reliability. The enhanced global optimization capability of the DEWOA-BP model, in comparison with the traditional BP and RBF models, allows for a more thorough analysis and synthesis of the complex relationships within the sample data. This culminates in the generation of more accurate and reliable predictive rules, effectively meeting the requirements for setting automated laser welding process parameters.
7. Conclusions
- (1)
- Despite the complexity of laser welding deformation during laser welding operations, the data from the laser welding process are compiled and analyzed in this study, and combined with neural network technology, a novel method for predicting welding deformation is proposed. This method enables intelligent predictions from laser welding process parameters to laser-induced deformation. The prediction accuracy and stability of the model are found to generally meet the requirements of the welding process. An analysis and assessment of welding quality based on welding process parameters can be conducted prior to actual welding operations, thereby determining the appropriateness of the set laser welding process parameters.
- (2)
- A BP prediction neural network based on the differential progress optimization algorithm and enhanced via secondary optimization using the whale optimization algorithm is introduced in this paper. This approach is employed for predicting laser welding deformation from laser welding process parameters. By utilizing the DEWOA algorithm to optimize the BP neural network, traditional limitations such as local optimization inefficiency or poor convergence are effectively overcome, significantly enhancing the global optimization capabilities of the BP neural network. As a result, the neural network’s capacity for complex data fitting and mapping is substantially improved. The predictive performance of this model is shown to be superior to that of the traditional BP prediction model, the traditional RBF prediction model, the traditional GRNN prediction model, and models generated via statistical methods. This advancement meets the requirements of actual automated laser welding operations and exhibits strong predictive reliability.
- (3)
- The integration and advancement of intelligent algorithms with traditional machining technology represent a crucial aspect of the intelligent and digital transformation of the machinery industry. This paper proposes the implementation of an intelligent prediction algorithm, which is significant not only for the intelligent transformation of laser welding but also provides strong guidance for traditional machining technologies like milling, grinding, and spraying, which are labor-intensive and operate in harsh environments with stringent requirements for processing quality and stability. Departing from traditional simulation methods and utilizing actual processing data, modern computational technologies such as neural networks are employed to construct a nonlinear mapping model. The generalization and nonlinear fitting abilities of neural networks are harnessed to uncover deep data relationships that traditional data models cannot reveal. This enables predictions and analyses based on deep data connections and facilitates seamless integration with other automation units and intelligent modules for collaborative operations and system integration. Ultimately, this approach contributes to building a genuinely significant factory environment and realizing the industrial revolution and technological upgrading of the traditional machining industry.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tarn, T.J.; Chen, S.B.; Zhou, C. Robotic Welding, Intelligence and Automation; Springer: Berlin, Germany, 2007; Volume 362. [Google Scholar]
- Rao, R.V.; Kalyankar, V.D. Optimization of modern machining processes using advanced optimization techniques: A review. Int. J. Adv. Manuf. Technol. 2014, 73, 1159–1188. [Google Scholar] [CrossRef]
- Cao, X.J.; Jahazi, M.; Immarigeon, J.P.; Wallace, W. A review of laser welding techniques for magnesium alloys. J. Mater. Process. Technol. 2006, 171, 188–204. [Google Scholar] [CrossRef]
- Günther, J.; Pilarski, P.M.; Helfrich, G.; Shen, H.; Diepold, K. Intelligent laser welding through representation, prediction, and control learning: An architecture with deep neural networks and reinforcement learning. Mechatronics 2016, 34, 1–11. [Google Scholar] [CrossRef]
- Wallach, W. Robot minds and human ethics: The need for a comprehensive model of moral decision making. Ethics Inf. Technol. 2010, 12, 243–250. [Google Scholar] [CrossRef]
- Tang, X.; Zhong, P.; Zhang, L.; Gu, J.; Liu, Z.; Gao, Y.; Hu, H.; Yang, X. A new method to assess fiber laser welding quality of stainless steel 304 based on machine vision and hidden Markov models. IEEE Access 2020, 8, 130633–130646. [Google Scholar] [CrossRef]
- Sassi, P.; Tripicchio, P.; Avizzano, C.A. A smart monitoring system for automatic welding defect detection. IEEE Trans. Ind. Electron. 2019, 66, 9641–9650. [Google Scholar] [CrossRef]
- Kumar, R.P.; Deivanathan, R.; Jegadeeshwaran, R. Welding defect identification with machine vision system using machine learning. J. Phys. Conf. Ser. 2020, 1716, 012023. [Google Scholar] [CrossRef]
- Guo, J.; Liu, Y.; Wu, G. Construction of welding quality intelligent judgment system. In Proceedings of the 2019 IEEE International Conference on Mechatronics and Automation (ICMA), Tianjin, China, 4–7 August 2019; pp. 141–145. [Google Scholar]
- Yilmaz, N.F.; Kurt, H.I.; Oduncuoglu, M.; Ergul, E. Experimental and theoretical analysis of the welding process parameters for UTS with different methods. Mater. Res. Express 2018, 6, 016524. [Google Scholar] [CrossRef]
- Senthil Kumar, V.; Nagadeepan, A.; Raj, L.H.T.; Sabarish, P.; Stonier, A.A. Optimization of aluminum alloy by CO2 laser cutting using genetic algorithm to achieve surface quality. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1055, 012123. [Google Scholar] [CrossRef]
- Ma, N.; Wang, J.; Okumoto, Y. Out-of-plane welding distortion prediction and mitigation in stiffened welded structures. Int. J. Adv. Manuf. Technol. 2016, 84, 1371–1389. [Google Scholar] [CrossRef]
- Wang, J.; Zhao, H.; Zou, J.; Zhou, H.; Wu, Z.; Du, S. Welding distortion prediction with elastic FE analysis and mitigation practice in fabrication of cantilever beam component of jack-up drilling rig. Ocean Eng. 2017, 130, 25–39. [Google Scholar] [CrossRef]
- Cao, Y.; Song, Y.; Liu, Z.; Wu, T.; Bai, Y. Welding distortion prediction and mitigation in thick steel plate structures on ships. Ships Offshore Struct. 2022, 17, 2674–2685. [Google Scholar] [CrossRef]
- Rong, Y.; Xu, J.; Huang, Y.; Zhang, G. Review on finite element analysis of welding deformation and residual stress. Sci. Technol. Weld. Join. 2018, 23, 198–208. [Google Scholar] [CrossRef]
- Khan, M.I.; Panda, S.K.; Zhou, Y. Effects of welding parameters on the mechanical performance of laser welded nitinol. Mater. Trans. 2008, 49, 2702–2708. [Google Scholar] [CrossRef]
- Baldovino, R.G.; Rogelio, J.P. A pulse-width modulation (PWM) LASER power controller for the 3-axis computer numerically-controlled (CNC) LASER machine: Support program for the productivity and competitiveness of the metals and engineering industries. In Proceedings of the 2014 IEEE International Conference on Humanoid, Nanotechnology, Information Technology, Communication and Control, Environment and Management (HNICEM), Palawan, Philippines, 12–16 November 2014; pp. 1–6. [Google Scholar]
- Stavridis, J.; Papacharalampopoulos, A.; Stavropoulos, P. Quality assessment in laser welding: A critical review. Int. J. Adv. Manuf. Technol. 2018, 94, 1825–1847. [Google Scholar] [CrossRef]
- Qin, S.J.; McAvoy, T.J. Nonlinear PLS modeling using neural networks. Comput. Chem. Eng. 1992, 16, 379–391. [Google Scholar] [CrossRef]
- Wang, C. A Theory of Generalization in Learning Machines with Neural Network Applications; University of Pennsylvania: Philadelphia, PA, USA, 1994. [Google Scholar]
- Hecht-Nielsen, R. Theory of the backpropagation neural network. In Neural Networks for Perception; Academic Press: Cambridge, MA, USA, 1992; pp. 65–93. [Google Scholar]
- Mirjalili, S.; Lewis, A. The whale optimization algorithm. Adv. Eng. Softw. 2016, 95, 51–67. [Google Scholar] [CrossRef]
- Karaboğa, D.; Ökdem, S. A simple and global optimization algorithm for engineering problems: Differential evolution algorithm. Turk. J. Electr. Eng. Comput. Sci. 2004, 12, 53–60. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SN/Parameter | Factor 1: Welding Speed (mm/min) | Factor 2: Peak Power (%) | Factor 3: Duty Cycle (%) | Factor 4: Defocusing Amount (mm) |
|---|---|---|---|---|
| 1 | 20 | 30 | 30 | 0 |
| 2 | 25 | 35 | 35 | +1 |
| 3 | 30 | 40 | 40 | +2 |
| 4 | 40 | 50 | 50 | +5 |
| Parameter | Value | |
|---|---|---|
| BP | Number of input layer nodes | 4 |
| Number of output layer nodes | 1 | |
| Number of hidden layer nodes | 3–12 (adaptive choices) | |
| Number of training sessions | 1000 | |
| Learning rate | 0.01 | |
| WOA | Minimum error of training target | 0.00001 |
| Maximum number of iterations | 100 | |
| Population size | 50 | |
| Upper bound | 3 | |
| Lower bound | −3 | |
| DE | Population size | 50 |
| Variation factor | 0.75 | |
| Crossing probability | 0.9 | |
| Type | DEWOA-BP | BP | RBF | GRNN | Statistical Methods |
|---|---|---|---|---|---|
| MAE | 0.07 | 0.2175 | 0.2376 | 0.287 | 0.5189 |
| MSE | 0.0109 | 0.0687 | 0.0833 | 0.0985 | 0.3567 |
| RMSE | 0.1043 | 0.2621 | 0.2887 | 0.3138 | 0.5973 |
| MAPE | 42.5292 | 312.2395 | 357.6041 | 358.3177 | 821.0032 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Hu, X.; Li, H.; Zhang, Z.; Chen, H.; Sun, H. Research on Predicting Welding Deformation in Automated Laser Welding Processes with an Enhanced DEWOA-BP Algorithm. Machines 2024, 12, 307. https://doi.org/10.3390/machines12050307
Zhang X, Hu X, Li H, Zhang Z, Chen H, Sun H. Research on Predicting Welding Deformation in Automated Laser Welding Processes with an Enhanced DEWOA-BP Algorithm. Machines. 2024; 12(5):307. https://doi.org/10.3390/machines12050307
Chicago/Turabian StyleZhang, Xuejian, Xiaobing Hu, Hang Li, Zheyuan Zhang, Haijun Chen, and Hong Sun. 2024. "Research on Predicting Welding Deformation in Automated Laser Welding Processes with an Enhanced DEWOA-BP Algorithm" Machines 12, no. 5: 307. https://doi.org/10.3390/machines12050307
APA StyleZhang, X., Hu, X., Li, H., Zhang, Z., Chen, H., & Sun, H. (2024). Research on Predicting Welding Deformation in Automated Laser Welding Processes with an Enhanced DEWOA-BP Algorithm. Machines, 12(5), 307. https://doi.org/10.3390/machines12050307