
Development and Validation of a Large Strain Flow Curve Model for High-Silicon Steel to Predict Roll Forces in Cold Rolling


Abstract
1. Introduction
2. Experimental
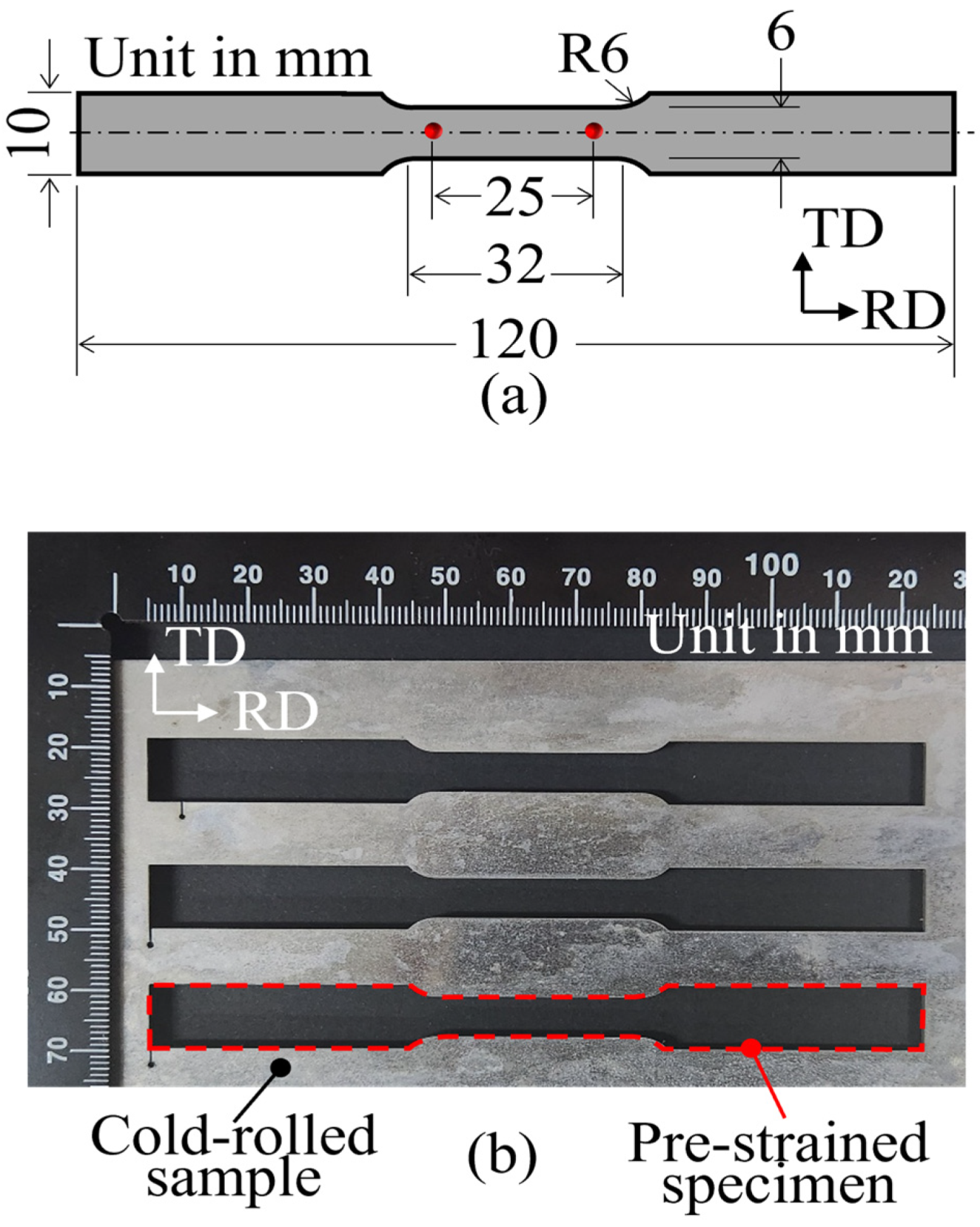
2.1. Preparation of the Test Samples and No-Strained Tensile Specimen
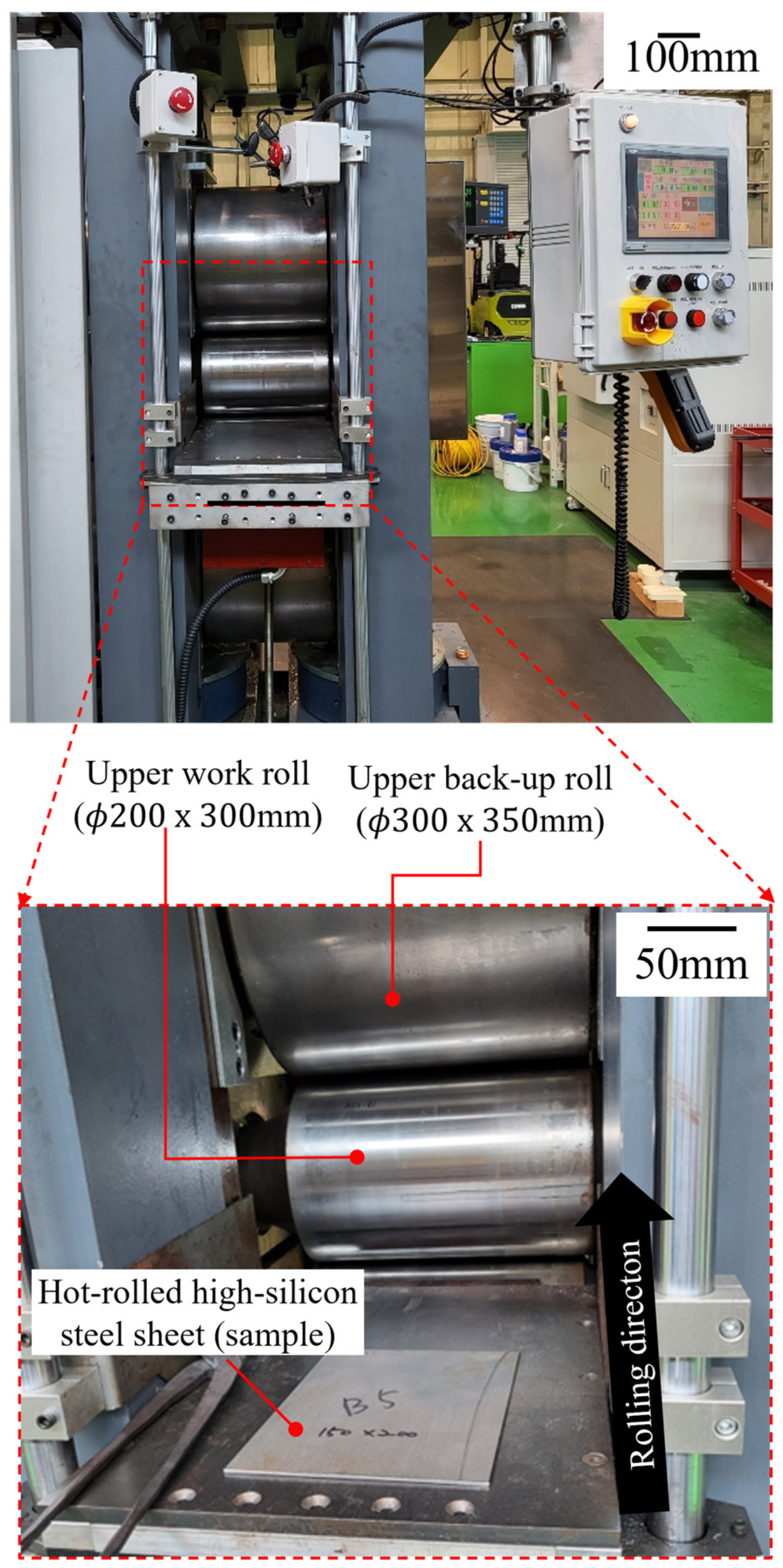
2.2. Pilot Cold Rolling to Prepare Pre-Strained Tensile Specimens
2.3. Uniaxial Tensile Test Using a No-Strained (Tensile) Specimen
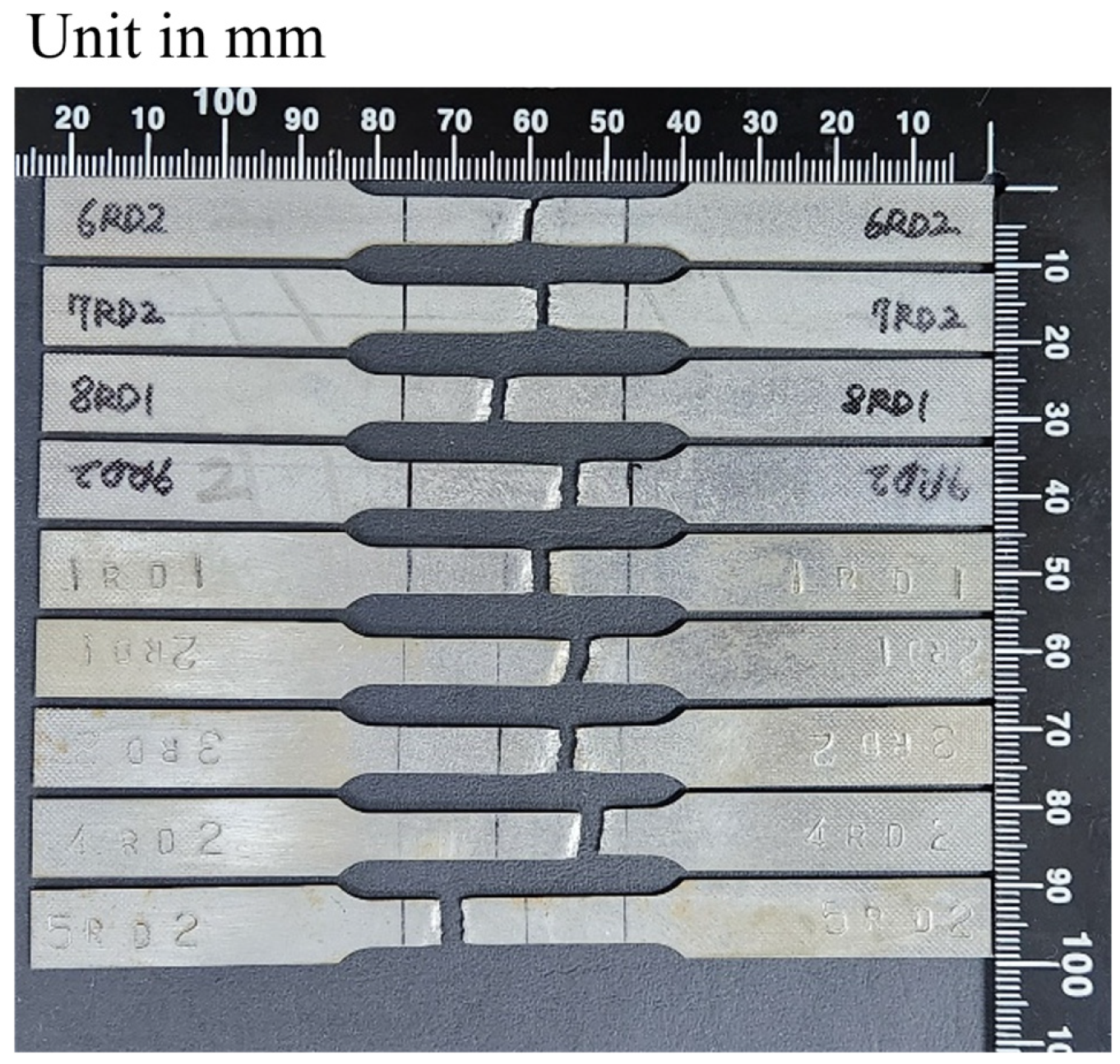
2.4. Uniaxial Tensile Test Using the Pre-Strained (Tensile) Specimens
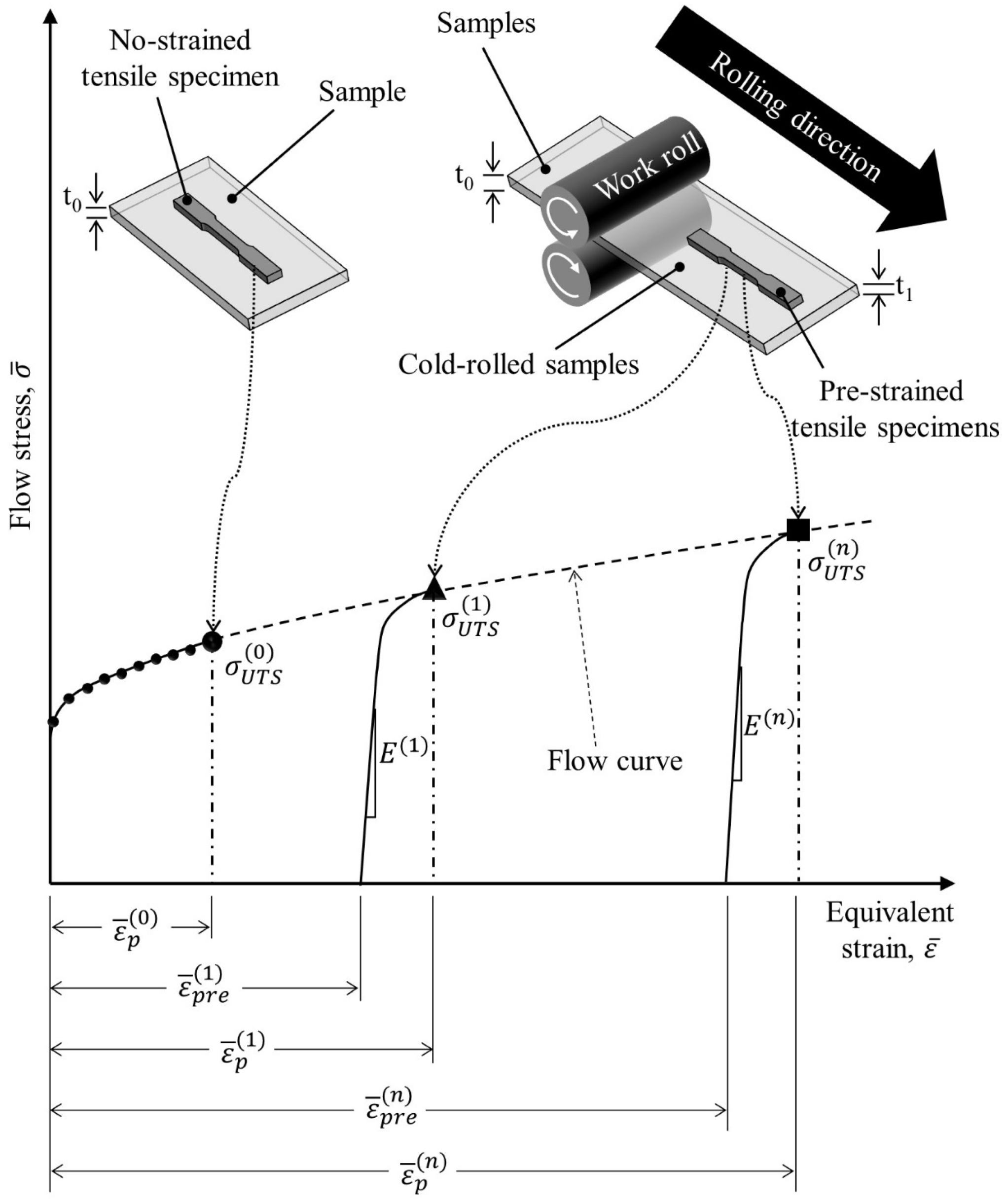
3. Construction of a Large Strain Flow Curve of High-Silicon Steel
- (i)
- Uniaxial tensile test on no-strain specimen
- (ii)
- Calculation of equivalent strain for pre-strained specimens
- (iii)
- Calculation of pre-strain ()
- (iv)
- Calculation of equivalent plastic strain ()
- (v)
- Repetition for all pre-strained specimens
- (vi)
- Flow curve construction using curve-fitting method
4. Rate-Dependent Flow Stress Behavior and FE Implementation
4.1. Proposed Flow Curve Model
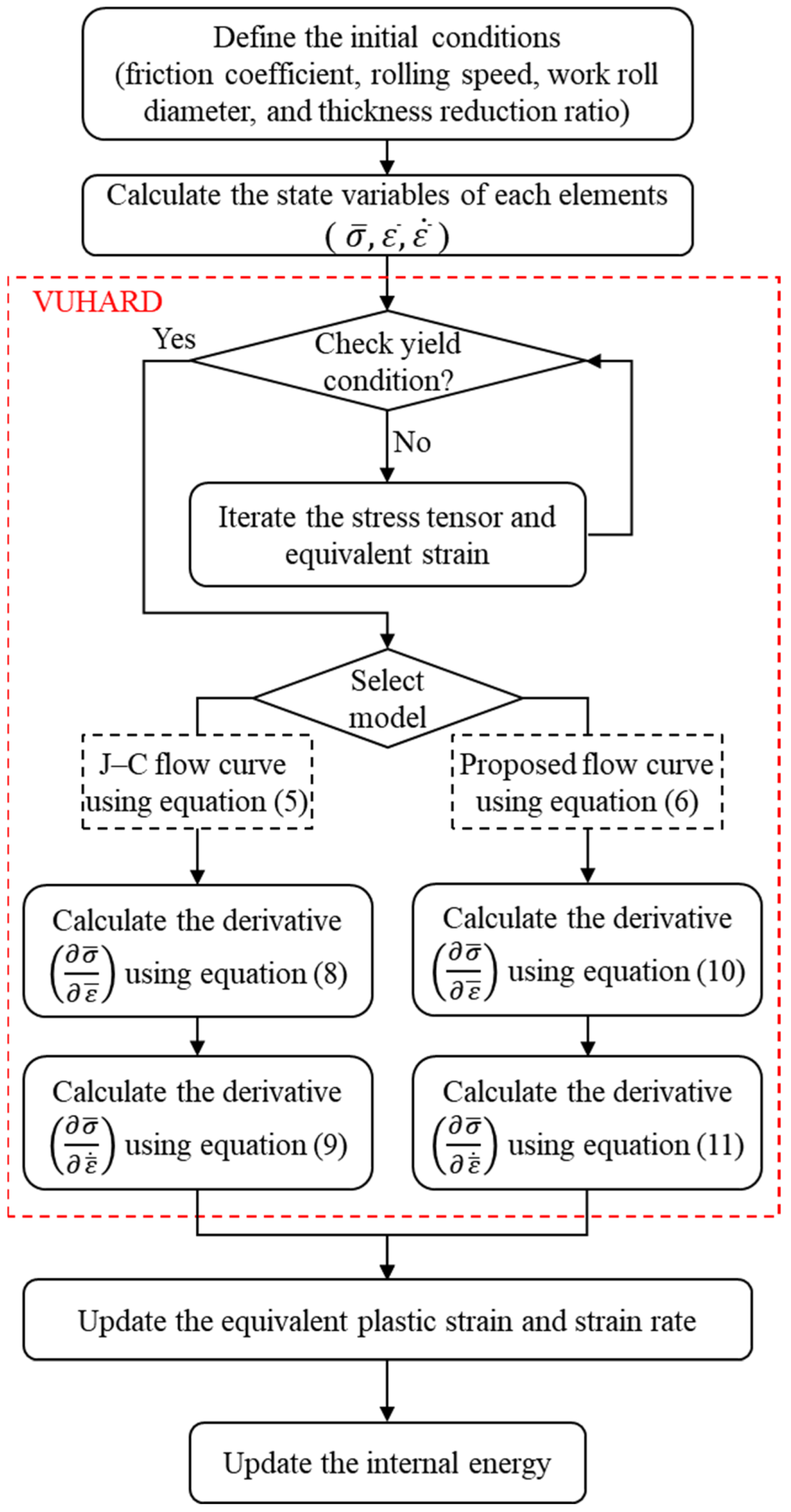
4.2. Implementation of VUHARD
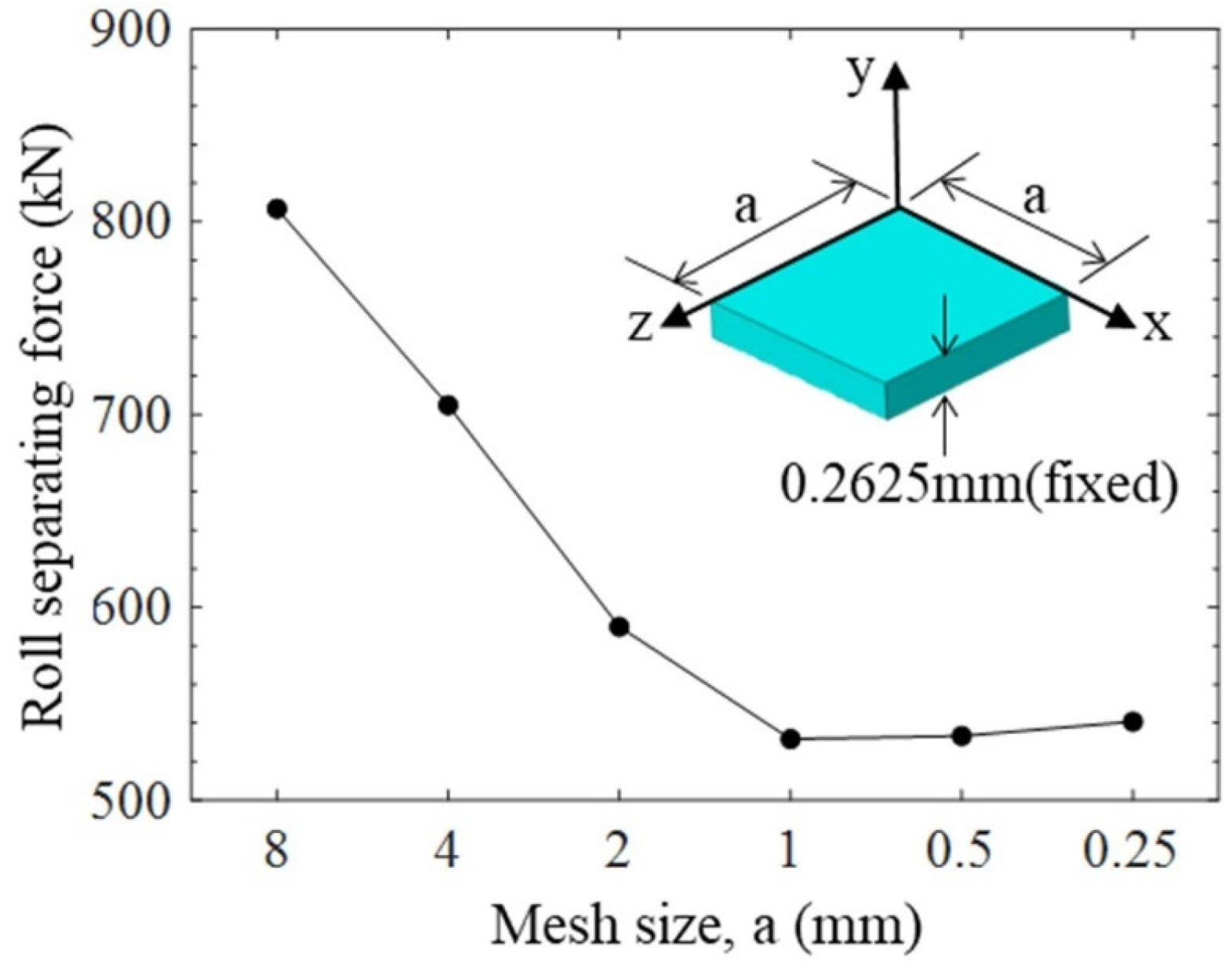
4.3. Boundary Conditions and Mesh
5. Results and Discussion
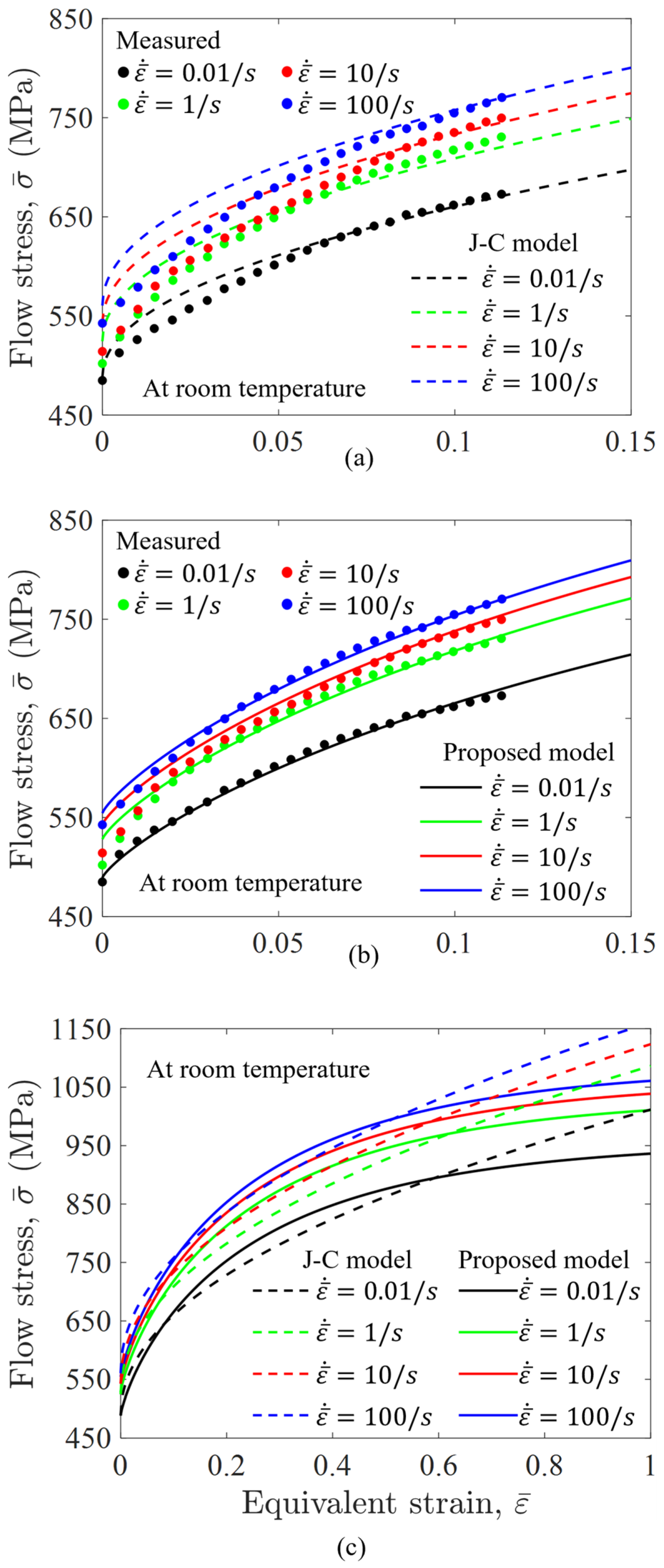
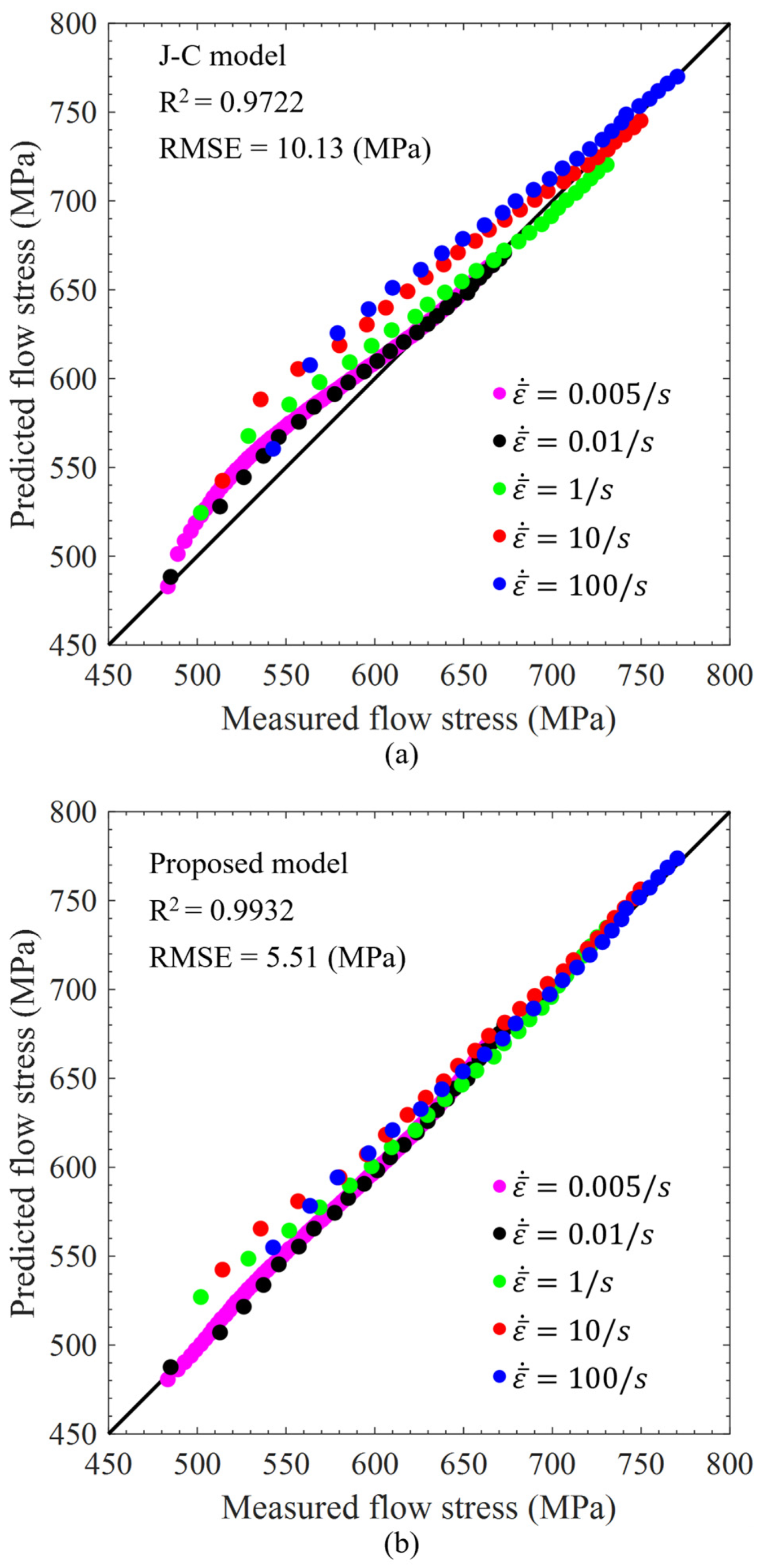
5.1. Large Strain Flow Curve of High-Silicon Steel
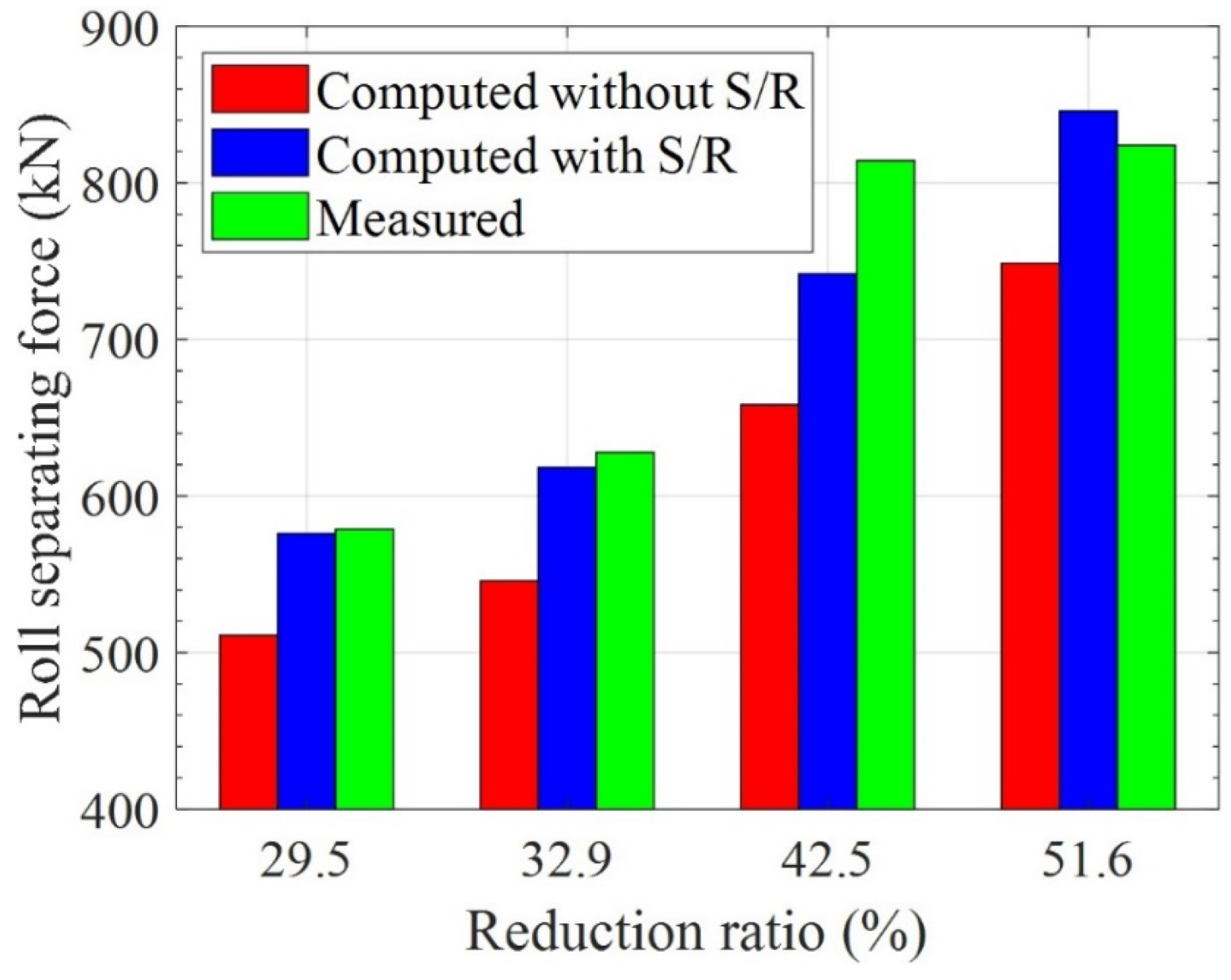
5.2. Application to Predict the Roll Force During Cold Rolling
6. Conclusions
- The combination of the Hocket–Sherby and J–C models effectively generate a flow curve suitable for high-silicon steel over large strain ranges.
- The flow curve model proposed in this study can compute the roll force of high-silicon steel during cold rolling, enabling accurate mill stretch estimation and setup roll gap determination.
- FE analysis coupled with the proposed flow curve model accurately simulates the plastic deformation behavior of high-silicon steel, accounting for strain hardening and strain rate effects during cold rolling.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Winters, G.L.; Nutt, M.J. Stainless Steels for Medical and Surgical Applications; ASTM International: Montgomery, AL, USA, 2003. [Google Scholar]
- Kucsera, P.; Béres, Z. Hot rolling mill hydraulic gap control (HGC) thickness control improvement. Acta Polytech. Hung. 2015, 12, 93–106. [Google Scholar]
- Zhang, F.; Zhang, Y.; Chen, H. Automatic gauge control of plate rolling mill. Int. J. Control Autom. 2016, 9, 143–156. [Google Scholar] [CrossRef]
- Radionov, A.A.; Gasiyarov, V.R.; Karandaev, A.S.; Loginov, B.M.; Khramshin, V.R. Advancement of roll-gap control to curb the camber in heavy-plate rolling mills. Appl. Sci. 2021, 11, 8865. [Google Scholar] [CrossRef]
- An Introduction to Iron and Steel Processing. Available online: https://www.jfe-21st-cf.or.jp/index2.html (accessed on 14 March 2025).
- Yan, Y.; Sun, Q.; Chen, J. The initiation and propagation of edge cracks of silicon steel during tandem cold rolling process based on the Gurson-Tvergaard-Needleman damage model. J. Mater. Process. Technol. 2013, 213, 598–605. [Google Scholar] [CrossRef]
- Byon, S.M.; Roh, Y.H.; Yang, Z.; Lee, Y. A roll-bending approach to suppress the edge cracking of silicon steel in the cold rolling process. Proc. IMechE Part B J. Eng. Manuf. 2021, 235, 112–124. [Google Scholar] [CrossRef]
- Roh, Y.H.; Byon, S.M.; Lee, Y. Numerical analysis of edge cracking in high-silicon steel during cold rolling with 3D fracture locus. Appl. Sci. 2021, 11, 8408. [Google Scholar] [CrossRef]
- Swift, H.W. Plastic instability under plane stress. J. Mech. Phys. Solids 1952, 1, 1–18. [Google Scholar] [CrossRef]
- Voce, E. The relationship between stress and strain for homogeneous deformation. J. Inst. Met. 1948, 74, 537–562. [Google Scholar]
- Hockett, J.E.; Sherby, O.D. Large strain deformation of polycrystalline metals at low homologous temperatures. J. Mech. Phys. Solids 1975, 23, 87–98. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. Fracture characteristics of three metals subjected to various strains, Strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Zheng, Q.; Mashiwa, N.; Furushima, F. Evaluation of large plastic deformation for metals by a non-contacting technique using digital image correlation with laser speckles. Mater. Des. 2020, 191, 108626. [Google Scholar] [CrossRef]
- Coppieters, S.; Traphöner, H.; Stieber, F.; Balan, T.; Kuwabara, T.; Tekkaya, A.E. Large strain flow curve identification for sheet metal. J. Mater. Process. Technol. 2022, 308, 117725. [Google Scholar] [CrossRef]
- Sevillano, J.G.; Houtte, P.V.; Aernoudt, E. Large strain work hardening and textures. Prog. Mater. Sci. 1980, 25, 69–134. [Google Scholar] [CrossRef]
- Byon, S.M.; Kim, S.I.; Lee, Y. A numerical approach to determine flow stress-strain curve of strip and friction coefficient in actual cold rolling mill. J. Mater. Process. Technol. 2008, 201, 106–111. [Google Scholar] [CrossRef]
- Zhuang, X.; Zhao, Z.; Li, H.; Xiang, H. Experimental methodology for obtaining the flow curve of sheet materials in a wide range of strains. Steel Res. Int. 2013, 84, 146–154. [Google Scholar] [CrossRef]
- ASTM E8/E8M-16a; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM E8/E8M; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2024.
- Lee, Y. Rod and Bar Rolling: Theory and Applications; Marcel Dekker, Inc.: New York, NY, USA, 2004. [Google Scholar]
- Huang, C.; Jiaodong, X.; Zhang, Z. A modified back propagation artificial neural network model based on genetic algorithm to predict the flow behavior of 5754 aluminum alloy. Materials 2018, 11, 855. [Google Scholar] [CrossRef] [PubMed]
- Chen, G.; Ren, C.; Yu, W.; Yang, X.; Zhang, L. Application of genetic algorithms for optimizing the Johnson–Cook constitutive model parameters when simulating the titanium alloy Ti-6Al-4V machining process. Proc. IMechE Part B J. Eng. Manuf. 2012, 226, 1287–1297. [Google Scholar] [CrossRef]
- Abaqus 6.14 Documentation. Available online: http://62.108.178.35:2080/v6.14/index.html (accessed on 14 March 2025).
- Muiruri, A.; Maringa, M.; Preez, W.D. Development of VUMAT and VUHARD subroutines for simulating the dynamic mechanical properties of additively manufactured Parts. Materials 2022, 15, 372. [Google Scholar] [CrossRef] [PubMed]
- Kwon, J. Semi-Empirical Model Considering the Strain Rate and Grain Size for the Ductile to Brittle Transition Temperature of High Si Electrical Materials. Ph.D. Thesis, Korea Advanced Institute of Science & Technology, Daejeon, Republic of Korea, 2017. [Google Scholar]
- Huh, H.; Lim, J.; Park, S.H. High speed tensile test of materials for the stress-strain curve at the intermediate strain rate. Int. J. Automot. Technol. 2009, 10, 195–204. [Google Scholar] [CrossRef]
- Jia, X.; Hao, K.; Luo, Z.; Fan, Z. Plastic deformation behavior of metal materials: A Review of Constitutive Models. Metals 2022, 12, 2077. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | Specimen Thickness, t (mm) | Thickness Reduction Ratio (%) | (MPa) | ||
|---|---|---|---|---|---|
| 0 | 2.1 | 0 | - | - | 663.6 |
| 1 | 1.85 | 12.1 | 0.149 | 0.153 | 735.6 |
| 2 | 1.77 | 15.7 | 0.198 | 0.204 | 743.6 |
| 3 | 1.62 | 22.6 | 0.296 | 0.303 | 810.8 |
| 4 | 1.60 | 23.7 | 0.312 | 0.316 | 805.6 |
| 5 | 1.48 | 29.5 | 0.416 | 0.421 | 835.8 |
| 6 | 1.41 | 32.9 | 0.459 | 0.464 | 853.3 |
| 7 | 1.39 | 33.8 | 0.472 | 0.479 | 856.7 |
| 8 | 1.21 | 42.5 | 0.643 | 0.664 | 892.7 |
| 9 | 1.02 | 51.6 | 0.832 | 0.837 | 913.6 |
| J–C Model | Proposed Model | ||
|---|---|---|---|
| 483 (MPa) | 948.4 (MPa) | ||
| 517.4 (MPa) | 467.7 (MPa) | ||
| 0.4835 | 2.948 | ||
| 0.0162 | 0.7967 | ||
| 0.02118 | |||
| −0.0005658 | |||
| TRR (%) | Measured (kN) | Calculated w/o Strain Rate (kN) | Diff (%) | Calculated with Strain Rate (kN) | Diff (%) |
|---|---|---|---|---|---|
| 29.5 | 583.7 | 511.1 | 12.4 | 576.1 | 1.3 |
| 33.8 | 608.2 | 545.7 | 10.3 | 618.4 | 1.7 |
| 42.4 | 814.2 | 658.2 | 19.2 | 742.0 | 8.9 |
| 51.4 | 824.0 | 748.7 | 9.1 | 846.0 | 2.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Roh, Y.-H.; Lee, D.; Lee, S.-E.; Kim, S.-G.; Lee, Y. Development and Validation of a Large Strain Flow Curve Model for High-Silicon Steel to Predict Roll Forces in Cold Rolling. Machines 2025, 13, 243. https://doi.org/10.3390/machines13030243
Roh Y-H, Lee D, Lee S-E, Kim S-G, Lee Y. Development and Validation of a Large Strain Flow Curve Model for High-Silicon Steel to Predict Roll Forces in Cold Rolling. Machines. 2025; 13(3):243. https://doi.org/10.3390/machines13030243
Chicago/Turabian StyleRoh, Yong-Hoon, Dongyun Lee, Seok-Eui Lee, Seong-Gi Kim, and Youngseog Lee. 2025. "Development and Validation of a Large Strain Flow Curve Model for High-Silicon Steel to Predict Roll Forces in Cold Rolling" Machines 13, no. 3: 243. https://doi.org/10.3390/machines13030243
APA StyleRoh, Y.-H., Lee, D., Lee, S.-E., Kim, S.-G., & Lee, Y. (2025). Development and Validation of a Large Strain Flow Curve Model for High-Silicon Steel to Predict Roll Forces in Cold Rolling. Machines, 13(3), 243. https://doi.org/10.3390/machines13030243