


Lean Tools Implementation Model in Shipbuilding Processes Under Conditions of Predominantly Custom Production




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
Literature Review
2. Lean Tools
- Identify value;
- Map the value stream;
- Create flow;
- Establish pull;
- Seek perfection.
- 5S is a set of procedures used to organize the workplace. The goal is to organize the workspace functionally and ergonomically and keep it clean and accessible to increase the efficiency of employees and processes. An essential feature of this approach is visual management, which clearly marks, for example, the places where tools and materials stand in production. 5S name is derived from the initial letters of the Japanese words seiri, seiton, seiso, seiketsu, and shitskue, which in translation mean “arrange”, “right place”, “purity”, “organization”, and “discipline”. Those words represent the content of the very concept of this approach;
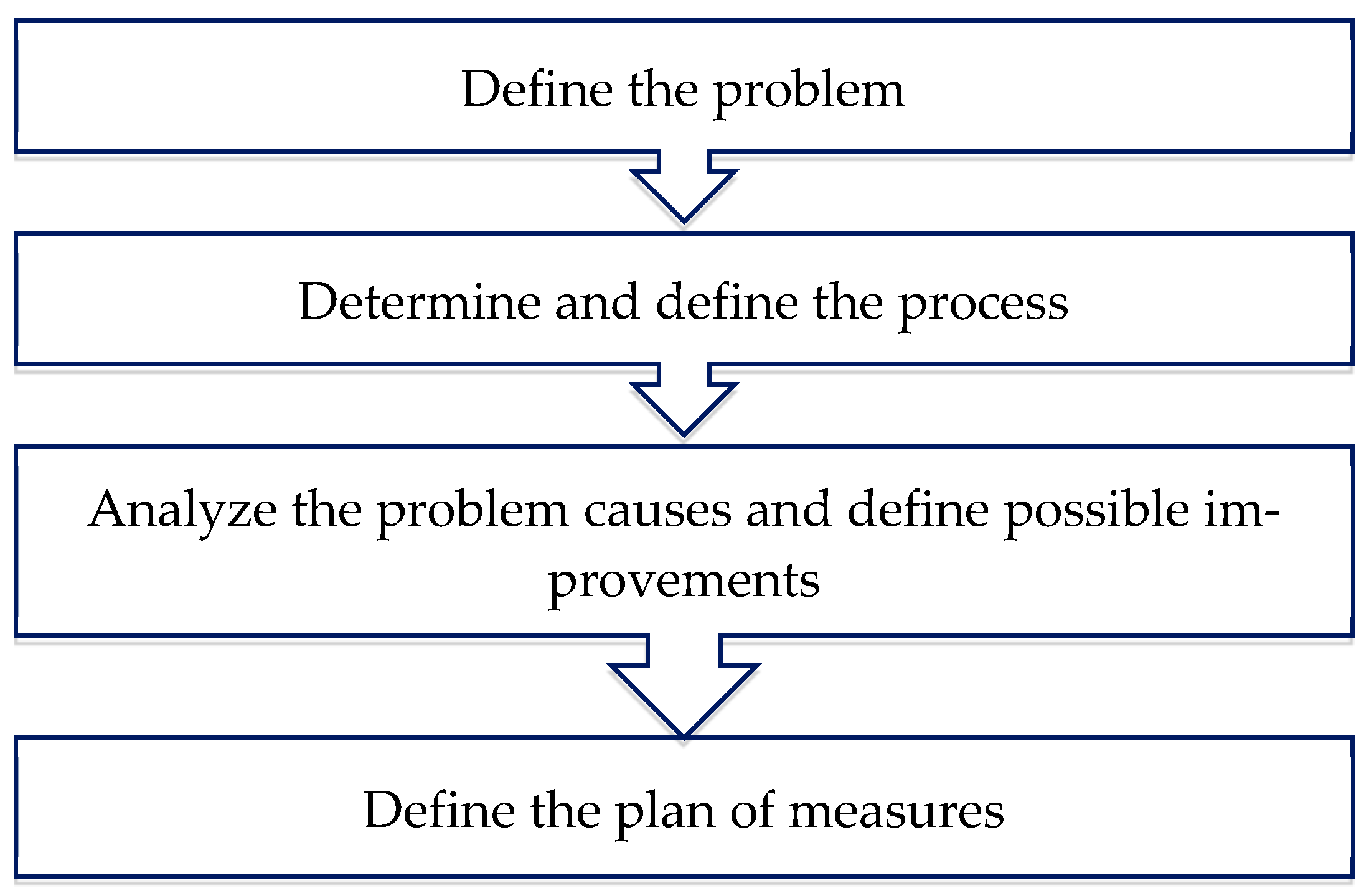
- Kaizen is another concept that comes from Japan and is part of the Lean methodology. Kaizen is a principle of continuous improvement in which all employees are encouraged to notice problems and propose improvements. One of the tools of Kaizen is the so-called Kaizen workshop. The basic concept of the Kaizen workshop is to define the problem, determine the current state, analyze the current state, and present ideas for possible improvements, then choose the best ideas and define a plan of measures for their implementation (Figure 1). It is essential to define measurable indicators so that progress can be monitored;
- VSM, one of the Lean methodology tools used to analyze, monitor, and improve production processes. James Womack and D.T. Jones [27], when talking about the implementation of the Lean methodology, state that the only way to improve the process (in a way to eliminate losses and activities that do not add value) is to identify all activities in the production process, analyze those activities, and understand their mutual connection in a sense that it is clear how a specific activity depends on previous activities in the process and how this same activity affects the following activities in the process. The tool with which this is possible is VSM, which was described in detail by the authors Rahterr and Schook [32]. VSM maps the entire flow of materials and information in one production or service process. Another essential characteristic of VSM is that with this approach to analyzing production processes, the overall picture of the production process is obtained, and potential areas for improvement are better understood. The purpose of mapping is not only to obtain a clear picture of the current state of the process but based on it to create a map of the future state with an activity plan that defines the time frame for achieving targeted improvements, responsible employees for the implementation of activities, and metrics for monitoring results. When all goals are achieved, the map of the future state becomes the map of the current state, and the whole cycle repeats itself from the beginning;
- The Kanban signaling system regards two of the five basic principles of Lean methodology—the principle of flow and the pull system principle [27]. The basic idea is to establish a balanced material flow throughout the process by connecting workstations according to the pull principle. The goal is for each workstation in the process to withdraw material from the previous station when there is a need for material; i.e., the previous workstation (operation) only produces once there is an authorization or demand signal from the next workstation. In traditional production management, each production operation is planned separately, and production is pushed forward to the customer. That way, with the Lean principle of pull, the customer is the one who withdraws production. Production authorization, particularly initiating the product withdrawal process, is based on the Kanban production control system. Kanban is a signaling system developed in Toyota’s production plants. Although there are other signaling mechanisms today, particularly production management mechanisms based on the principle of pulling materials, Kanban is still the first association with the “pull” management mechanism, which is also most frequently applied. Kanban is a card attached to a pallet or batch container. It contains information about what needs to be produced at the workstation to which it belongs and then delivered to the next workstation. Starting with the customer’s order itself, the need for material or production components is, as such, transmitted in a chain from one workstation to another upstream. In this way, the product is withdrawn following the arrival of the customer’s order;
- Standardization is one of the key elements of Lean manufacturing principles. Mikva et al. [33] consider standardization as a baseline for continuous improvement since one of the tools of standardization is “documenting best practices” as the only way to perform the PDCA (Plan–Do–Check–Act) cycle. Standardization boosts the possibilities for innovations, enhances the process waste reduction, and improves reliability, productivity, and quality. It includes standard work, standard procedures, and process flowcharts. Hence, employees can be more effective because of a better understanding (also due to enhanced communication) of whether their work is according to expected performance metrics. According to Medynski et al. [34], efficiency could be improved by using TPM (Total Productive Maintenance) as one of the basic Lean tools closely related to standardization.
3. Problem Definition and Research Methodology
3.1. Problem Definition
- Process of establishing the vessel/object of construction (initial designing);
- Shipbuilding system management process;
- Sales process;
- Project management process;
- Financial and accounting process;
- Design process (basic and detailed design);
- Planning process;
- Technology design process;
- Hull construction process with sub-processes such as the following:
- -
- Processing of ferrous metallurgy;
- -
- Building of sections;
- -
- Block erection;
- -
- Anti-corrosion protection and painting;
- Ship outfitting process with sub-processes such as the following:
- -
- Locksmith production and installation;
- -
- Piping fabrication and assembly;
- -
- Machinery installation;
- -
- Electro assembly.
3.2. Research Questions
3.3. Research Methodology
4. Modeling of Lean Management Implementation
4.1. Overview of Common Approaches to Lean Methodology Implementation
4.2. Alternative Implementation Model
4.3. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bakiris, K.; Mylonakis, J.; Evripiotis, M. The Asian Giants against EU Shipbuilding and the Covid-19 Factor: How Could the European Shipping Industry Survive? World J. Bus. Manag. 2022, 8, 1–16. [Google Scholar]
- Beifert, A.; Prause, G. Lean and Smart Manufacturing Networks in the Shipbuilding Sector. In Proceedings of the International Conference “The Economy of the XXI Century—Corporate, National and International”, Sofia, Bulgaria, 27 September 2017. [Google Scholar]
- Challenges in the World Maritime Industry. Available online: https://www.oecd.org/sti/ind/Session%202_%20a%20-%20Martin%20Stopford%20-%20Web.pdf (accessed on 9 May 2023).
- Available online: https://ec.europa.eu/info/sites/default/files/european-green-deal-communication_en.pdf (accessed on 8 March 2023).
- Available online: https://ec.europa.eu/info/sites/default/files/communication-eu-industrial-strategy-march-2020_en.pdf (accessed on 10 March 2023).
- A Green Deal Industrial Plan for the Net-Zero Age. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=COM%3A2022%3A230%3AFIN (accessed on 10 March 2023).
- Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:52023DC0062 (accessed on 11 March 2023).
- Mladineo, M.; Crnjac Zizic, M.; Aljinovic, A.; Gjeldum, N. Towards a knowledge-based Cognitive System for industrial application: Case of Personalized Products. J. Ind. Inf. Integr. 2022, 27, 12. [Google Scholar]
- SolidSail. Available online: https://chantiers-atlantique.com/en/references/solid-sail-aeoldrive/ (accessed on 27 February 2023).
- Orient Express Sailing Yachts|A New Era of Luxury …. Available online: https://www.orient-express.com/high-life/orient-express-silenseas-the-legendary-train-heads-out-to-sea-as-the-worlds-largest-sailing-ship-is-unveiled/ (accessed on 25 February 2023).
- Navantia 4.0. Available online: https://www.navantia.es/en/navantia-5-0/ (accessed on 25 February 2023).
- Navantia to Invest €43 Million in the Puerto Real (Cádiz) Shipyard. Available online: https://www.portseurope.com/navantia-to-invest-e43-million-in-the-puerto-real-cadiz-shipyard/ (accessed on 18 February 2023).
- Available online: https://www.gov.uk/government/publications/refresh-to-the-national-shipbuilding-strategy (accessed on 11 February 2023).
- Hadžić, N.; Kozmar, H.; Tomić, M. Feasibility of Investment in Renewable Energy Systems for Shipyards. Brodogradnja 2018, 69, 1–16. [Google Scholar]
- Ljulj, A.; Slapničar, V.; Grubišić, I. Current approaches to the management of naval shipbuilding projects. Brodogradnja 2021, 72, 95–107. [Google Scholar] [CrossRef]
- Pizoń, J.; Gola, A. The Meaning and Directions of Development of Personalized Production in the Era of Industry 4.0 and Industry 5.0. In Innovations in Industrial Engineering II. Icieng 2022. Lecture Notes in Mechanical Engineering; Machado, J., Ed.; Springer: Cham, Switzerland, 2022. [Google Scholar]
- Sanchez-Sotano, A.; Cerezo-Narváez, A.; Abad-Fraga, F.; Pastor-Fernández, A.; Salguero-Gómez, J. Trends of Digital Transformation in the Shipbuilding Sector. In New Trends in the Use of Artificial Intelligence for the Industry 4.0; Martinez, L.R., Osornio-Rios, R.A., Delgado-Prieto, M., Eds.; IntechOpen: London, UK, 2020. [Google Scholar]
- Bueno, A.; Caiado, R.G.G.; Guedes de Oliveira, T.L.; Scavarda, L.F.; Filho, M.G.; Tortorella, G.L. Lean 4.0 implementation framework: Proposition using a multi-method research approach. Int. J. Prod. Econ. 2023, 264, 108988. [Google Scholar]
- Khan, M.A.; Ali, M.K.; Sajid, M. Lean Implementation Framework: A Case of Performance Improvement of Casting Process. IEEE Access 2022, 10, 81281–81295. [Google Scholar]
- Ferreira, L.M.D.F.; Moreira, A.C.; Silva, P. Lean implementation in product development processes: A framework proposal. Prod. Plan. Control 2023, 35, 1927–1943. [Google Scholar]
- Al Manei, M.; Kaur, R.; Patsavellas, J.; Salonitis, K. Facilitating lean implementation through change management. In Proceedings of the 34th CIRP Design Conference, Bedfordshire, UK, 3–5 June 2024. [Google Scholar]
- Bajjou, M.S.; Chafi, A. Developing and validating a new conceptual model for successful implementation of lean construction: SEM analysis. Eng. Constr. Archit. Manag. 2025, 32, 1581–1620. [Google Scholar]
- Liker, J.K.; Lamb, T. What is Lean Ship Construction and Repair? J. Ship Prod. 2002, 18, 121–142. [Google Scholar]
- Kheireldin, M.H.; Seediek, I.S.; Elgouhary, M.M. An Overview of Applying Lean Principles to Shipbuilding. In Proceedings of the International Maritime and Logistics Conference “Marlog 12”, Alexandria, Egypt, 12–14 March 2023. [Google Scholar]
- Sharma, S.; Gandhi, P.J. Scope and impact of implementing lean principles & practices in shipbuilding. Procedia Eng. 2017, 194, 232–240. [Google Scholar]
- Dugnas, K.; Oterhals, O. State-of-the-Art Shipbuilding: Towards Unique and Integrated Lean Production Systems. In Proceedings of the 16th Annual Conference of the International Group for Lean Construction, Manchester, UK, 16–18 July 2008. [Google Scholar]
- Womack, J.P.; Jones, D.T. Lean Thinking; Simon & Schuster: New York, NY, USA, 1998. [Google Scholar]
- Phogat, S. An Introduction to Applicability of Lean in Shipbuilding. Int. J. Latest Res. Sci. Technol. 2013, 2, 85–89. [Google Scholar]
- Oliveira, A.; Gordo, J.M. Lean Tools Applied To A Shipbuilding Panel Line Assembling Process. Brodogr. Int. J. Nav. Archit. Ocean. Eng. Res. Dev. 2018, 69, 53–64. [Google Scholar] [CrossRef]
- Song, T.; Zhou, J. Research and Implementation of Lean Production Mode in Shipbuilding. Processes 2021, 9, 2071. [Google Scholar] [CrossRef]
- Chu, N.; Nie, X.; Xu, J.; Li, K. A systematic approach of lean supply chain management in shipbuilding. SN Appl. Sci. 2021, 3, 572. [Google Scholar]
- Rother, M.; Shook, J.; Womack, J.; Jones, D. Learning to See: Value Stream Mapping to Add Value and Eliminate MUDA; Lean Enterprise Institute: Boston, MA, USA, 1999. [Google Scholar]
- Mlkva, M.; Prajova, V.; Yakimovich, B.; Korshunov, A.; Tyurin, I. Standardization—One of the tools of continuous improvement. Procedia Eng. 2016, 149, 329–332. [Google Scholar]
- Medynski, D.; Bonarski, P.; Motyka, P.; Wysoczanski, A.; Gnitecka, R.; Kolbusz, K.; Dabrowska, M.; Burduk, A.; Pawelec, Z.; Machado, J. Digital Standardization of Lean Manufacturing Tools According to Industry 4.0 Concept. Appl. Sci. 2023, 13, 6259. [Google Scholar] [CrossRef]
- Zhang, X.; Ming, X.; Ba, Y. A flexible smart manufacturing system in mass personalization manufacturing model based on multi-module-platform, multi-virtual-unit, and multi-production-line. Comput. Ind. Eng. 2022, 171, 108379. [Google Scholar] [CrossRef]
- Sikavica, P. Novi pristupi dizajniranju organizacije. In Konkurentska Sposobnost Poduzeća, 1st ed.; Tipurić, D., Ed.; Sinergija: Zagreb, Croatia, 1999; pp. 129–168. [Google Scholar]
- Hoverstadt, P. The Fractal Organization, 1st ed.; Wiley: Hoboken, NJ, USA, 2009. [Google Scholar]
- Fractal Organization. Available online: https://patterns.sociocracy30.org/fractal-organization.html (accessed on 3 April 2024).
- Rubeša, R.; Matulja, T.; Hadjina, M.; Rajić, J. Analiza organizacijskih modela brodograđevne proizvodnje u odabranim domaćim i stranim brodogradilištima. In Proceedings of the 25th Symposium on the Theory and Practice of Shipbuilding, Malinska, Croatia, 7–10 September 2022. [Google Scholar]
- Kunkera, Z.; Opetuk, T.; Hadžić, N.; Tošanović, N. Using Digital Twin in a Shipbuilding Project. Appl. Sci. 2022, 12, 12721. [Google Scholar] [CrossRef]
- Kunkera, Z. Blockchain Technology in a Process of Financing the Construction and Purchase of Commercial Vessels. Seminar Paper from the “Intelligent Information Systems” University Course. Postgraduate Doctoral Studies, Faculty of Mechanical Engineering and Naval Architecture, University of Zagreb, Zagreb, Croatia, 2023. [Google Scholar]
- Avison, D.E.; Lau, F.; Myers, M.D.; Nielsen, P.A. Action Research. Commun. ACM 1999, 42, 94–97. [Google Scholar]
- Santhiapillai, F.P.; Chandima Ratnayake, R.M. Utilizing Lean Thinking as a Means to Digital Transformation in Service Organizations. In Proceedings of the IFIP International Conference on Advances in Production Management Systems (APMS), Novi Sad, Serbia, 30 August–3 September 2020. [Google Scholar]
- Coughlan, P.; Coghlan, D. Action research for operations management. Int. J. Oper. Prod. Manag. 2002, 22, 220–240. [Google Scholar]
- Karlsson, C.; Åhlström, P. The Difficult Path to Lean Product Development. J. Prod. Innov. Manag. 1996, 13, 283–295. [Google Scholar]
- Shipyard’s Archive, not publicly available.
- Miles, R.E.; Snow, C.C. Organizational Strategy, Structure, and Process; Stanford University Press: Stanford, CA, USA, 2003. [Google Scholar]
- Mostafa, S.; Dumrak, J.; Soltan, H. A framework for lean manufacturing implementation. Prod. Manuf. Res. Open Access J. 2013, 1, 44–64. [Google Scholar]
- Todtling, M. Optimization of Shipbuilding Processes Applying Lean Management. Master’s Thesis, Faculty of Mechanical Engineering and Naval Architecture, University of Zagreb, Zagreb, Croatia, 2018. [Google Scholar]
- Emblemsvag, J. Lean Project Planning in Shipbuilding. J. Ship Prod. Des. 2014, 30, 79–88. [Google Scholar]
- Jiang, G.; Feng, D.; Zhu, W. Toward Efficient Merchant Shipbuilding Based on the Lean Production Methodology. J. Ship Prod. Des. 2016, 32, 245–257. [Google Scholar]
- Song, T.; Zhou, J. Research on Lean Shipbuilding and Its Manufacturing Execution System. J. Ship Prod. Des. 2022, 38, 172–181. [Google Scholar]
- Hassan, K.; Kajiwara, H. Application of Pull Concept-based Lean Production System in the Ship Building Industry. J. Ship Prod. Des. 2013, 29, 105–116. [Google Scholar]
- Rovan, M. Lean shipbuilding at shipyard Brodotrogir. In Proceedings of the AIM 2013 Conference, Split, Croatia, 19–22 September 2013. [Google Scholar]
- Raič, D.I. Lean and Smart Shipyard. Undergraduate Thesis, Faculty of Mechanical Engineering and Naval Architecture, University of Zagreb, Zagreb, Croatia, 2021. [Google Scholar]
- Liker, J.K.; Lamb, T. Lean Manufacturing Principles Guide, Version 0.5—A Guide to Lean Shipbuilding; The University of Michigan: Ann Arbor, MI, USA, 2000. [Google Scholar]
- Pearce, A.; Pons, D. Implementing Lean Practices: Managing the Transformation Risks. J. Ind. Eng. 2013, 2013, 19. [Google Scholar]
- Begum, S.; Akash, M.A.S.; Khan, M.S.; Bhuiyan, M.R. A framework for lean manufacturing implementation in the textile industry: A research study. Int. J. Sci. Eng. 2024, 1, 17–31. [Google Scholar]
- Kunkera, Z.; Tošanović, N.; Štefanić, N. Improving the Shipbuilding Sales Process by Selected Lean Management Tool. Machines 2022, 10, 766. [Google Scholar] [CrossRef]
- Stachowski, T.-H.; Kjeilen, H. Holistic Ship Design—How to Utilise a Digital Twin in Concept Design through Basic and Detailed Design. In Proceedings of the International Conference on Computer Applications in Shipbuilding, Singapore, 26–28 September 2017. [Google Scholar]
- Recamán Rivas, A. Navantia’s Shipyard 4.0 model overview. Ship Sci. Technol. 2018, 11, 77–85. [Google Scholar]
- Pang, T.Y.; Pelaez Restrepo, D.J.; Cheng, C.-T.; Yasin, A.; Lim, H.; Miletic, M. Developing a Digital Twin and Digital Thread Framework for an ‘Industry 4.0′ Shipyard. Appl. Sci. 2021, 11, 1097. [Google Scholar] [CrossRef]
- Jagusch, K.; Sender, J.; Jericho, D.; Fluegge, W. Digital thread in shipbuilding as a prerequisite for the digital twin. Procedia CIRP 2021, 104, 318–323. [Google Scholar] [CrossRef]
- Gierin, J.; Dyck, A. Maritime Digital Twin architecture. at–Automatisierungstechnik 2021, 69, 1081–1095. [Google Scholar] [CrossRef]
- Wang, Z. Digital Twin Technology; IntechOpen: London, UK, 2020; Volume 80974, pp. 95–114. [Google Scholar]
- Dhinnesh, N. Cyber Physical System. Glob. Res. Dev. J. Eng. 2018, 3, 12–14. [Google Scholar]
- Kolich, D.; Yao, Y.L.; Fafandjel, N.; Hadjina, M. Value Stream Mapping Micropanel Assembly with Clustering to Improve Flow in a Shipyard. In Proceedings of the International Conference on Innovative Technologies, Leiria, Portugal, 10–12 September 2014. [Google Scholar]
- Kolich, D.; Storch, R.L.; Fafandjel, N. Optimizing Shipyard Interim Product Assembly Using a Value Stream Mapping Methodology. In Proceedings of the World Maritime Technology Conference, Providence, RI, USA, 2–4 November 2016. [Google Scholar]
- Kolich, D.; Storch, R.L.; Fafandjel, N. Value Stream Mapping Methodology for Pre-assembly Steel Processes in Shipbuilding. In Proceedings of the International Conference on Innovative Technologies, Rijeka, Croatia, 26–29 September 2012. [Google Scholar]
- Liker, J.K. The Toyota Way, 1st ed.; McGraw-Hill: New York, NY, USA, 2004; pp. 199–220. [Google Scholar]
- Lean Shipbuilding. Available online: https://www.lminnomaritime.com/lean-shipbuilding/ (accessed on 11 April 2024).
- Transforming Government Performance Through Lean Management. Available online: https://www.mckinsey.com/~/media/mckinsey/dotcom/client_service/public%20sector/pdfs/mcg_transforming_through_lean_management.ashx (accessed on 8 April 2024).
- Digital Lean Management. Available online: https://www.adlittle.com/sites/default/files/viewpoints/adl_digital_lean_management_0.pdf (accessed on 27 March 2024).
- Jiang, G.; Feng, D.; Zhu, W. Lean Shipbuilding for Project-based Manufacturing. In Proceedings of the 2015 Industrial and Systems Engineering Research Conference, Nashville, NS, USA, 30 May–2 June 2015. [Google Scholar]
- Liker, J.; Lamb, T. Lean Shipbuilding. In Proceedings of the Ship Production Symposium, Ypsilanti, MI, USA, 13–15 June 2001. [Google Scholar]
- Lang, S.; Dutta, N.; Hellesoy, A.; Daniels, T.; Liess, D.; Chew, S.; Canhetti, A. Shipbuilding and Lean Manufacturing—A Case Study. In Proceedings of the Great Lakes and Great Rivers Section Meeting, Cleveland, OH, USA, 2 February 2001. [Google Scholar]
- Kjersem, K.; Halse, L.L.; Kiekebos, P.; Emblemsvag, J. Implementing Lean in Engineering-to-Order Industry: A Case Study. In Proceedings of the Advances in Production Management Systems 2015 International Conference, Tokyo, Japan, 7–9 September 2015. [Google Scholar]
- Kolić, D.; Fafandjel, N.; Rubeša, R. Applying Lean Quality with Risk Analysis to Aid Shipyard Block Assembly Decision Making. Strojarstvo 2011, 53, 73–82. [Google Scholar]
- Fitriadi, F.; Ayob, A.F.M. Identifying the Shipyard Waste: An Application of the Lean Manufacturing Approach. Int. J. Glob. Optim. Its Appl. 2022, 1, 100–110. [Google Scholar] [CrossRef]
- Kolić, D.; Fafandjel, N.; Zamarin, A. Lean Manufacturing Methodology for Shipyards. Brodogradnja 2012, 63, 18–29. [Google Scholar]
- Lean Digital Transformation for 2024. Available online: https://olive.app/blog/lean-digital-transformation/ (accessed on 19 April 2024).



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kunkera, Z.; Runje, B.; Tošanović, N.; Hadžić, N. Lean Tools Implementation Model in Shipbuilding Processes Under Conditions of Predominantly Custom Production. Machines 2025, 13, 260. https://doi.org/10.3390/machines13040260
Kunkera Z, Runje B, Tošanović N, Hadžić N. Lean Tools Implementation Model in Shipbuilding Processes Under Conditions of Predominantly Custom Production. Machines. 2025; 13(4):260. https://doi.org/10.3390/machines13040260
Chicago/Turabian StyleKunkera, Zoran, Biserka Runje, Nataša Tošanović, and Neven Hadžić. 2025. "Lean Tools Implementation Model in Shipbuilding Processes Under Conditions of Predominantly Custom Production" Machines 13, no. 4: 260. https://doi.org/10.3390/machines13040260
APA StyleKunkera, Z., Runje, B., Tošanović, N., & Hadžić, N. (2025). Lean Tools Implementation Model in Shipbuilding Processes Under Conditions of Predominantly Custom Production. Machines, 13(4), 260. https://doi.org/10.3390/machines13040260