Study on Surface Roughness of Gcr15 Machined by Micro-Texture PCBN Tools

Abstract
:1. Introduction
2. Type of Micro Textures and Test Scheme
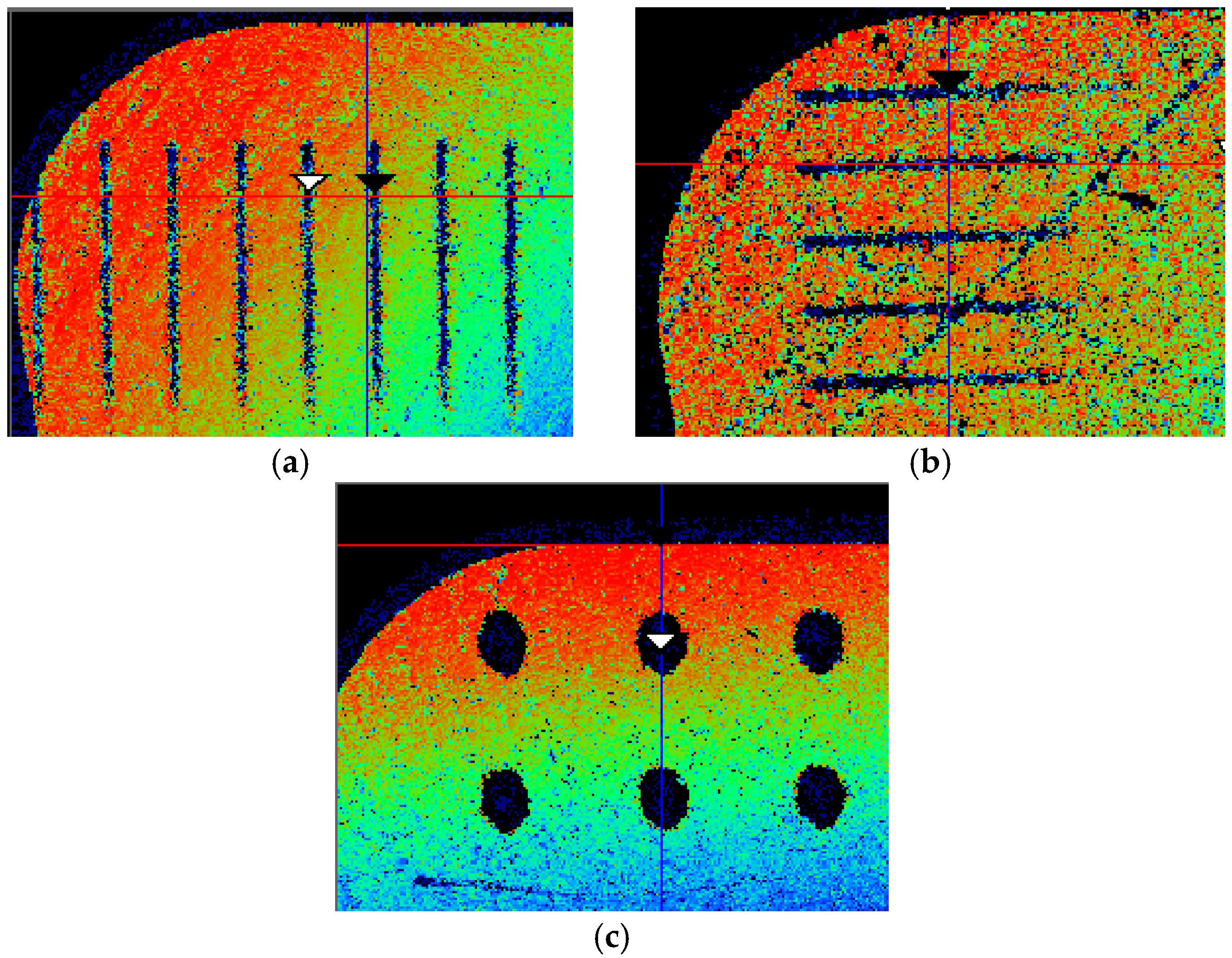
2.1. Type of Micro Textures
2.2. Test Parameters and Solutions
- (1).
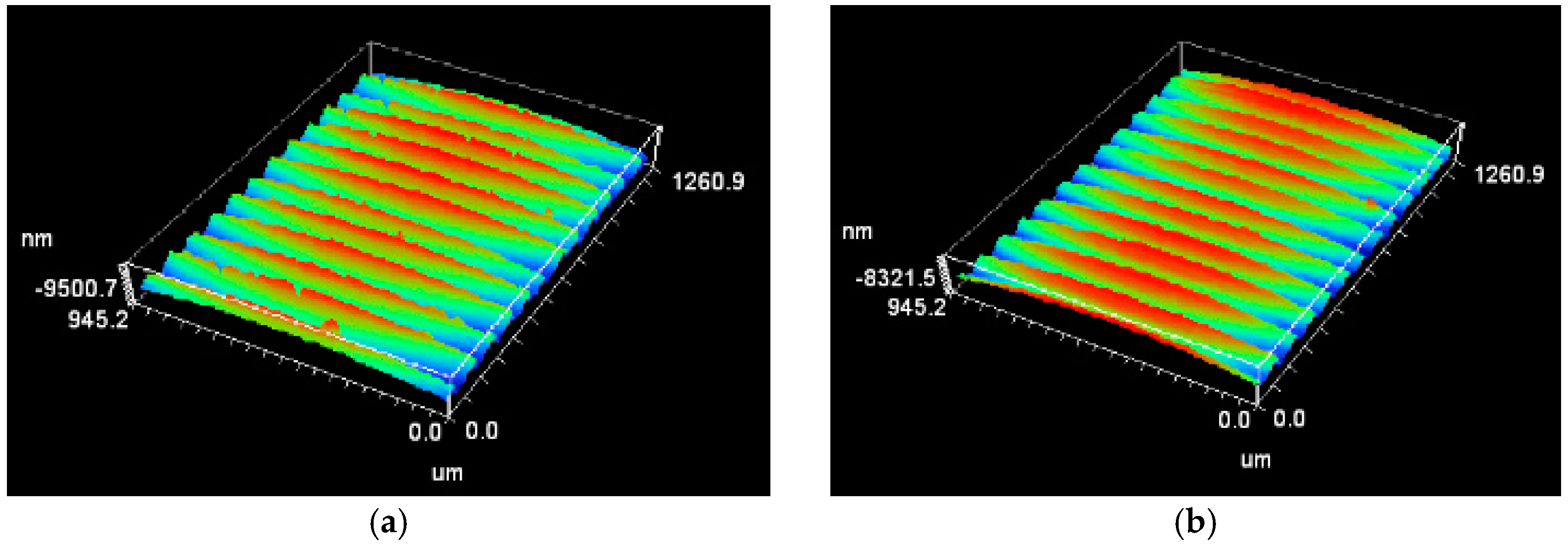
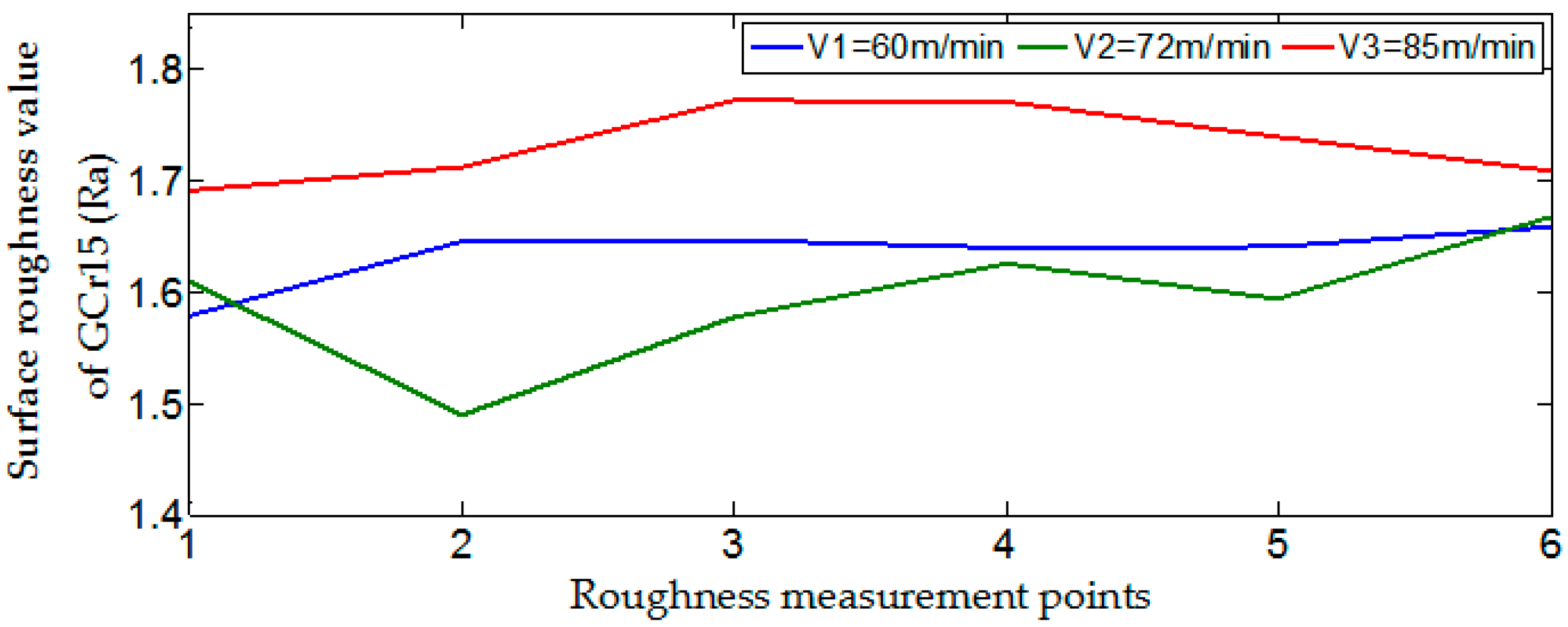
- Dry cutting of hardened steel GCr15 test was carried out using normal PCBN tools (normal PCBN tools: Non-micro texture PCBN tools) at different cutting speeds of v1 = 60 m/min, v2 = 72 m/min, v3 = 85 m/min;
- (2).
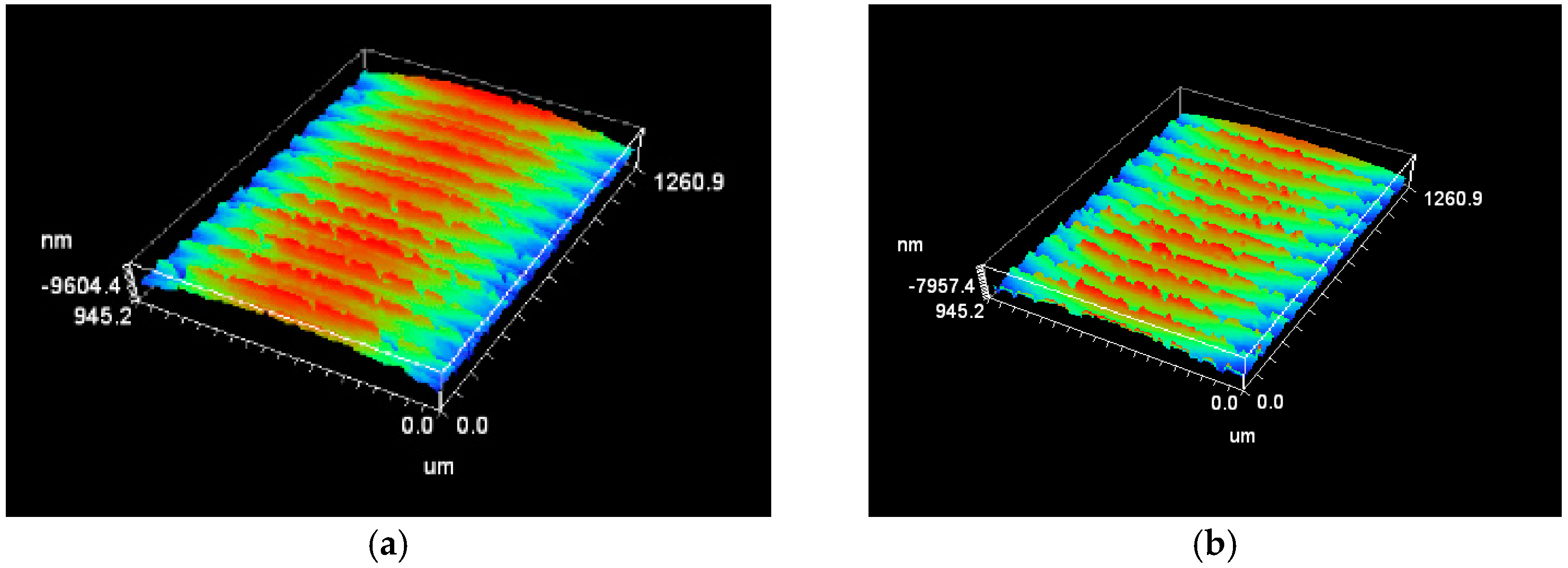
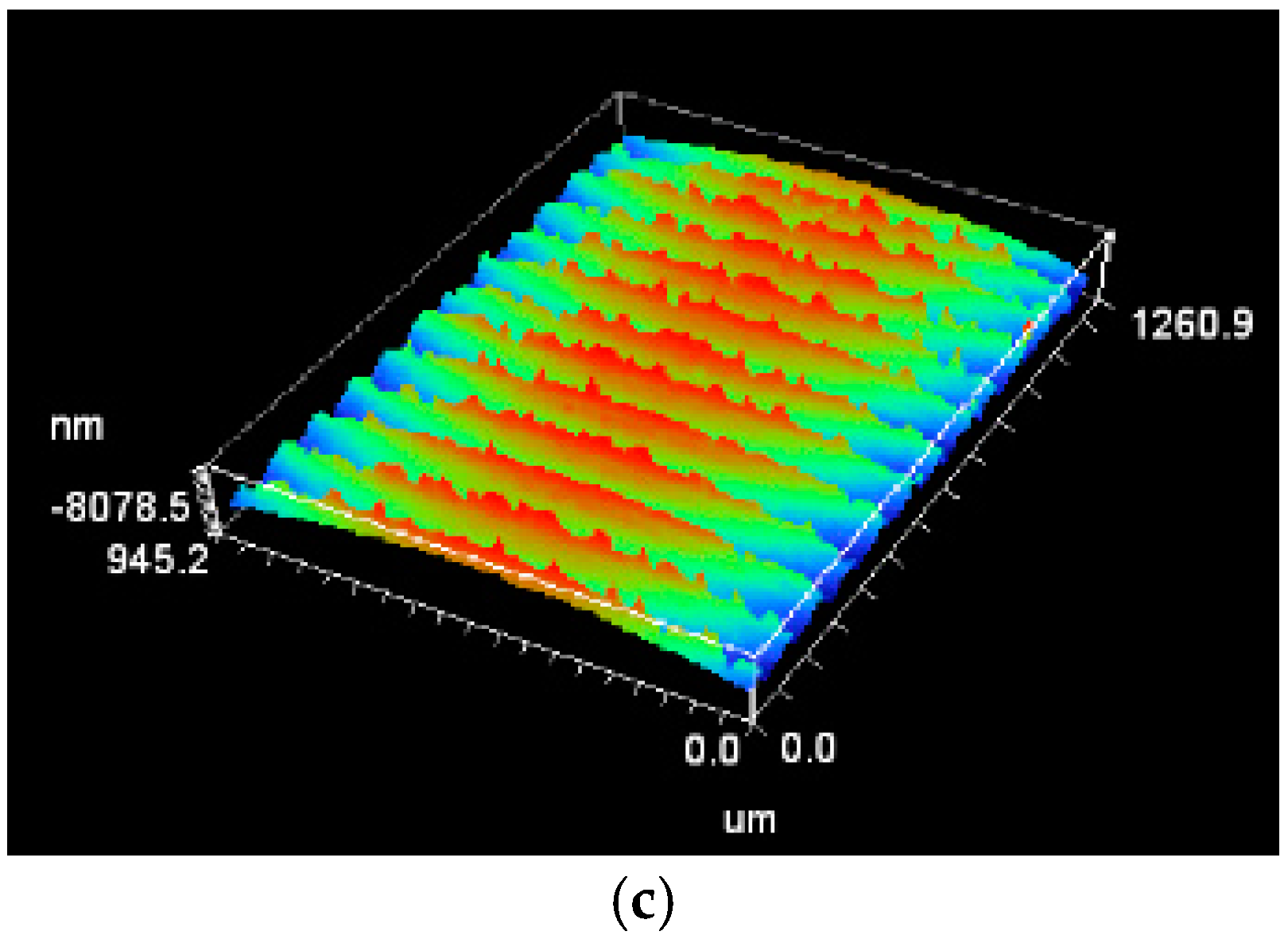
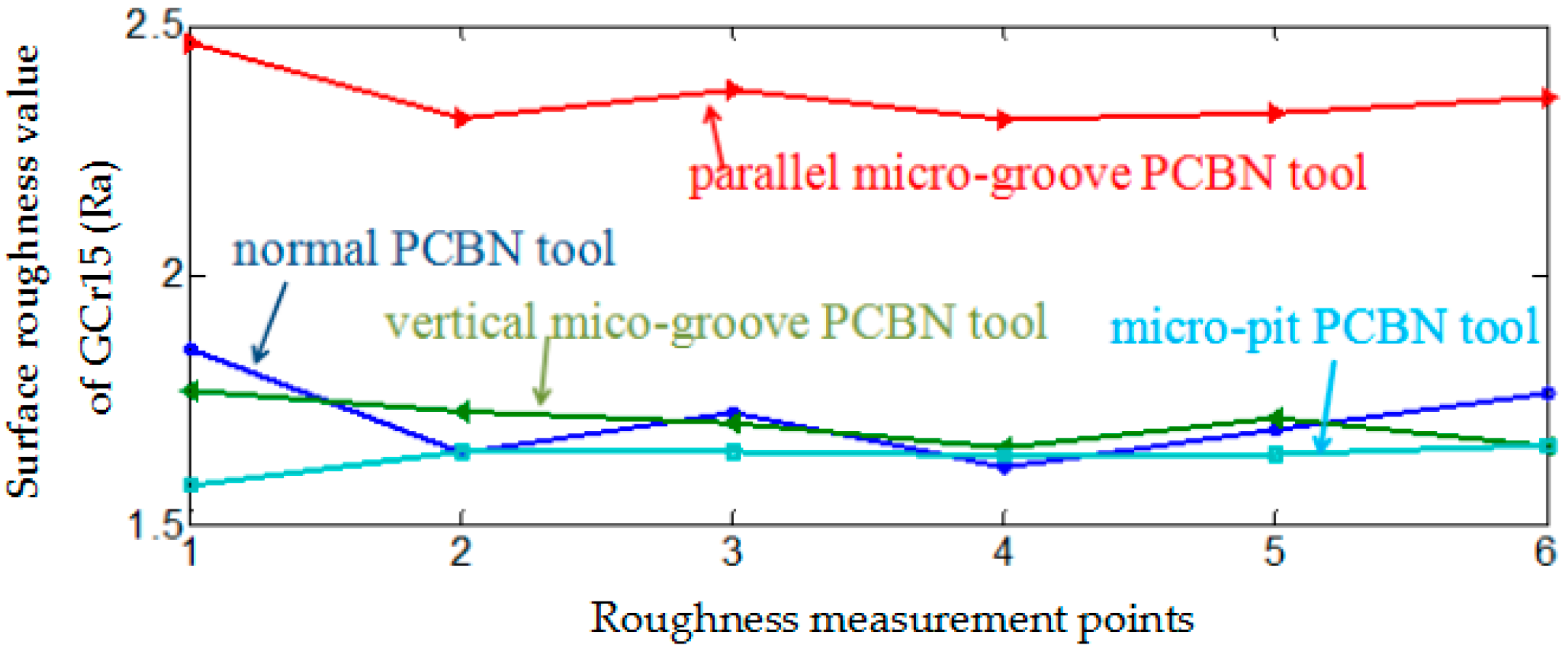
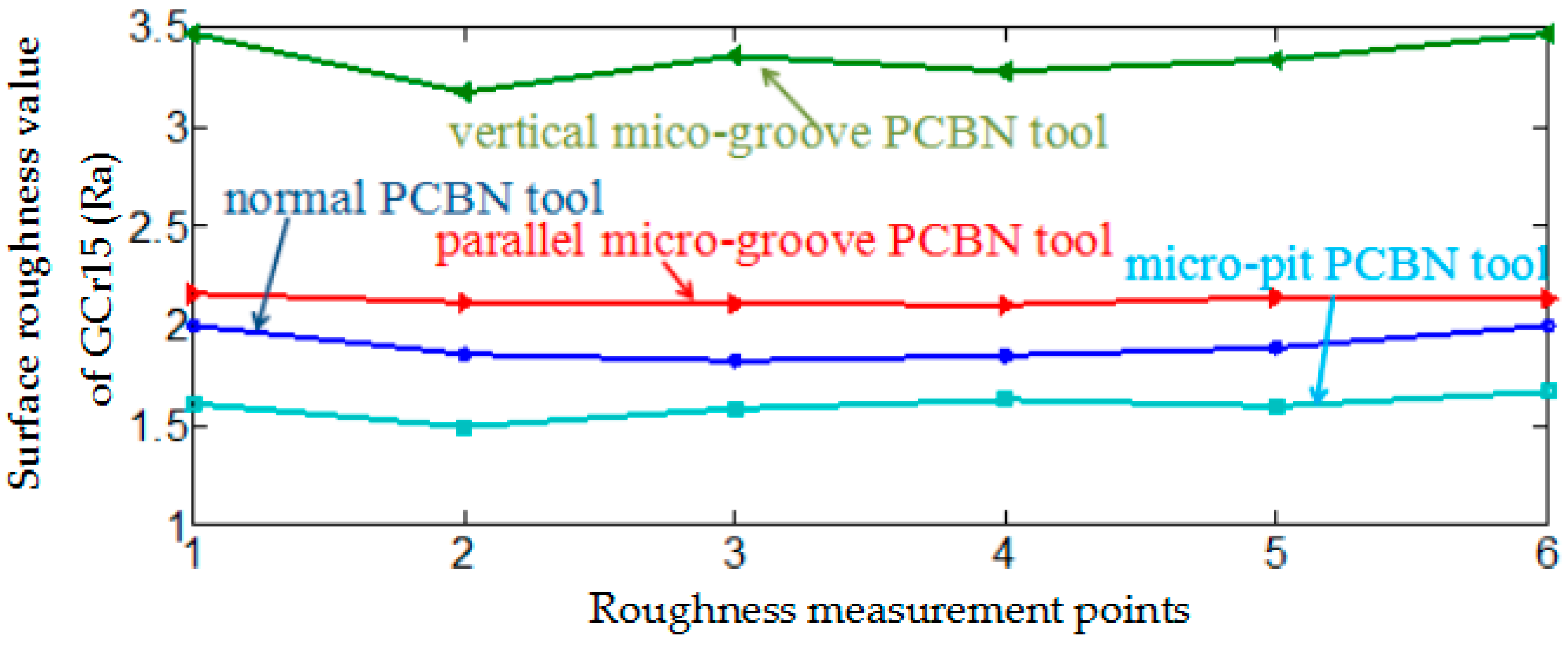
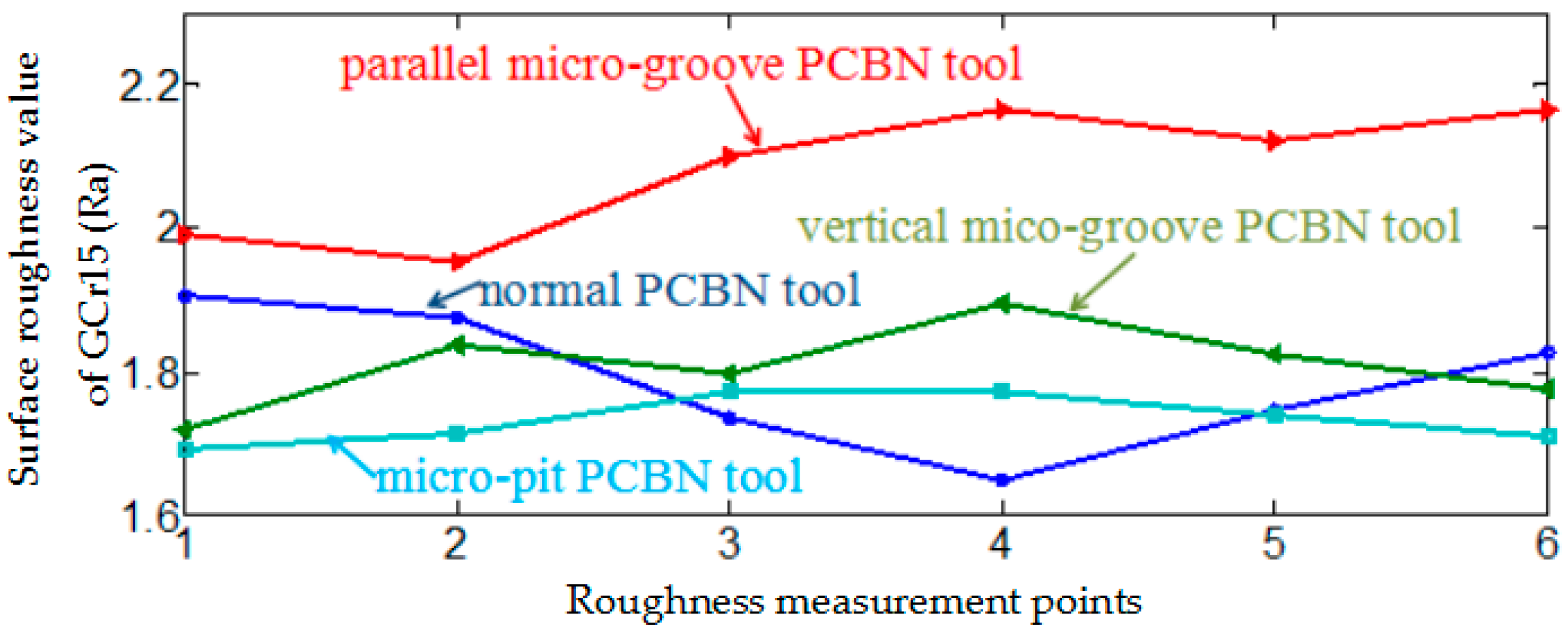
- The cutting tests of micro-texture PCBN tools (vertical microgroove PCBN tools, parallel microgroove PCBN tools, and microhole PCBN tools) were carried out respectively, and the surface roughness of the workpiece was measured with a WYKO N7910 optical profiler, all of which were compared to the test of normal PCBN tools.
3. Analysis of Test Results
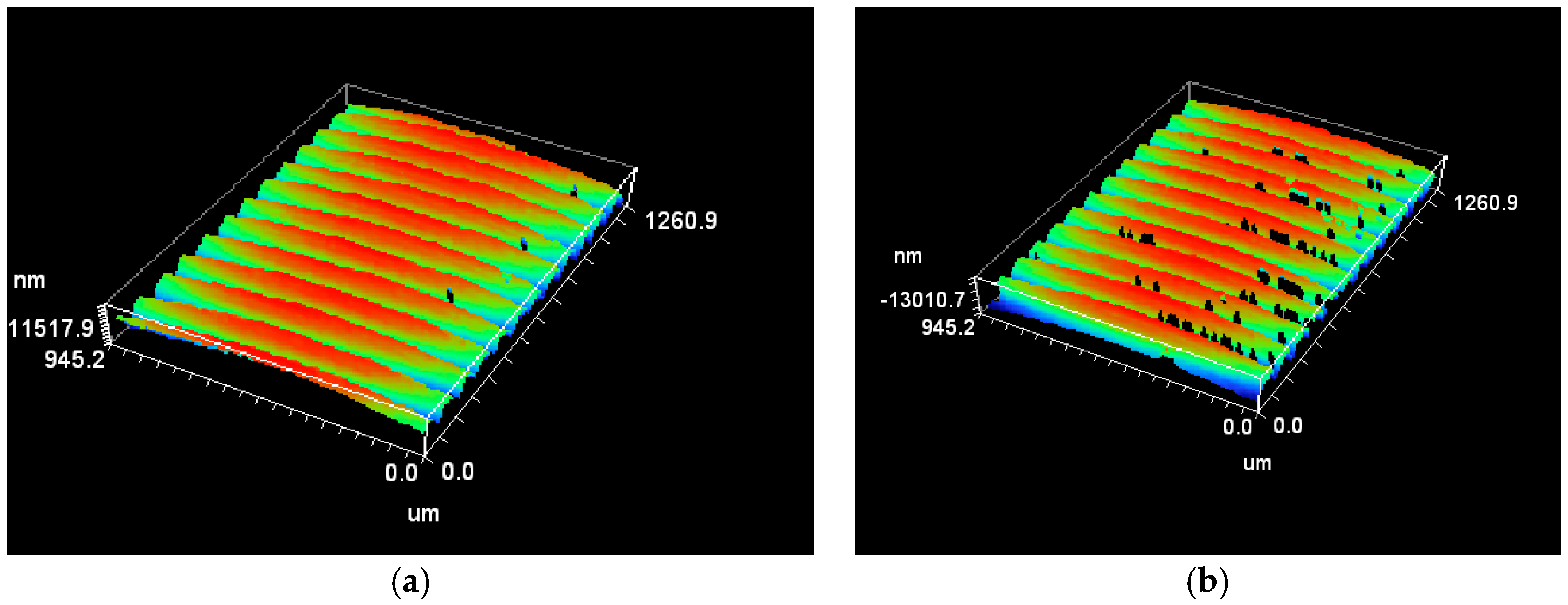
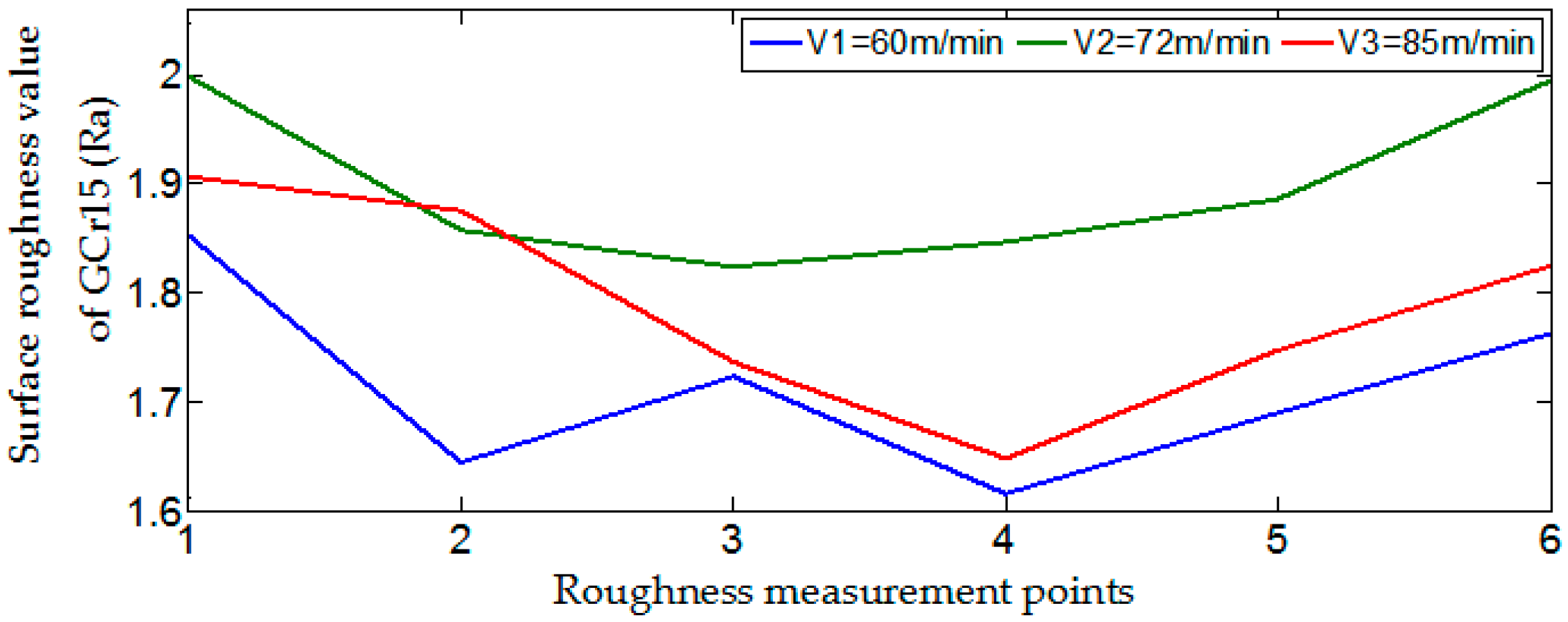
3.1. Surface Roughness of Gcr15 Cut by Normal PCBN Tools
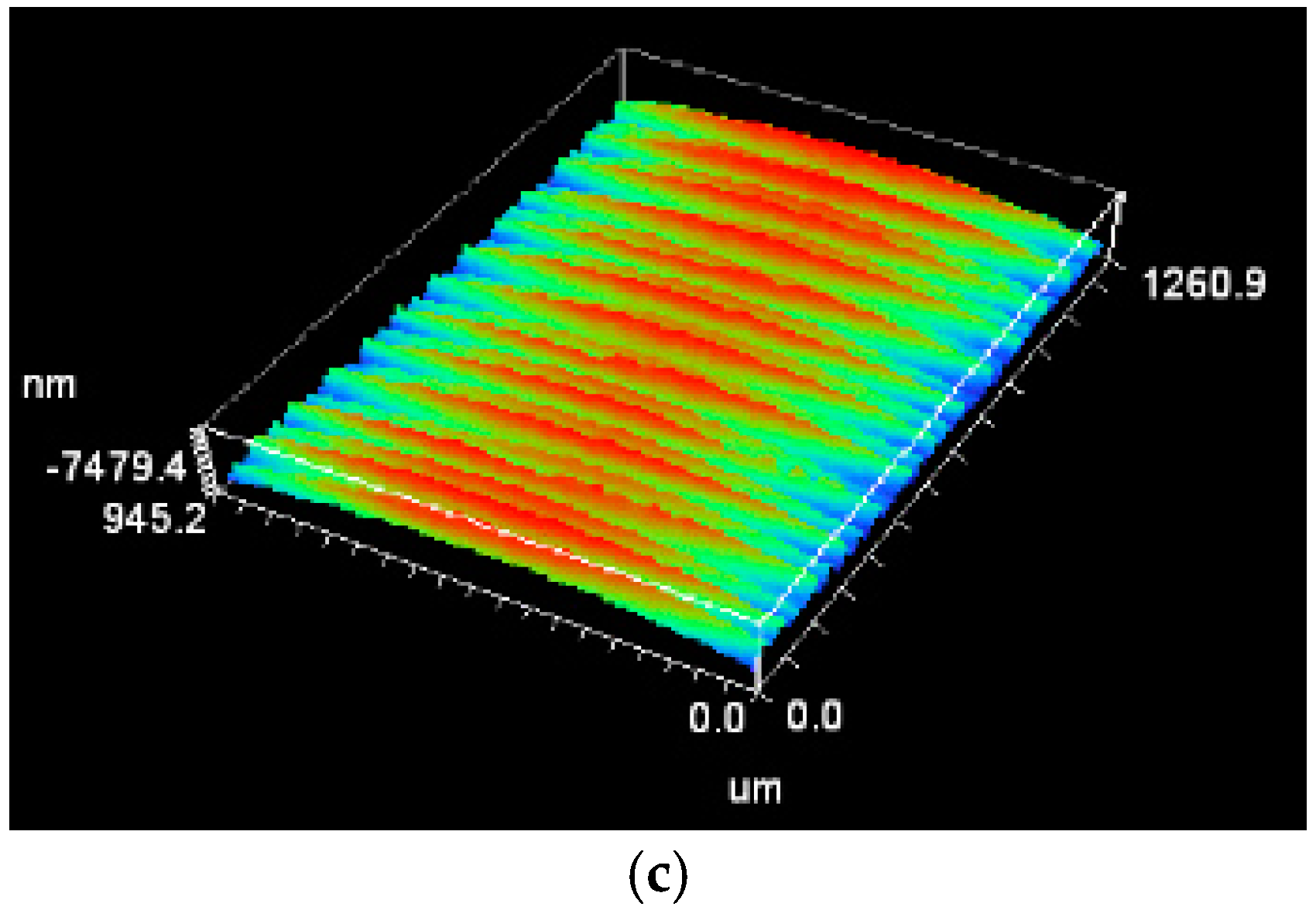
3.2. Surface Roughness of Gcr15 Cut by Vertical MicroGroove PCBN Tools
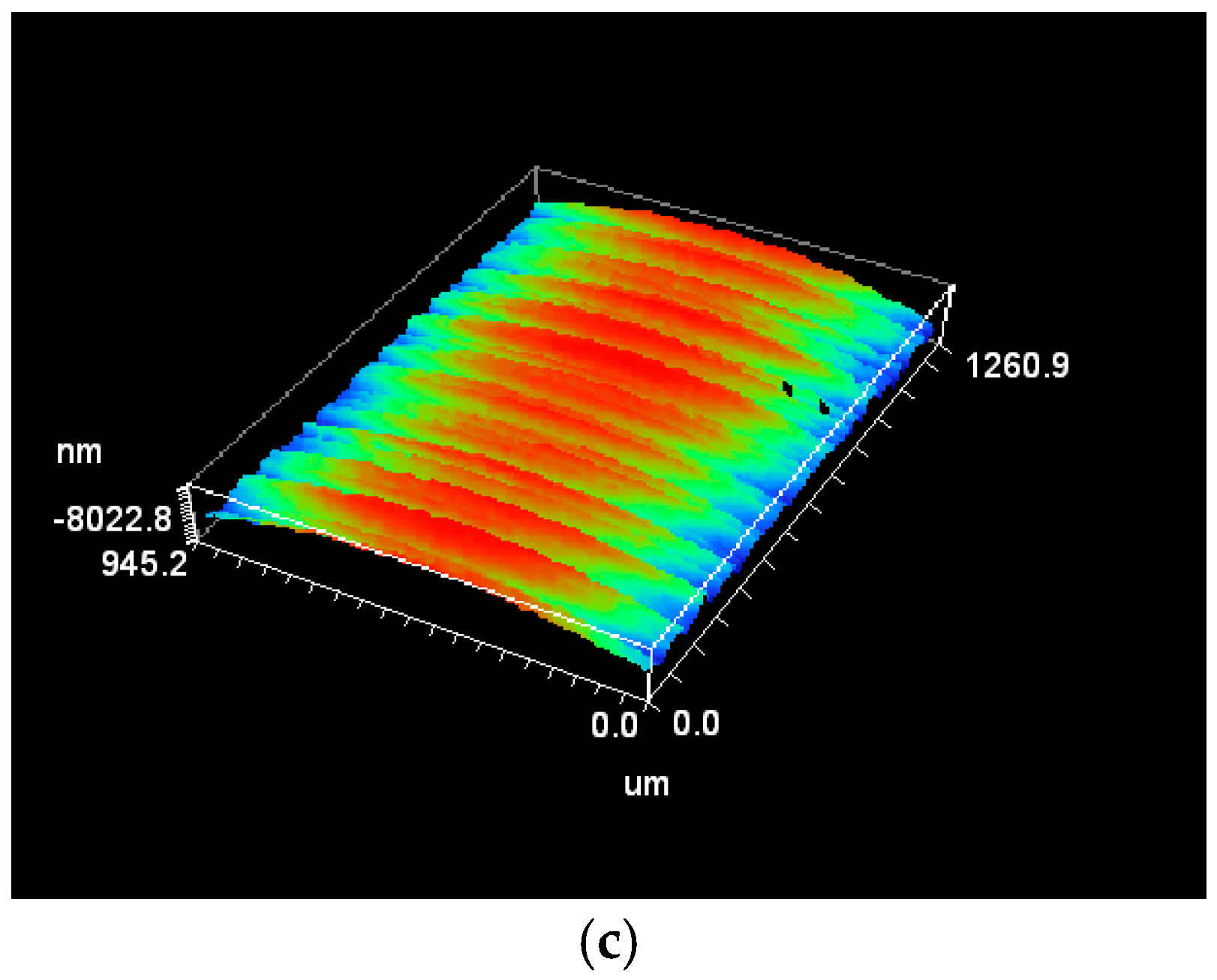
3.3. Surface Roughness of Gcr15 Cut by Parallel Microgroove PCBN Tools
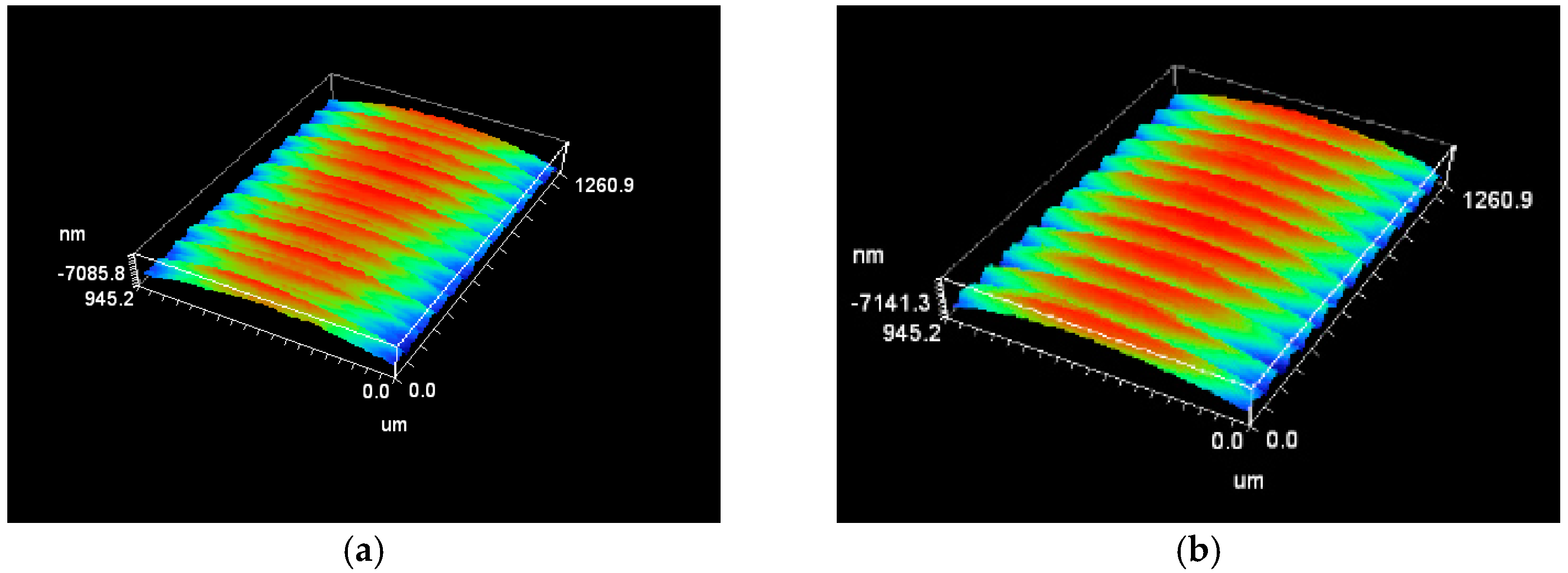
3.4. Surface Roughness of Gcr15 Cut by Microhole PCBN Tools
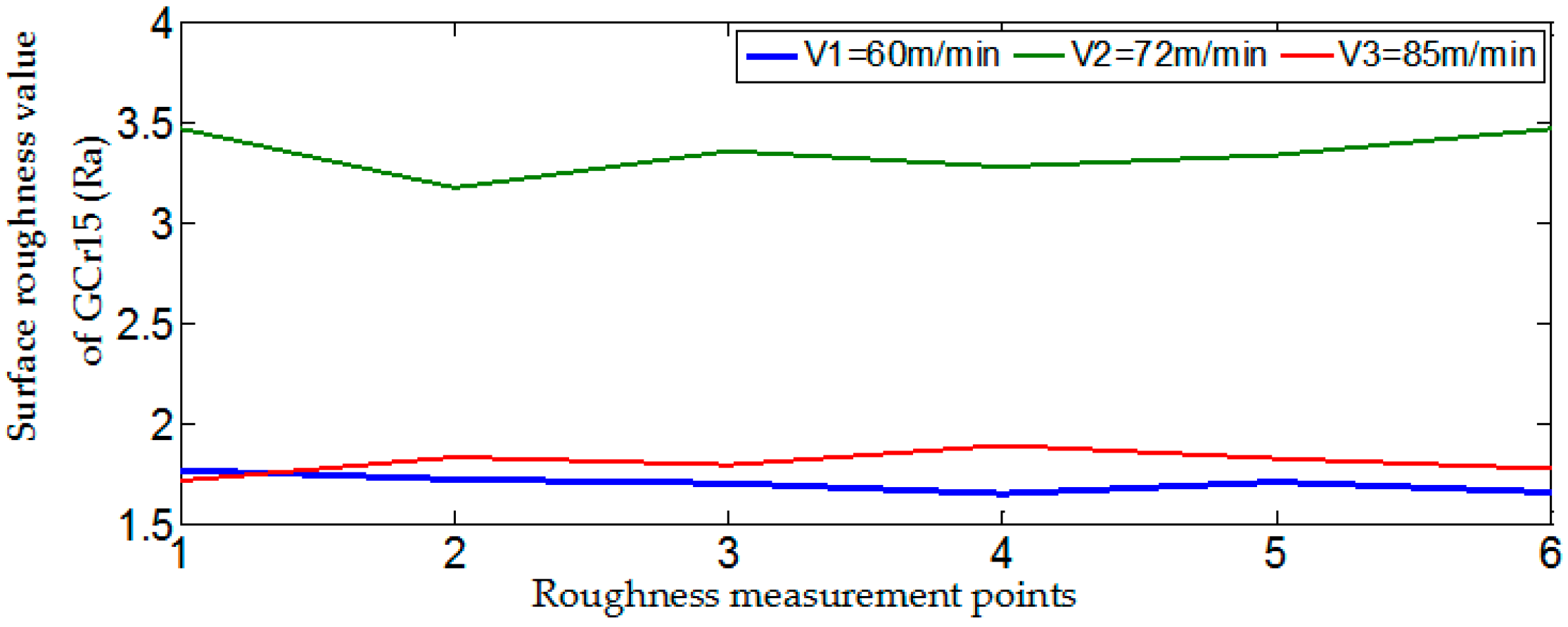
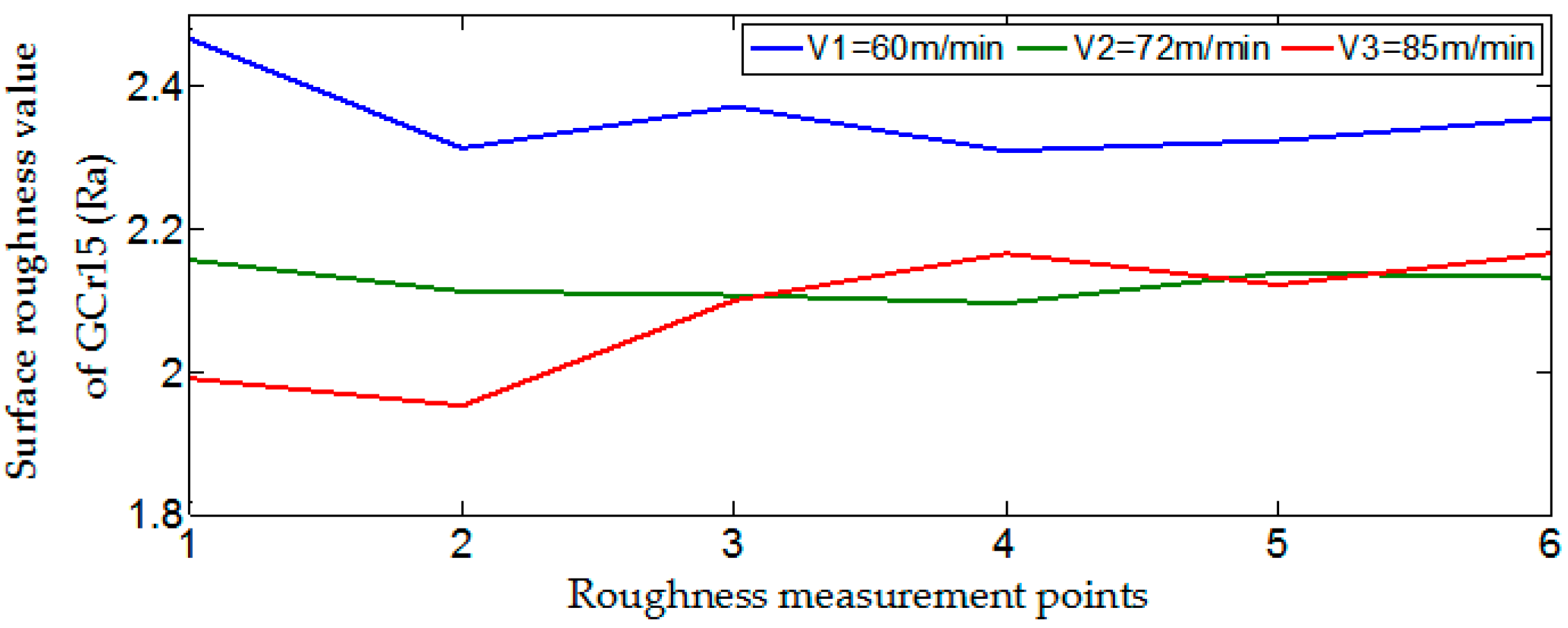
4. Analysis of Surface Roughness at Different Speeds
5. Conclusions
- (1).
- Compared to normal tools, the microhole texture was the most beneficial to reducing the surface roughness of workpiece, and the vertical microgroove texture was second, while the parallel microgroove texture increased the roughness.
- (2).
- When 30 μm vertical microgroove tools turned GCr15 at v2 = 72 m/min, the surface quality was poor due to serrated burrs on workpiece surface, and the surface roughness of the workpiece was small at v1 = 60 m/min and v3 = 85 m/min, because lower speed and higher speed were able to inhibit the serrated burrs and to produce better surface quality.
- (3).
- The surface roughness obtained by 40 μm parallel microgroove tools decreased with the increase of cutting speed, but was still larger than that of normal PCBN tools.
- (4).
- The surface quality obtained by microhole tools was best in all cutting tests, and microhole texture had a certain inhibitory effect on serrated burrs.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wan, Y.L.; Zhang, X.R.; Yu, H.D.; Xu, J.K.; Zhang, L.X. An Multi-index Orthogonal Test Study of Aluminum Alloy Surface Roughness Using High Speed Micro-milling Process. Chin. Mech. Eng. 2013, 24, 3278–3282. [Google Scholar]
- Joshua, O.S.; David, M.O.; Sikiru, I.O. Experimental Investigation of Cutting Parameters on Surface Roughness Prediction during End Milling of Aluminium 6061 under MQL (Minimum Quantity Lubrication). J. Mech. Eng. Autom. 2015, 5, 1–13. [Google Scholar]
- Bonţiu Pop, A.B.; Lobonţiu, M. Investigating the Effect of Cutting Speed Variation on Surface Roughness of 7136 Aluminum Alloy in End Milling. Appl. Mech. Mater. 2015, 809–810, 129–134. [Google Scholar]
- Luo, X.; Kou, Z.L.; Liu, T.; He, D.W.; Peng, F.; Lei, L. Edge Preparation of PCD Cutting Tools and Influence on Surface roughness while Turning Aluminum. Tool Eng. 2016, 50, 17–20. [Google Scholar]
- Wang, M.H.; Li, S.Y.; Zheng, Y.H. Surface roughness of Titanium Alloy under Ultrasonic Vibration Milling. Trans. Soc. Agric. Mach. 2014, 45, 341–346. [Google Scholar]
- Li, J.; Ren, C.Z.; Yang, X.Y.; Chen, G.; He, Y.L. Effects of milling parameters on surface integrity of titanium alloy (Ti-6Al-4V). J. Mach. Des. 2016, 33, 1–6. [Google Scholar]
- Oliaei, S.N.B.; Karpat, Y. Investigating the influence of built-up edge on forces and surface roughness in micro scale orthogonal machining of titanium alloy Ti6Al4V. J. Mater. Process. Technol. 2016, 235, 28–40. [Google Scholar] [CrossRef] [Green Version]
- Du, S.Y.; Chen, M.H.; Zhu, Z.S.; Wang, X.N. Experimental research on Surface Integrity of Milling New Ultra-High Strength Titanium Alloy TB17. Modul. Mach. Tool Autom. Manuf. Tech. 2017, 4, 125–129. [Google Scholar]
- Wang, X.S.; Kang, M.; FU, X.Q.; Li, C.L. Prediction Model of Surface Roughness in Lenses Precision Turning. J. Mech. Eng. 2013, 49, 192–198. [Google Scholar] [CrossRef]
- Li, C.L.; Kang, M.; Wang, X.S.; Chen, X. Roughness Prediction and Process Parameter Optimization of Lens Turning. Piezoelectr. Acoustoop. 2015, 37, 796–801. [Google Scholar]
- Luo, Z.W.; Jiao, L.; Zhao, W.X.; Yuan, M.X.; Wang, L.L. Experimental Investigation of Surface Integrity in Turning of High Strength Steel 58SiMn. Surf. Technol. 2017, 46, 234–240. [Google Scholar]
- Khatri, N.; Mishra, V.; Sharma, R.; Garg, H.; Kara, V. Improving the Surface Finish of Diamond Turned Silicon with Magneto-Rheological Finishing. Mater. Today Proc. 2017, 4, 10158–10162. [Google Scholar] [CrossRef]
- Suresh, R.; Basavarajappa, S. Effect of Process Parameters on Tool Wear and Surface Roughness during Turning of Hardened Steel with Coated Ceramic Tool. Procedia Mater. Sci. 2014, 5, 1450–1459. [Google Scholar] [CrossRef]
- Liu, X.C.; Chen, F.; He, Q.P.; Feng, M.S.; Ji, W.X. Research of GCr15 Bearing Steel’s Surface Roughness and Grinding Burn in Ultra-high Speed Grinding. Modul. Mach. Tool Autom. Manuf. Tech. 2016, 9, 32–34. [Google Scholar]
- Krolczyk, G.M.; Maruda, R.W.; Nieslony, P.; Wieczorowski, M. Surface morphology analysis of Duplex Stainless Steel (DSS) in Clean Production using the Power Spectral Density. Measurement 2016, 94, 464–470. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Maruda, R.W.; Krolczyk, J.B.; Nieslony, P.; Wojciechowski, S.; Legutko, S. Parametric and nonparametric description of the surface topography in the dry and MQCL cutting conditions. Measurement 2018, 121, 225–239. [Google Scholar] [CrossRef]
- Liu, J.; Lu, E.; Yi, H.; Wang, M.H.; Ao, P. A new surface roughness measurement method based on a color distribution statistical matrix. Measurement 2017, 103, 165–178. [Google Scholar] [CrossRef]
- Chen, Y.; Sun, R.; Gao, Y.; Leopold, J. A nested-ANN prediction model for surface roughness considering the effects of cutting forces and tool vibrations. Measurement 2017, 98, 25–34. [Google Scholar] [CrossRef]
- Zhou, Z.H. Metallurgica Cutting Theory, 2nd ed.; China Machine Press: Beijing, China, 1992; pp. 154–164. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Microtexture | Width/Diameter (μm) | Depth (μm) | Distance from the Cutting Edge (μm) | Number |
|---|---|---|---|---|
| Vertical microgrooves | 30 | 5 | 200 | 10 |
| Parallel microgrooves | 40 | 5 | 200 | 8 |
| Microholes | 120 | 5 | 350 | 9 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, C.; Li, Q.; Hu, K.; Jiao, Y.; Song, Y. Study on Surface Roughness of Gcr15 Machined by Micro-Texture PCBN Tools. Machines 2018, 6, 42. https://doi.org/10.3390/machines6030042
Pan C, Li Q, Hu K, Jiao Y, Song Y. Study on Surface Roughness of Gcr15 Machined by Micro-Texture PCBN Tools. Machines. 2018; 6(3):42. https://doi.org/10.3390/machines6030042
Chicago/Turabian StylePan, Chen, Qinghua Li, Kaixing Hu, Yuxin Jiao, and Yumei Song. 2018. "Study on Surface Roughness of Gcr15 Machined by Micro-Texture PCBN Tools" Machines 6, no. 3: 42. https://doi.org/10.3390/machines6030042
APA StylePan, C., Li, Q., Hu, K., Jiao, Y., & Song, Y. (2018). Study on Surface Roughness of Gcr15 Machined by Micro-Texture PCBN Tools. Machines, 6(3), 42. https://doi.org/10.3390/machines6030042