The high level of competition among industries and businesses has made the survival battle tremendously strong. All over the world, producers are striving to further reduce production time loss as production time has cost implications while customers are more concern about the safety and reliability of the products [
1]. This quest also includes employees who desire a safe work environment [
2]. In the time past, testing and analysis used to be methods to measure reliability, this is no longer obtainable. The focus is on anticipating the factors that lead to failure and ensure that such factors are prevented from occurring frequently using a robust design [
3]. To reach this goal, the decrease in the cost of operation is set as a high priority [
4]. The study of reliability and maintainability in any manufacturing outfit plays a crucial role in ensuring the smooth running of the production process because it ensures production continuity as well as product quality [
5].
Maintenance has been referred to as a single largest controllable cost which can be used to improve productivity through attempts to improve different maintenance policies [
6]. A decision-making tool that has been widely implemented is reliability-centered maintenance (RCM). RCM is a tool usually used to understudy the failure pattern of a system so as to be able to make decision on best strategy that can be deployed to ensure that a system achieves the desired level(s) of operational reliability, safety, and readiness and then environmental safety in the most economical manner [
7]. RCM is also a systemic consideration for functions, failures, safety and cost-effectiveness of maintenance practices. It is a process that can point to what should be done to guarantee a machine availability of the machine, performing intended functions efficiently [
8]. Over the 30 years of implementing RCM, it has been tested and confirmed to be an effective preventive maintenance (PM) optimization strategy; a method that has enjoyed increasing popularity in a wide range of different industrial setups [
9]. PM’s objective is usually to crunch the probability of having a non-scheduled maintenance, which typically comes at a high cost. Bolu (2013) established the relationship between the measurement of maintenance performance and productivity as the major determinants for maintenance costs by adopting the following equations:
and
therefore
given
Implying that the overall objective of the maintenance function is to support the production department by keeping facilities in proper running condition at the lowest possible cost [
10]. For many other machines, RCM has been a successful PM strategy, and this time, it is being tailored for use in an individual section-forming machine (ISM) to aid the design of a planned component replacement (PCR) schedule [
11]. This research aims to examine the present maintenance culture of an ISM in a glass bottle molding industry and to establish an RCM plan on this machine. From this, the PM intervals that give the best performance values were identified for an optimum maintenance plan and reduction in service period and frequency.
1.1. Brief Description of Individual Section-Forming Machine (ISM)
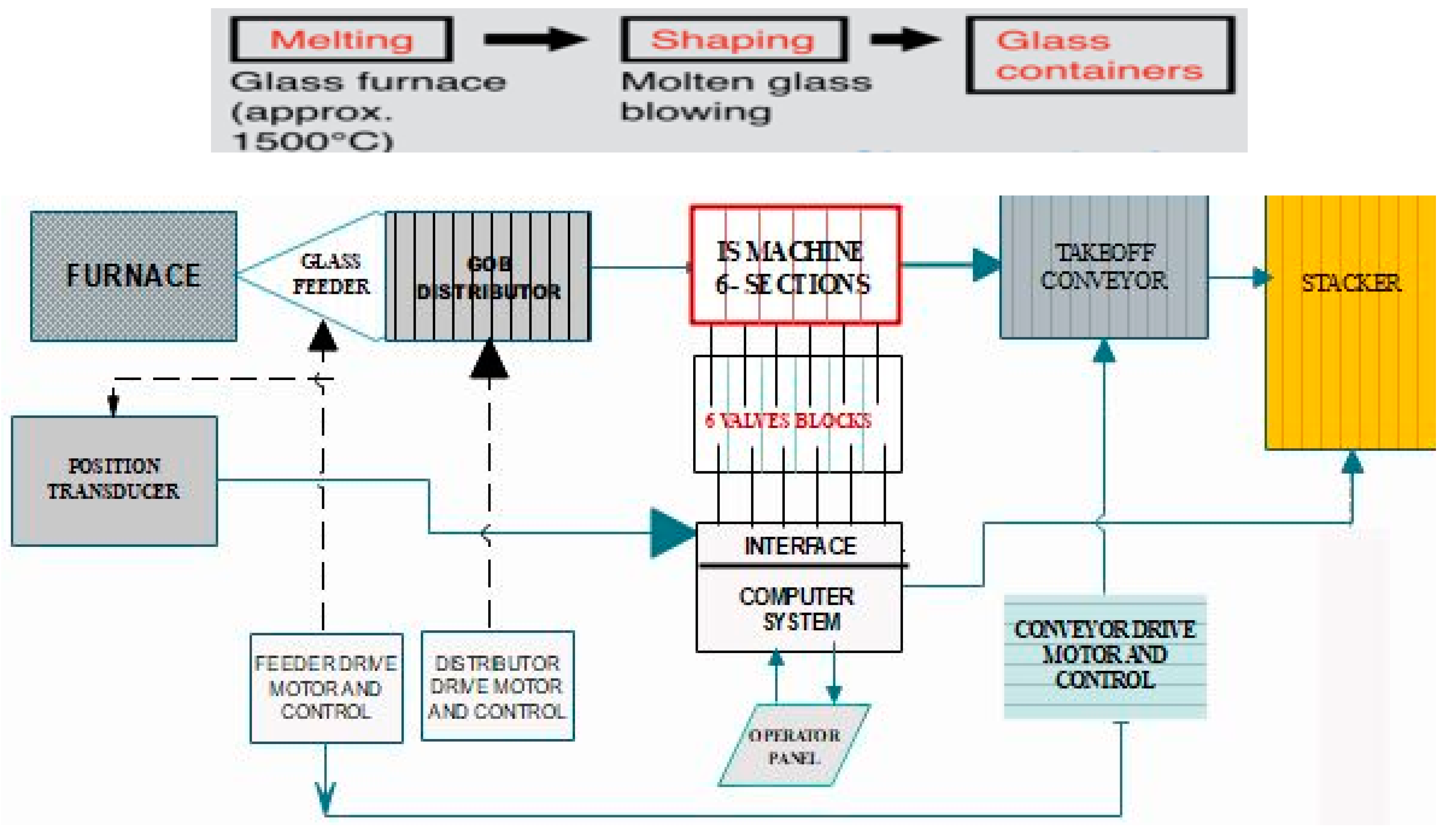
The individual section-forming machine (ISM) is an automatic machine used in producing hollow glass containers having narrow or wide necks. The machine is designed to be extremely flexible, hence, it is very efficient for the production of a very large range of containers depending on the mold installed. A furnace is usually an integral compartment of an ISM. It heats to over 1400 °C to melt the glass. The molten glass passes through a forehearth to the feeder where it is cut into uniform gobs of glass, i.e, the liquid glass drops by a thermal shearing and distribution system as shown in
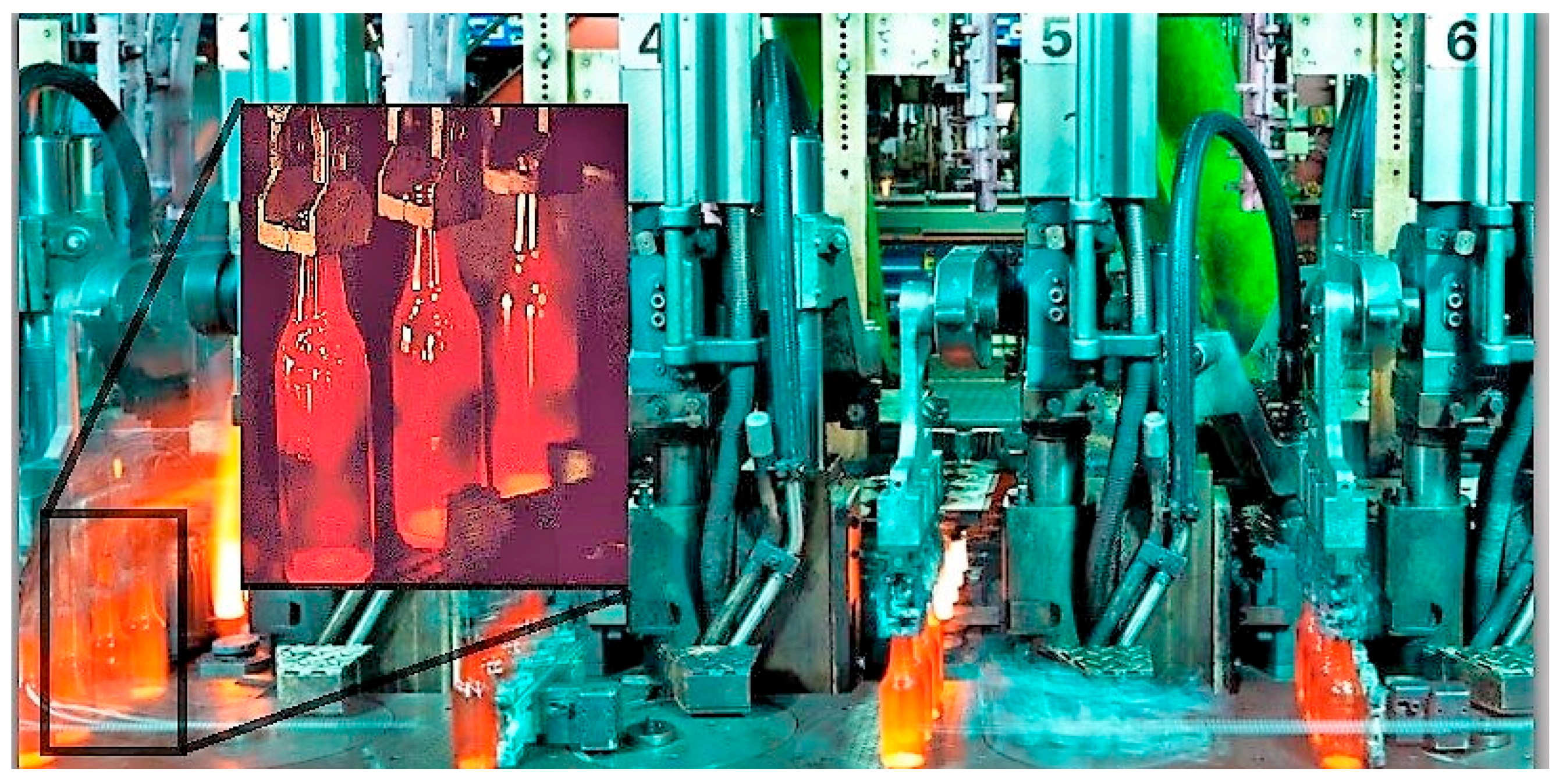
Figure 1. An overview of an ISM in action was shown in
Figure 2 with an insert of a formed bottle.
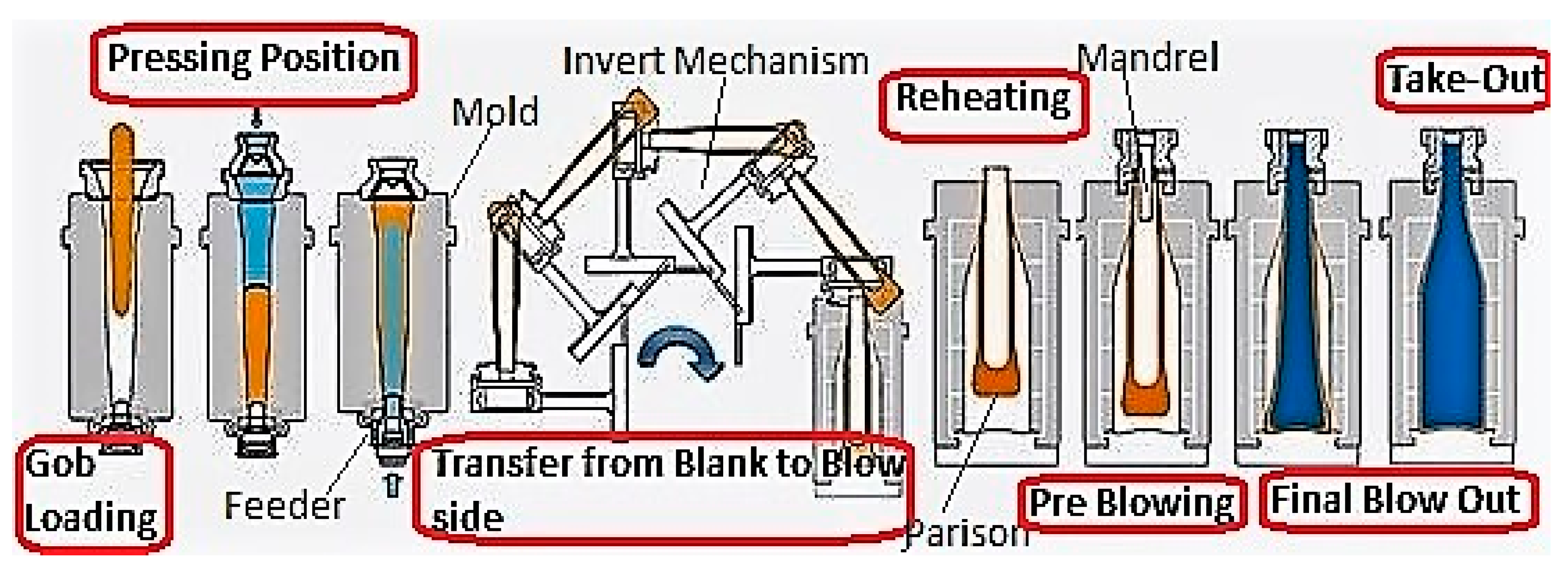
After this, the gobs are sent to an ISM where the temperature reduces to below 1200 °C, and the gobs are injected into the molds. The ISM molds are in two sets—“the blank” and “the blow” [
14]. As described in
Figure 3 below, the forming section is pneumatically driven, whereas, in the feeder mechanism, the gobs distributor and the pushers can be controlled by servo control or stepping motors. A solenoid–pneumatic valve block controlled by an electronic timer controls the mechanisms in all sections automatically [
15].
Owing to the servo-controlled gob distributor, the number of machine sections to be used and the feeding sequence can be programmed to make the process completely automated [
12]. The electronic pushers transfer the items from the cooling plate to the conveyor accurately, thus, improving item alignment on the conveyor. The time needed for job changes is, therefore, reduced as the pushers can be completely programmed [
13]. As shown in
Figure 1, there are six (6) independent sections which can be controlled and operated. Any form of operation or maintenance, such as the replacement of molds, can be performed without affecting other sections. As a matter of fact, different types and shapes of molds can be installed in different sections. The ISM is a critical success factor in glass bottle production, and it is more rewarding if kept at the optimum in-service condition [
17].
1.2. Overview and Review of RCM Related Work
Like many other maintenance planning tools, RCM is used to preserve an item’s functionality. RCM seeks to curtail the criticality of failure as all failures can never be eradicated [
18]. The first priority of RCM is safety. In cases where safety is not jeopardised, the priority becomes maintenance justified by the ability to complete the mission of availability and reliability and then the final priority is based on cost-effectiveness [
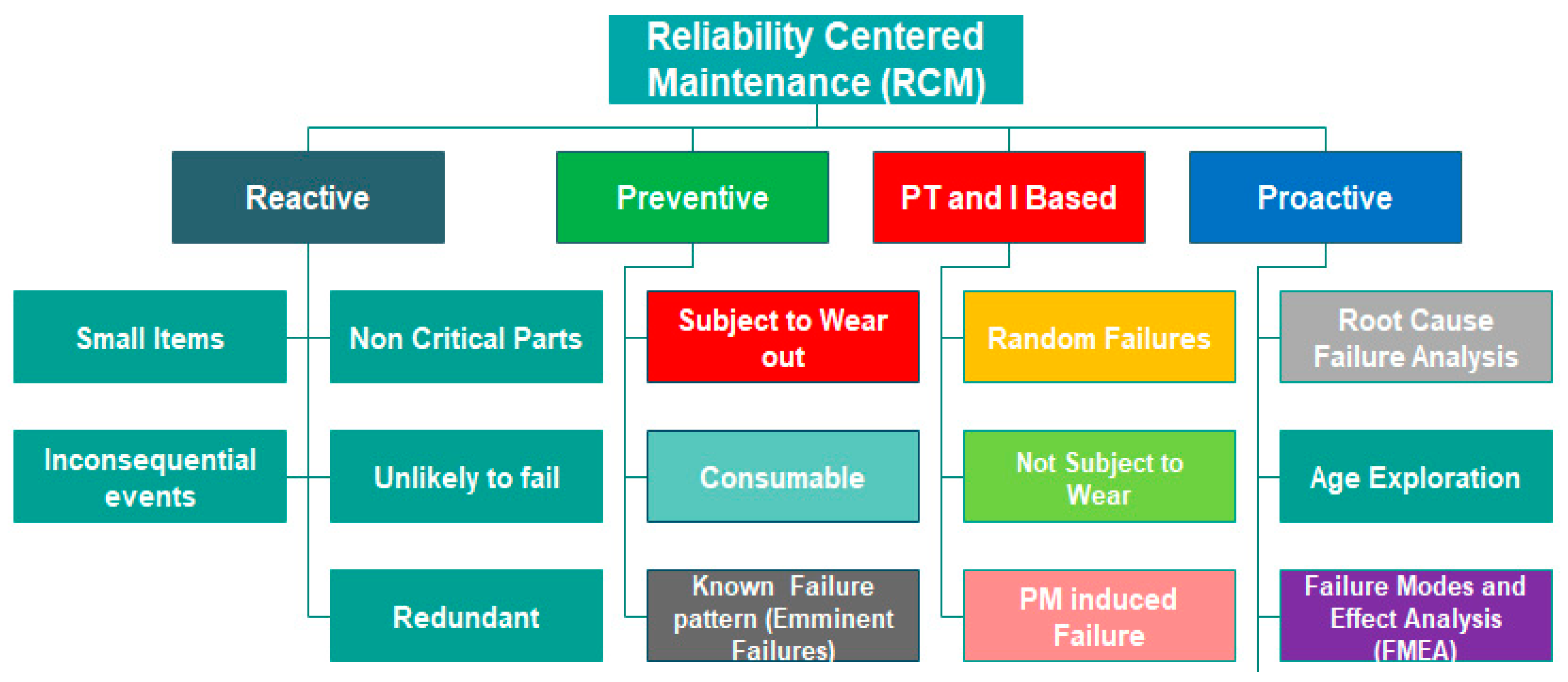
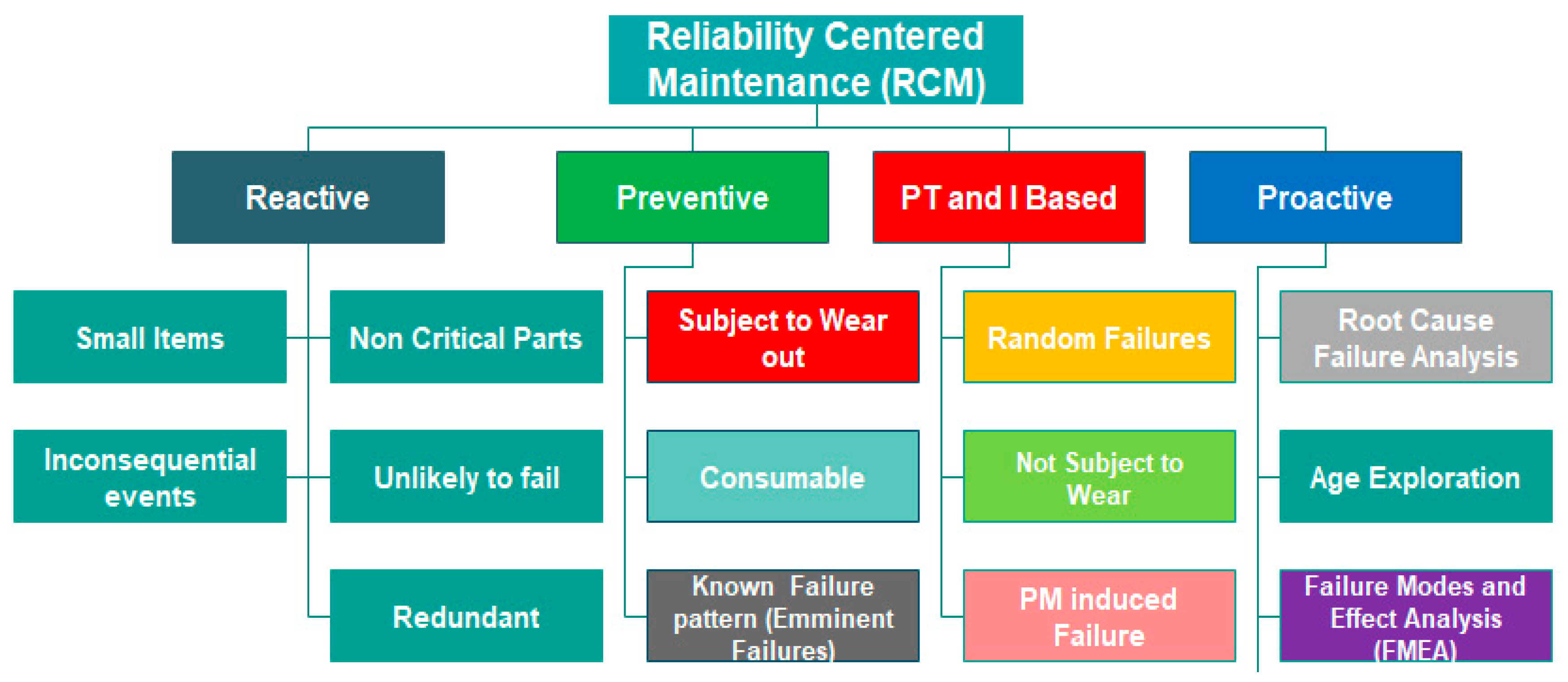
19]. These cumulating into making use of RCM for the design of the system; system’s operation modes; the maintenance methods and practices; logistics, and costs data (analysis) to improve operating capability of such system(s). RCM has been found to be an integration of preventive maintenance (PM), Predictive testing and inspection (PT&I), reactive maintenance (repair) and proactive maintenance to minimize maintenance cost and downtime and consequently increase the probability of function-ability of a machine over its expected lifespan; this is succinctly represented in
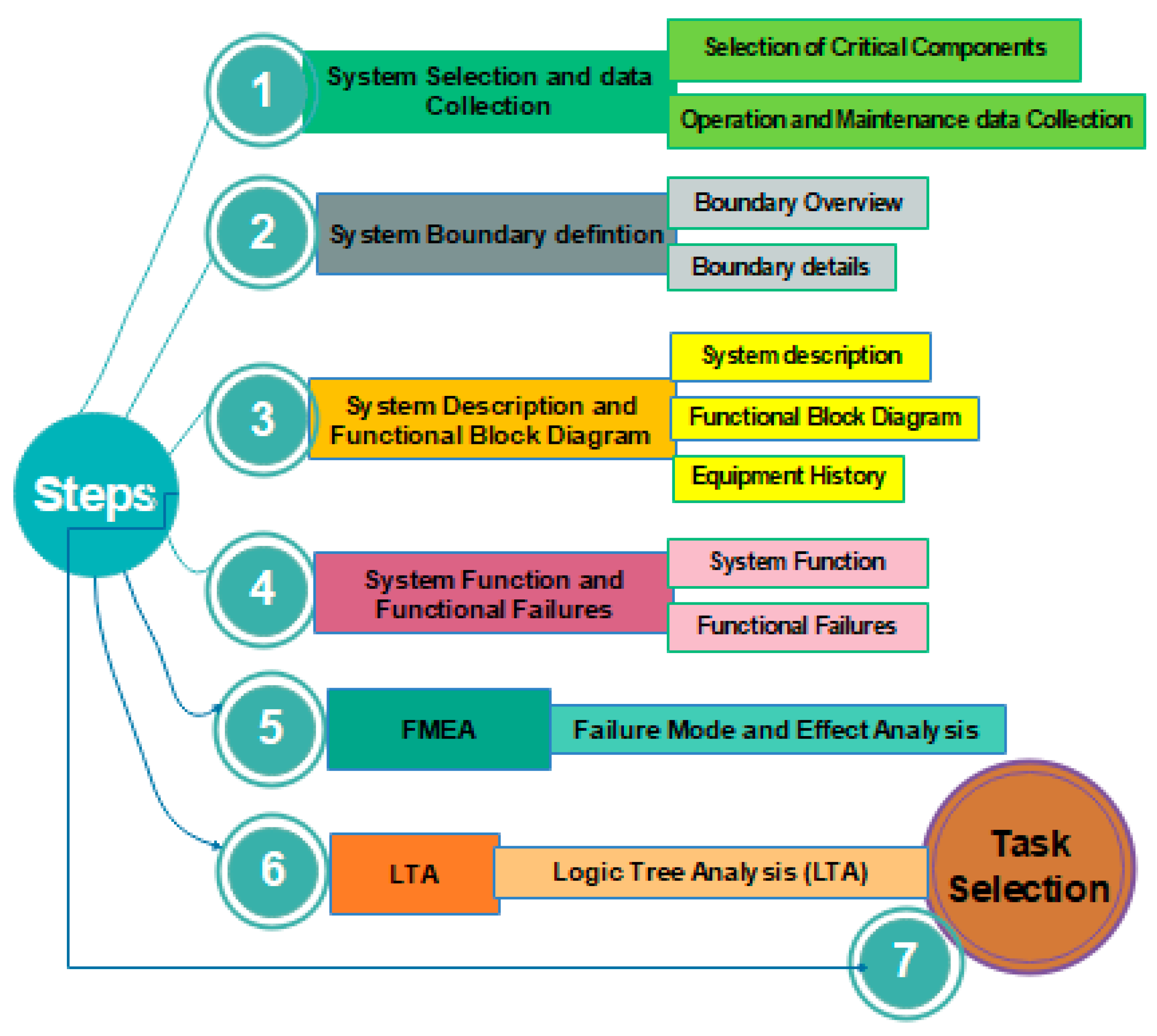
Figure 4 below while
Figure 5 highlighted the flowchart of RCM analysis [
20].
RCM should be a continuous process that requires sustaining because it is known that any system’s best maintenance can only sustain a system to its inherent reliability and availability level within the operating context [
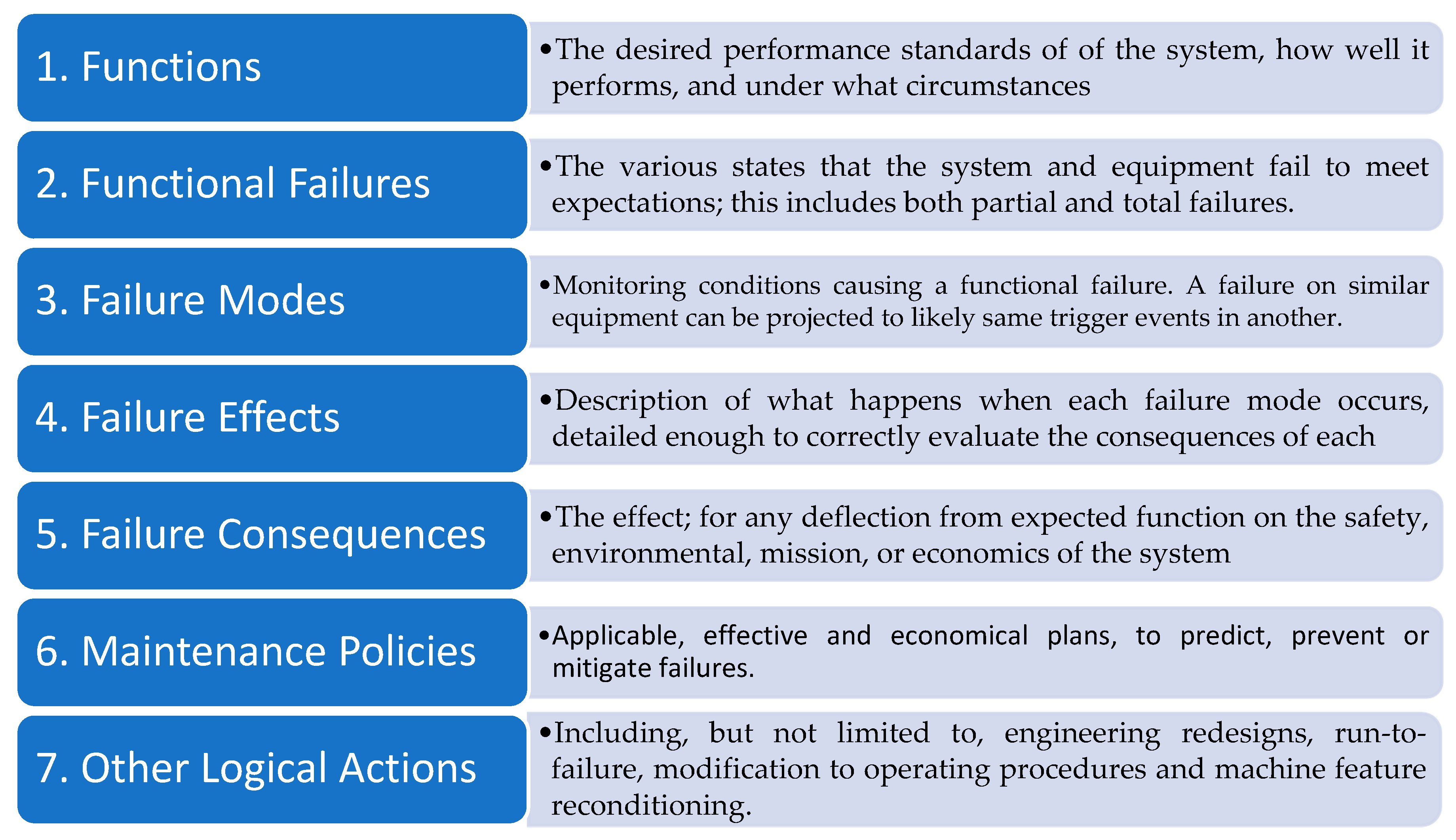
22]. The condition-monitoring system (CMS) is an integral component of RCM to increase productivity and reliability of machines as shown in
Figure 6 below (Item 3). The conditions leading to failure mode must have been or be investigated using sensors like accelerometers, encoders, current/torque sensors, and pressure sensors as well as temperature sensors [
23].
From the past researches, it is evident that RCM has been used as a tool to sort out failure problems ranging from the field of medicine to military to building-related technologies to automotive to aviation and, of course, industrial and production to mention few. Wang et al. (2000) [
25] carried out an RCM analysis of process equipment using heat exchangers as a case study. Results indicated that RCM could assist in identifying the functional failures, causes of failures, and risk ranking which are linked to corrosion rates and the remaining life of the heat exchangers. Afefy (2010) [
26] investigated the application of RCM methodology to the development of a maintenance plan for a steam-process plant. The proposed RCM spiced PM planning indicated that the system will enjoy about a 25.8% decrease in total labour cost, an 80% reduction in total downtime cost, and also about a 22.17% decrease in the annual spare parts cost for the proposed RCM-PM planning application. Ramli & Arffin (2012) [
27] also carried out research on RCM in the schedule improvement of the automotive industry. The number of checklists in the body shop was reduced, and this resulted in a significant reduction in the operator’s workload and prevented fraud by maintenance personnel. It was confirmed that the implementation of RCM provided a high level of success and the same methodology could be applied to equipment in other shops [
25,
26,
27].
Tarar (2014) [
28] carried out a study on RCM for rotating equipment through predictive maintenance. This paper evaluated the effectiveness of the existing maintenance strategy with optimization proposals. It showed the RCM process for a case study of paint booth fans process. The paper revealed that successful RCM implementation in any given industry can ensure improved performance to gain an edge over competitors in the global market. Recently, Emovon et al. (2018) [
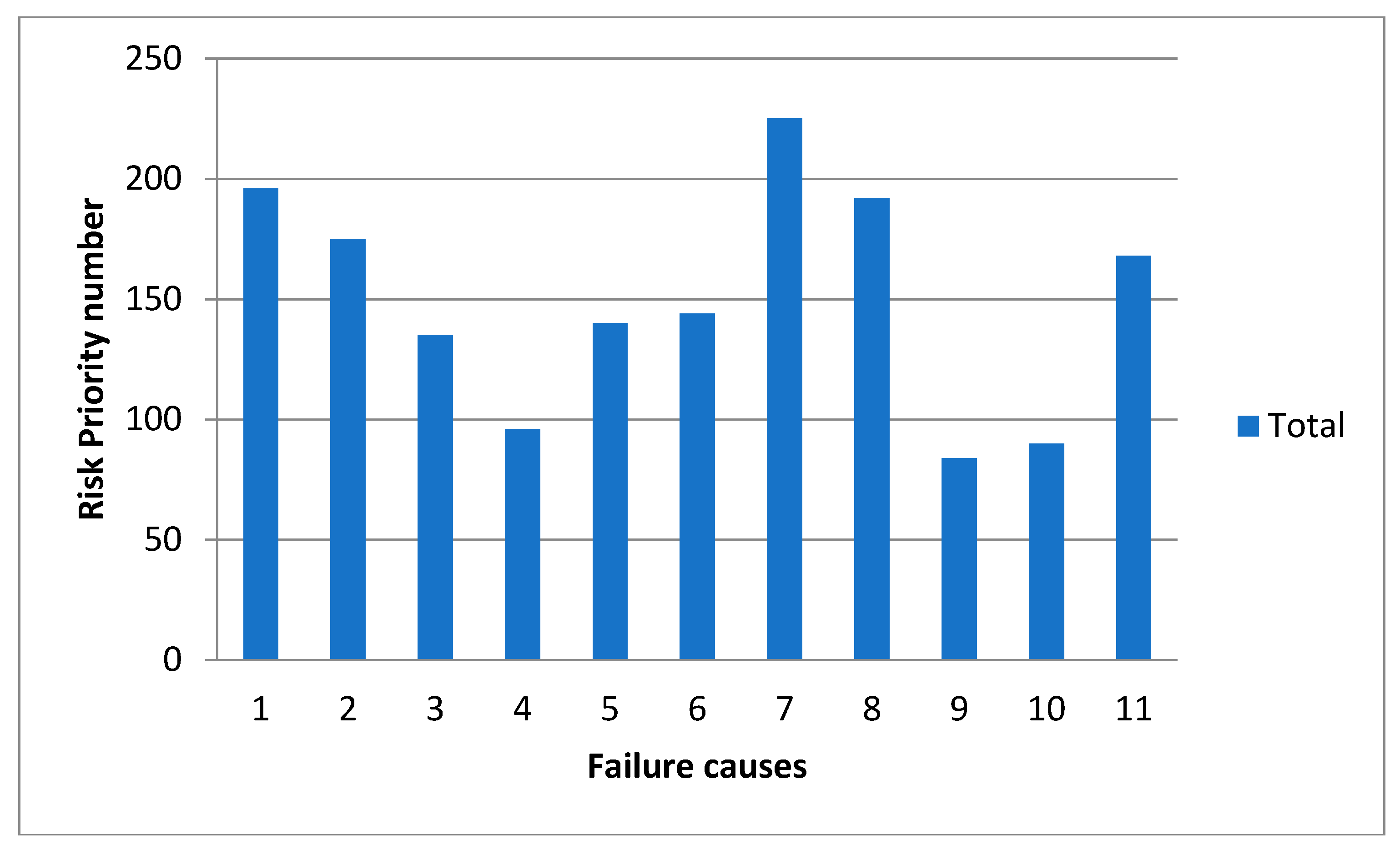
29] carried out a review on the development of more effective RCM tools for maintenance practices in plant systems for increased safety and efficiency. Some authors have pointed out the drawbacks of the risk priority number (RPN) as they established that RPN is not able to depict exactly the severity of some failure modes especially when certain factors such as economic cost and environmental impact are involved in the risk analysis [
30]. Consequently, some other authors integrated the weighted aggregated product assessment (WASPAS) into RCM as an alternative for prioritizing the use of the RPN [
31]. The technique was said to improve the effectiveness of RCM as well as in the selection of an optimal maintenance strategy for some industrial applications [
32]. Further to the previous researches, this research seeks to implement the RCM for an individual section-forming machine (ISM) which is used in a glass bottle production company. RPN is considered the best option for the nature of the data collected for this study as some of the alternatives are found to require a maintenance data collection pattern a little different from the conventional [
28,
29,
33].













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}