1. Introduction
Bending stiffness variation (BSV) is an interesting area of research, as the phenomenon has long been a common problem within industry. Moreover, the prevention of BSV is typically low or non-existent; manufacturing accuracy and tolerances are trusted and separate checks for excessive BSV excitation are not conducted to assure low vibration levels. This, in turn, sometimes leads to serious vibration problems. This research paper tackles the BSV problem, providing novel tools to identify and eliminate BSV already at a manufacturing phase inspecting rotor geometry. This is achieved by investigating BSV from the perspective of the common definition of roundness, which is used to describe the manufacturing quality of round workpieces. For example, machining or casting can produce significant roundness errors to a rotor affecting second moment of area of each cross-section and eventually BSV of a rotor. A correlation between roundness and BSV provides a universal method to estimate BSV caused by geometry errors. The method can be generalized for symmetrical rotors, whose geometry can be measured and defined using roundness components.
Typically, problems related to BSV occur in large rotating machinery operating with slender rotors such as generators and paper machine rolls. Their slenderness increases the sensitivity to vibrations, and large size decreases service and critical speeds. This enables vibration problems at half critical speed, in which BSV excites the rotor twice per revolution [
1]. A rotor can end up using this half critical speed due to a dimensioning error, or when it features a wide service speed range or if the foundation stiffness changes significantly [
2]. In this case, resonance and excessive vibration are usually inevitable. BSV can produce excitation only if a rotor is loaded (bent), and thus depending on BSV, a rotor bends differently as a function of its rotating angle. This can be imagined as varying rotor deflection during the slow rotation of a rotor. Usually, a bending load is gravity, but also loads in process and other excitations can bend the rotor and enable BSV excitation [
3]. The bending stiffness of a rotor reaches its maximum and minimum twice per revolution due to its principal axes of second moment of area. The excitations of BSV and unbalance must be completely separated. Due to different frequencies and origins, BSV cannot be eliminated by rotor balancing, and therefore, a balanced rotor can still include significant amount of BSV excitation.
Typically, most BSV is caused by rotor geometry errors. Nevertheless, other parameters also affect BSV formation, such as material elasticity and homogeneity. However, these parameters are beyond the scope of the study, and BSV is determined using rotor geometry alone. Typical causes of geometry errors are, for instance, shell thickness variation [
4], grooves in the shell [
5], welded seams [
4,
6], keyways, or other manufacturing errors. Sometimes, asymmetric structures are an inevitable consequence of the rotor design, as in the case of two-pole generators and two-bladed propellers, which are prone to BSV. In addition, Juhanko has studied the dynamic geometry of rotors, which obviously also affects BSV due to geometric changes [
4]. Further, Darpe et al. have studied cracked rotors, where the cracks were observed to cause similar excitation as BSV [
7]. Cracks and studied rotor geometry errors cause BSV similarly by producing nonequivalent principal axes for second moment of area. Hence, the modelling of rotor cracks and geometry errors is very similar when open crack state corresponds to the lowest bending stiffness and closed crack state corresponds to the highest bending stiffness in fixed direction. This paper focuses solely on BSV caused by static geometry errors, which can be described with harmonic roundness components. Thus, cracks or dynamic geometry are outside its scope.
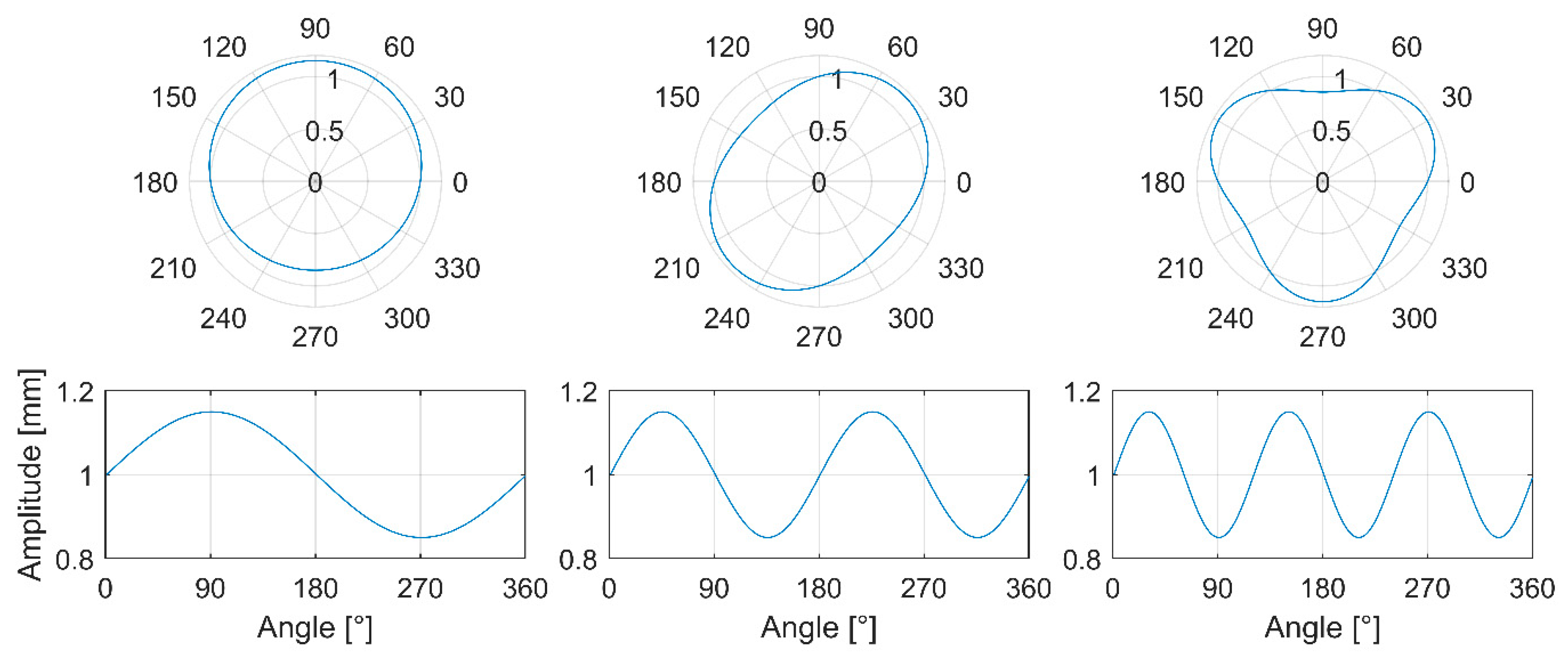
According to the ISO 12181-1 and 2 standards, a roundness profile can be divided into harmonic roundness components that describe the number of lobes in a profile [
8,
9]. By combining an infinite number of harmonic components, virtually any profile can be described. These harmonic roundness components can be presented with sinusoidal signals whose base frequency is one revolution. The Fourier Transform and its application the Fast Fourier Transform (FFT) are highly related to roundness and its measurement. The FFT is exploited to decompose discrete measured roundness signals into harmonic roundness components that include amplitude and phase information. The FFT can also be used for the inverse purpose of composing roundness profiles from harmonic components. In this case, the FFT is called the Inverse Fast Fourier Transform (IFFT).
Various methods have been developed to measure roundness. The optimal method depends on the size of a workpiece, accuracy demands, and whether the measurement in question is a static or a dynamic measurement. Small workpieces can be measured accurately with a single probe, based on the assumption that there is no run-out in bearings. This assumption is typically made with precision air bearings. Large workpieces are usually measured on their own bearings or separate guiding rolls that disturb the roundness measurement due to the center point movement of a measured rotor. In addition, BSV produces a similar error movement, thereby complicating the measurement. Multi-probe methods, such as the three- [
10] and four-point methods [
11], can separate the roundness profile and center point movement, and hence their influence on each other can be compensated for. Both methods can also be used in dynamic measurements. Tiainen has conducted comprehensive research on multi-probe methods, their sensitiveness to probe angle errors [
12], and probe angle optimization [
13], since both methods suffer from mechanical filtering. The four-point method is an extension of the three-point method; it combines a three-point method with a diameter measurement, thus enhancing the distinguishing of even lobes.
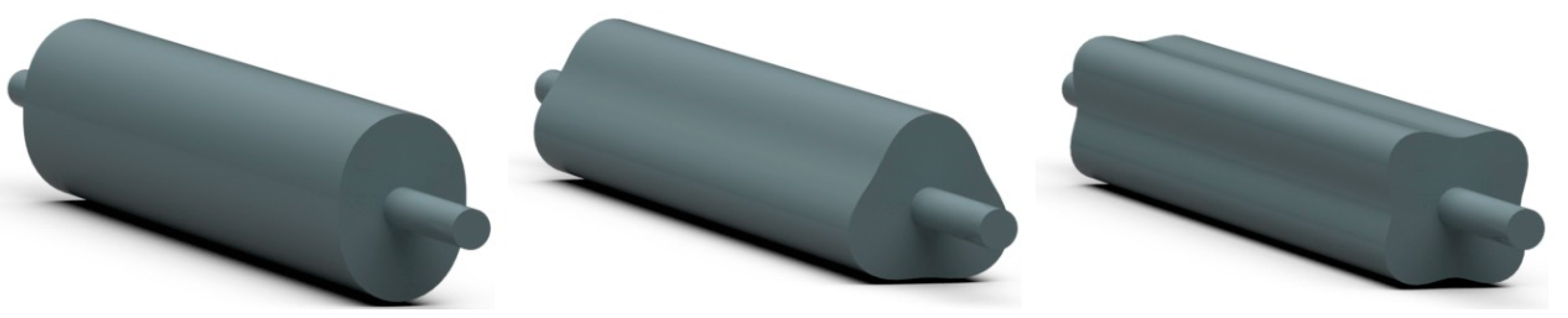
With current technology, it is possible to accurately determine rotor geometry, and thus also to identify and eliminate BSV. However, these technologies are typically applied only to simple geometries, such as tubular rotors. Nevertheless, the same methods are often applicable to the other types of rotors as well. For example, the static geometry of a tubular rotor can be determined by separately measuring an inner and outer surface at multiple cross-sections. Typically, shaft ends are not measured, since the most significant geometry errors are in a rotor body. An inner surface can be measured using the geometry of an outer surface for example with an ultrasonic probe [
14]. The procedure can be used for workpieces in which both surfaces are smooth, such as paper machine rolls [
4,
15,
16]. A direct roundness measurement on an inner surface is also possible, but it is challenging due to the lack of space and difficult access especially with slender rotors. The measurement procedure presented above can also be used to estimate the cylindricity of the rotor body. Cylindricity and its measurement have been studied, for example, by Nyberg [
17]. The same methodologies can be applied when determining accurate rotor geometry for BSV purposes.
Existing methods are available for decreasing BSV. For instance, Kuosmanen [
18] has proposed 3D grinding as a promising method for optimizing rotors under operating conditions and manipulating rotor geometry. Hence, the method is also suitable for the compensation of dynamic geometry change [
4] and BSV. Furthermore, other machining methods or methods to manipulate the rotor geometry can also be used, assuming that sufficiently accurate geometric measurement and machining control are available. Some workshops have also manipulated the rotor geometry by applying pressure to the rotor body at different cross-sections, thus compensating for the asymmetry of the rotor. Scientific publications on this method are not available. Other methods, which decrease BSV in tubular rotors, include the turning of the rotor inner surface and the improvement of a steel strip quality [
19] and steel strip bending process. The turning of an inner surface reduces its roundness error, thickness variation, and eccentricity. However, if the turning is not implemented for economical or other reasons, the thickness variation of rotor shells can also be reduced by improving the quality of the steel strip or the bending process, which is used in manufacturing of rotor shells. An alternative manufacturing method to the bending is a centrifugal casting, which assures better inner surface roundness.
Previous research has usually discussed BSV as rotor asymmetry or elastic asymmetry that excites second order vibration at half critical speed, secondary critical speed, or gravity critical speed. These studies are typically conducted as simulations or analytical models which investigate how BSV affects dynamic rotor behavior. Bishop and Parkinson [
1] were inspired by the BSV problems of large two pole alternator rotors whose rotor design was prone to asymmetry. In their research, a modal steady-state model was developed that was not restricted simply to Jeffcott’s theory of rotor dynamics; the model included a uniform asymmetric rotor with a constant rotor profile. As a result, rotor behavior with a certain asymmetry could be investigated, and natural frequencies could be estimated in addition to the twice-per-revolution vibration at half critical speed. In turn, Brosens and Crandall [
20] and Yamamoto and Ota [
21] studied regions rendered unstable by rotor asymmetry. Their results indicated that unstable regions near the first critical speed and at higher speeds could be manipulated with the degree of asymmetry and damping properties. Messal and Brontron [
3] conducted experimental and analytical research on a vertical asymmetric rotor that eliminated the effect of gravity on lateral vibrations, which typically enables twice-per-revolution excitation resulting from asymmetry. However, their results indicated that similar excitation still existed, even though gravitation had been eliminated. Messal and Bronton [
3] estimated that parametric excitation and bearing misalignment caused the BSV excitation in their experiments, but also unbalance is observed to increase the twice-per-revolution excitation. Thus, there can also be other excitations that induce half critical vibration directly or enable BSV excitation due to rotor bending.
Previous experimental research concerning BSV is sparse, since the measurement and manipulation of rotor geometry and BSV is demanding and laborious. BSV has been investigated experimentally but also with analytical and simulation methods in the author’s still unpublished study. In this earlier study, the first links between BSV and rotor geometry were established when the effects of single harmonic roundness components and lateral load on developed BSV excitation were studied. The research indicated that only the first and second components can cause BSV in a tubular rotor. In a solid profile and rotor, the only affecting component is the second component. Experimental tests and simulations indicated the effect of component amplitude on BSV excitations and rotor vibrations. Expectedly, larger component amplitude and lateral load increased developed BSV excitation, and thus rotor vibration. This present paper extends the earlier BSV research to concern more realistic rotor cross-sections containing several components in their roundness profiles.
In modern industry, analytical models and experimental tests have frequently been replaced by the Finite Element Method (FEM) simulations, of course depending on the complexity of the application. Analytical models still have advantages in simple cases, in which the same results can be achieved also with lighter models. However, FEM has proven to be more accurate and flexible when estimating the dynamics of more complex rotors. FEM allows rotor geometry, as asymmetry, to be analyzed more accurately, within the limits of computing speed, which determines the reasonable meshing resolution. Kang et al. [
22] have generalized a FEM formulation to present the effects of both the deviatoric inertia and stiffness due to asymmetry of a flexible shaft and disk. The model, built with 1D elements, is based on Timoshenko beam theory and takes account of gyroscopic moment, rotary inertia, shear deformation, and asymmetry. In addition, Heikkinen et al. [
15] have also studied the behavior of an asymmetric rotor based on Timoshenko beam theory. In their model, the rotor, its asymmetry, and its uneven mass distribution were modeled using thickness variation data from the actual test rotor, which resulted in a realistic description. Even more accurate FEM models can be achieved when moving from 1D elements to 3D elements. For instance, Meng et al. [
23] have produced a good example of a 3D FEM, which is used to estimate the dynamic response of an asymmetric rotor. 3D elements can describe more complex geometries, such as flexible blades and disks with dynamic couplings. In addition, 3D CAD models can be directly exploited in the analysis. However, 3D FEM demands far more processing power compared to 1D FEM, which has limited its adoption. Therefore, the final model is often some kind of compromise.
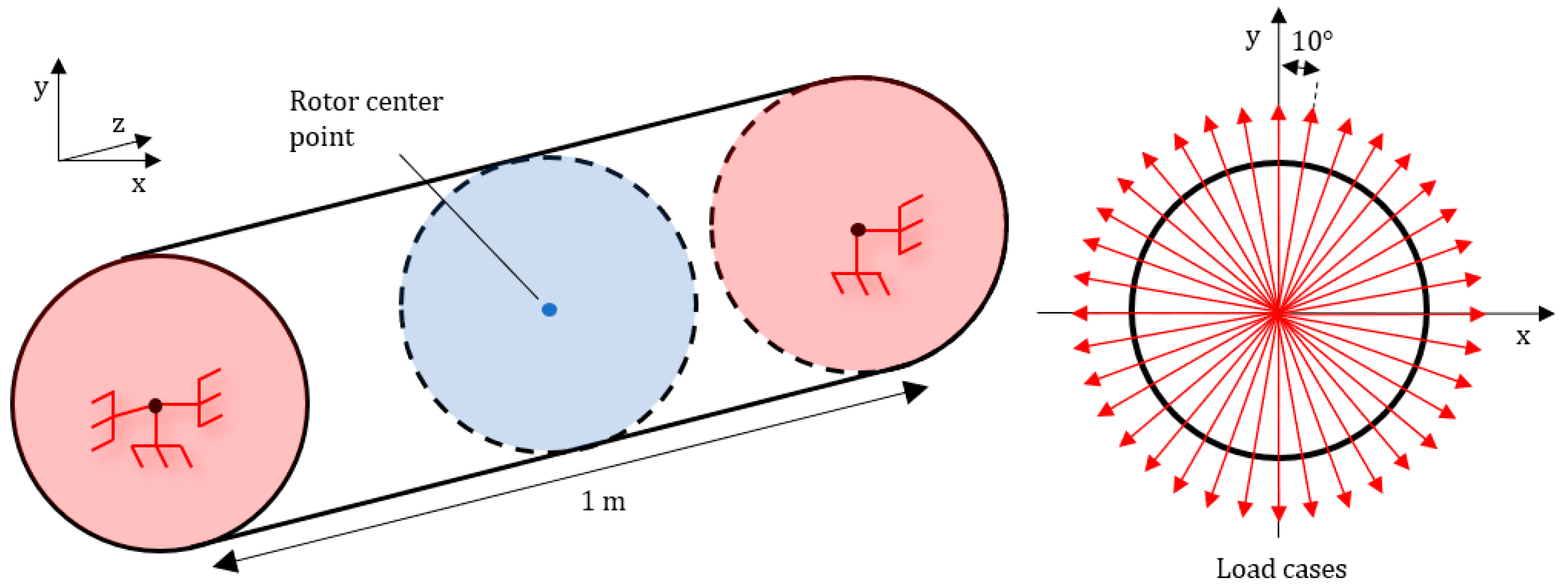
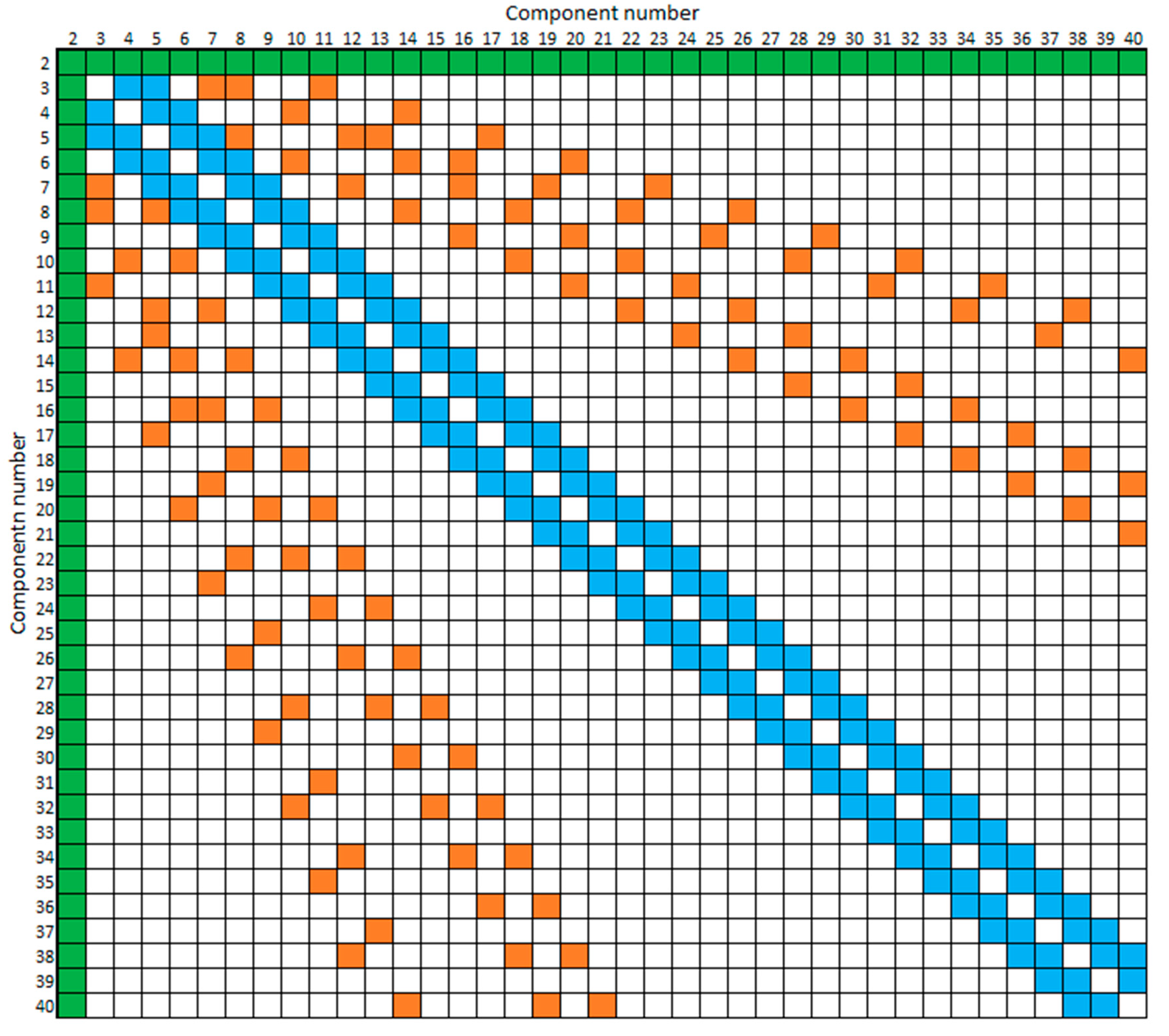
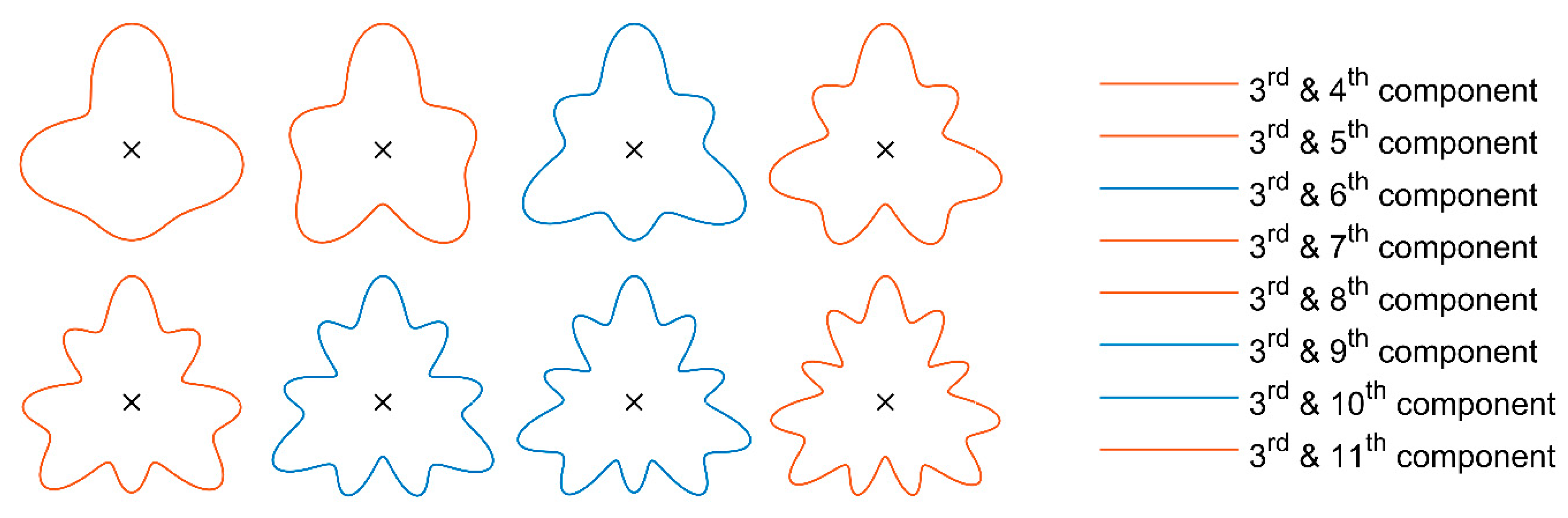
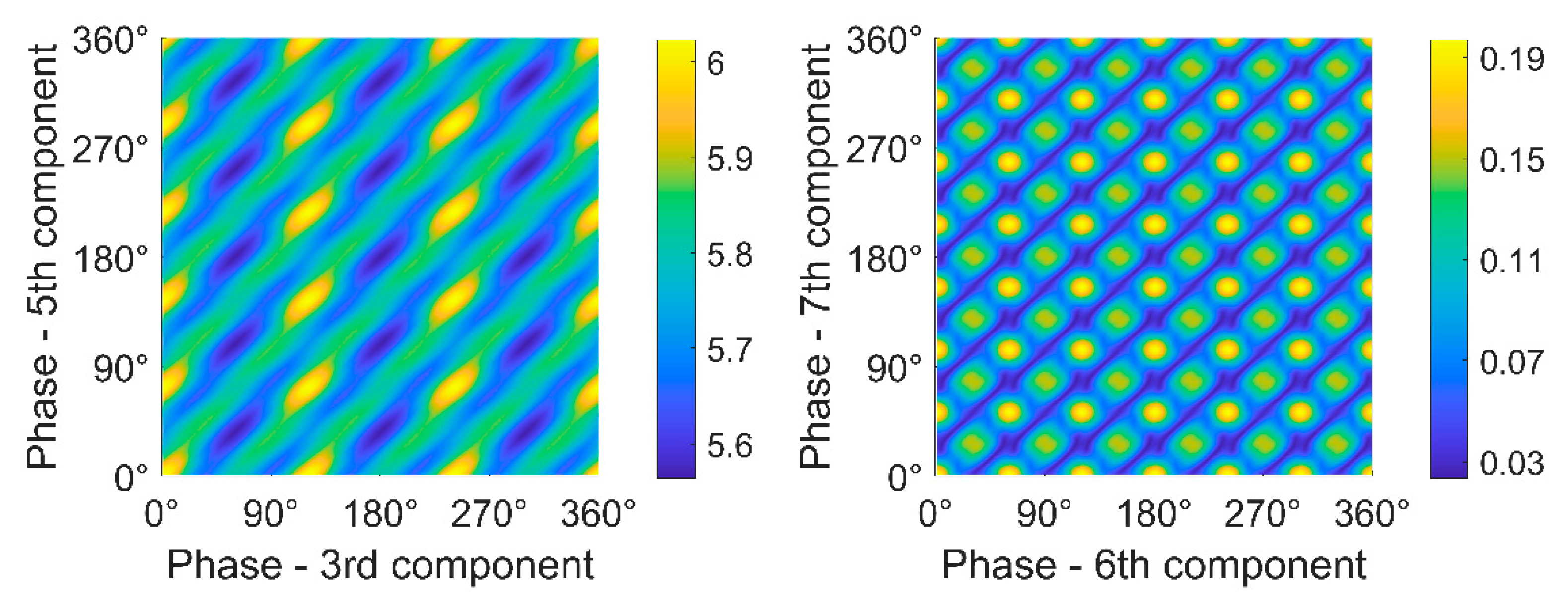
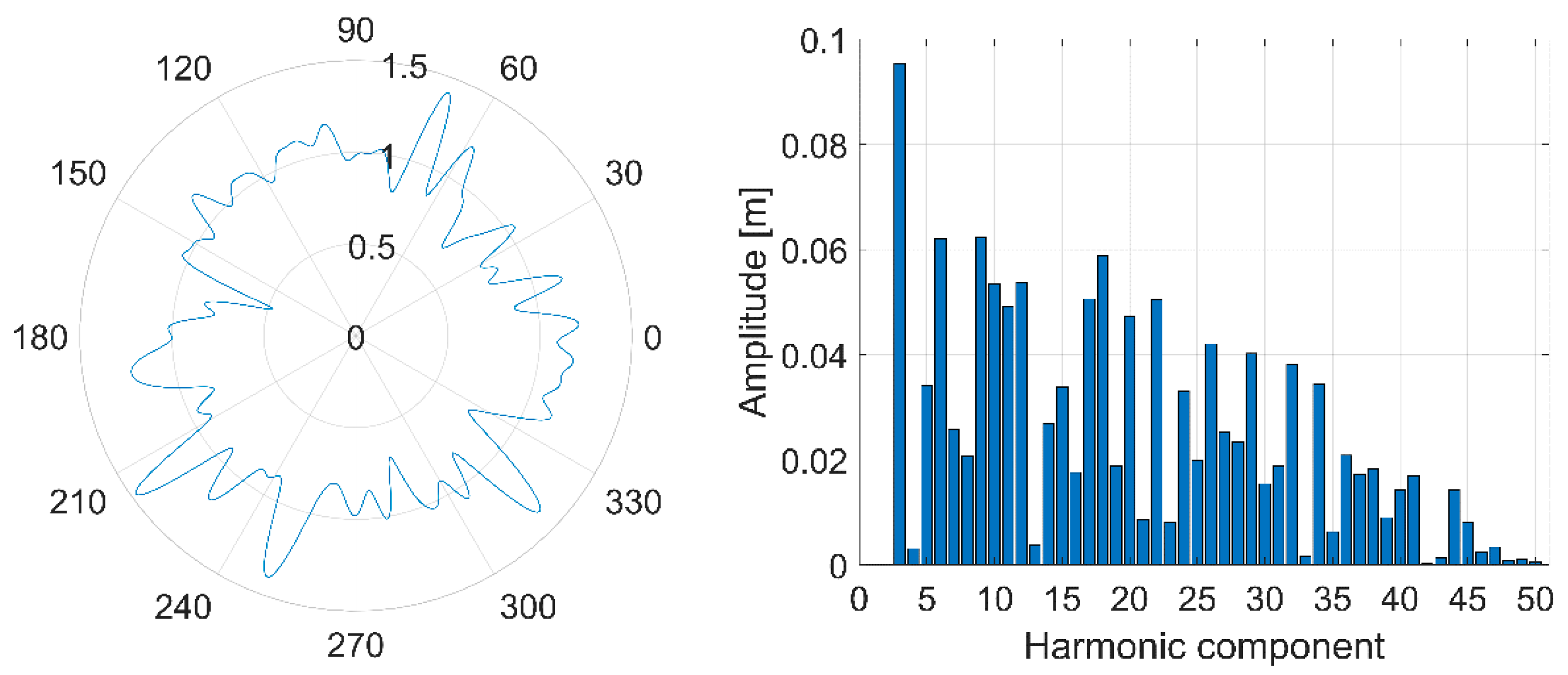
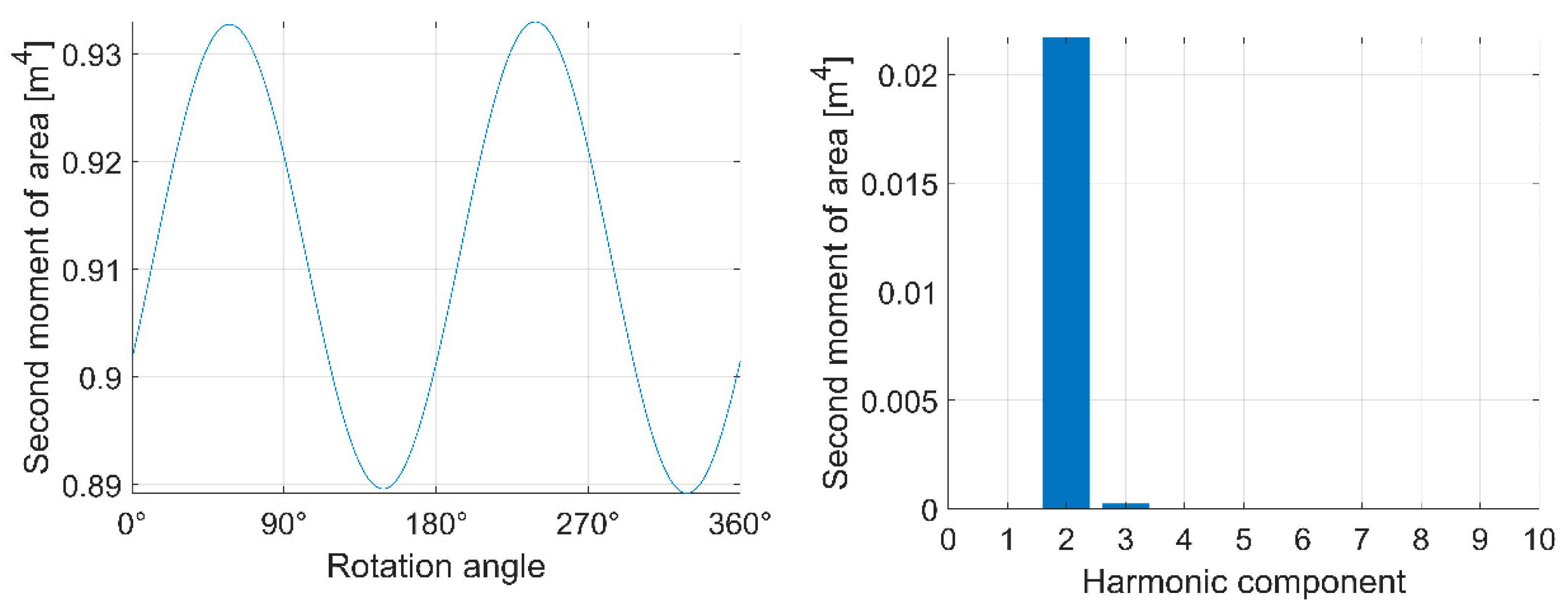
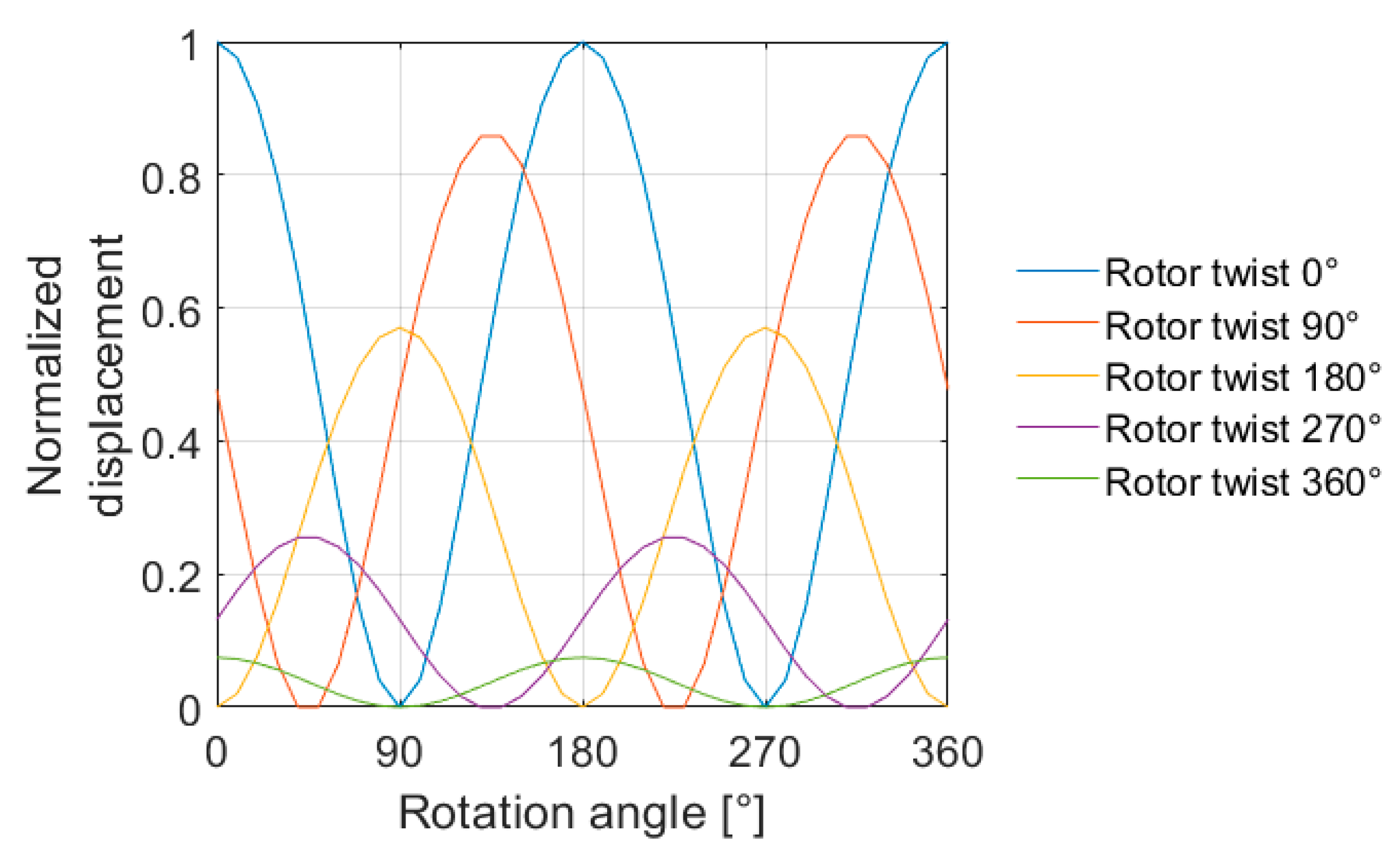
The research investigates the effect of rotor geometry on BSV. Rotor geometry was described using harmonic roundness components, and different cases were created to correspond to realistic rotor geometries. Hence, rotor geometry was described separately with single components, component pairs, and component combinations, and their effect on BSV was studied. The investigation of single components indicated that only the second component (ovality) produced BSV, and the observed BSV occurred twice per revolution. Investigation of component pairs showed that certain pairs were able to produce BSV twice per revolution as well, even though neither were the second component. This indicates that the superposition principle does not apply in the BSV problem. When comparing the effects of component pairs and the second component on BSV, the second component was observed to produce significantly larger amplitudes. Lastly, an arbitrary roundness profile was investigated, and results indicated that even if the profile included various components with randomly generated amplitudes and phases, the produced BSV occurred twice per revolution. However, the BSV amplitude was lower than with the second component alone or with any BSV-producing component pair, and it seems that a component mix only decreases BSV. The effect of the component phase on BSV was studied with a static load simulation. The numerical simulations indicate that the influence of components on overall BSV in a rotor can be compensated for by positioning them at different cross-sections along the rotor. The results of the paper can be used to identify BSV and eliminate BSV in rotors as such. At the minimum, the measurement of rotor geometry must be conducted, and geometry described with roundness components. Decreased BSV excitation increase the operation reliability of rotating machines and prevent the formation of insurmountable problems on-site.
4. Conclusions
This study successfully investigated the effects of low-order harmonic roundness components on BSV, investigating separatelysingle components, pairs, and combination of a large number of arbitrary components. The broader investigation of different combinations was not considered necessary within the scope of this research, since rotors commonly feature a small number of dominant lower end components in their roundness profile after manufacturing. Moreover, machining devices repeatedly produce certain harmonic roundness components (manufacturing errors) in the roundness profile peculiar to the device.
The study presented novel analytical solutions for the effects of single components and component pairs on BSV. Solutions for more complex component combinations or rotor geometries must be done using numerical calculation or simulation. The results for single components demonstrated that only the second component was able to produce BSV; with other single components, the bending stiffness remained constant as a function of a rotation angle. Hence, any other single component than the second one, cannot affect the bending stiffness of a rotor. When component pairs were investigated, it was observed that only certain pairs produced BSV that was also possible without the second component. BSV amplitude comparison showed that the second component alone and pairs, in which the second component was included, produced significantly larger BSV amplitudes than other pairs. Therefore, the second component can be considered the most important BSV-producing component when attempting to eliminate BSV. Still, in extreme cases, certain component pairs can have large amplitudes that lead to serious vibration problems as well without the second component. Additionally, the study investigated arbitrary component combinations. It indicated clearly that BSV occurs always twice per revolution despite included components or their amplitudes and phases in a roundness profile. This shows that any rotor always has only two principal axes for second moment of area. In the final stage of this research, the scope was expanded to asymmetric rotors with a varying cross-section. The results showed that different BSV-producing cross-sections can compensate for each other attenuating overall BSV depending components phase. This enables new BSV manipulation methods in which rotor geometry is formed locally to achieve the desired compensation.
The study did not investigate more complex combinations analytically than component pairs, which leaves the possibility that there are other more complex component combinations which are capable to produce BSV. However, the authors estimate that the influence of these possible combinations are insignificant compared to the second component, especially when the component amplitudes typically diminish in higher components.
With presented methods and results, BSV problems due to rotor geometry can be investigated before a rotor delivery or alternatively when problems occur. Using the derived results, the excessive BSV-producing component amplitudes can be recognized and handled afterwards. For a rotor prone to half critical vibration, the examination of manufacturing methods, rotor design, and rotor geometry is necessary. BSV is one potential reason for such vibration and is usually caused by rotor geometry errors. The findings of this paper to prevent BSV vibration can be used universally for different symmetric rotors in which BSV is caused by rotor geometry errors. The maximum amplitudes for each roundness component to limit BSV to a suitable level depend greatly on the rotor in question, and thus those must be determined separately for each rotor. Hence, still unknown matters such as the maximal limits of component amplitudes and their relation to rotor vibration are interesting research topics for the future.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}