The Improvement of the Wear Resistance of T15 Laser Clad Coating by the Uniformity of Microstructure

Abstract
:1. Introduction
2. Experimental Methods
3. Results and Discussion
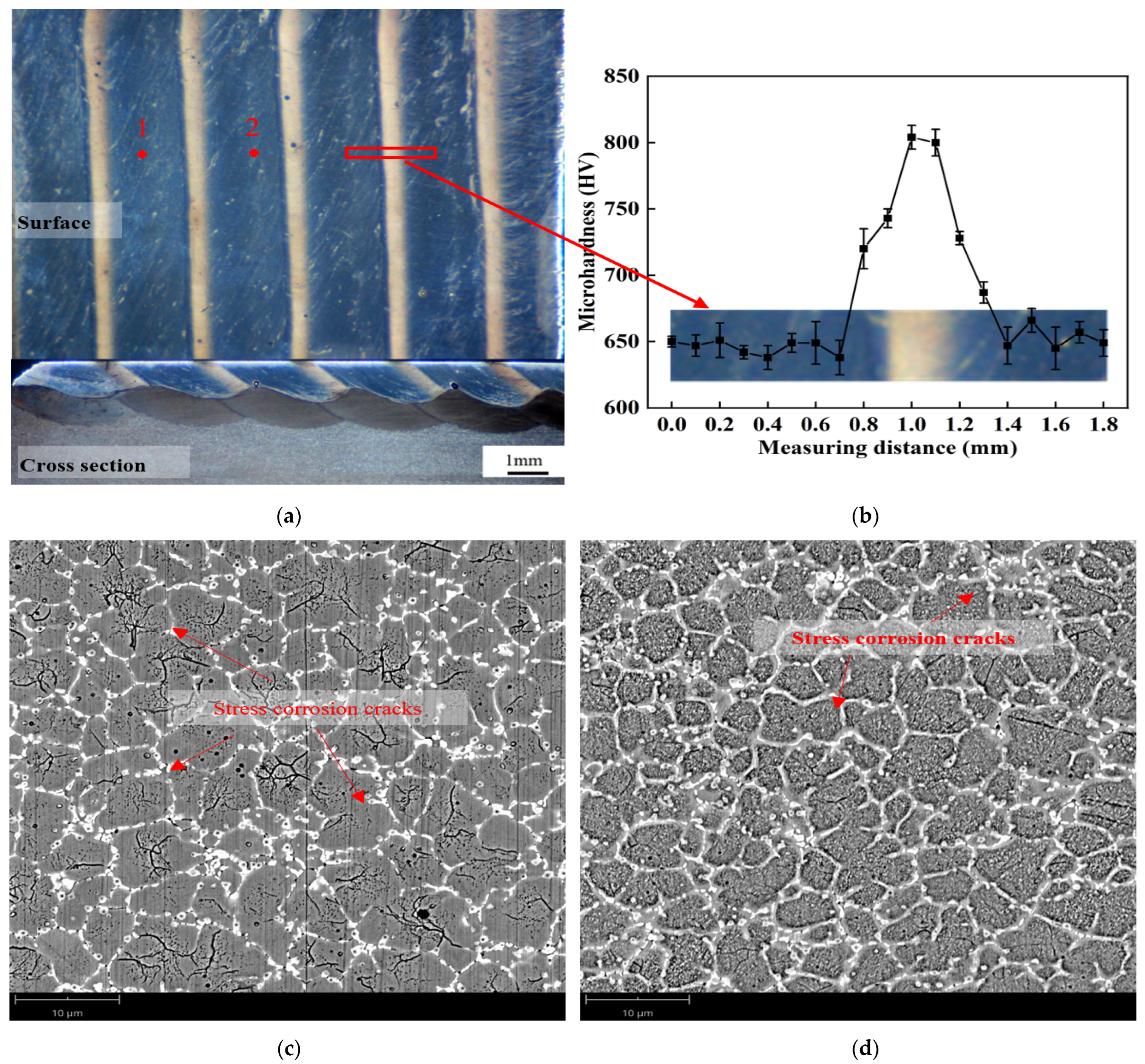
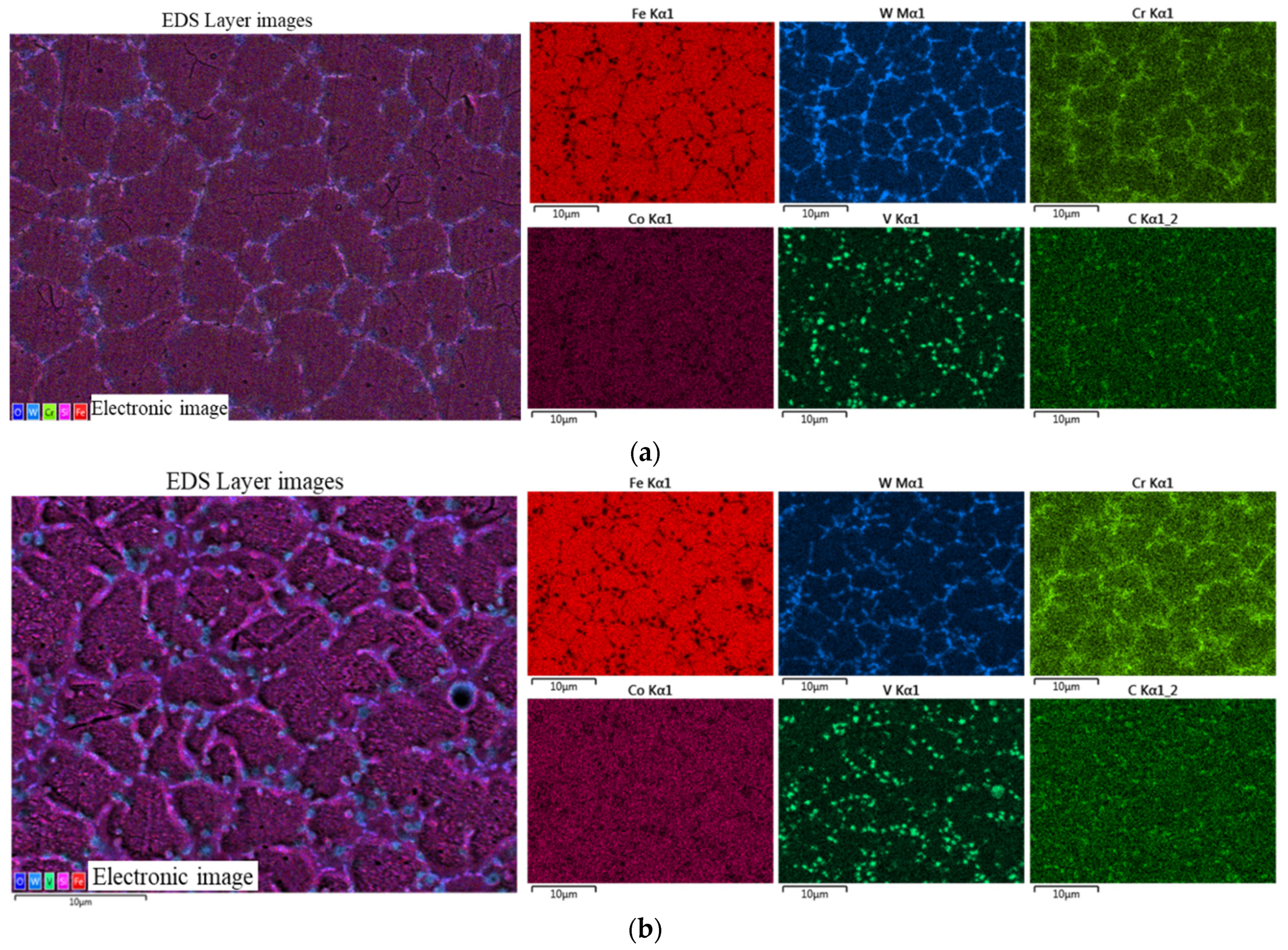
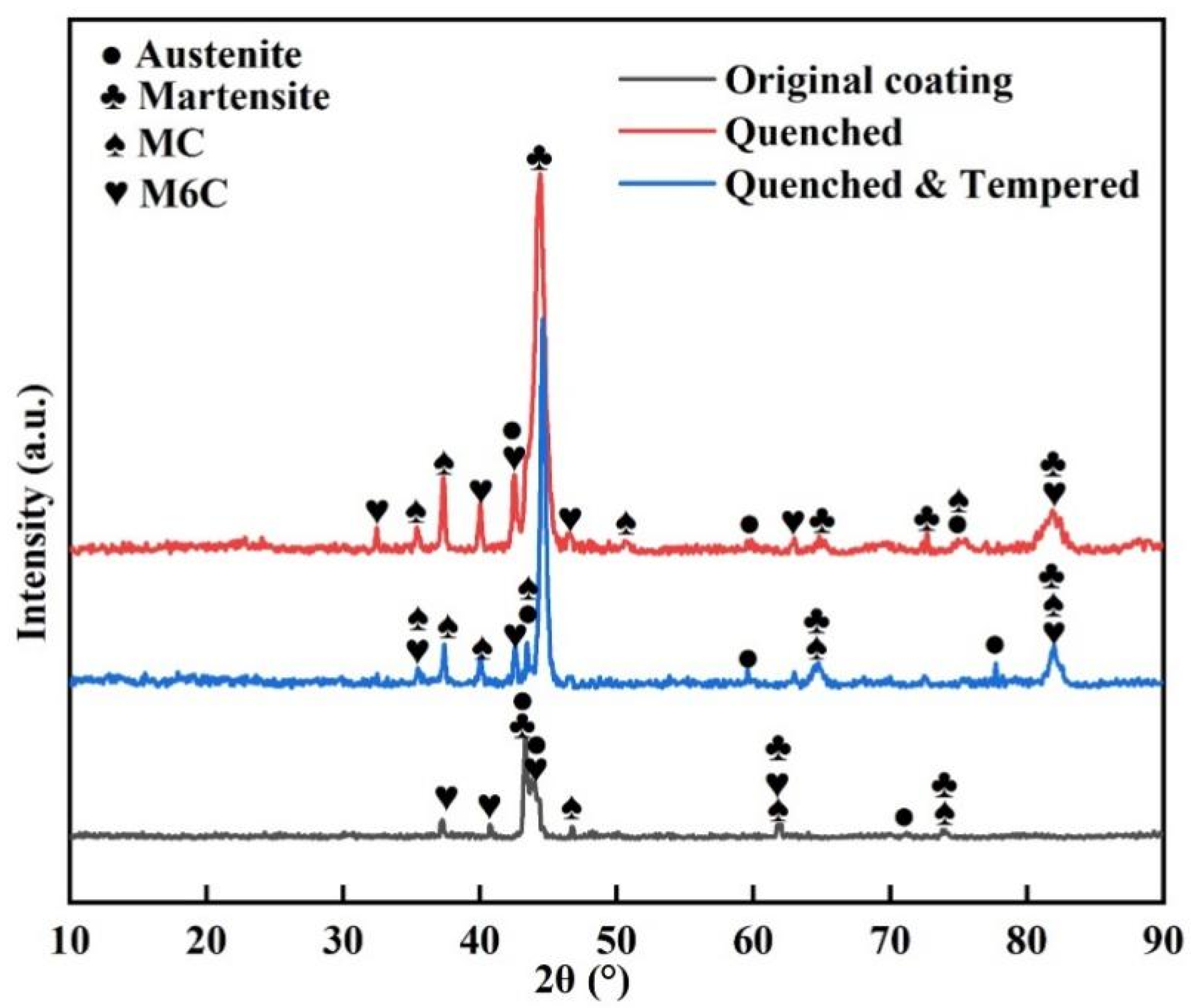
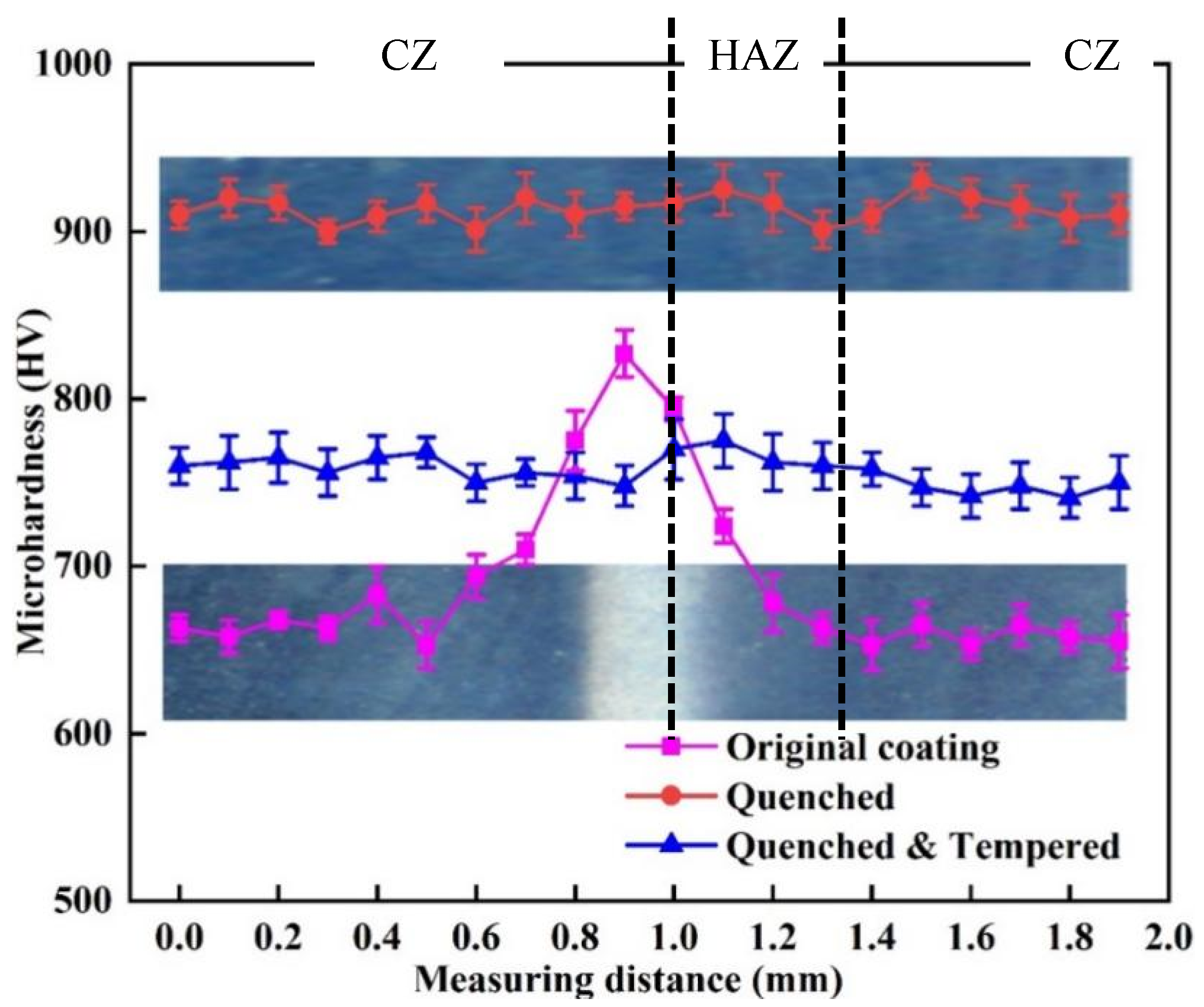
3.1. Microstructures and Hardness
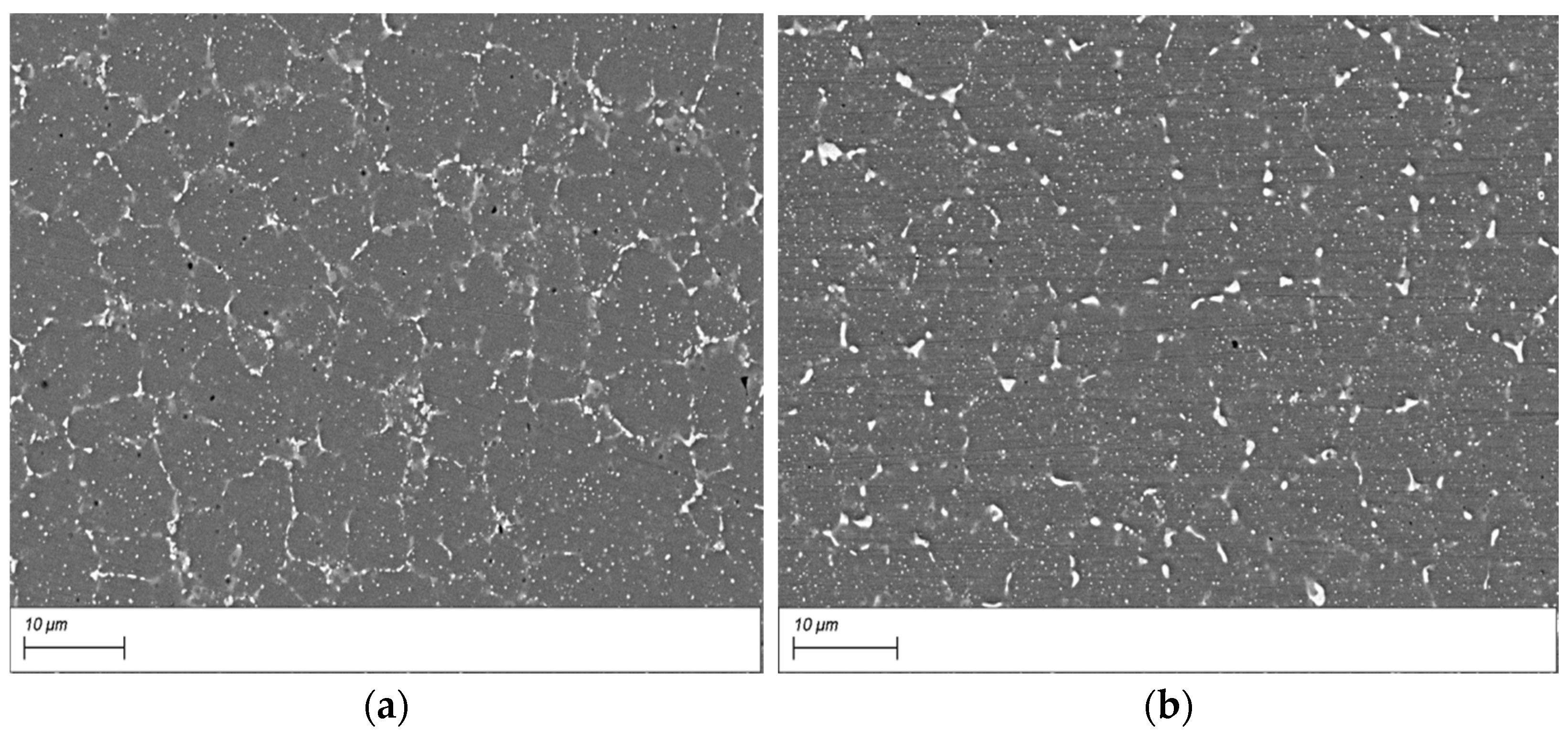
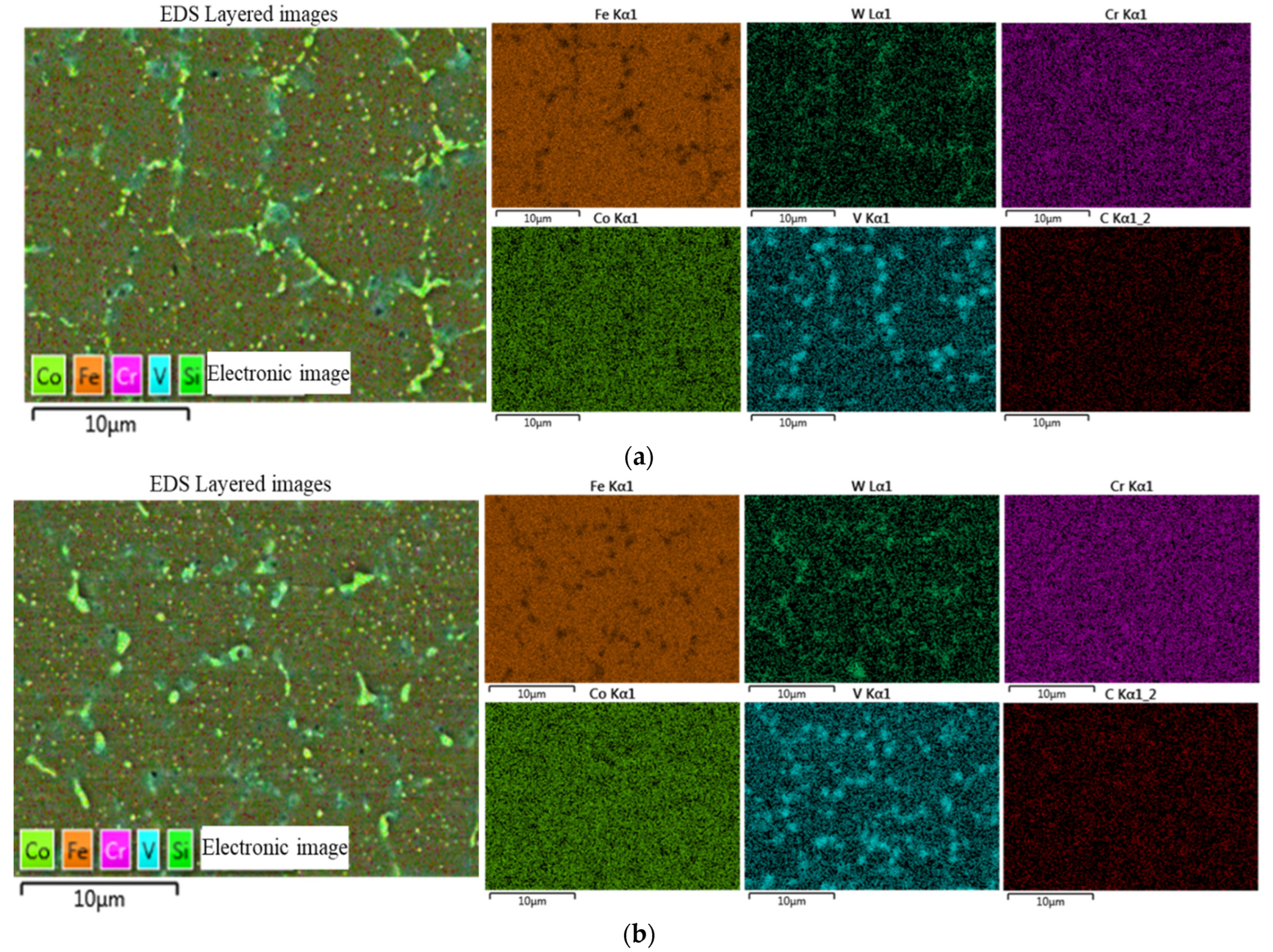
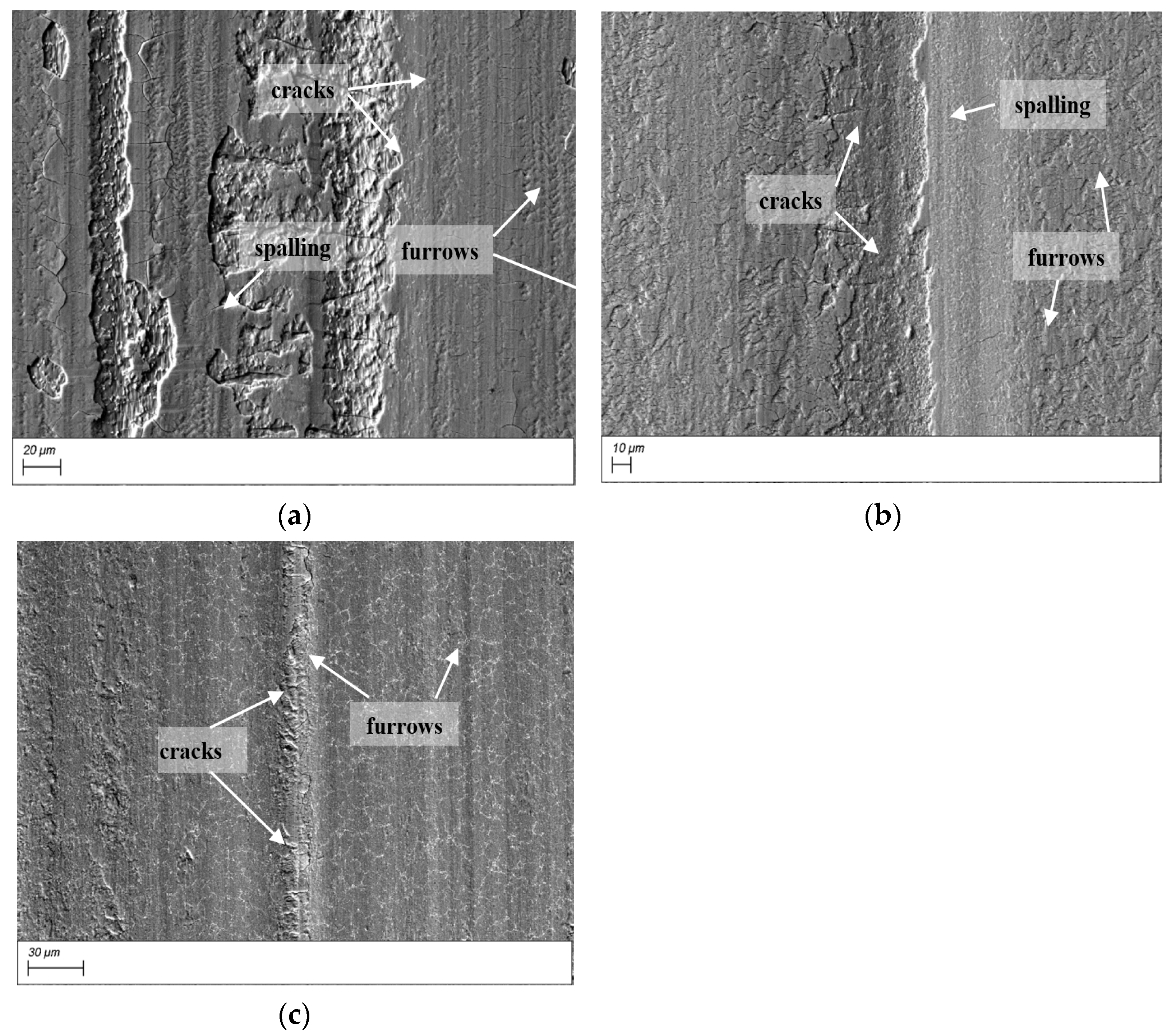
3.2. SEM Morphology after Quenching
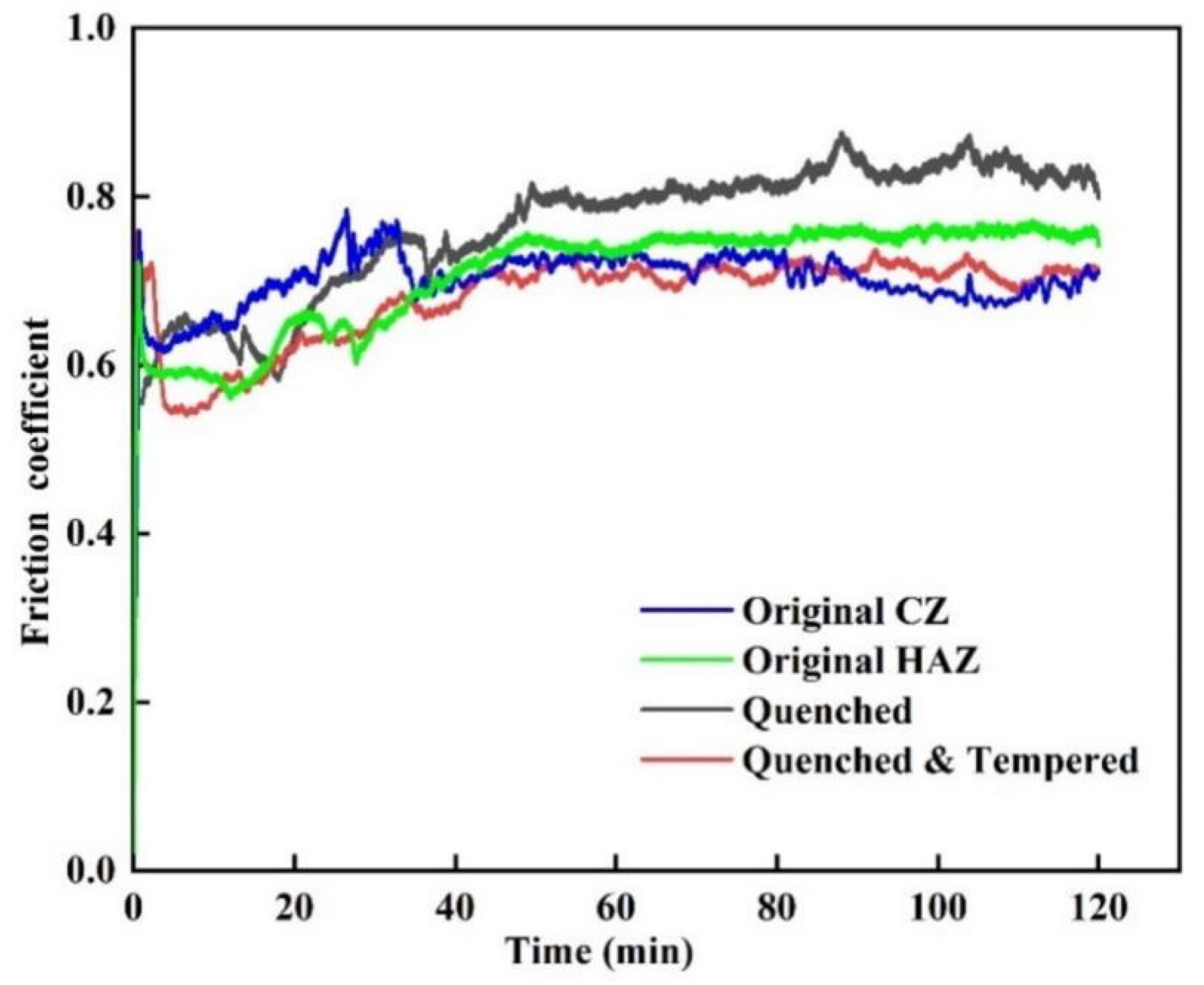
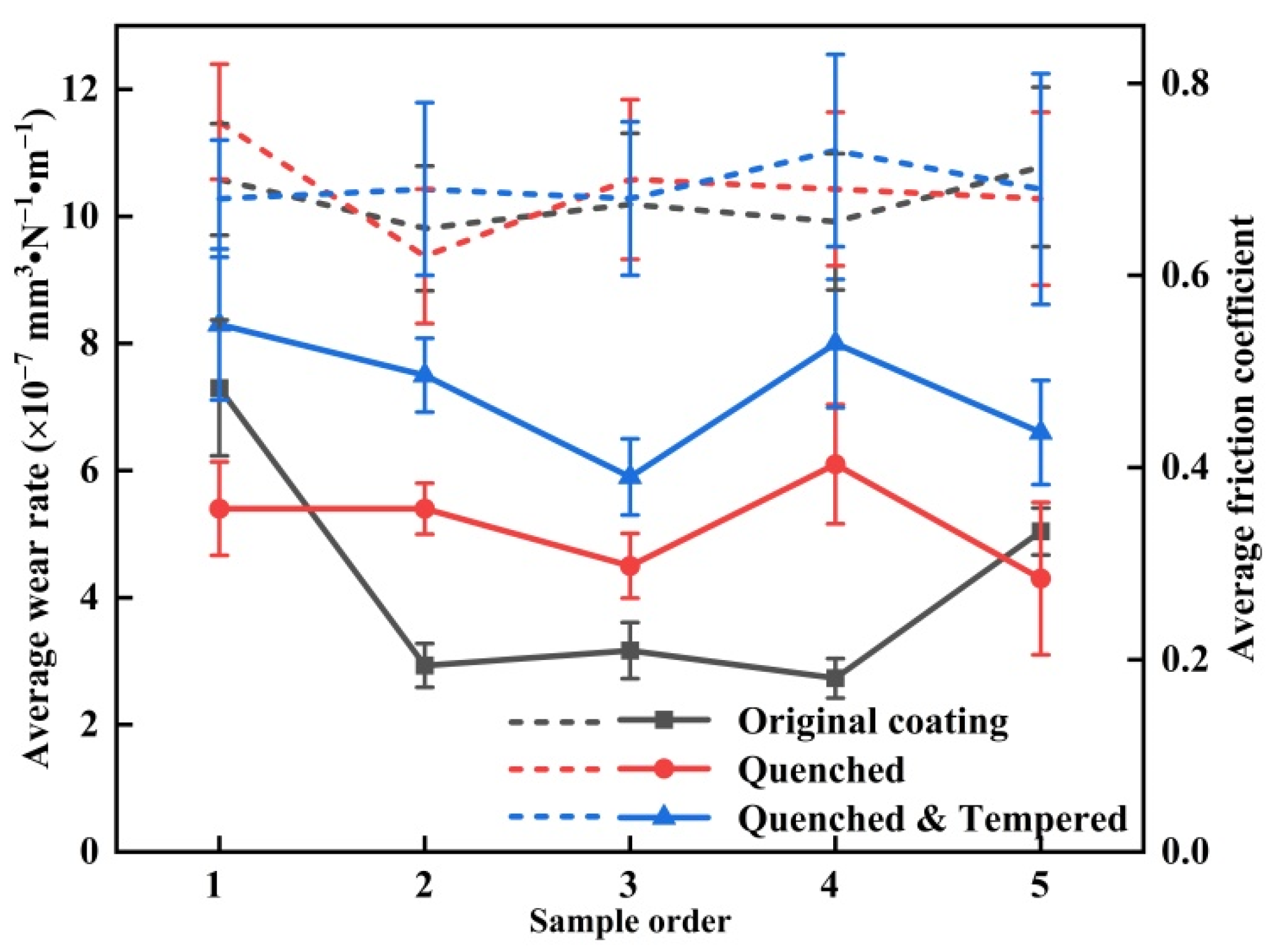
3.3. Wear Rate and Friction Coefficient
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhao, F.S.; Zhang, Z.H.; Shao, M.H.; Bi, Y.J.; Zhao, Y.Q.; Wang, Z.W.; Li, Y.; Li, H.H.; Xu, X.G.; He, Y.Y. Mechanical and Wear Properties of 42CrMo Steel by Plasma Nitriding assisted Hollow Cathode Ion Source. Mat. Res. 2021, 24, 1–10. [Google Scholar] [CrossRef]
- Zhu, L.J.; Liu, Y.H.; Li, Z.W.; Zhou, L.; Li, Y.J.; Xiong, A.H. Microstructure and properties of Cu-Ti-Ni composite coatings on gray cast iron fabricated by laser cladding. Opt. Laser Technol. 2020, 122, 105879. [Google Scholar] [CrossRef]
- Karmakar, D.P.; Muvvala, G.; Nath, A.K. Effect of scan strategy and heat input on the shear strength of laser cladded Stellite 21 layers on AISI H13 tool steel in as-Deposited and heat treated conditions. Surf. Coat. Technol. 2020, 384, 125331. [Google Scholar] [CrossRef]
- Das, A.K. Effect of rare earth oxide additive in coating deposited by laser cladding: A review. Mater. Today Proc. 2022, 52, 1558–1564. [Google Scholar] [CrossRef]
- Liu, J.S.; Shi, Y. Microstructure and wear behavior of laser-Cladded Ni-Based coatings decorated by graphite particles. Surf. Coat. Technol. 2021, 412, 127044. [Google Scholar] [CrossRef]
- Zhang, Z.; Yu, T.; Kovacevic, R. Erosion and Corrosion Resistance of Laser Cladded AISI 420 Stainless Steel Reinforced with VC. Appl. Surf. Sci. 2017, 410, 225–240. [Google Scholar] [CrossRef]
- He, B.; Zhang, L.J.; Zhu, Q.H.; Wang, J.; Yun, X.; Luo, J.S.; Chen, Z.K. Effect of solution treated 316L layer fabricated by laser cladding on wear and corrosive wear resistance. Opt. Laser Technol. 2020, 121, 105788. [Google Scholar] [CrossRef]
- Feng, Y.L.; Yao, C.W.; Shen, C.; Feng, Y.Q.; Feng, K.; Li, Z.G. Influence of in-Situ synthesized carboborites on microstructure evolution and the wear resistance of laser clad Fe-Base composite coatings. Mater. Charact. 2020, 164, 110326. [Google Scholar] [CrossRef]
- Hou, Q.Y. Influence of molybdenum on the microstructure and properties of a FeCrBSi alloy coating deposited by plasma transferred arc hard facing. Surf. Coat. Technol. 2013, 225, 11–20. [Google Scholar] [CrossRef]
- Han, B.; Li, M.Y.; Wang, Y. Microstructure and wear resistance of laser clad Fe−Cr3C2 composite coating on 35CrMo steel. Mater. Eng. Perform. 2013, 22, 3749–3754. [Google Scholar] [CrossRef]
- Qi, K.; Yang, Y.; Hu, G.F.; Lu, X.; Li, J.D. Thermal expansion control of composite coatings on 42CrMo by laser Cladding. Surf. Coat. Technol. 2020, 397, 125983. [Google Scholar] [CrossRef]
- Saeedi, R.; Razavi, R.S.; Bakhshi, S.R.; Erfanmanesh, M.; Bani, A.A. Optimization and characterization of laser cladding of NiCr and NiCr–TiC composite coatings on AISI 420 stainless steel. Ceram. Int. 2021, 47, 4097–4110. [Google Scholar] [CrossRef]
- Monkova, K.; Monka, P.; Jakubeczyova, D. The Research of the High Speed Steels Produced by Powder and Casting Metallurgy from the View of Tool Cutting Life. Appl. Mech. Mater. 2013, 302, 269–274. [Google Scholar] [CrossRef]
- Alouane, C.; Kasser, A. Consolidation by atmospheric pressure of T15 tool steel powder. Powder Technol. 2019, 352, 331–339. [Google Scholar] [CrossRef]
- Morozow, D.; Siemiatkowski, Z.; Gevorkyan, E.; Ruckiet, M.; Matijošius, J.; Kilikevicius, A.; Caban, J.; Krzysiak, Z. Effect of Yttrium and Rhenium Ion Implantation on the Performance of Nitride Ceramic Cutting Tools. Materials 2020, 13, 4687. [Google Scholar] [CrossRef]
- Zhang, G.Q.; Yuan, H.; Jiao, D.L.; Li, Z.; Zhang, Y.; Liu, Z.W. Microstructure evolution and mechanical properties of T15 high speed steel prepared by twin-Atomiser spray forming and thermo-Mechanical processing. Met. Mater. Int. 2012, 558, 566–571. [Google Scholar] [CrossRef]
- Han, X.; Li, C.; Yang, Y.P.; Gao, X.; Gao, H.X. Experimental research on the influence of ultrasonic vibrations on the laser cladding process of a disc laser. Surf. Coat. Technol. 2021, 406, 126750. [Google Scholar] [CrossRef]
- Nyadongo, S.T.; Olakanmi, E.O.; Pityana, S.L. Experimental and numerical analyses of geometrical and microstructural features of Tribaloy T-800 composite coating deposited via laser cladding-Assisted with pre-Heat (LCAP) process. J. Manuf. Process. 2021, 69, 84–111. [Google Scholar] [CrossRef]
- Li, W.Y.; Yang, X.F.; Xiao, J.P.; Hou, Q.M. Effect of WC mass fraction on the microstructure and friction properties of WC/Ni60 laser cladding layer of brake discs. Ceram. Int. 2021, 47, 28754–28763. [Google Scholar] [CrossRef]
- Jiao, X.Y.; Wang, C.M.; Gong, Z.Q.; Wang, G.M.; Sun, H.F.; Yang, H.R. Effect of Ti on T15M composite coating fabricated by laser cladding technology. Surf. Coat. Technol. 2017, 325, 643–649. [Google Scholar] [CrossRef]
- Szala, M.; Latka, L.; Walczak, M.; Winnicki, M. Comparative Study on the Cavitation Erosion and Sliding Wear of Cold-Sprayed Al/Al2O3 and Cu/Al2O3 Coatings, and Stainless Steel, Aluminium Alloy, Copper and Brass. Metals 2020, 10, 856. [Google Scholar] [CrossRef]
- Lv, H.; Li, Z.J.; Li, X.D.; Yang, K.; Li, F.; Xie, H.L. Effect of Vanadium Content on the Microstructure and Mechanical Properties of IN718 Alloy by Laser Cladding. Materials 2021, 14, 2362. [Google Scholar] [CrossRef] [PubMed]
- Morozow, D.; Barlak, M.; Werner, Z.; Pisarek, M.; Konarski, P.; Zagorski, J.; Rucki, M.; Chalko, L.; Lagodzinski, M.; Narojczyk, J.; et al. Wear Resistance Improvement of Cemented Tungsten Carbide Deep-Hole Drills after Ion Implantation. Materials 2021, 14, 239. [Google Scholar] [CrossRef] [PubMed]
- Diniz, A.E.; Machado, A.R.; Correa, J.G. Tool wear mechanisms in the machining of steels and stainless steels. Int. J. Adv. Manuf. Technol. 2016, 87, 3157–3168. [Google Scholar] [CrossRef]
- Ben, Q.; Zhang, Y.; Sun, L.; Wang, L.; Wang, Y.; Zhan, X. Wear and Corrosion Resistance of FeCoCrxNiAl High-Entropy Alloy Coatings Fabricated by Laser Cladding on Q345 Welded Joint. Metals 2022, 12, 1428. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Shi, H.; Hao, X.H.; Liu, H.X.; Zhang, X.W. Microstructure and Wear Resistance of Fe60 Laser Cladding Coating Assisted by Steady Magnetic Field–Mechanical Vibration Coupling Field. Coatings 2022, 12, 751. [Google Scholar] [CrossRef]
- Wang, X.Y.; Liu, Z.D.; Li, J.Y.; Chen, L.; Li, B.K. Effect of heat treatment on microstructure, corrosion resistance, and interfacial characteristics of Inconel 625 laser cladding layer. Optik 2022, 270, 169930. [Google Scholar] [CrossRef]
- Cai, Y.C.; Shan, M.D.; Manladan, S.M.; Zhu, L.S.; Gao, F.F.; Sun, D.; Han, J. Effect of high temperature heat treatment on microstructure and properties of FeCoCrNiAl high-Entropy alloy laser cladding layer. Mater. Charact. 2022, 191, 112137. [Google Scholar] [CrossRef]
- Song, M.J.; Wu, L.S.; Liu, J.M.; Hu, Y. Effects of laser cladding on crack resistance improvement for aluminum alloy used in aircraft skin. Opt. Laser. Technol. 2021, 133, 106531. [Google Scholar] [CrossRef]
- Zhang, Y.T.; Ma, Y.L.; Wang, G.; Ji, X.L.; Li, Z.C. Experimental Study on the Wear Properties of 42CrMo Steel with Different Microstructures and T15 Laser Cladding. J. Mater. Eng. Perform. 2022, 31, 4232–4241. [Google Scholar]
- Shan, B.; Chen, J.L.; Chen, S.Y.; Ma, M.Z.; Ni, L.L.; Shang, F.M.; Zhou, L. Laser cladding of Fe-Based corrosion and wear-resistant alloy: Genetic design, microstructure, and properties. Surf. Coat. Technol. 2022, 433, 128117. [Google Scholar] [CrossRef]
- Joseph, G.B.; Valarmathi, T.N.; Rajan, J.A. Effect of welding parameters on mechanical and corrosion behavior of Stellite 6 cladded SA387 Gr 91 with ERNiCr-3 buffer layer. T. Can. Soc. Mech. Eng. 2020, 45, 37–47. [Google Scholar] [CrossRef]
- Craig, P.; Ramandi, H.L.; Chen, H.H.; Vandermaat, D.; Crosky, A.; Hagan, P.; Hebblewhite, B.; Saydam, S. Stress corrosion cracking of rockbolts: An in-situ testing approach. Constr. Build. Mater. 2021, 269, 121275. [Google Scholar] [CrossRef]
- Li, Y.J.; Dong, S.Y.; Yan, S.X.; Li, E.Z.; Liu, X.T.; He, P.; Xu, B.S. Deep pit repairing of nodular cast iron by laser cladding NiCu/Fe-36Ni low-Expansion composite alloy. Mater. Charact. 2019, 151, 273–279. [Google Scholar] [CrossRef]
- Jiao, X.Y.; Wang, J.; Wang, C.M.; Gong, Z.Q.; Pang, X.X.; Xiong, S.M. Effect of laser scanning speed on microstructure and wear properties of T15M cladding coating fabricated by laser cladding technology. Opt. Lasers Eng. 2018, 110, 163–171. [Google Scholar] [CrossRef]
- Gong, F.B.; Shen, J.; Gao, R.H.; Zhang, T.; Xie, X.; Li, Y. Influence of heat treatment on microstructure and mechanical properties of FeCrNi coating produced by laser cladding. T. Nonferr. Metal. Soc. 2016, 26, 2117–2125. [Google Scholar] [CrossRef]
- Zhang, L.; Bai, Y.; He, T.; Fan, W.; Ma, Y.S.; Liu, H.B.; Wang, Y.; Chang, Z.D.; Kang, Y.X. Performance of plasma-Sprayed thermal barrier coating with engineered unmelted nano-Particle contents. Surf. Coat. Technol. 2019, 368, 67–78. [Google Scholar] [CrossRef]
- Ning, K.; Wang, J.M.; Shi, M.J.; Ning, W.G.; Zhang, F. Friction-Increasing Mechanism of Contact Pair Using Different Surface Treatment Processes. Tribol. Int. 2022, 165, 107337. [Google Scholar] [CrossRef]
- Salvati, E. Residual stress as a fracture toughening mechanism: A Phase-Field study on a brittle material. Theor. Appl. Fract. Mech. 2021, 114, 103021. [Google Scholar] [CrossRef]
- Wang, D.S.; Liang, E.J.; Chao, M.J.; Yuan, B. Investigation on the microstructure and cracking susceptibility of laser-Clad V2O5 /NiCrBSiC alloy coatings. Surf. Coat. Technol. 2008, 202, 1371–1378. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Co | Cr | Mo | Mn | Si | W | V | Fe | |
|---|---|---|---|---|---|---|---|---|---|
| 42CrMo | 0.42 | … | 0.99 | 0.19 | 0.63 | 0.21 | … | … | Bal. |
| T15 | 1.6 | 5.4 | 4.5 | … | 0.45 | 0.48 | 11.7 | 4.7 | Bal. |
| Order | Power (W) | Powder Feeding Voltage (V) | Scanning Speed (mm/s) | Overlap Rate |
|---|---|---|---|---|
| 1 | 2000 | 50 | 7 | 30% |
| 2 | 2300 | 40 | 6 | 40% |
| 3 | 2300 | 50 | 8 | 40% |
| 4 | 2300 | 60 | 9 | 40% |
| 5 | 2300 | 70 | 6 | 40% |
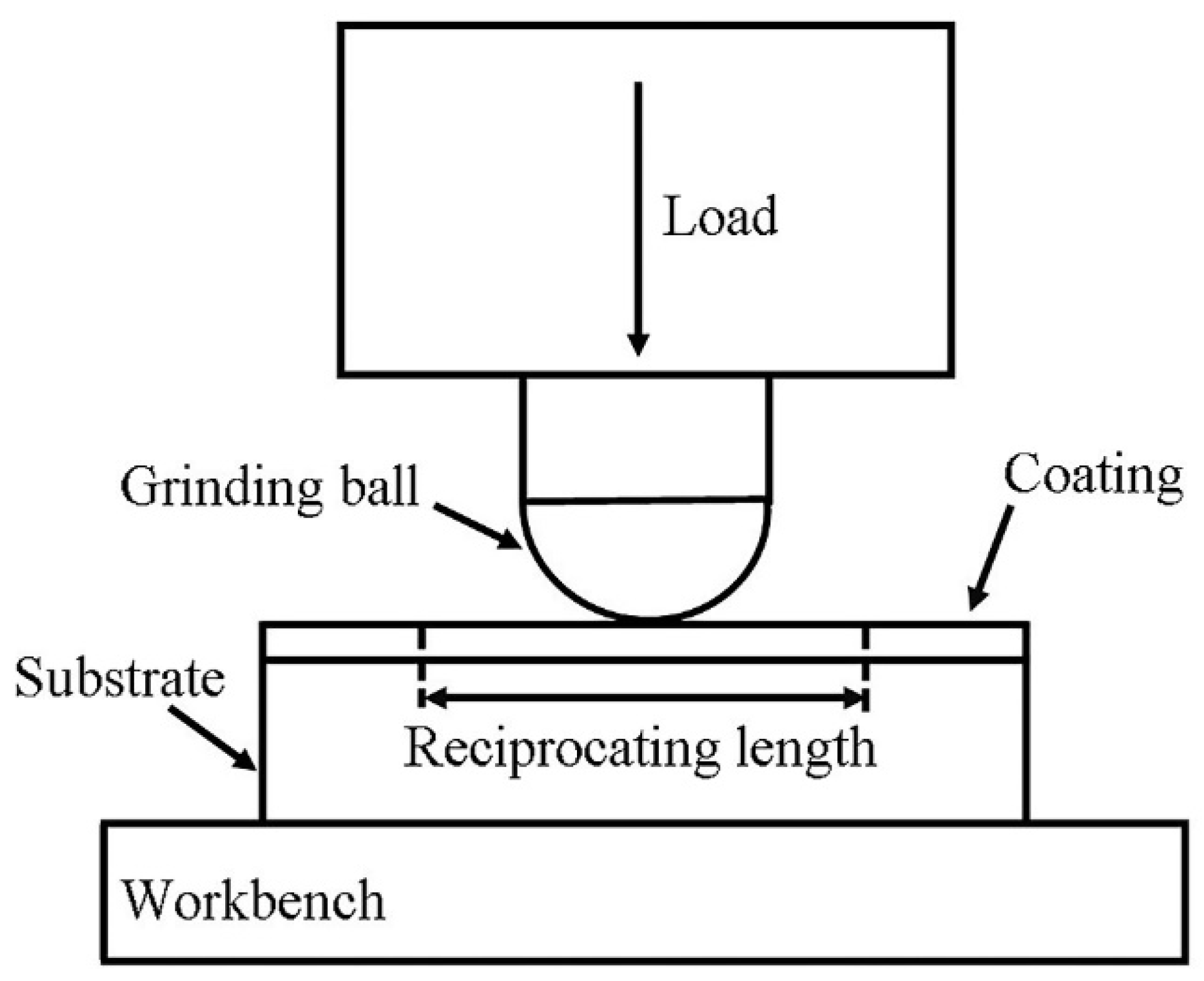
| Load (N) | Speed (r/min) | Test Duration (min) | Sliding Distance (m) | Reciprocating Length (mm) |
|---|---|---|---|---|
| 50 | 100 | 120 | 120 | 5 |
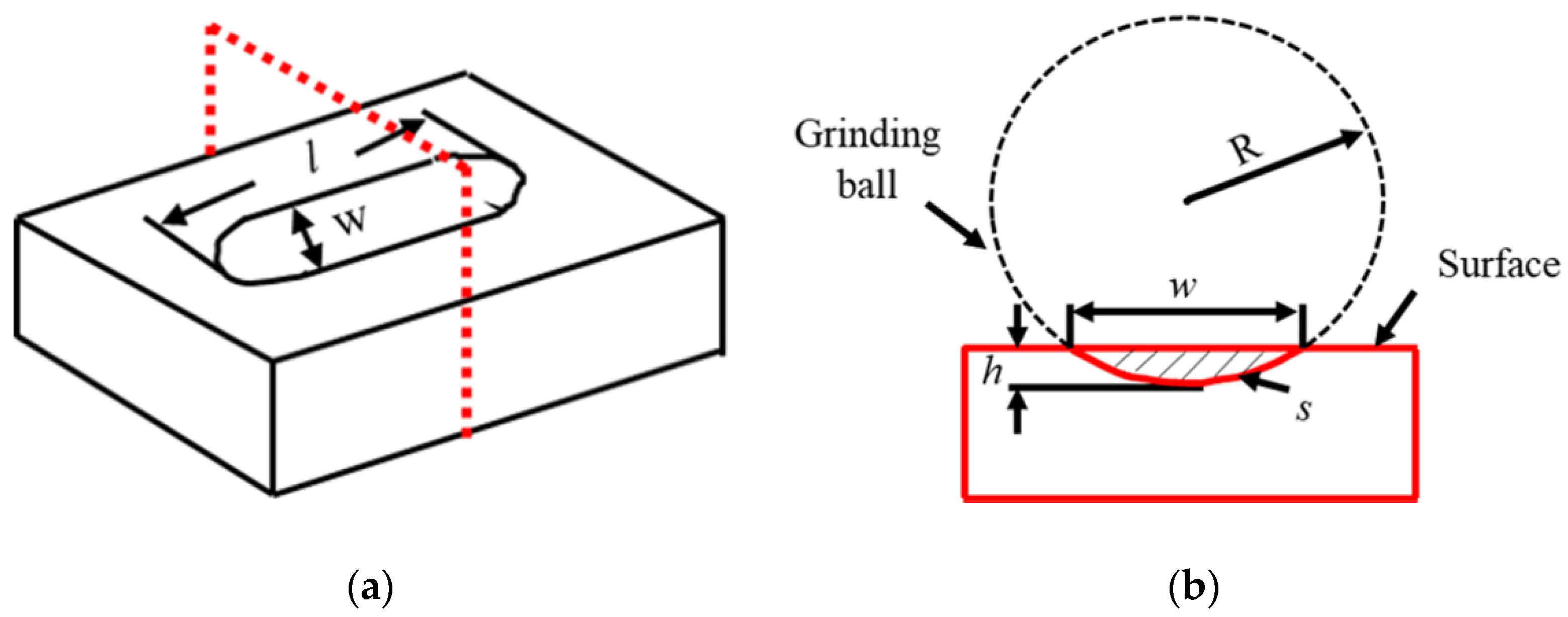
| Heat Treatment Process | Average Wear Rate (×10−6 mm3·N−1·m−1) |
|---|---|
| Original coating | 0.73 |
| Quenched (1100 °C) | 0.54 |
| Quenched (1190 °C) | 1.2 |
| Quenched (1240 °C) | 1.34 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Ma, Y.; Duan, M.; Wang, G.; Li, Z. The Improvement of the Wear Resistance of T15 Laser Clad Coating by the Uniformity of Microstructure. Lubricants 2022, 10, 271. https://doi.org/10.3390/lubricants10100271
Zhang Y, Ma Y, Duan M, Wang G, Li Z. The Improvement of the Wear Resistance of T15 Laser Clad Coating by the Uniformity of Microstructure. Lubricants. 2022; 10(10):271. https://doi.org/10.3390/lubricants10100271
Chicago/Turabian StyleZhang, Yingtao, Yongliang Ma, Mingming Duan, Gang Wang, and Zhichao Li. 2022. "The Improvement of the Wear Resistance of T15 Laser Clad Coating by the Uniformity of Microstructure" Lubricants 10, no. 10: 271. https://doi.org/10.3390/lubricants10100271
APA StyleZhang, Y., Ma, Y., Duan, M., Wang, G., & Li, Z. (2022). The Improvement of the Wear Resistance of T15 Laser Clad Coating by the Uniformity of Microstructure. Lubricants, 10(10), 271. https://doi.org/10.3390/lubricants10100271