Thermo-Mechanical Modelling of Friction Stir Processing of AZ91 Alloy: Using Smoothed-Particle Hydrodynamics



Abstract
:1. Introduction
2. Methodology
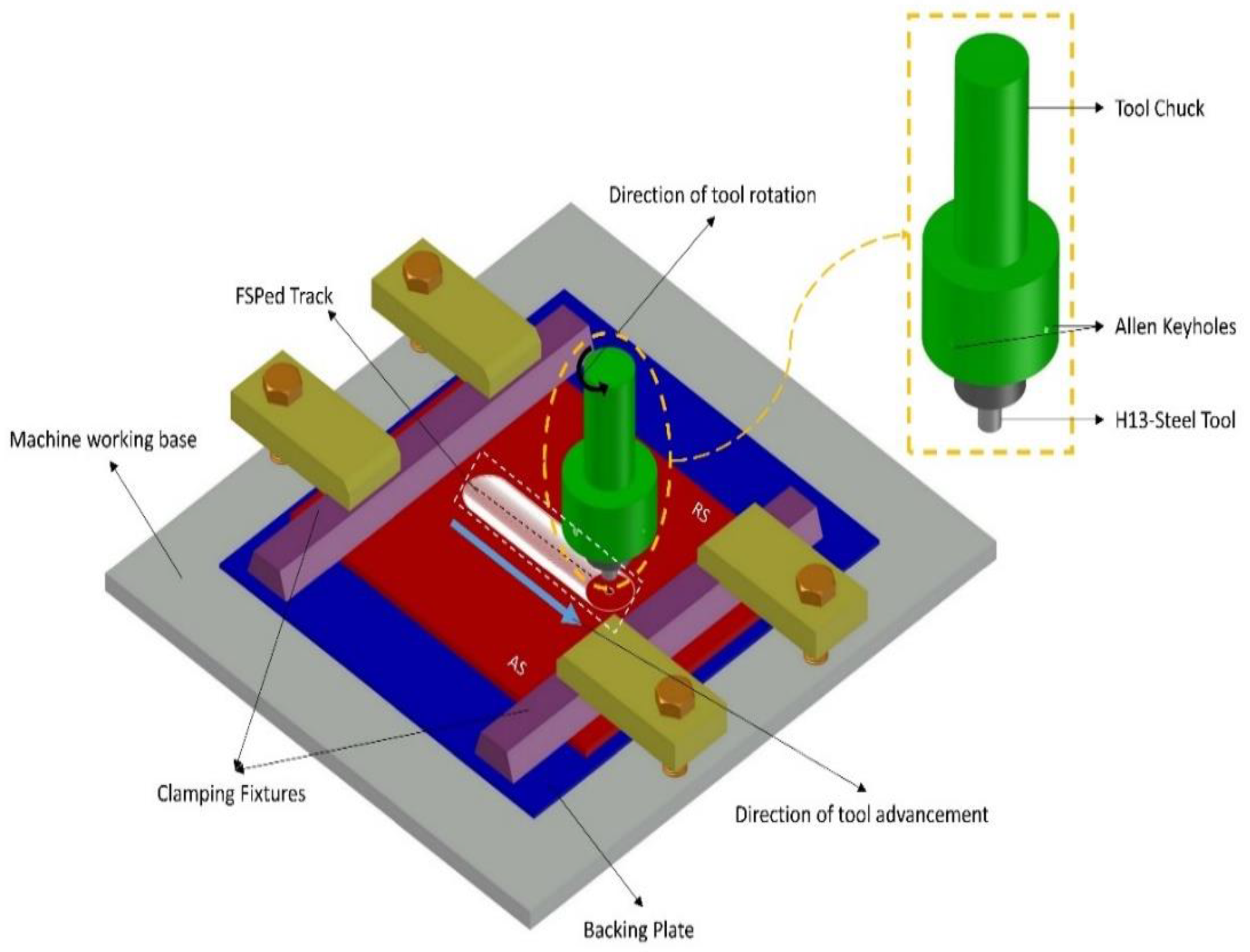
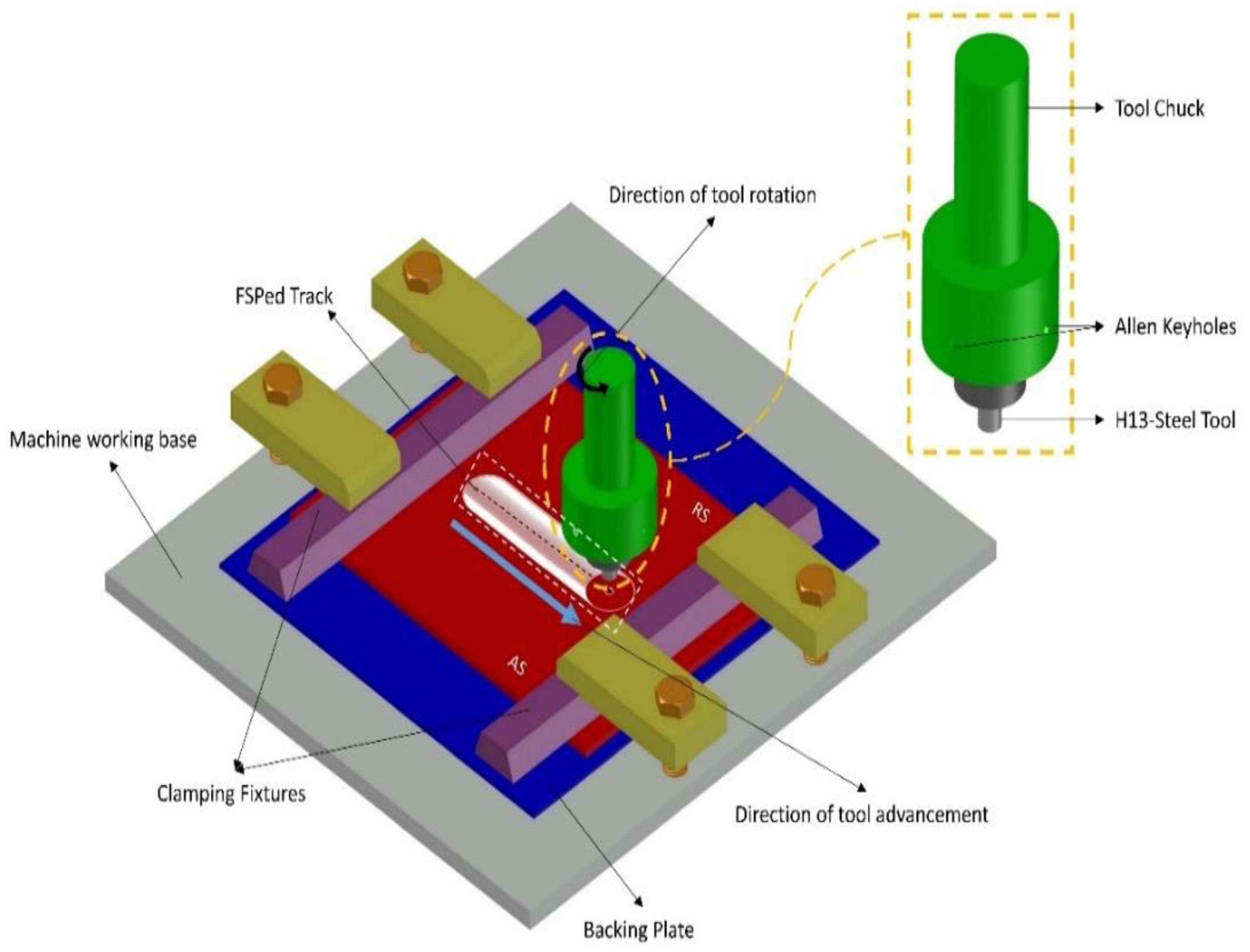
2.1. Experimental Procedures
2.2. Numerical Model Description
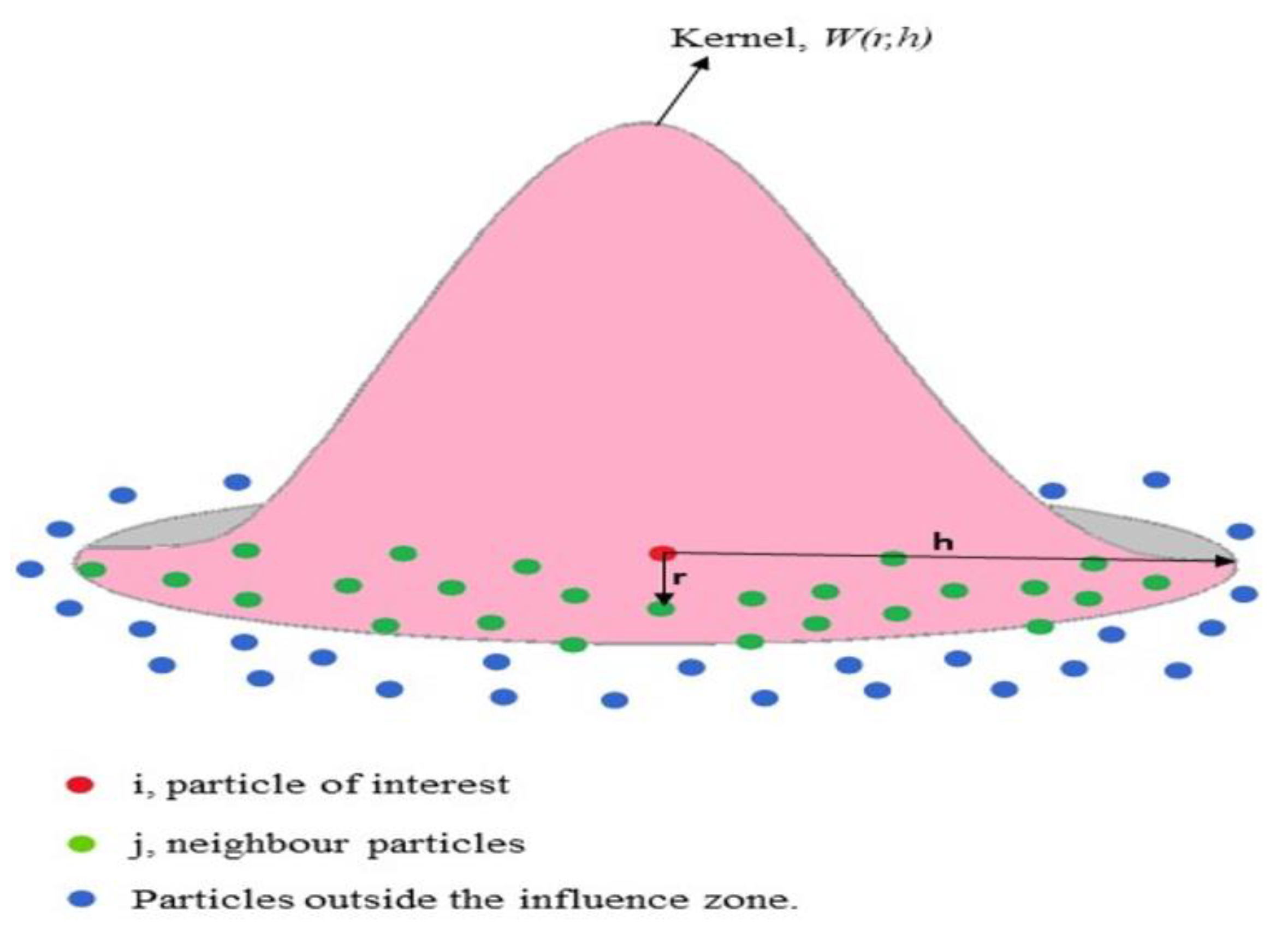
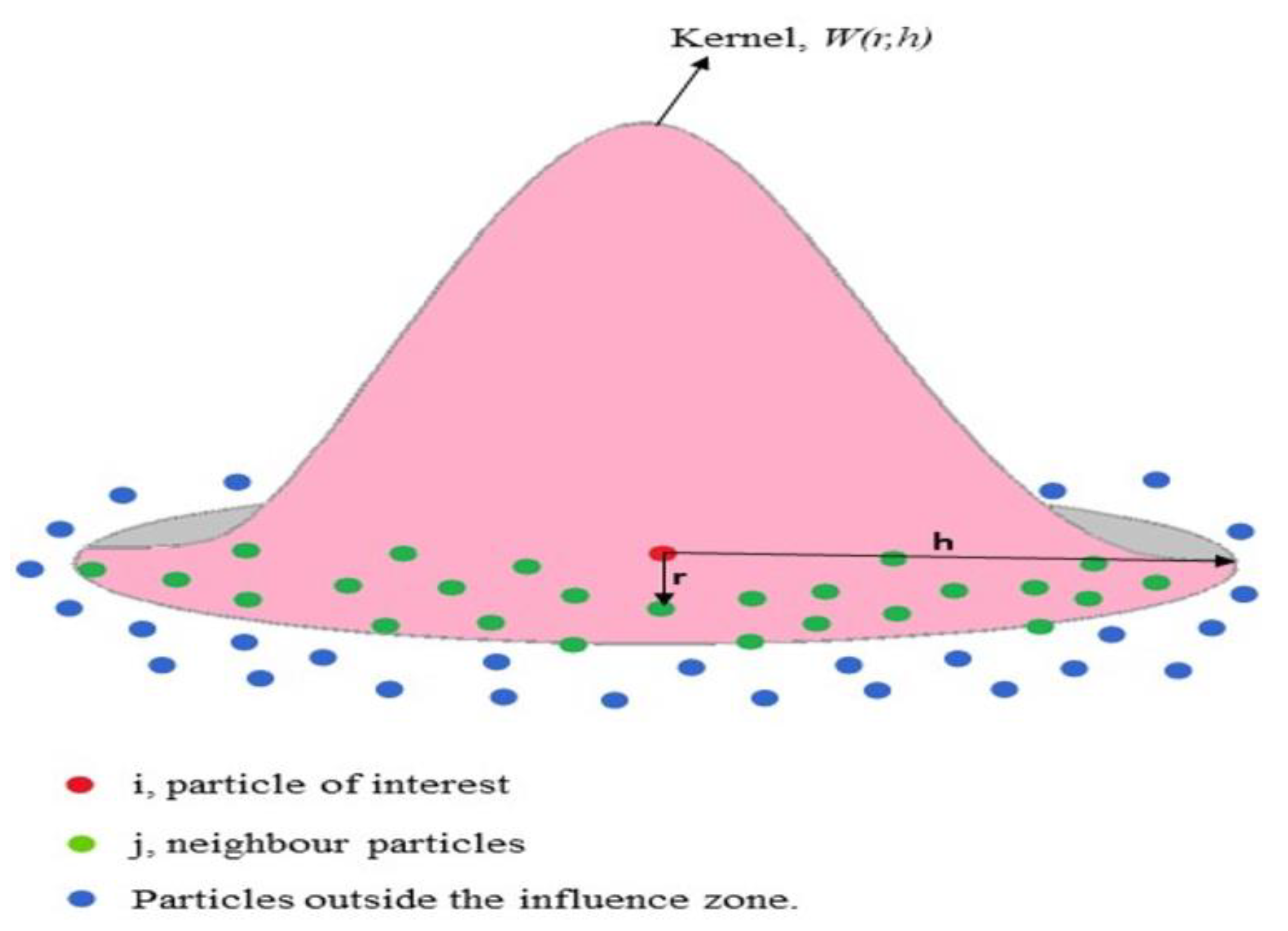
2.2.1. SPH Formulation
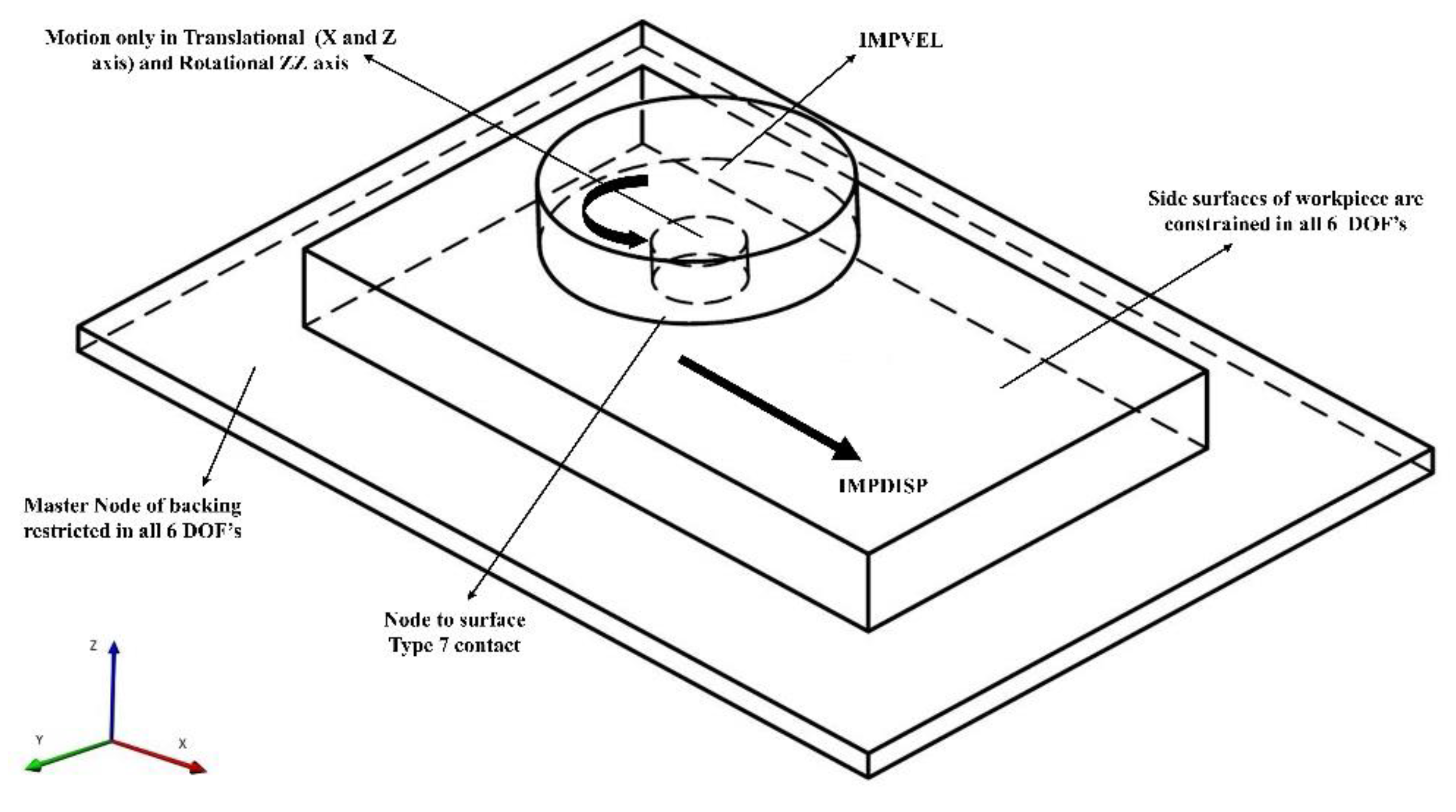
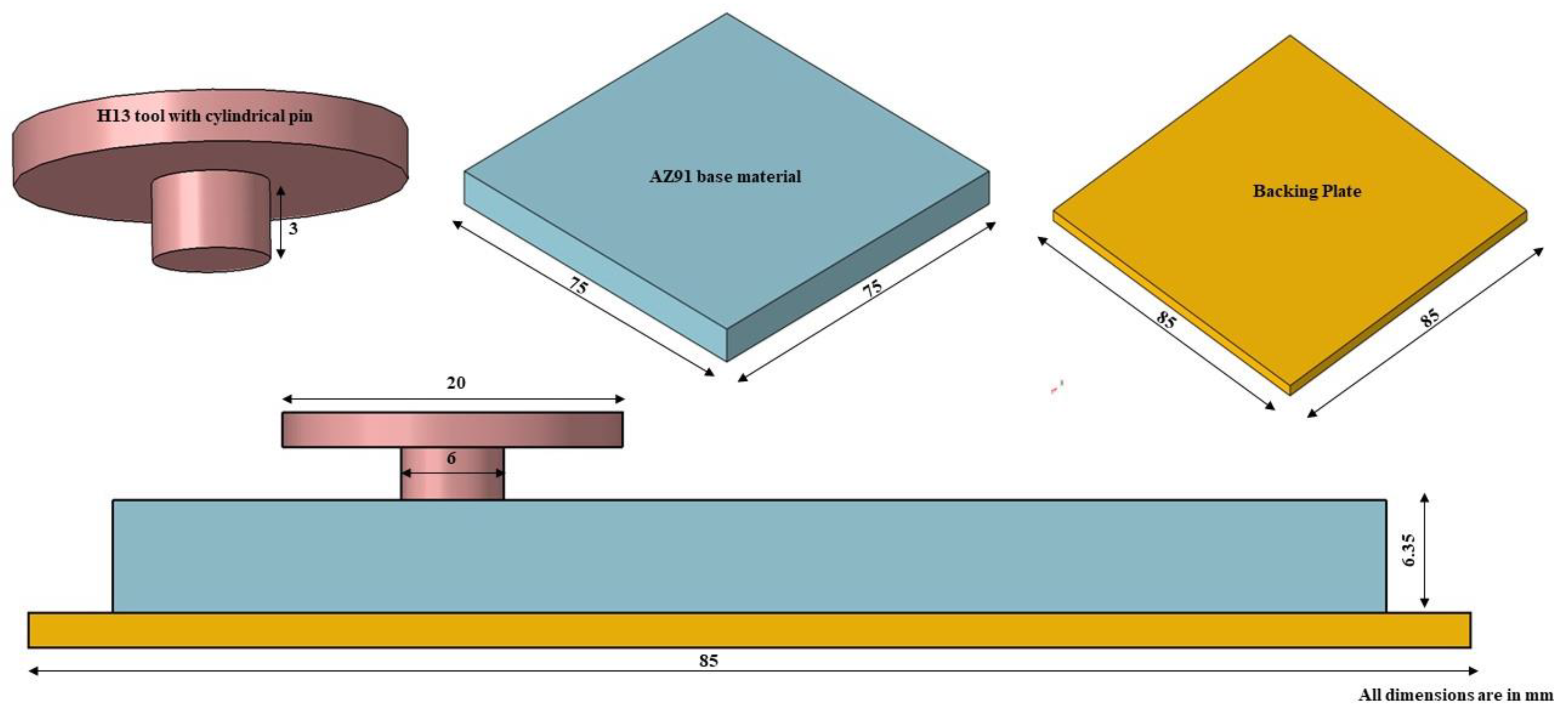
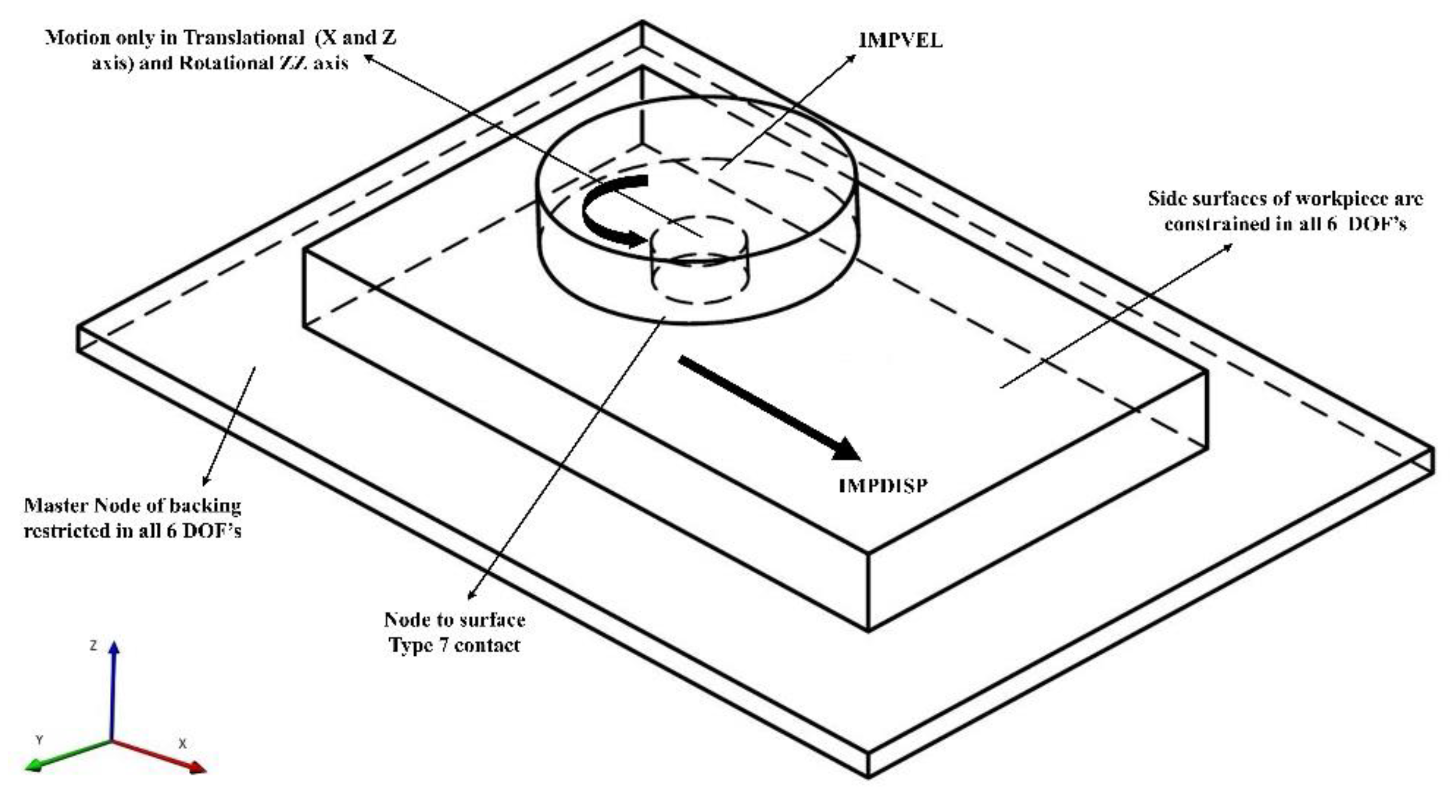
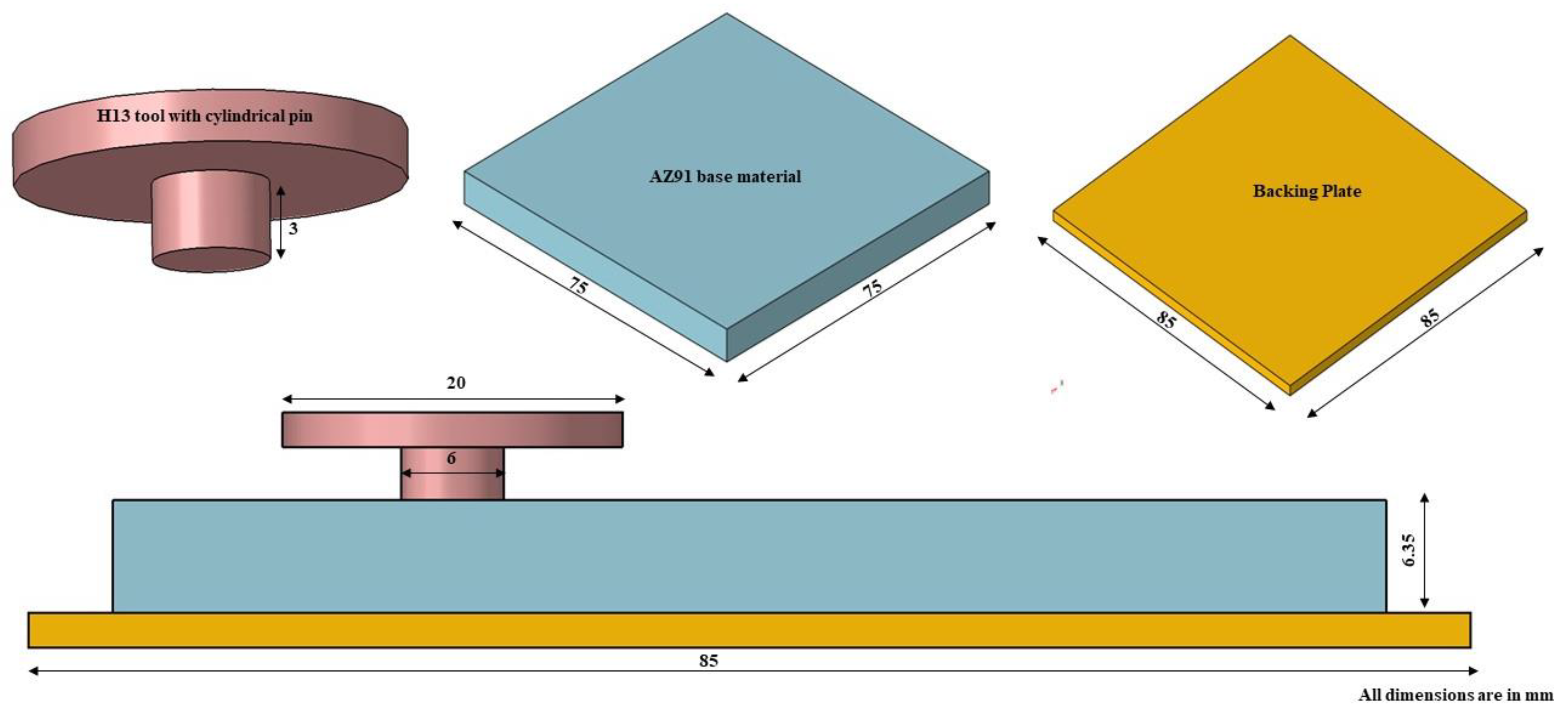
2.2.2. Workpiece and Tool Models
2.2.3. Material Model
2.2.4. Friction Model
3. Results and Discussion
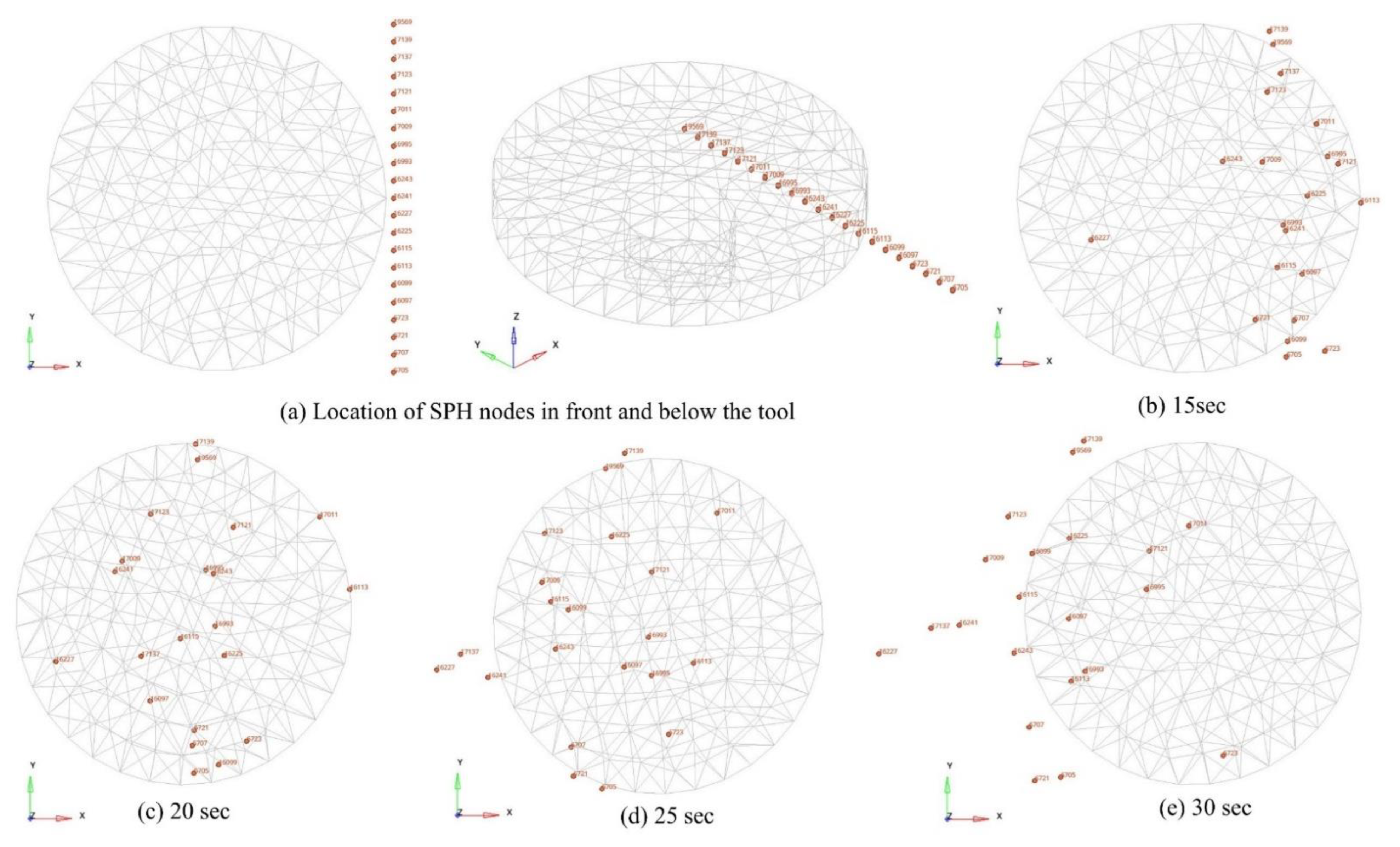
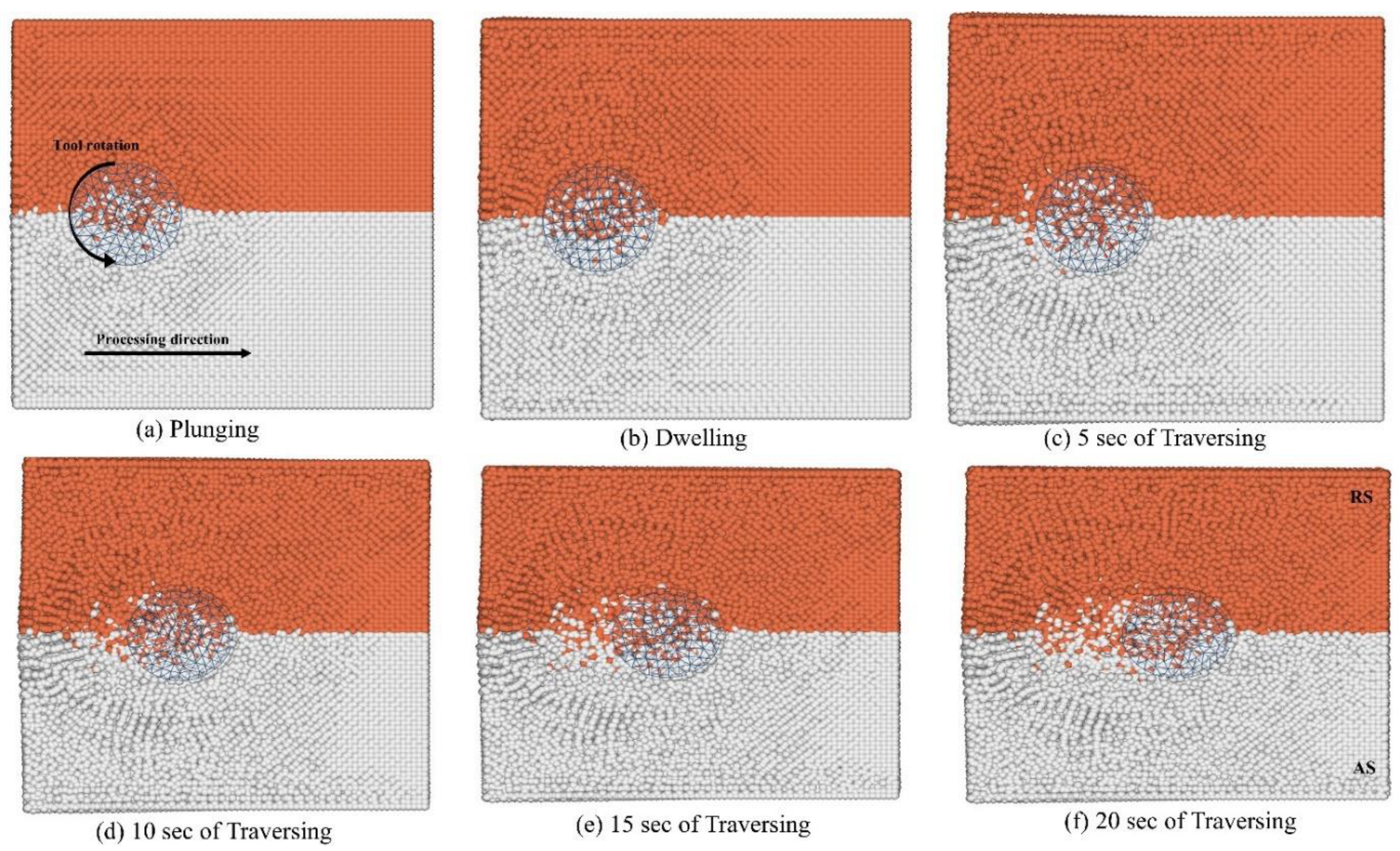
3.1. Material Flow
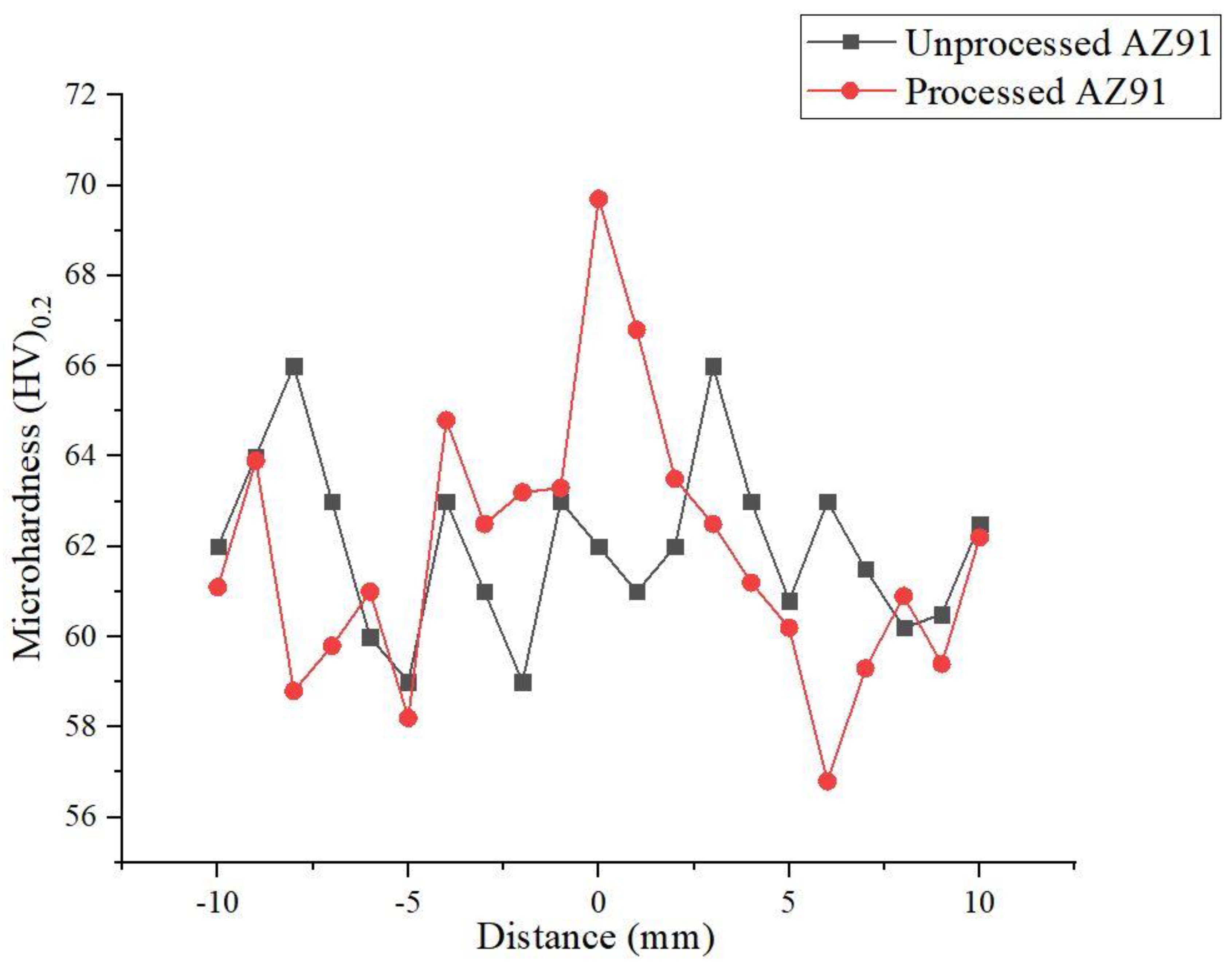
3.2. Morphology and Microhardness
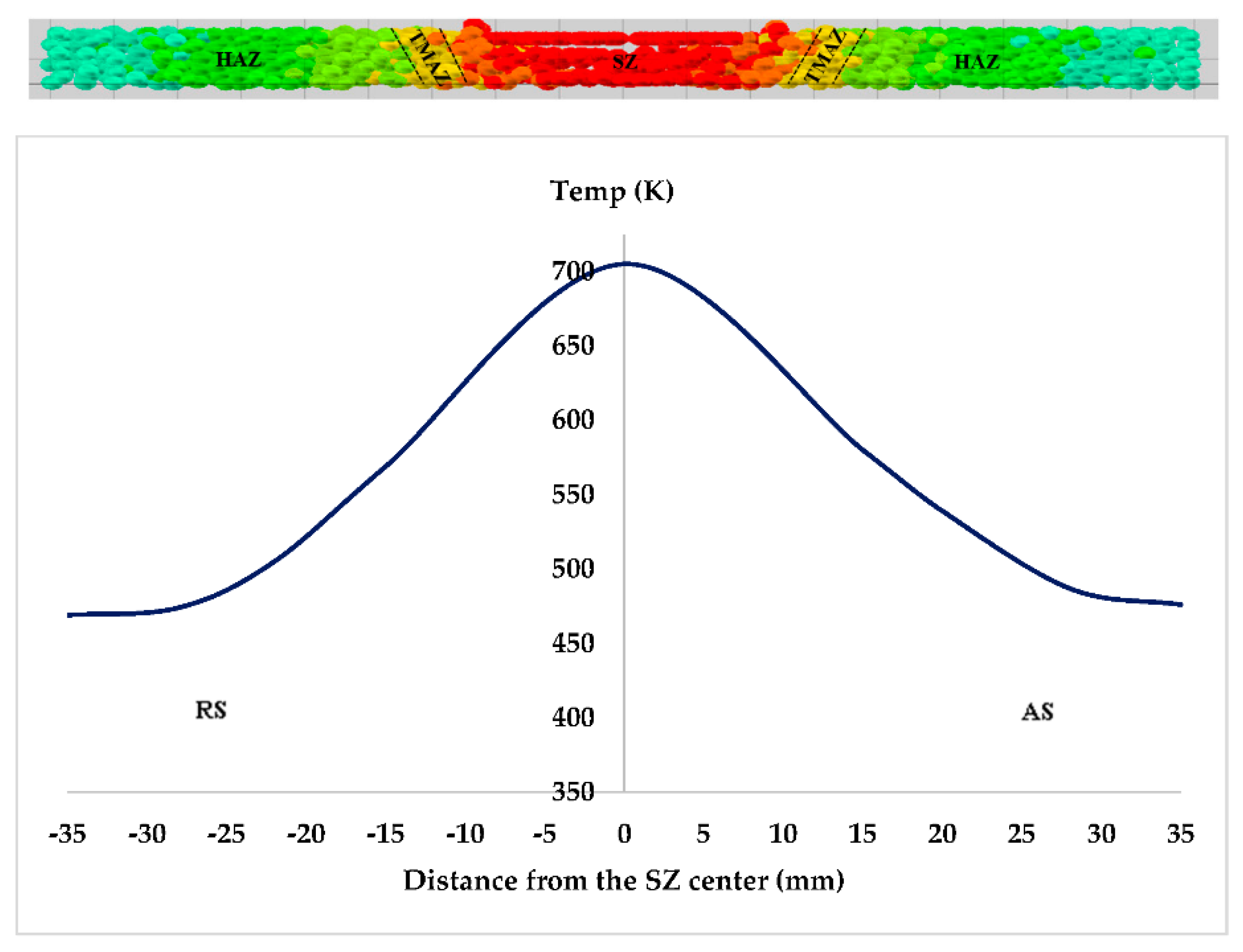
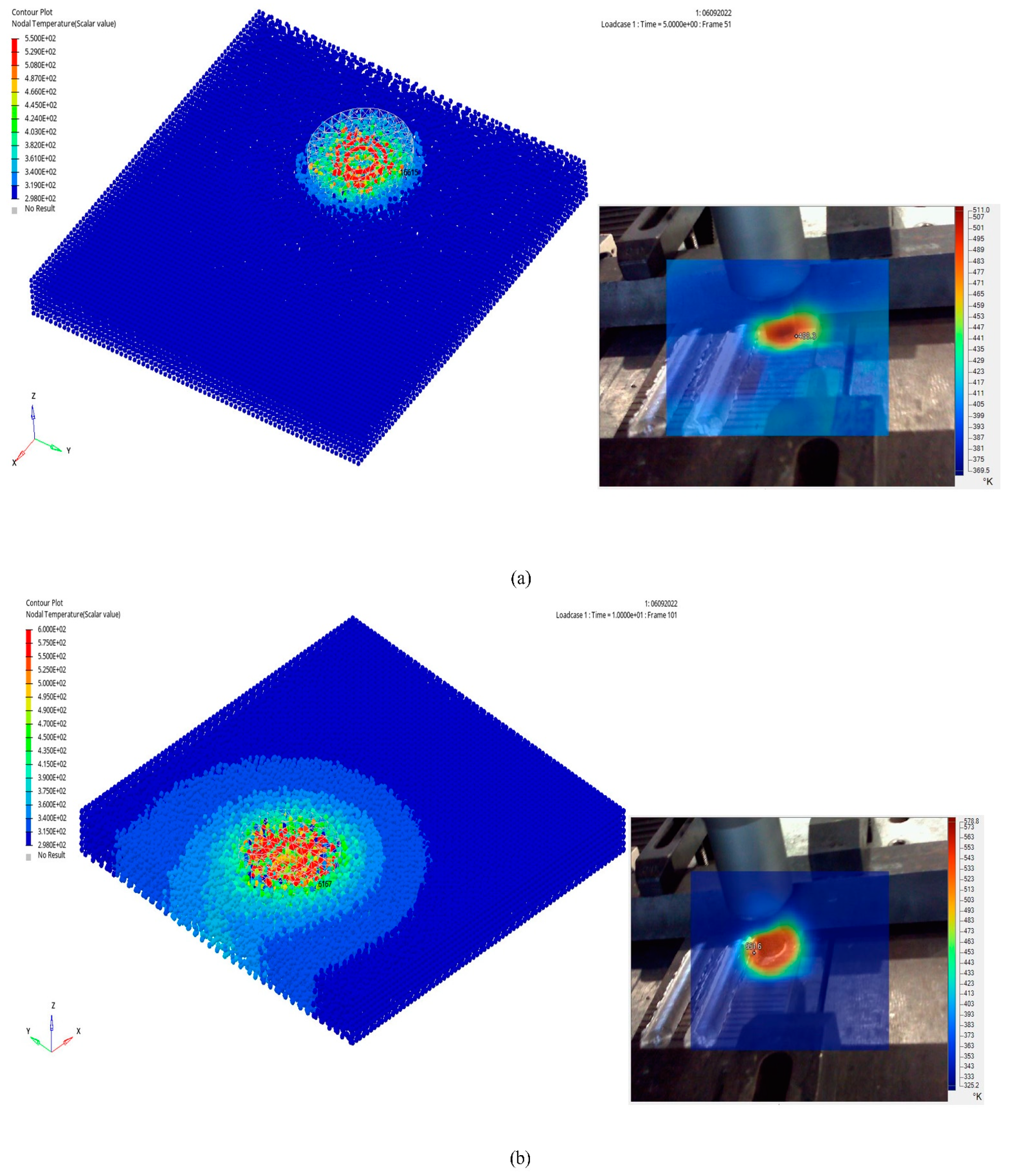
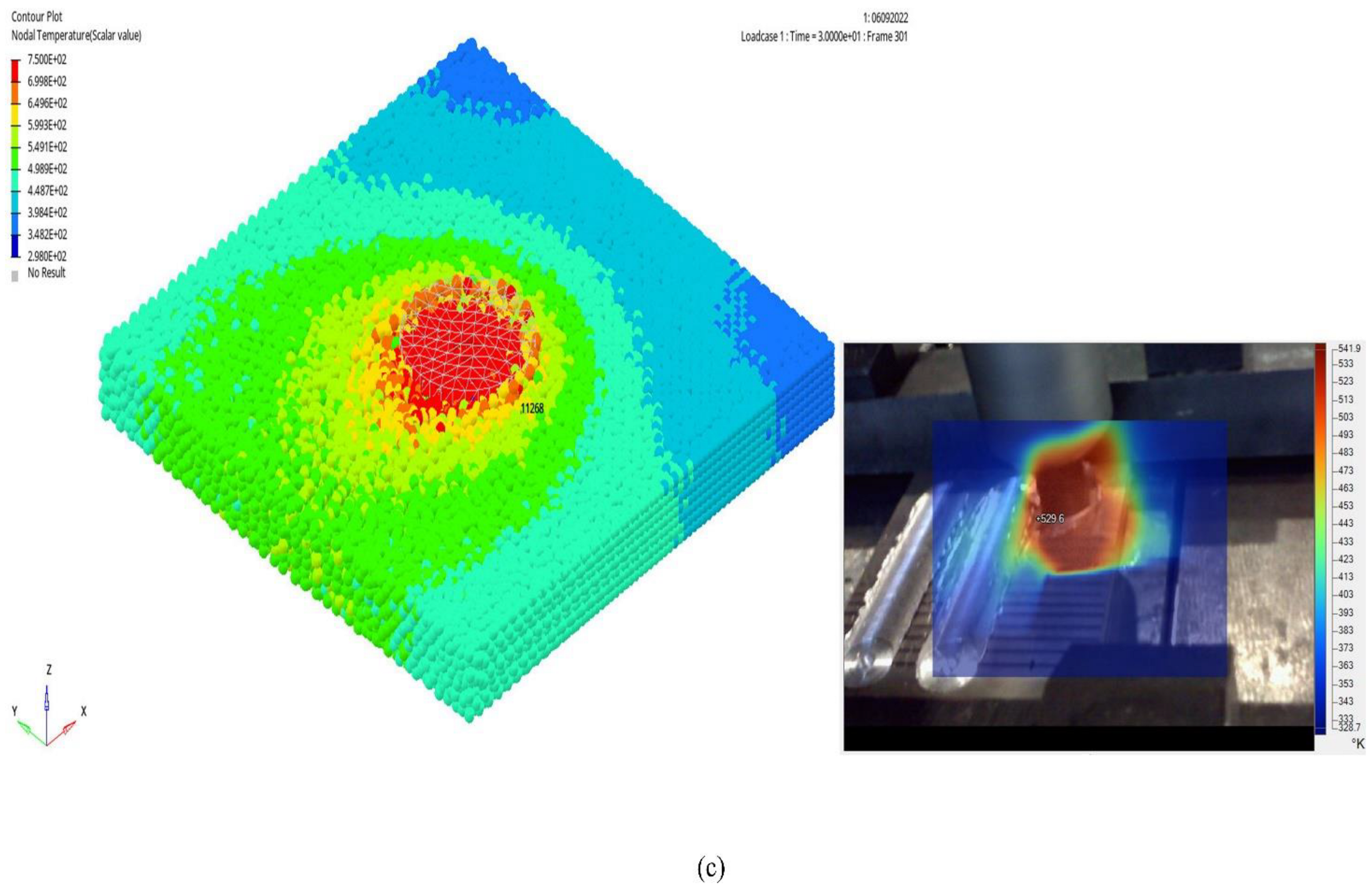
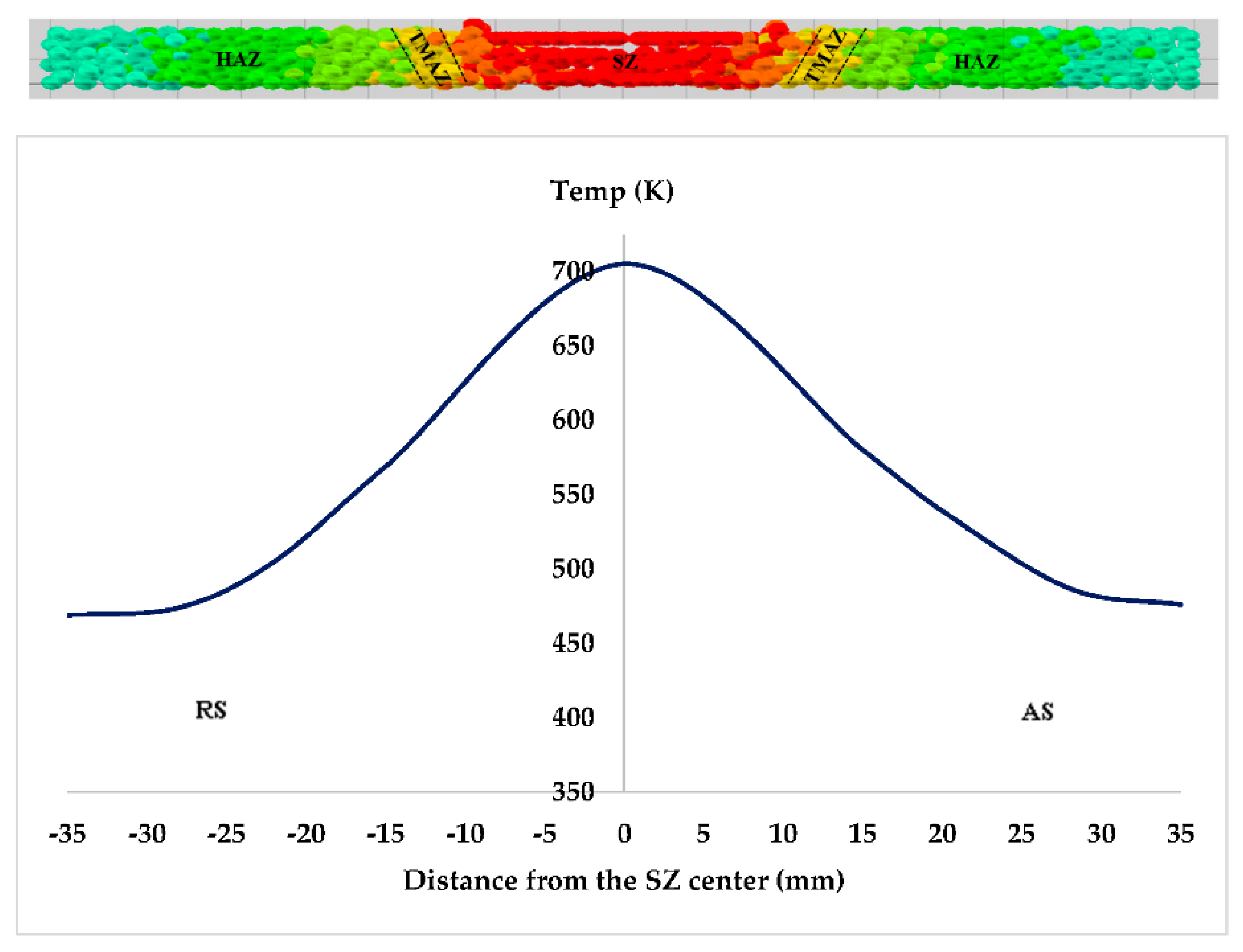
3.3. Temperature Distribution
4. Conclusions and Recommendations
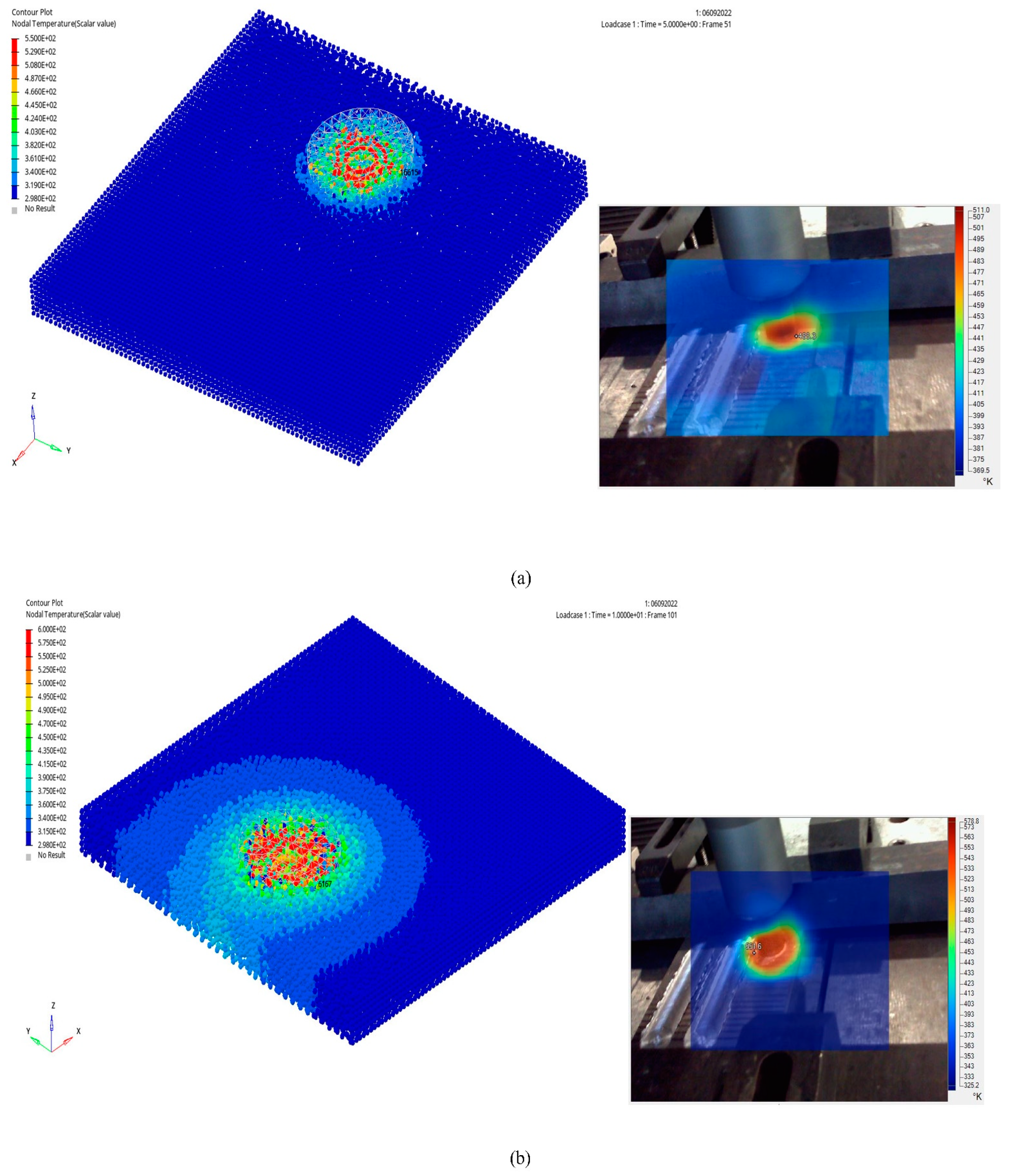
- A maximum error of 18% was recorded by comparing the experimental temperature distribution for the plunging, dwelling, and traversal phases with the simulated data.
- Simulated temperatures during the traversal phase were greater than experimental temperatures as the heat was only transported by friction and plastic deformation, and the workpiece was smaller.
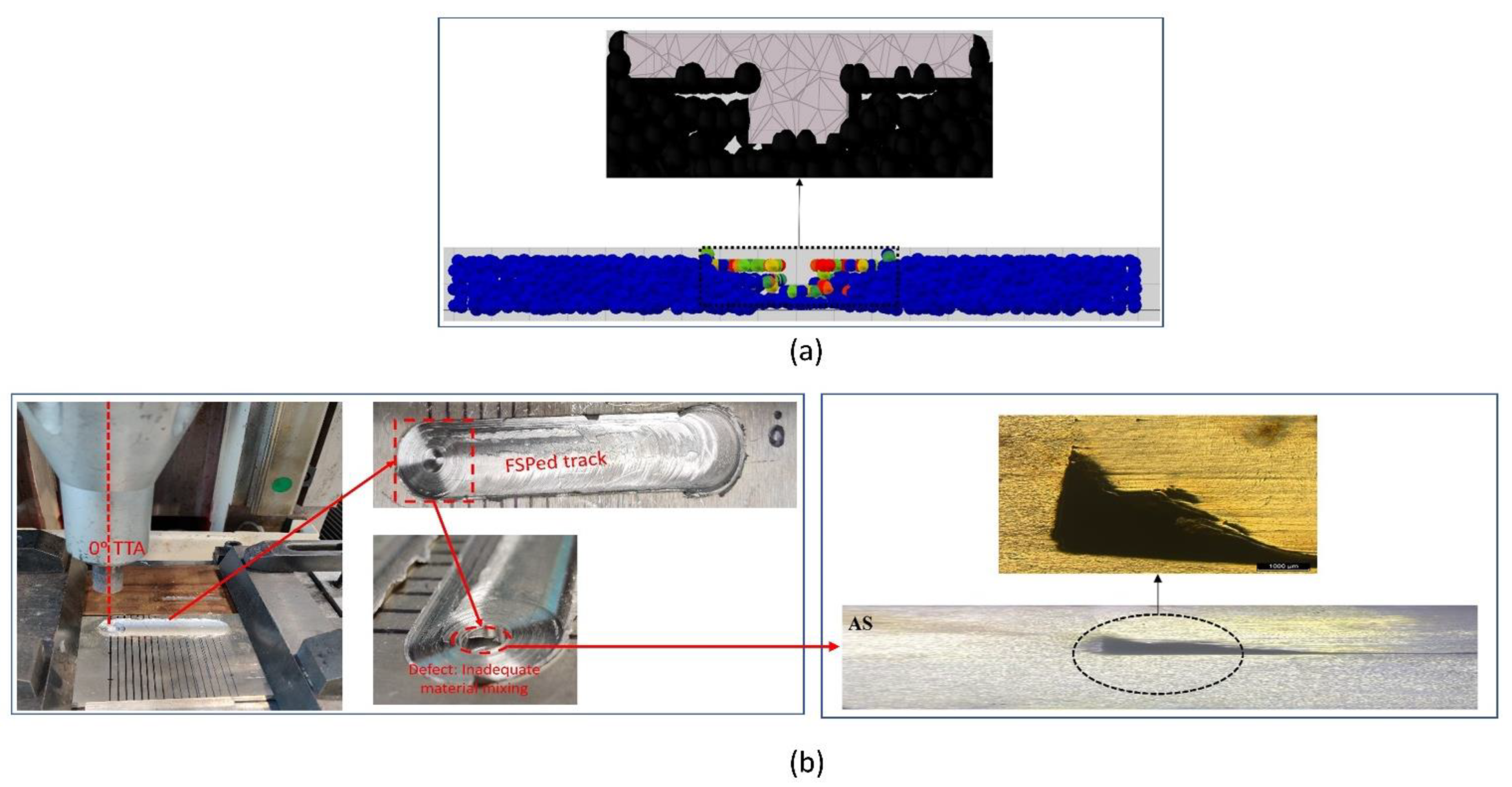
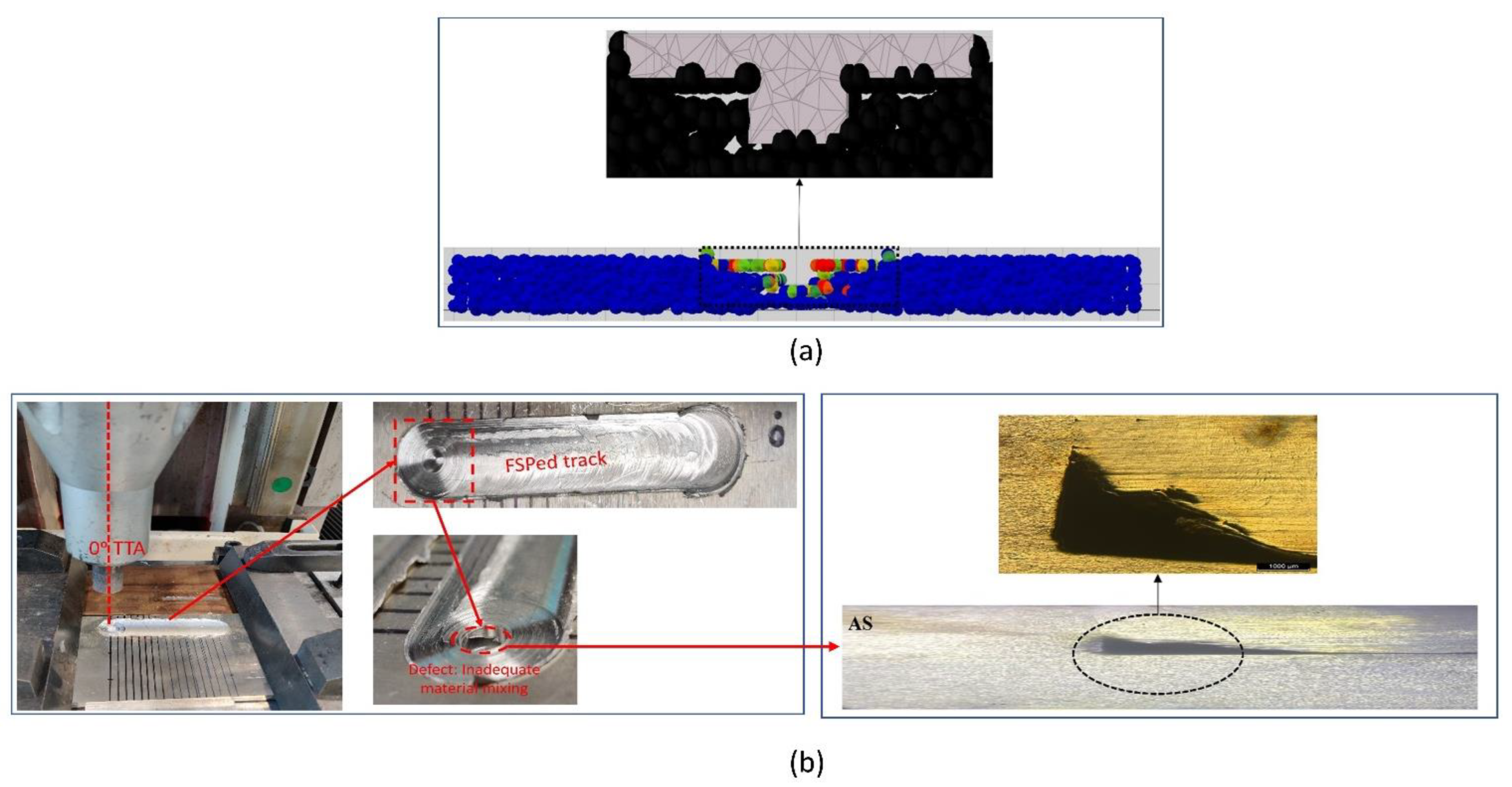
- Simulated section cuts and experimentally acquired morphologies were verified by successfully predicting the propensity and site of the defect generation. SPH node tracking validated the incomplete node flow from RS to AS, resulting in an empty space.
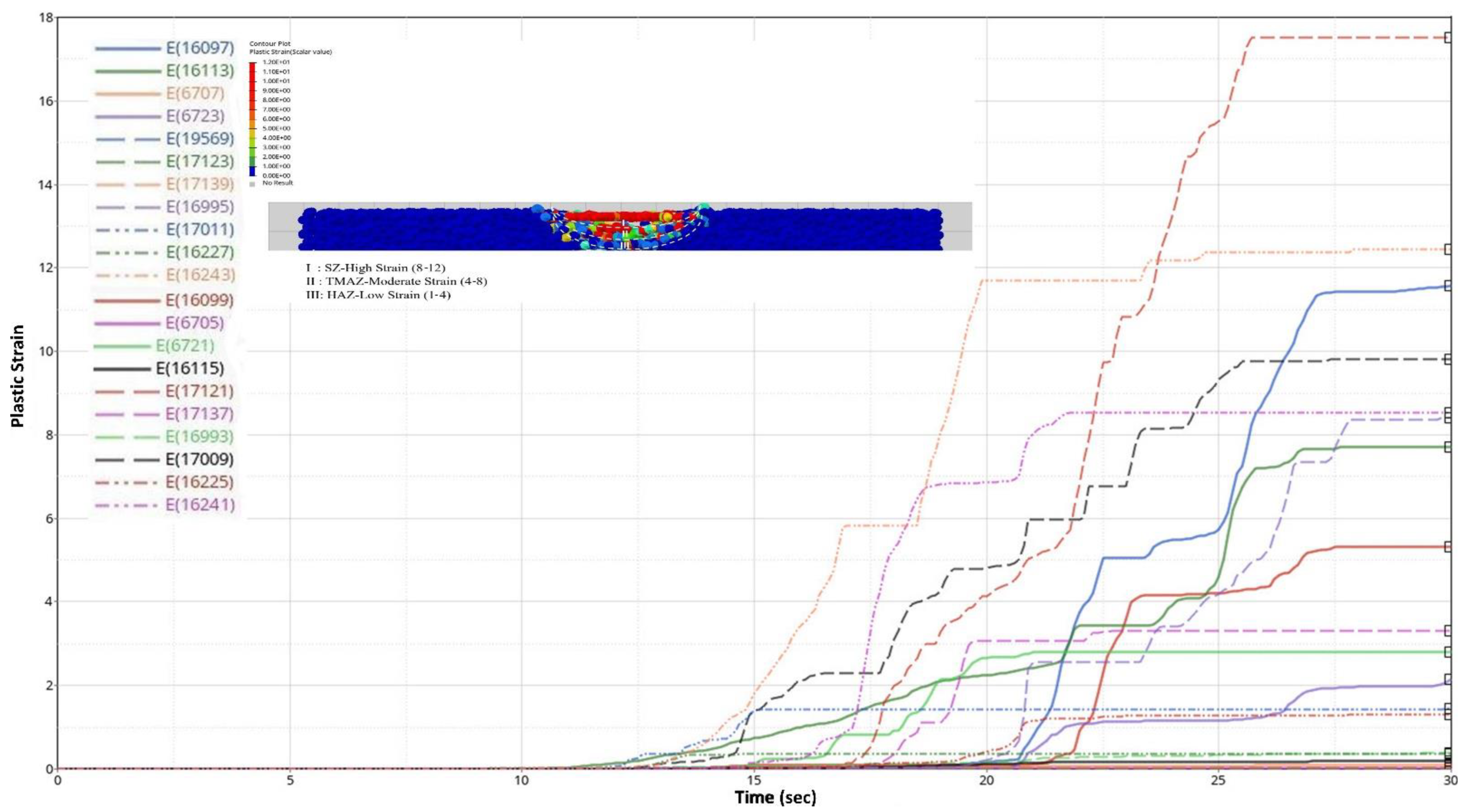
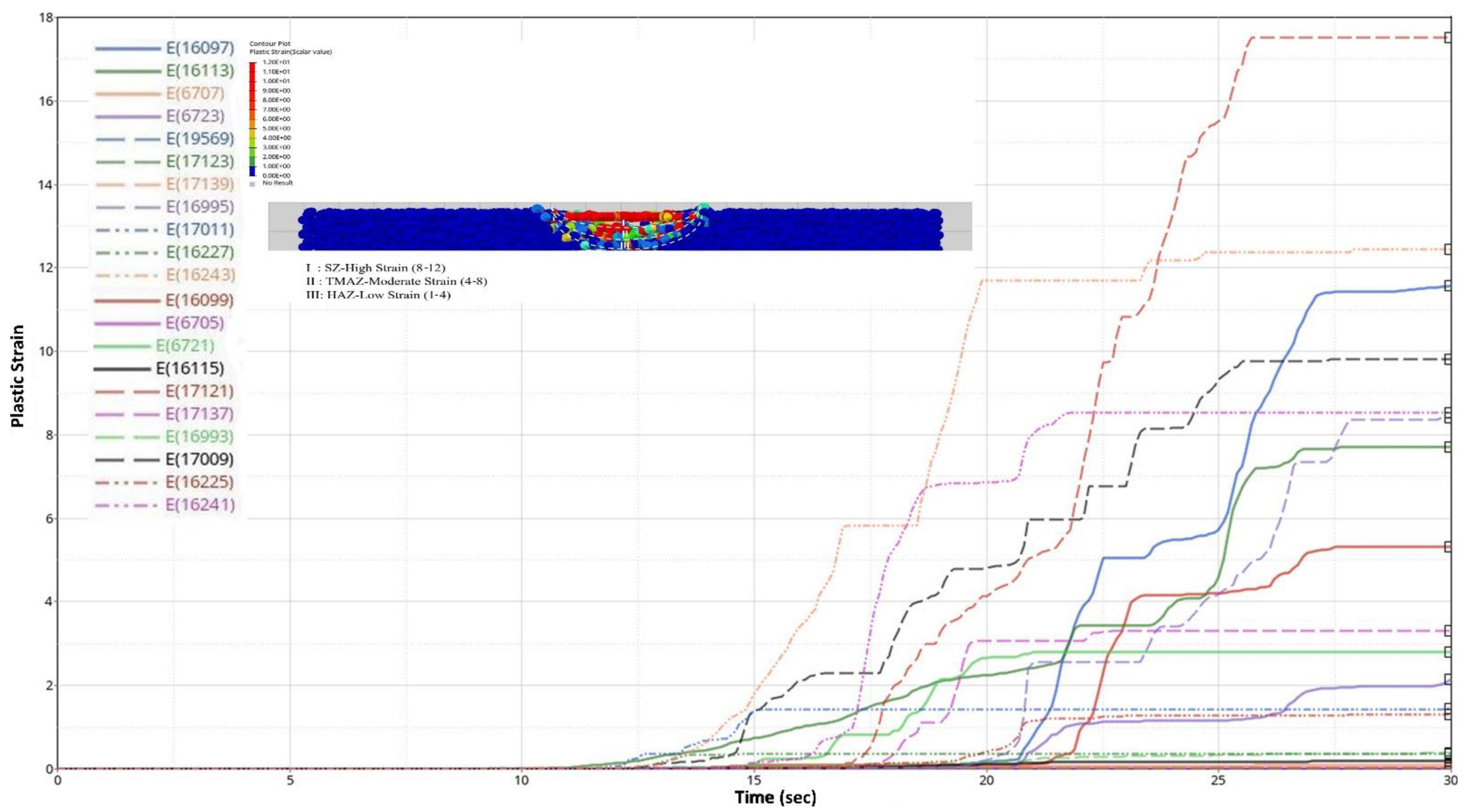
- The high plastic strain was observed at the stir zone, whereas the moderate and low strain was observed at the thermo-mechanically affected and heat-affected zones.
- The FSPed material exhibits a wormhole defect due to less induced pressure to fill the cavity of the pin at the rear side of the AS below the shoulder. This was also inferred from the plastic strain curve, which showed lower values for the SPH nodes 17,009 and 16,995 despite their proximity to the pin’s center, and can be considered a potential role in the defect’s origin.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mordike, B.L.; Ebert, T. Magnesium: Properties—Applications—Potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Blawert, C.; Hort, N.; Kainer, K. Automotive Application of Magnesium and Its Alloys. Trans. Indian Inst. Met. 2004, 57, 397–408. [Google Scholar]
- Easton, M.; Beer, A.; Barnett, M.; Davies, C.; Dunlop, G.; Durandet, Y.; Blacket, S.; Hilditch, T.; Beggs, P. Magnesium Alloy Applications in Automative Structures. JOM 2008, 60, 57–62. [Google Scholar] [CrossRef]
- Kulekci, M.K. Magnesium and Its Alloys Applications in Automotive Industry. Int. J. Adv. Manuf. Technol. 2008, 39, 851–865. [Google Scholar] [CrossRef]
- Mathaudhu, S.N.; Luo, A.; Neelameggham, N.R.; Nyberg, E.A.; Sillekens, W.H. Essential Readings in Magnesium Technology; Mathaudhu, S.N., Luo, A.A., Neelameggham, N.R., Nyberg, E.A., Sillekens, W.H., Eds.; Wiley: New York, NY, USA, 2014; ISBN 978-1-118-85894-3. [Google Scholar]
- Song, J.; She, J.; Chen, D.; Pan, F. Latest Research Advances on Magnesium and Magnesium Alloys Worldwide. J. Magnes. Alloy. 2020, 8, 1–41. [Google Scholar] [CrossRef]
- Singh Sidhu, H.; Singh, B.; Kumar, P. Effect of Cryogenic Treatment on Corrosion Behavior of Friction Stir Processed Magnesium Alloy AZ91. Mater. Today Proc. 2021, 46, 10389–10395. [Google Scholar] [CrossRef]
- Khani, S.; Aboutalebi, M.R.; Salehi, M.T.; Samim, H.R.; Palkowski, H. Microstructural Development during Equal Channel Angular Pressing of As-Cast AZ91 Alloy. Mater. Sci. Eng. A 2016, 678, 44–56. [Google Scholar] [CrossRef]
- Sharahi, H.J.; Pouranvari, M.; Movahedi, M. Strengthening and Ductilization Mechanisms of Friction Stir Processed Cast Mg–Al–Zn Alloy. Mater. Sci. Eng. A 2020, 781, 139249. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.P.; Robson, J.D.; et al. Friction Stir Welding/Processing of Metals and Alloys: A Comprehensive Review on Microstructural Evolution. Prog. Mater. Sci. 2020, 117, 100752. [Google Scholar] [CrossRef]
- Ritti, L.; Bhat, T. Design and Numerical Analysis of Tool for FSP Simulation of Magnesium Alloys. Mater. Today Proc. 2021, 46, 2489–2497. [Google Scholar] [CrossRef]
- Zhang, H.F.; Zhou, L.; Li, G.H.; Tang, Y.T.; Li, W.L.; Wang, R. Prediction and Validation of Temperature Distribution and Material Flow during Refill Friction Stir Spot Welding of AZ91D Magnesium Alloy. Sci. Technol. Weld. Join. 2021, 26, 153–160. [Google Scholar] [CrossRef]
- Lebaal, N.; Chamoret, D.; Schlegel, D.; Folea, M. Thermal Modelling of Friction Stir Process (FSP) and Identification Parameters. Mater. Phys. Mech. 2017, 32, 14–20. [Google Scholar]
- Cartigueyen, S.; Sukesh, O.P.; Mahadevan, K. Numerical and Experimental Investigations of Heat Generation during Friction Stir Processing of Copper. Procedia Eng. 2014, 97, 1069–1078. [Google Scholar] [CrossRef] [Green Version]
- Bagheri, B.; Abdollahzadeh, A.; Abbasi, M.; Kokabi, A.H. Effect of Vibration on Machining and Mechanical Properties of AZ91 Alloy during FSP: Modeling and Experiments. Int. J. Mater. Form. 2020, 14, 623–640. [Google Scholar] [CrossRef]
- Agha Amini Fashami, H.; Bani Mostafa Arab, N.; Hoseinpour Gollo, M.; Nami, B. Numerical and Experimental Investigation of Defects Formation during Friction Stir Processing on AZ91. SN Appl. Sci. 2021, 3, 108. [Google Scholar] [CrossRef]
- Tutunchilar, S.; Haghpanahi, M.; Besharati Givi, M.K.; Asadi, P.; Bahemmat, P. Simulation of Material Flow in Friction Stir Processing of a Cast Al-Si Alloy. Mater. Des. 2012, 40, 415–426. [Google Scholar] [CrossRef]
- Zinati, R.F.; Razfar, M.R. Finite Element Simulation and Experimental Investigation of Friction Stir Processing of Polyamide 6. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 2205–2215. [Google Scholar] [CrossRef]
- Miles, M.P.; Nelson, T.W.; Gunter, C.; Liu, F.C.; Fourment, L.; Mathis, T. Predicting Recrystallized Grain Size in Friction Stir Processed 304L Stainless Steel. J. Mater. Sci. Technol. 2019, 35, 491–498. [Google Scholar] [CrossRef]
- Mimouni, O.; Badji, R.; Hadji, M.; Kouadri-David, A.; Rachid, H.; Chekroun, N. Numerical Simulation of Temperature Distribution and Material Flow During Friction Stir Welding 2017A Aluminum Alloys. MS T 2019–Mater. Sci. Technol. 2019, 12002, 1034–1040. [Google Scholar] [CrossRef] [Green Version]
- Shamanian, M.; Mostaan, H.; Safari, M.; Dezfooli, M.S. Friction-Stir Processing of Al-12%Si Alloys: Grain Refinement, Numerical Simulation, Microstructure Evolution, Dry Sliding Wear Performance and Hardness Measurement. Metall. Res. Technol. 2017, 114, 213. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction Stir Welding and Processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Ansari, M.A.; Behnagh, R.A. Numerical Study of Friction Stir Welding (FSW) Plunging Phase Using Smoothed Particle Hydrodynamics (SPH). Model. Simul. Mater. Sci. Eng. 2019, 27, 055006. [Google Scholar] [CrossRef]
- Bhojwani, S. Smoothed Particle Hydrodynamics Modeling of the Friction Stir Welding Process; The University of Texas at El Paso: El Paso, TX, USA, 2007. [Google Scholar]
- Timesli, A.; Zahrouni, H.; Braikat, B.; Moufki, A.; Lahmam, H. Numerical Model Based on SPH Method to Simulate Friction Stir Welding. Rev. Méc. Appl. Théor. 2011, 2, 537–546. [Google Scholar]
- Meyghani, B.; Awang, M.B.; Wu, C.S. Thermal Analysis of Friction Stir Processing (FSP) Using Arbitrary Lagrangian-Eulerian (ALE) and Smoothed Particle Hydrodynamics (SPH) Meshing Techniques. Materwiss. Werksttech. 2020, 51, 550–557. [Google Scholar] [CrossRef]
- Guanghua, Y.; Xinmin, H.; Yanqing, W.; Xingguo, Q.; Ming, Y.; Zuoming, C.; Kang, J. Effects of Heat Treatment on Mechanical Properties of H13 Steel. Met. Sci. Heat Treat. 2010, 52, 393–395. [Google Scholar] [CrossRef]
- Saravanan, V.; Rajakumar, S.; Banerjee, N.; Amuthakkannan, R. Effect of Shoulder Diameter to Pin Diameter Ratio on Microstructure and Mechanical Properties of Dissimilar Friction Stir Welded AA2024-T6 and AA7075-T6 Aluminum Alloy Joints. Int. J. Adv. Manuf. Technol. 2016, 87, 3637–3645. [Google Scholar] [CrossRef]
- Marode, R.V.; Pedapati, S.R.; Lemma, T.A. Effect of Process Parameters on AZ91/SiC Surface Composites for Lightweight E-Vehicles. In Proceedings of the 2022 7th International Conference on Electric Vehicular Technology (ICEVT), Bali, Indonesia, 14–16 September 2022; pp. 109–115. [Google Scholar]
- Altair University Introduction to Explicit Analysis with Radioss 2020. Available online: https://altairuniversity.com/free-ebooks/free-ebook-crash-analysis-with-radioss-a-study-guide/ (accessed on 15 July 2021).
- Fraser, K.; St-Georges, L.; Kiss, L.I. Prediction of Defects in a Friction Stir Welded Joint Using the Smoothed Particle Hydrodynamics Method. In Proceedings of the 7th Asia Pacific IIW International Congress, Singapore, 8–10 July 2013; pp. 474–479. [Google Scholar]
- Altair Radioss Smooth Particle Hydrodynamics. Available online: https://2021.help.altair.com/2021/hwsolvers/rad/topics/solvers/rad/theory_sph_c.htm (accessed on 22 September 2022).
- Monaghan, J.J. An Introduction to SPH. Comput. Phys. Commun. 1988, 48, 89–96. [Google Scholar] [CrossRef]
- Fraser, K. Robust and Efficient Meshfree Solid Thermo-Mechanics Simulation of Friction Stir Welding. 2017. Available online: https://www.researchgate.net/publication/319766764_Robust_and_Efficient_Meshfree_Solid_Thermo-Mechanics_Simulation_of_Friction_Stir_Welding?channel=doi&linkId=59bbf28aa6fdcca8e56243a7&showFulltext=true (accessed on 9 October 2021).
- Asadi, P.; Mahdavinejad, R.A.; Tutunchilar, S. Simulation and Experimental Investigation of FSP of AZ91 Magnesium Alloy. Mater. Sci. Eng. A 2011, 528, 6469–6477. [Google Scholar] [CrossRef]
- Arbegast, W.J. A Flow-Partitioned Deformation Zone Model for Defect Formation during Friction Stir Welding. Scr. Mater. 2008, 58, 372–376. [Google Scholar] [CrossRef] [Green Version]
- Commin, L.; Dumont, M.; Masse, J.E.; Barrallier, L. Friction Stir Welding of AZ31 Magnesium Alloy Rolled Sheets: Influence of Processing Parameters. Acta Mater. 2009, 57, 326–334. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.P.; Kumaran, S.; Rao, T.S. Structure-Property Correlation of Precipitation Hardened AZ91 Magnesium Alloy. Mater. Sci. Technol. 2013, 20, 835–838. [Google Scholar] [CrossRef]
- Schmidt, H.; Hattel, J.; Wert, J. An Analytical Model for the Heat Generation in Friction Stir Welding. Model. Simul. Mater. Sci. Eng. 2004, 12, 143–157. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Opted Values |
|---|---|
| Tool Tilt Angle (TTA) | 0° |
| Plunging Speed | 40 mm/min |
| Tool Rotational Speed (ω) | 1000 rpm |
| Tool Traverse Speed (v) | 40 mm/min |
| Tool Dwelling time | 5 s |
| Tool Pin Length (PL) | 3 mm |
| Tool Plunge Depth (PD) | 3.3 mm |
| Axial Load | 4 KN |
| Parameters | A | B | C | n | m | |
| Values | 164 | 343 | 0.021 | 0.283 | 1.768 | 1 |
| Property | AZ91 | H13 |
|---|---|---|
| Density (g/cm3) | 1.81 | 7.8 |
| Young’s Modulus (GPa) | 46 | 210 |
| Poisson’s Ratio | 0.33 | 0.3 |
| Melting Temperature (K) | 803 | 1700 |
| Specific Heat (J/KgK) | 1050 | 460 |
| Thermal Conductivity (w/mK) | 72.7 | 24.5 |
| Emissivity | 0.17 | 0.7 |
| Parameters | Value |
|---|---|
| Sound of speed (C) in m/s | 4520 m/s |
| Material Constant (S1) | 1.242 |
| Material Constant (S2) | 0 |
| Material Constant (S3) | 0 |
| Γ0 (Gamma Coefficient) | 1.63 |
| a (A Coefficient) | 0.33 |
| E0 (Initial energy per unit reference volume) | 0 |
| ρ0 (Reference Density) in g/cm3 | 1.81 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marode, R.V.; Pedapati, S.R.; Lemma, T.A.; Janga, V.S.R. Thermo-Mechanical Modelling of Friction Stir Processing of AZ91 Alloy: Using Smoothed-Particle Hydrodynamics. Lubricants 2022, 10, 355. https://doi.org/10.3390/lubricants10120355
Marode RV, Pedapati SR, Lemma TA, Janga VSR. Thermo-Mechanical Modelling of Friction Stir Processing of AZ91 Alloy: Using Smoothed-Particle Hydrodynamics. Lubricants. 2022; 10(12):355. https://doi.org/10.3390/lubricants10120355
Chicago/Turabian StyleMarode, Roshan Vijay, Srinivasa Rao Pedapati, Tamiru Alemu Lemma, and Venkata Somi Reddy Janga. 2022. "Thermo-Mechanical Modelling of Friction Stir Processing of AZ91 Alloy: Using Smoothed-Particle Hydrodynamics" Lubricants 10, no. 12: 355. https://doi.org/10.3390/lubricants10120355
APA StyleMarode, R. V., Pedapati, S. R., Lemma, T. A., & Janga, V. S. R. (2022). Thermo-Mechanical Modelling of Friction Stir Processing of AZ91 Alloy: Using Smoothed-Particle Hydrodynamics. Lubricants, 10(12), 355. https://doi.org/10.3390/lubricants10120355