2. Materials and Methods
The machinability study in orthogonal turning is performed using the commercially available SS 304 rod (Ø × L: 20 mm × 50 mm) made by Girsh metal, India with the following composition, as given in
Table 3 (manufacturer data sheet), and a density of 8.0 g/cm
3, melting point of 1400 °C, TS: 75,000 PSI (515 MPa), YS: 3000 PSI (205 MPa), and 35% elongation capacity with a certified hydraulic test. The inset photograph of the SS 304 work material installed in the CNC lathe and the cutting ‘tool insert-tool holder’ details are given in
Figure 4a,b, respectively.
The SANDVIK cormorant, India-made PVD (TiAlN + TiAiN)-coated carbide tool inserts (SNMG 12 04 08-MM 1115) and tool holder CoroTurn RC (DSBNR 2525M 12) are used in the machining experiments.
The said work material and the cutting tools are used in the aimed study in a 25 kW chuck capacity up to 2500 rpm, on a heavy-duty precision CNC lathe, ECOMET E 300, made in Austria. The normal flood cooling formed with industrial-grade operator-friendly semi-synthetic (chlorine-free) water-soluble oil (Miles Kool Sol SS B, product of Miles Lubricants made in the USA) mixed with water (1:20) is provided in the machining zone by using a 0.37 kW centrifugal pump having a 38 m water head capacity at a flow rate of ~35 L/h. The micro-jet of the same lubricant is pushed in the metal cutting zone at ~4 bar of pressure and ~2.2 L/h of flow rate through a stainless-steel micro-nozzle of the inner dia. 0.2 mm along the chip groove. The schematic view of the micro-jet setup (pneumatic) circuit diagram and the micro-jet supply mechanism are given in
Figure 5a,b, respectively.
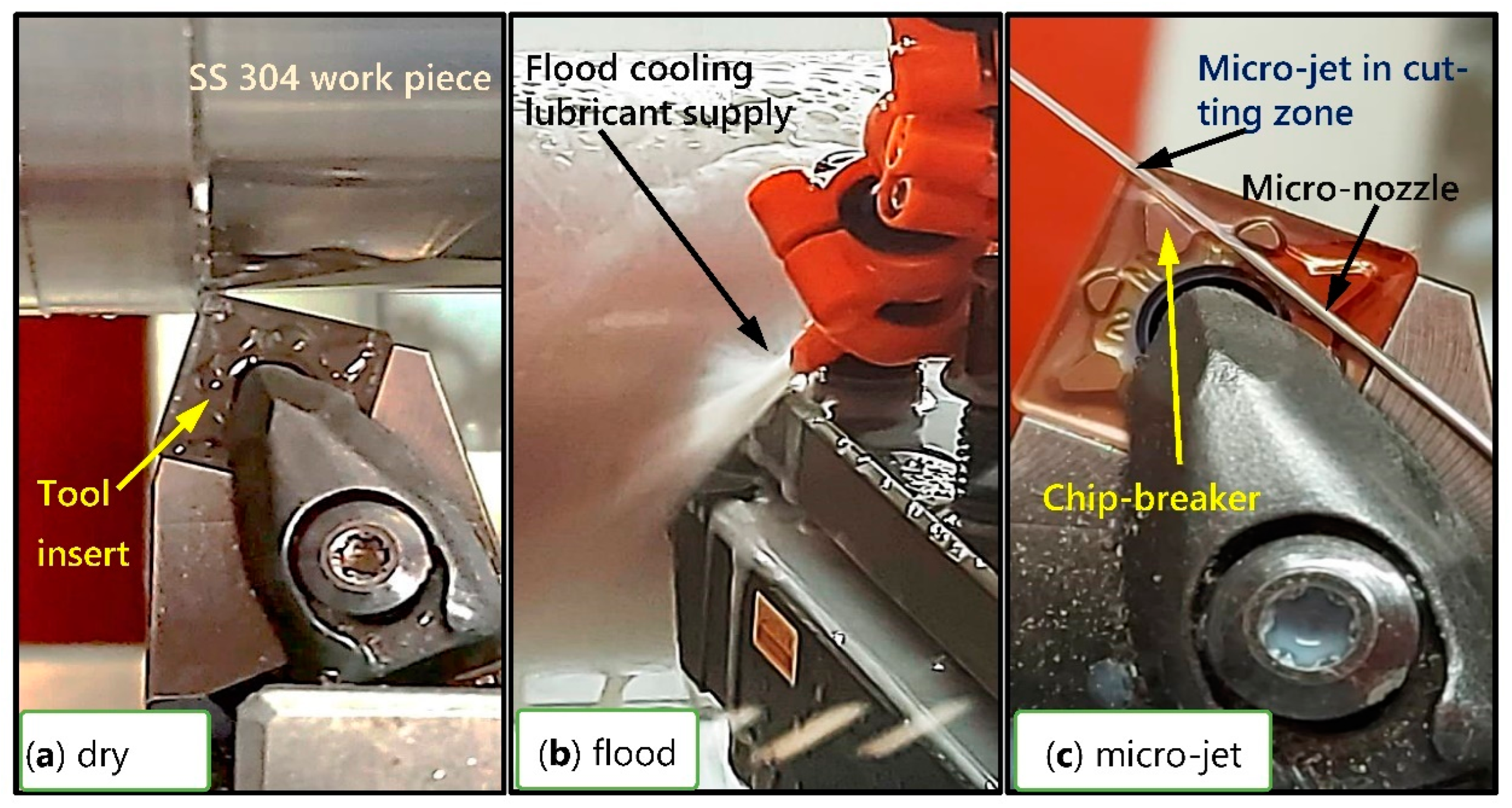
The advantage of this micro-jet system is that the lubricant/coolant can precisely pass through the chip groove to the cutting zone. The flow rate of the MQL is controllable to less than 1/10th of the flood cooling rate by changing the nozzle dia., mixing ratio of air/gas:(water: oil/solid lubricant), etc. The system pressure can be changed from ~4 bar to ~100 bar. High pressure might be more effective to approach the lubricant in the machining zone, but it increases the flow rate of the coolant. The mixing of air in the coolant flow can reduce the lubricant flow rate significantly but makes a flow of mist jet instead of the liquid jet. The inset views of dry, flood cooling lubrication, and micro-jet MQL delivery are shown in
Figure 6a–c, sequentially. The process parameters and responses in this study are given in
Table 4 below.
The lubricant micro-jet is focused on the metal cutting zone parallel to the rake surface and through the chip-breaker gaps along the chip groove, as shown in
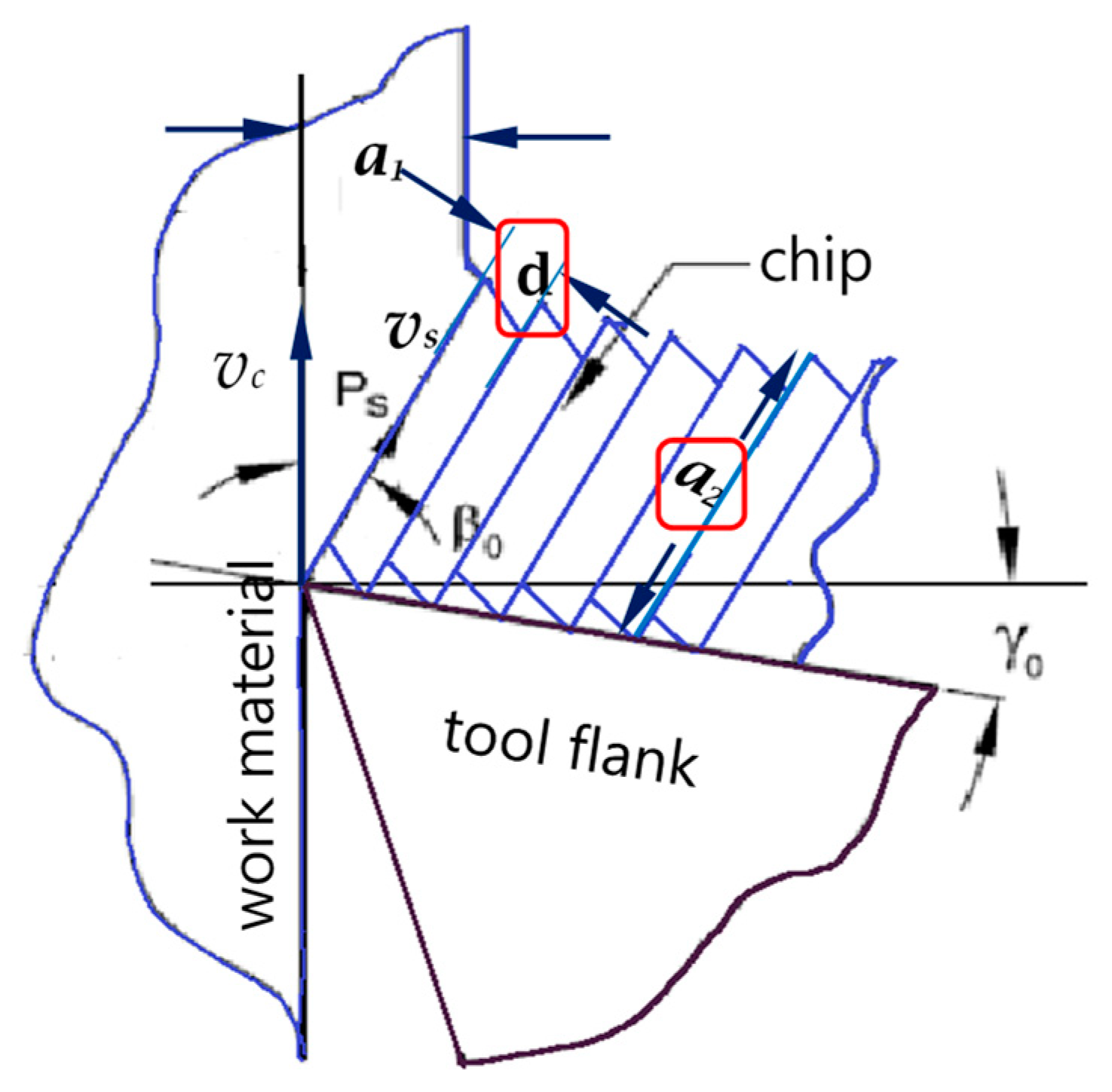
Figure 6c. The mechanism of material removal in turning of this present study is shown in
Figure 7 where the chip shear plane thickness ‘
d’ and chip thickness ’
a2’ are indicated for the study. The referred equation, ‘
ξ =
a2/a
1’ [
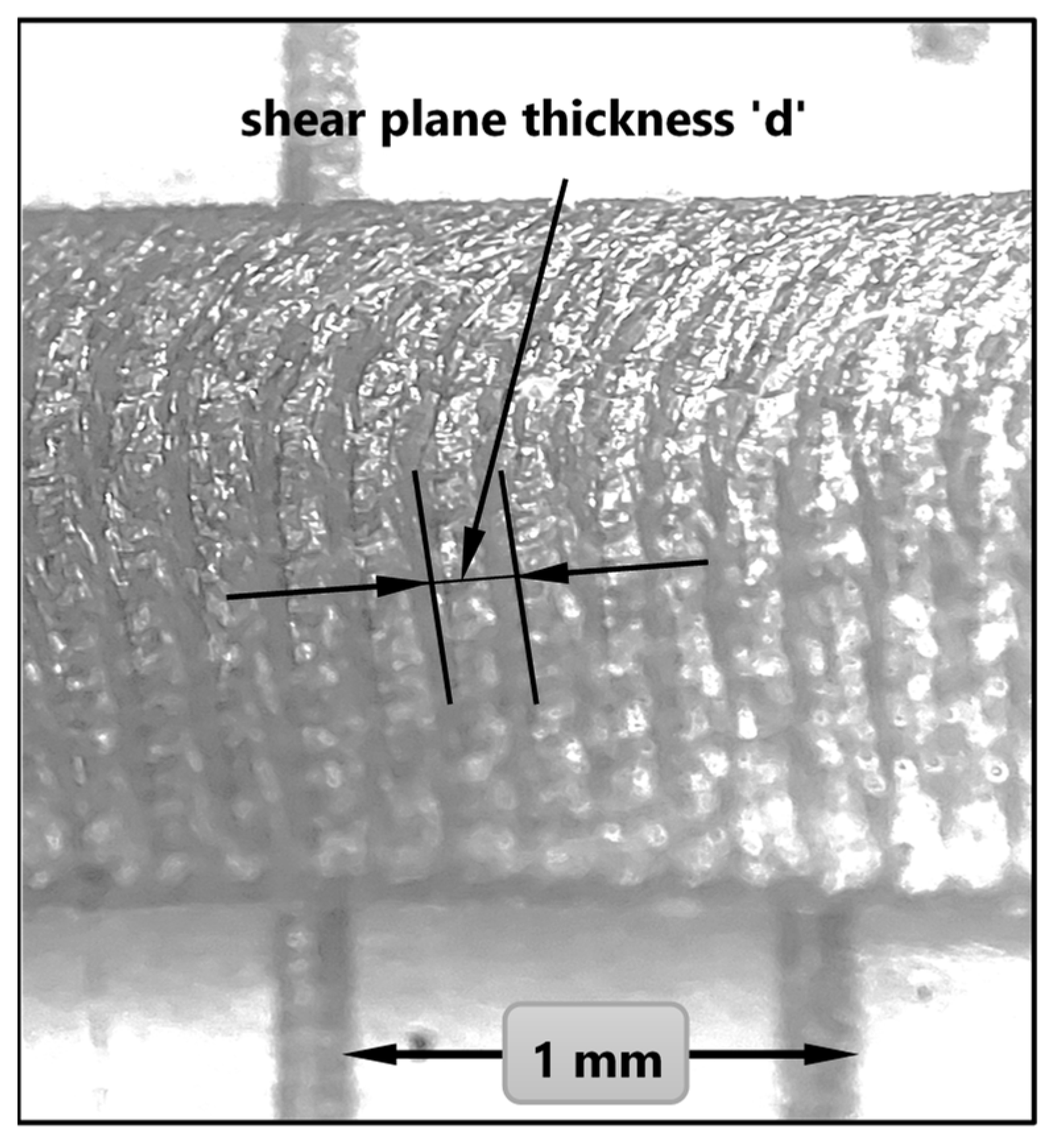
5], is effective to perform a machinability study. The method of measuring ‘
d’ is depicted in
Figure 8.
In this present study, the relative forces and specific energy requirements for machining are realised by measuring ‘ξ’ and shear strain (τs), which is inversely proportional to shear plane thickness ‘d’. At a constant depth, more chip thickening means more force or energy required to complete the machining work, which is indicated by a larger value of ‘ξ’. Consequently, it is always preferable to lower the values of ‘ξ’ without sacrificing productivity or metal removal rate (MRR). The chip reduction coefficient is observed less than or equal to 2 in favourable machining conditions.
All the machining chips in this investigation are collected as samples and examined (shown in Tables 10–15), and the shear plane thickness is measured as shown in
Figure 8. In all the cutting trails, new cutting tool edges are used after every experimental run. The cutting edges are examined under Mitutoyo tool maker’s microscope, Japan that is fitted with a DeltaPix™ digital metallographic camera with software. The observed tool-edge chipping and cutting-edge breaking (in some cases) are shown in
Figure 9. The chip thickness is measured by using a digital Vanier Caliper made by BAKER, India.
2.1. Response Surface Methodology (RSM) and Design of Experiment
To model and analyse issues when a response of concern is influenced by numerous variables, the Response Surface Methodology (RSM) adopts both mathematical and statistical methodologies. RSM makes an effort to examine how the independent variables affect a particular reliant variable (response). The independent variables denoted by
,
, ……,
are presumed to be continuous and can be controlled with negligible error. It is assumed that the response
Y is a random variable. The response
Y can be visualised as a function of the two independent variables
x1 and
x2 in the following way [
35]:
where ‘
ε’ represents an error component.
To roughly represent the surface surrounding a curvature, a second- or higher-order response surface model is required. A second-order response surface model, which can be expressed by Equations (1) and (2), is suitable in the majority of cases:
The parameter settings for conducting statistical analyses on the level of importance of process parameters and their interactions are displayed in
Table 5.
2.2. Artificial Neural Network (ANN) Model
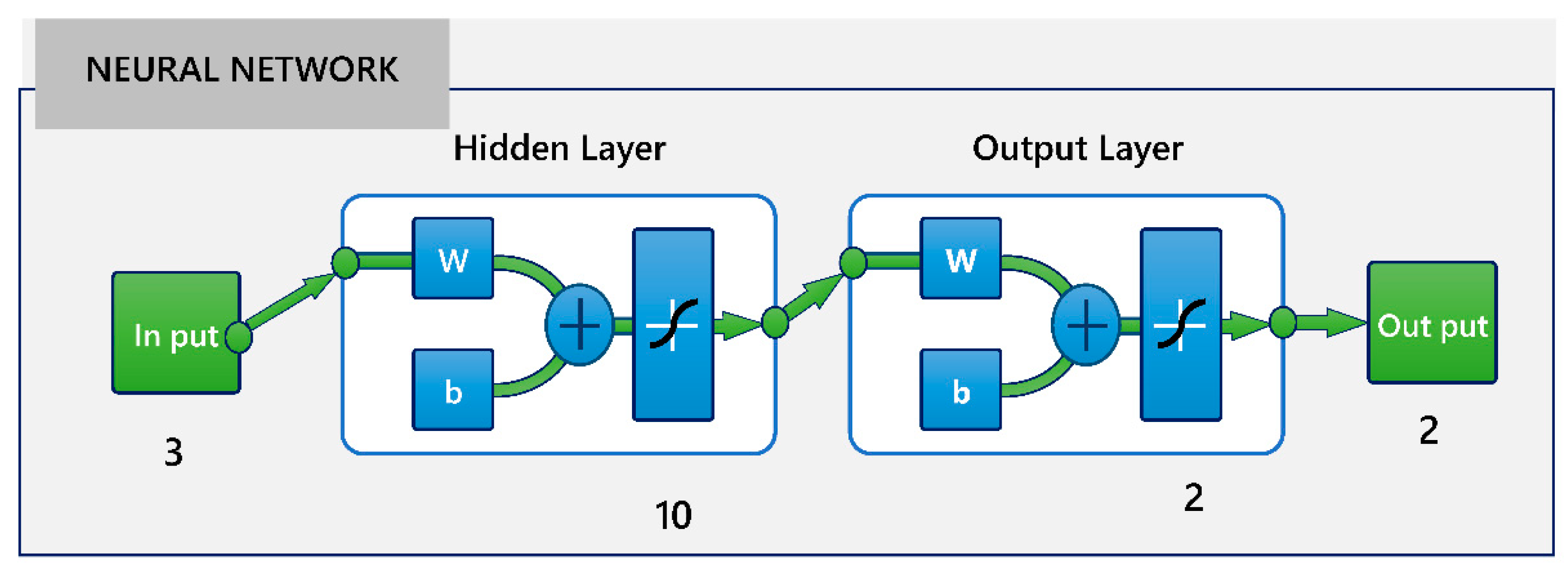
An ANN is a non-linear plotting system that functions like the human brain. It includes three interconnected layers, each of which contains one or more neurons. The input layer, often known as the first layer, is where the model receives its numerical input. One variable in this definition defines one neuron. The information is received by the concealed or hidden layer, which is the second layer, and is then processed. The output is provided by the output layer, which is linked to the hidden layer by synaptic weights (s). The ANN model’s accuracy depends on the type of training algorithm, configuration, various functions, weights, and biases. The notation ‘3-n-2’ denotes the input layer’s three neurons, the hidden layer’s n (unknown) neurons, and the output layer’s two neurons. Three neurons serve as inputs for the environment, cutting speed, and feed, while two neurons serve as outputs for the chip reduction coefficient and plane thickness. Out of 48 experimental datasets, 14 sets are used for model testing and validation, while 34 sets are used for training. The model for predicting chip behaviour is developed, trained, and tested using MATLAB R2015a’s ‘nnstart’ wizard. Mean square error (MSE) is used to measure performance during training, and mean absolute percentage error (MAPE) is used to measure performance during testing, as illustrated in Equations (3) and (4).
4. Discussion
In the present work, two full quadratic equations—one for the chip reduction coefficient (
ξ) and another for chip shear plane thickness (
d), in the form of Equation (1), are expressed by using the response surface method and are presented in Equation (5) and (6) respectively. The experimental values of responses corresponding to control variables are incorporated into the RSM model in Minitab 14.0.
The effects of different input parameters on the dependent responses (chip reduction coefficient and plane thickness) are evaluated by the analysis of variance (ANOVA). The results of ANOVA for the chip reduction coefficient (
ξ) and chip shear plane thickness (
d) are tabulated in
Table 7 and
Table 8, respectively. The ANOVA table consists of a sequential sum of a square from which the percentage contribution of factors is determined, F-value and P-value. A factor’s importance is shown by the P-value, which has a 95% confidence level. The greater relative importance of that component is indicated by a larger F-value.
For the RSM quadratic model for Y1 and Y2, the environment, cutting speed, and feed are all statistically significant as the P-value is less than 0.05. It also depicts that the contribution of linear terms for both models is 86.55% and 88.67%, respectively, of the total variation.
The square terms of cutting speed are also significant for both cases. The adjusted R2 values of the chip reduction coefficient (ξ) and chip shear plane thickness (d) are 0.928 and 0.986, respectively, and both values are close to 1, indicating that all the models are adequate.
The normal probability plots of the residuals (red dots) and the plots of the residuals vs. the predicted response for ‘
ξ’ and ‘
d’ are revealed in
Figure 10 and
Figure 11, respectively. According to a review of the plots in
Figure 10a and
Figure 11a, the residuals typically fall on a straight line, indicating that the errors are distributed regularly. In addition,
Figure 10b and
Figure 11b expose that they have no clear pattern and unusual structure. This suggests that the offered models are suitable and that the assumptions of independence and constant variance are not violated.
Plots of main effects are made to examine the impacts of the parameters on the chip reduction coefficient (
ξ) and chip shear plane thickness (
d). As may be seen from
Figure 12, the environment, cutting speed, and feed are the significant factors in the chip thickness coefficient.
These graphs indicate that as the three input parameters increase, the chip thickness coefficient value sharply decreases.
Figure 13 (a) environment, (b) cutting speed, and (c) feed show the effects on chip shear plane thickness. The R
2 is equal to 0.99948 and 0.99646 for validation and testing, respectively. At this point, the training process is paused, and the ANN model’s two responses (outputs) are predicted using all 48 experimental data. The ANN model’s predicted values and the experimental values are thought to be in good agreement.
The surface plot of
ξ versus cutting parameters at constant environment, cutting speed, and feed are given in
Figure 14a–c respectively. Similarly, the surface plot of ‘
d’ versus cutting parameters at the constant environment, cutting speed, and feed constant are shown in
Figure 15a–c respectively.
Figure 13a shows that the shear plane thickness ‘
d’ is not significantly affected by environmental conditions. The shear plane thickness might be most affected by intrinsic or similar issues but not so much affected by extrinsic issues such as environments. The effect of speed on ‘
d’ is shown in
Figure 13b and
Figure 15c; as
Vc increases, the cutting temperature increases and softens the material, which may reduce ‘
d’, and as the feed increases, the ‘
d’ value increases proportionately, as in
Figure 13c and
Figure 15a.
Table 9 shows some experimental and anticipated regression model values for the parameters chip reduction coefficient ‘
ξ’ and plane thickness ‘
d’. Both values clearly show that the experimental values and the projected values are in good agreement with one another.
For the ANN model design, a 10-hidden-neuron ANN architecture, as shown in
Figure 16, is chosen. Training is the initial phase of the ANN.
In this work, a feed-forward multi-layer neural network for both responses, chip reduction coefficient
(ξ) and plane thickness (
d), having the ‘3-10-2′ architecture is adopted. In this study, the smaller network dataset is trained using the Levenberg-Marquardt algorithm. Although it needs more memory than other algorithms for larger datasets, Train Levenberg-Marquardt (TrainLM) is frequently the quickest backpropagation method in the simulation programme and is strongly advised as a first-choice supervised technique. By utilising a back-propagation technique to minimise global error, adequate performance levels are attained. The backpropagation algorithm is a learning method that modifies ANN weights by propagating weight changes from output to input neurons. When the target level of performance is attained, network training is terminated. To make decisions for the evaluation of output, the weights generated during this stage are used. In this inquiry, ANN training, validation, and testing are conducted using the MATLAB toolbox. The network is trained using a collection of experimental values to create an ANN model. After a successful training session, the network is utilised to forecast the replies for testing and validation.
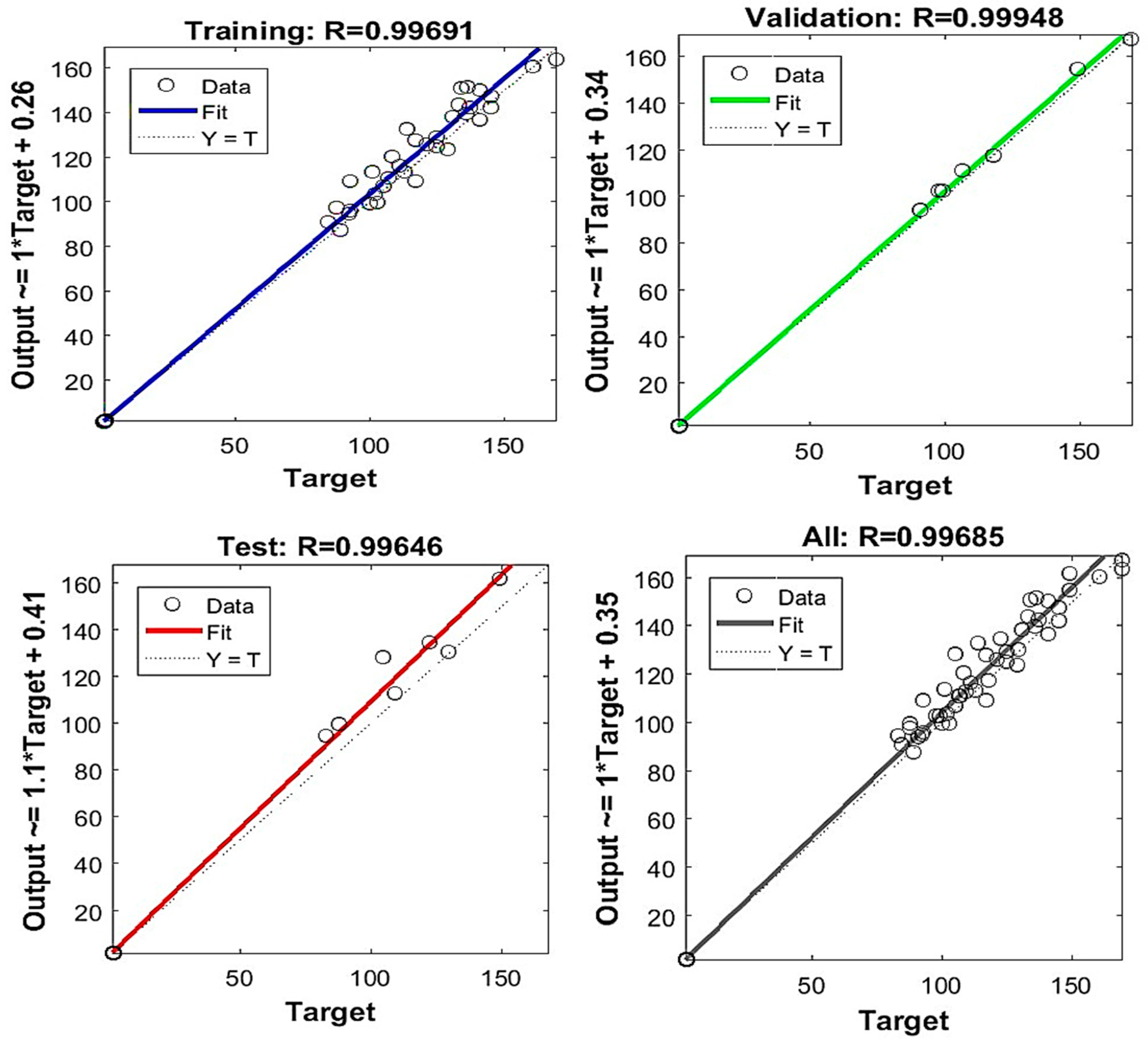
Figure 17 displays the ANN results. It is clear from
Figure 18 that all the experimental and predicted values during training coincide perfectly on the regression line, which makes R
2 = 0.99691 in training. The R
2 is equal to 0.99948 and 0.99646 for validation and testing, respectively. At this point, the training process is paused, and the ANN model’s two responses (outputs) are predicted using all 48 experimental data. The ANN model’s predicted values and the experimental values are thought to be in good agreement.
4.1. Chip Characteristics Study by Visual Observation
The study of chip characteristics is conducted under visual observation of chip types and chip morphology. The machining chip types as collected during machining in dry, micro-jet, and flood cooling are tabulated in
Table 10,
Table 11 and
Table 12 below, respectively. The chip morphology of the same machining chips is given in
Table 13,
Table 14 and
Table 15, sequentially.
The observation from
Table 10,
Table 11 and
Table 12 indicates that continuous chips are more evident in flood cooling as compared to a micro-jet environment. Eventually, short chips are common in all the machining conditions (dry, micro-jet, and flood cooling), in the higher range of speed and feed combinations (as shown with red marks in the figures of
Table 10,
Table 11 and
Table 12).
In
Table 13,
Table 14 and
Table 15, the chip colour changes (which might be due to oxidation) are most prominent in dry and micro-jet machining. The higher machining temperature causes more oxidation of hot chip surfaces, which results in colour change [
36,
37]. It is observed in
Table 15 that the change in chip colour is less in the flood cooling condition. It indicates that the overall cooling is better in this condition.
The short-length chips are mainly found in
Table 10 and
Table 11 due to the strain occurrence in chips that is evident in
Table 13 and
Table 14 for dry and micro-jet machining conditions, respectively. The inference from the overall observations in
Table 10,
Table 11,
Table 12,
Table 13,
Table 14 and
Table 15 indicates that the flood cooling condition is more comfortable in
MRR as compared to dry and micro-jet MQL.
4.2. Cutting Tool Health Observation
Cutting tool conditions are monitored and BUEs, tool-edge chipping, and tool-edge breakings are noticed in some cases, which are highlighted in
Table 6. BUEs occur significantly less in dry and micro-jet cooling conditions, but BUEs and edge chipping predominantly occur in the flood cooling condition. Edge breaking is also observed in the same condition. The flood cooling might not be favourable for cutting-tools–workpiece interfaces. It was also observed from the investigation of Dhar et al. 2005 [
38], in machining C-60 steel, that the uncoated carbide tool inserts are sometimes more prone to wear in wet conditions as compared to dry and cryogenic environments. Shaw, 2005 [
39] mentioned that the TiAlN-coated tool performs better in dry high-speed machining. The PVD (TiAlN + TiAiN)-coated carbide (SNMG) tool inserts, used in this investigation, might be chemically stable at high temperatures in dry conditions. However, they might not be compatible with the heating and cooling effect in wet conditions, which may result in higher chances of BUEs, edge chipping, and edge breaking.
4.3. Machinability by Considering Ease of MRR and Tool Health
The machinability of SS 304 is analysed by the output responses and tool health observations. Tool life (inverse with BUE formation, edge chipping, and edge breaking) and ease of
MRR (inverse with ‘
ξ’) are some main considerations for the machinability study. For the prediction of machinability (in this investigation), the chip reduction coefficient and cutting-tool-edge chipping phenomena are plotted based on dry, micro-jet, and flood cooling environments in
Figure 18.
It is clear from
Figure 18 that cutting is comfortable in flood cooling conditions but tool (SNMG-coated carbide) health suffers severely from the flood coolant due to predominant edge chipping, which might be caused due to BUE formation during machining. Rather, the coated carbide cutting tool performs better in dry and micro-jet cooling conditions.
By considering the ease of MRR and cutting tool life, micro-jet cooling conditions seem to be the optimum one, which has a cheaper running cost than flood cooling and is eco-friendly.

 ,
, 




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}































































































