Comparative Study of Rheological Effects of Vegetable Oil-Lubricant, TiO2, MWCNTs Nano-Lubricants, and Machining Parameters’ Influence on Cutting Force for Sustainable Metal Cutting Process

 ,
,  ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
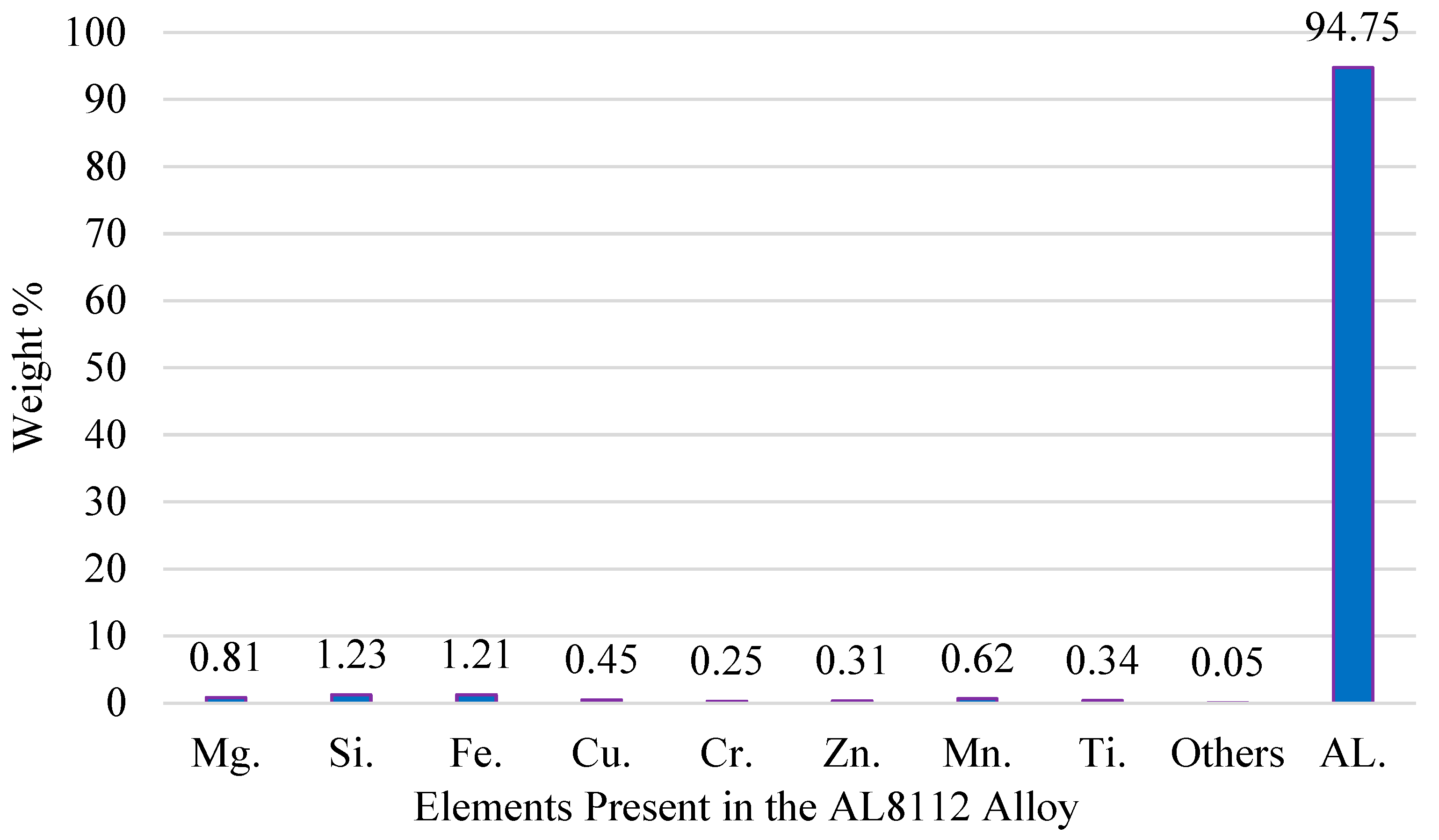
2. Materials and Methods
2.1. Titanium Dioxide (TiO2) Nanoparticles
- It is widely used in food processing, paint productions and as additives to base oil in machining operations,
- It has excellent thermal conductivity, viscosity,
- High wear and corrosion resistance properties,
- TiO2 possesses good solubility and stability in mixing ratio with a base or engine oil,
- The thin film of titanium dioxide (TiO2) gives multi-functional characteristics as a lubricant and coolant for machining stability at high temperatures.
2.2. Multi-Walled Carbon Nanotube (MWCNT) Nanoparticles
- Exceptional mechanical, optical, electrical, thermal, and chemical properties,
- Its great potential to reduce friction and wear during machining operations,
- Its high corrosion resistance, and
- Its broad applicability in tribological applications includes additives to oil and water and as reinforcement materials for ceramics and metals.
2.3. Vegetable Oil (Copra Oil)
- It is a natural extract from Cocos Nucifera that is environmentally friendly to the workpiece and the operator during machining operations,
- It has excellent mechanical and thermal properties and will help in improving the performance of the workpiece during operations,
- It has outstanding lubricating properties and high flash and fire points compared to mineral oils.
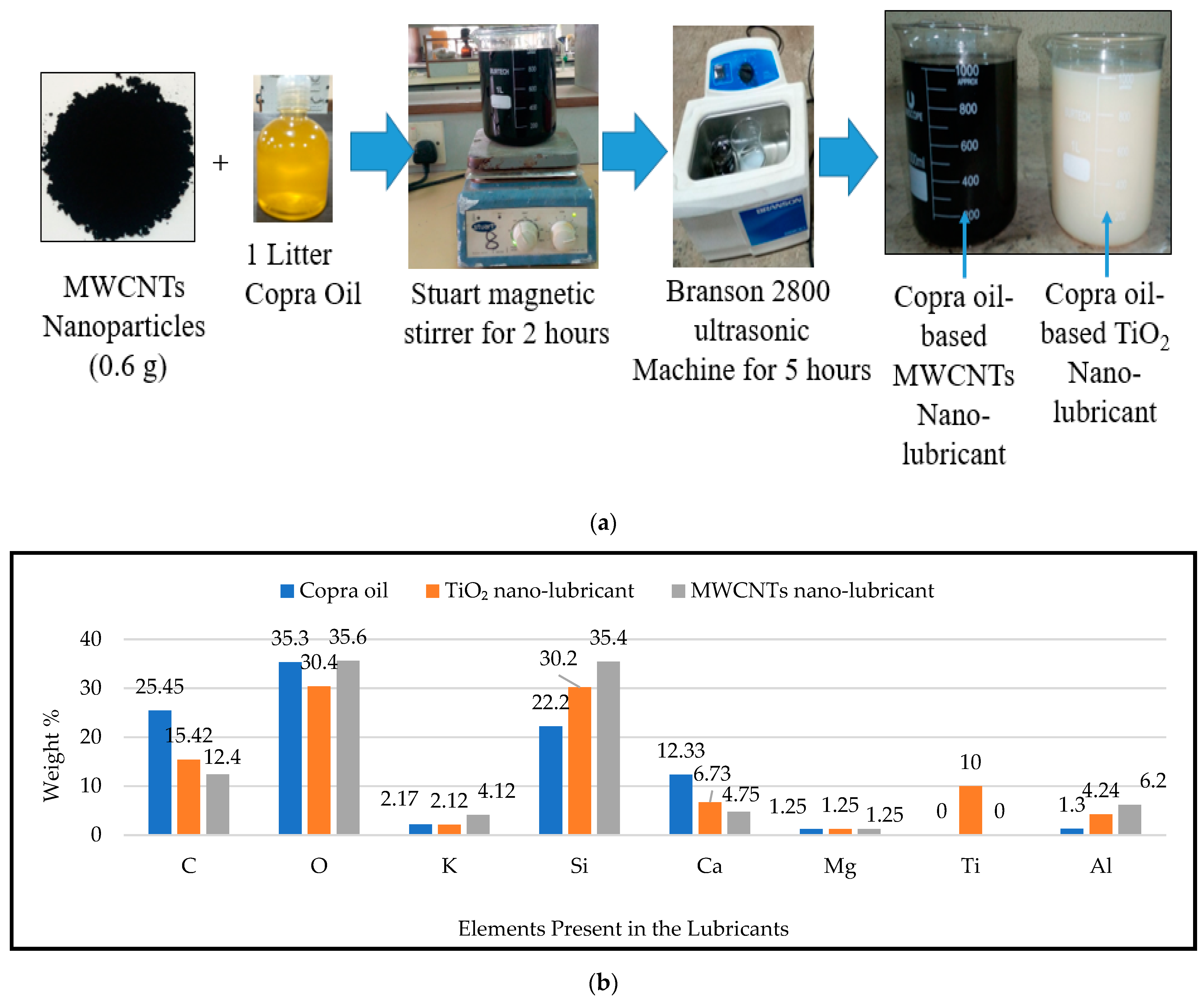
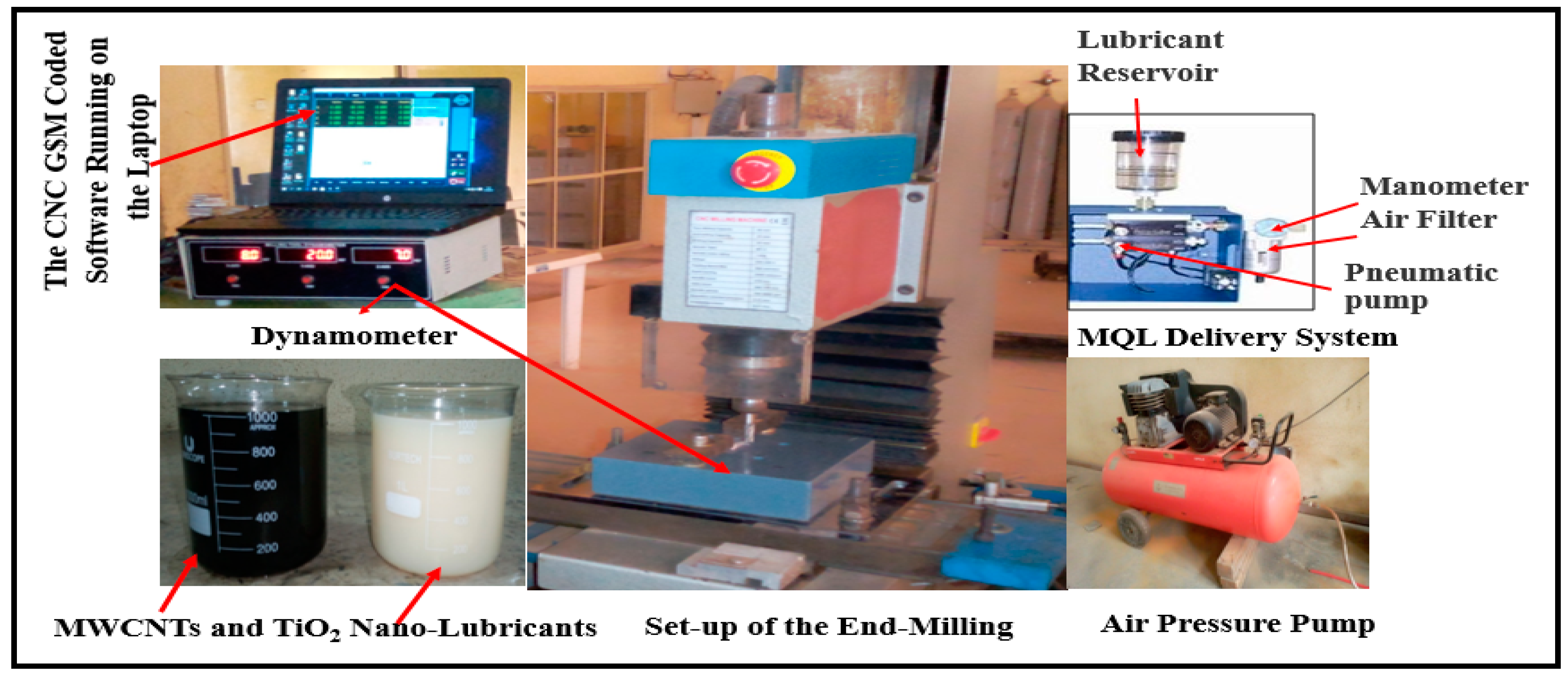
2.4. Experimental Procedures
3. Results and Discussion
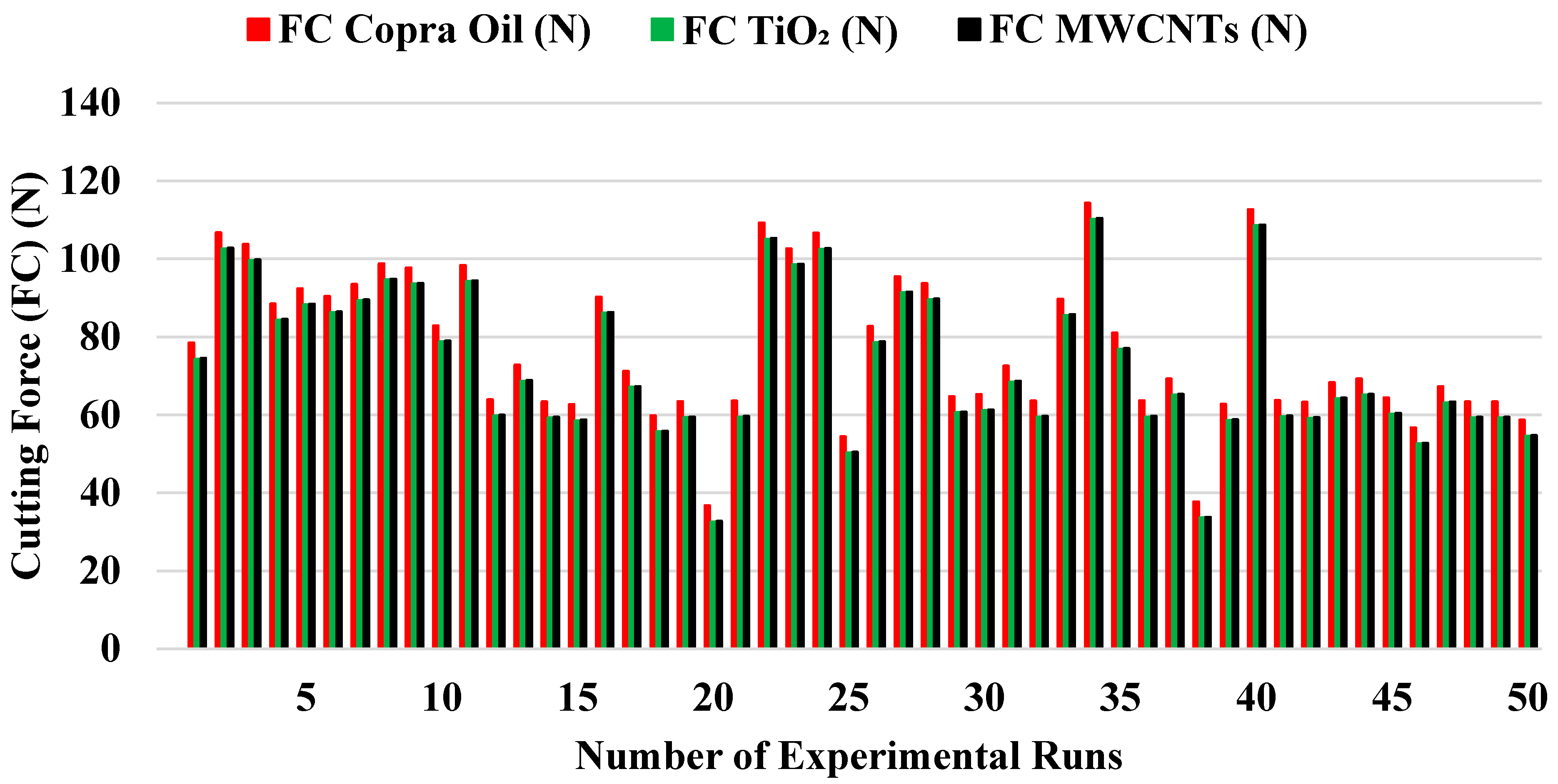
3.1. The Rheological Effects of Nano-Particles on the Copra Cutting Fluid during the Study of the Cutting Force
3.2. The Results of Machining Parameters Influence on Cutting Force
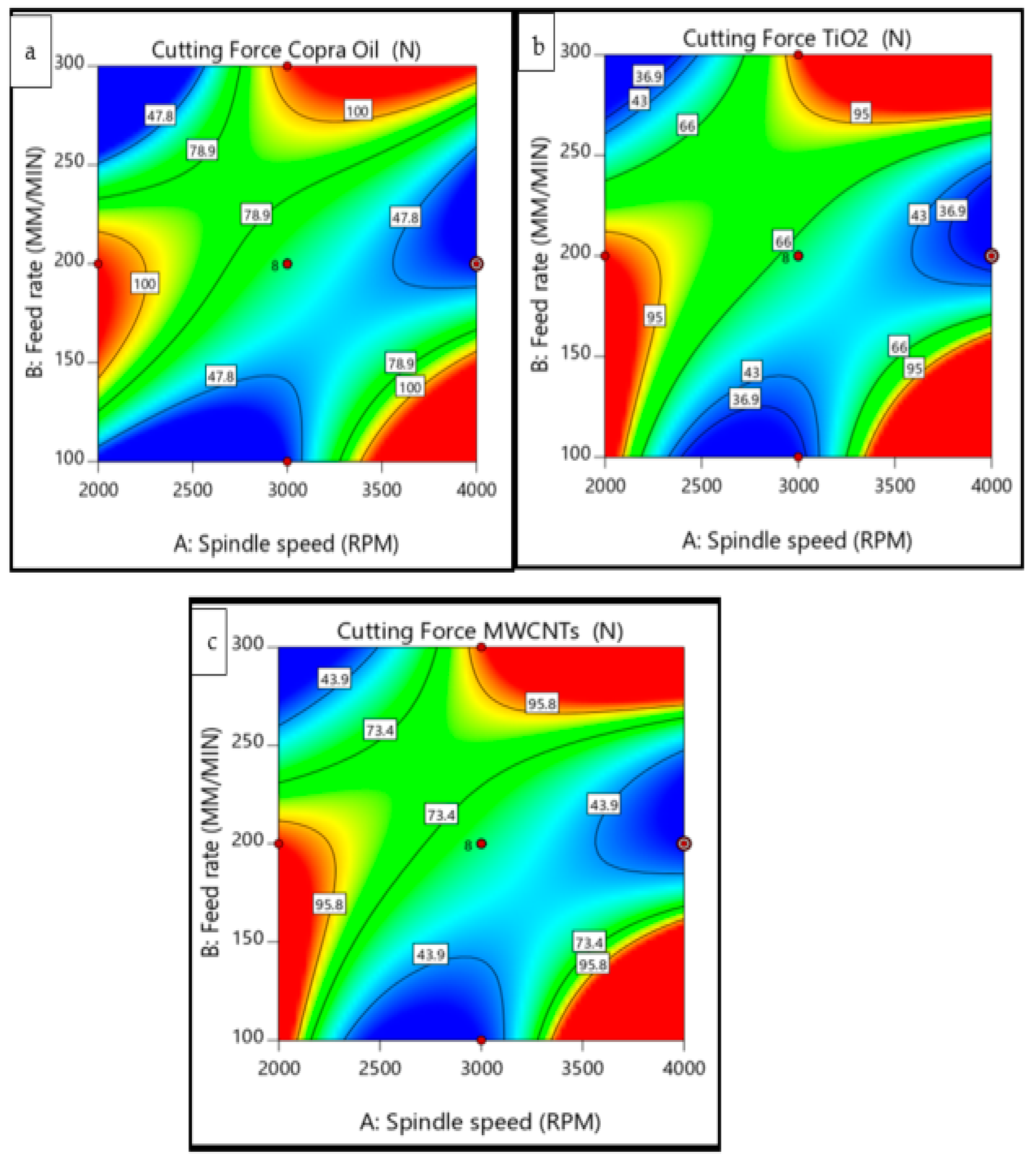
3.2.1. Spindle Speed Interaction Study with Feed Rate on Cutting Force
3.2.2. Spindle Speed and Length-of-Cut Influence on Cutting Force
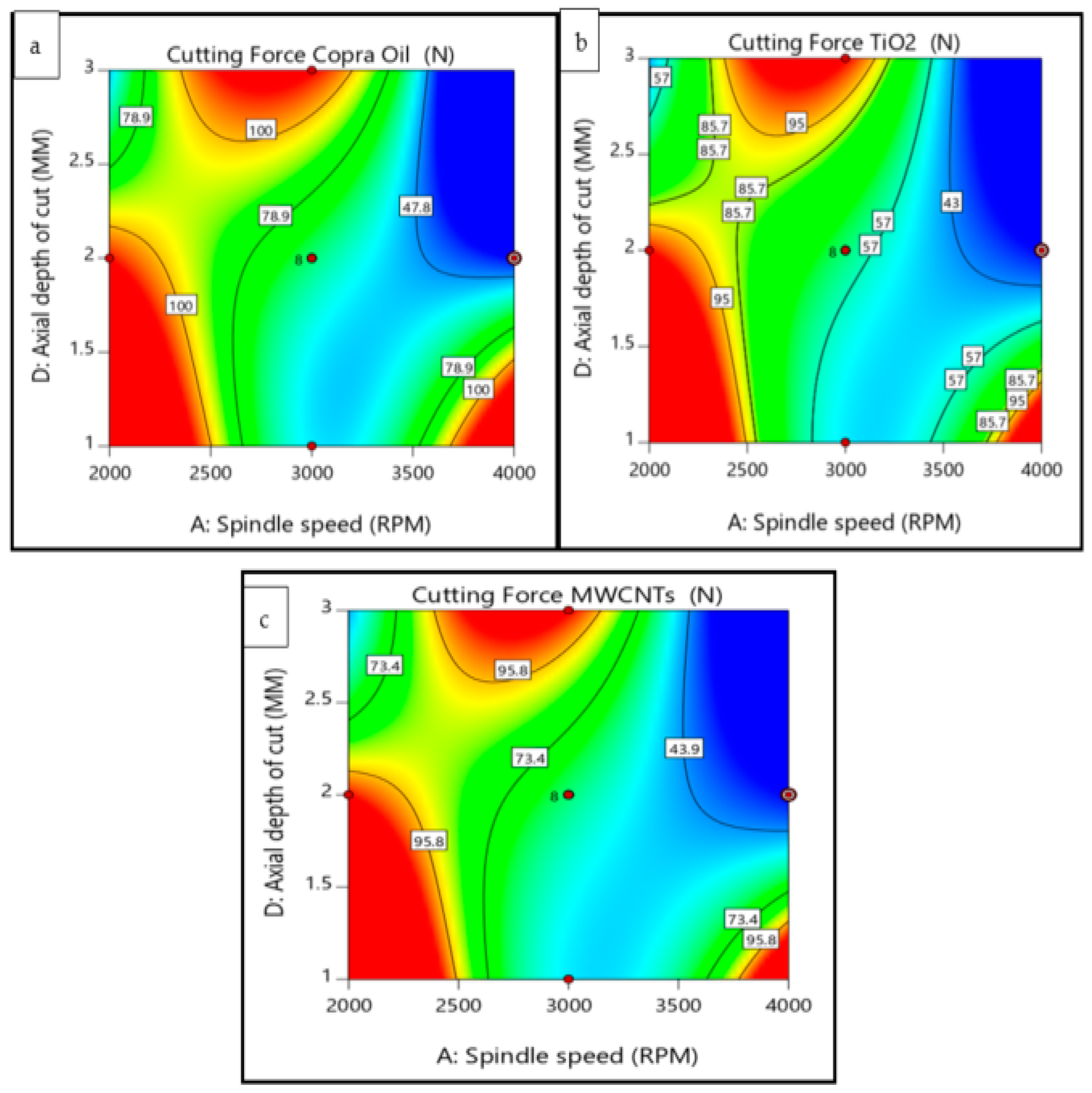
3.2.3. Spindle Speed and Axial-Depth-of-Cut Interaction Effects on Cutting Force
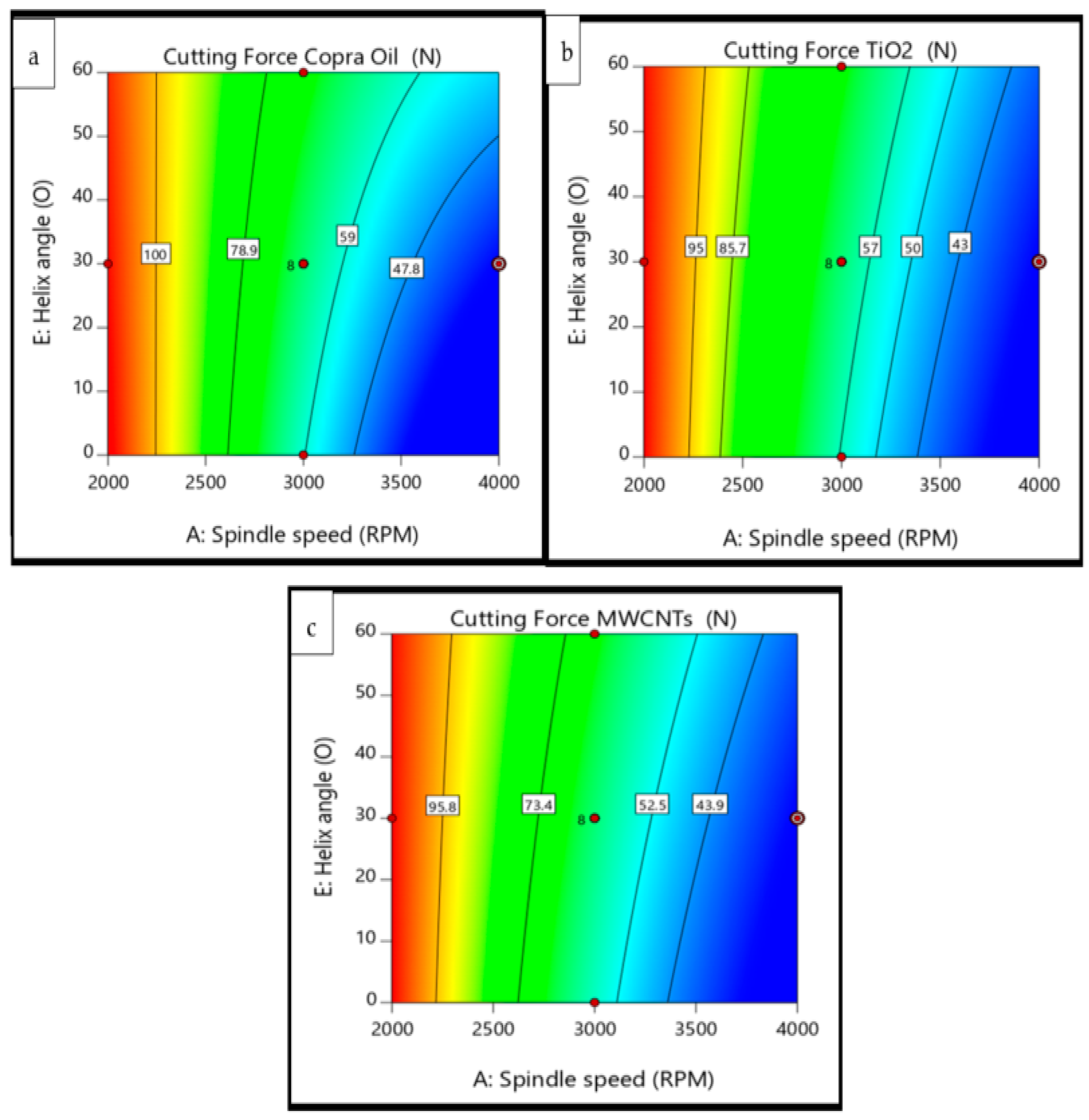
3.2.4. The Interaction Effects of Spindle Speed and Helix Angle on Cutting Force
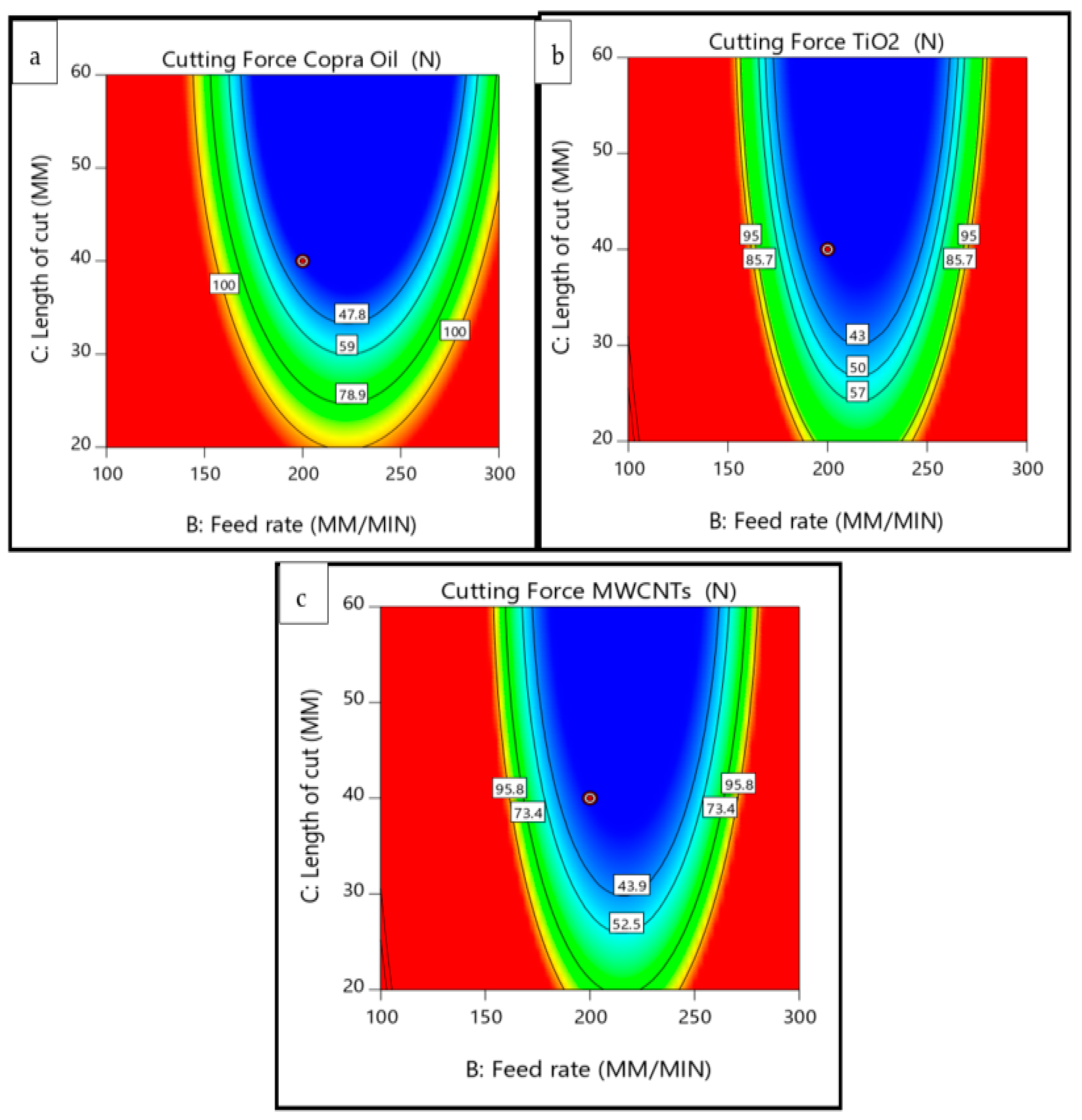
3.2.5. Feed Rate and Length-of-Cut Interaction Effects on Cutting Force
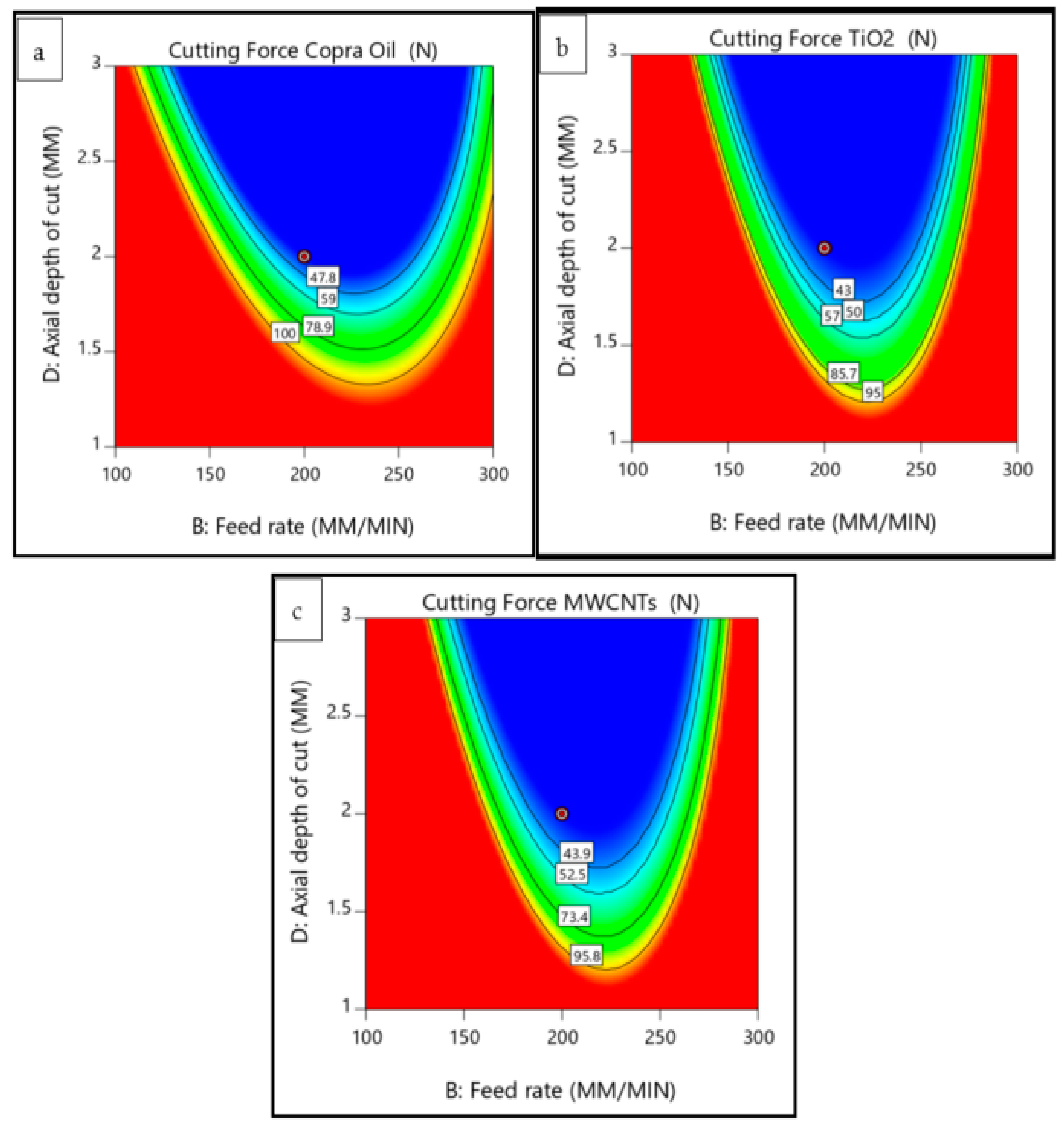
3.2.6. Feed Rate and Axial-Depth-of-Cut Interaction Influence on Cutting Force
3.2.7. Feed Rate and Helix Angle Interaction Influence on Cutting Force
3.2.8. Length-of-Cut and Axial-Depth-of-Cut Interaction Effects on Cutting Force
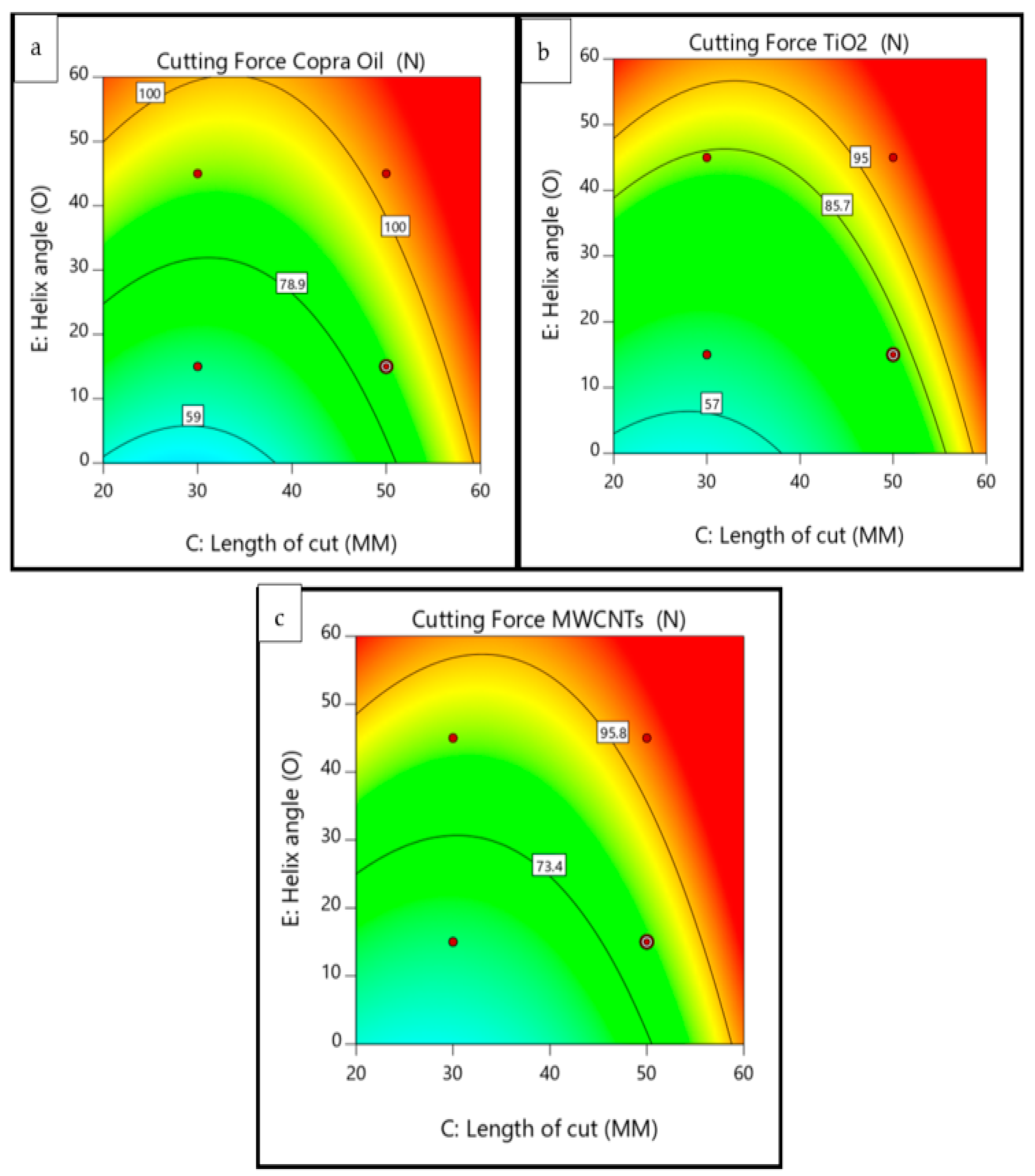
3.2.9. Length-of-Cut and Helix Angle Interaction Effects on Cutting Force
3.2.10. Axial-Depth-of-Cut and Helix Angle Interaction Influence on Cutting Force
4. Conclusions
- The addition of the TiO2 and MWCNTs nanoparticles in copra vegetable oil showed that the rheological properties of the copra vegetable oil were improved. It also led to a reduction in the cutting force at the end milling process.
- The rheological test shows the vegetable oil has a Viscosity of 18.2 mm2/s at 25 °C. Furthermore, the viscosity of the TiO2 nano-lubricant is 17.4 mm2/s, and the MWCNT nano-lubricant is 25.5 mm2/s. This can be explained by the flow of the lubricants at the cutting region during the machining operations. From observation, the rate of flow of the TiO2 nano-lubricant was faster and more accessible during the dispensation of the lubrication process.
- Therefore, the TiO2 nano-lubricant thin film deposition on the surface of the workpiece assists in increasing the surface hardness. Reducing the friction between the cutting tool and the workpiece decreases or reduces the cutting force.
- The study shows that the most interactions, in terms of machining parameters, are F.R. and ADOC in the cutting force analysis. However, when increased with the ADOC, it leads to increased cutting force, due to the increase in the chips being removed from the workpiece. The weight of the chips also contributed to the high generation of cutting force on the machining operation.
- The TiO2 nano-lubricant machining environment successfully reduces the cutting force by 0.26% and 6%, compared with MWCNT nano-fluid and copra oil. A reduction of 5% was also found with MWCNTs nano-cutting fluid, compared with the copra lubricant during the end milling of the Aluminum 8112 alloy.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rapeti, P.; Pasam, V.K.; Gurram, K.M.R.; Revuru, R.S. Performance evaluation of vegetable oil-based nano cutting fluids in machining using grey relational analysis-A step towards sustainable manufacturing. J. Clean. Prod. 2018, 172, 2862–2875. [Google Scholar] [CrossRef]
- Lakner, T.; Hardt, M. A Novel Experimental Test Bench to Investigate the Effects of Cutting Fluids on the Frictional Conditions in Metal Cutting. J. Manuf. Mater. Process. 2020, 4, 45. [Google Scholar] [CrossRef]
- Imani, L.; Rahmani Henzaki, A.; Hamzeloo, R.; Davoodi, B. Modeling and optimizing of cutting force and surface roughness in milling process of Inconel 738 using hybrid ANN and G.A. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 234, 920–932. [Google Scholar] [CrossRef]
- Xu, J.; Li, C.; Chen, M.; Ren, F. A comparison between vibration assisted and conventional drilling of CFRP/Ti6Al4V stacks. Mater. Manuf. Process. 2019, 34, 1182–1193. [Google Scholar] [CrossRef]
- Okokpujie, I.P.; Ikumapayi, O.M.; Okonkwo, U.C.; Salawu, E.Y.; Afolalu, S.A.; Dirisu, J.O.; Ajayi, O.O. Experimental and mathematical modeling for prediction of tool wear on the machining of aluminium 6061 alloy by high speed steel tools. Open Eng. 2017, 7, 461–469. [Google Scholar] [CrossRef]
- Okokpujie, I.P.; Bolu, C.A.; Ohunakin, O.S.; Akinlabi, E.T.; Adelekan, D.S. A review of recent application of machining techniques based on the phenomena of CNC machining operations. Procedia Manuf. 2019, 35, 1054–1060. [Google Scholar] [CrossRef]
- Shihab, S.K. Optimization of WEDM process parameters for machining of friction-stir-welded 5754 aluminum alloy using Box–Behnken design of RSM. Arab. J. Sci. Eng. 2018, 43, 5017–5027. [Google Scholar] [CrossRef]
- Kannan, A.; Esakkiraja, K.; Nataraj, M. Modeling and Analysis for Cutting Temperature in Turning of Aluminium 6063 Using Response Surface Methodology. IOSR J. Mech. Civ. Eng. 2013, 9, 59–64. [Google Scholar]
- Safiei, W.; Rahman, M.M.; Yusoff, A.R.; Tasnim, W.; Abd Malek, Z.A. Evaluation of Cutting Force in End Milling Process of Aluminum Alloy 6061-T6 Using Tungsten Carbide Inserts with MQL Method Utilizing Hybrid Nanofluid. J. Adv. Res. Fluid Mech. Therm. Sci. 2021, 84, 111–125. [Google Scholar] [CrossRef]
- Tsai, M.Y.; Chang, S.Y.; Hung, J.P.; Wang, C.C. Investigation of milling cutting forces and cutting coefficient for aluminum 6060-T6. Comput. Electr. Eng. 2016, 51, 320–330. [Google Scholar] [CrossRef]
- Pérez-Ruiz, J.D.; de Lacalle, L.N.; Urbikain, G.; Pereira, O.; Martínez, S.; Bris, J. On the relationship between cutting forces and anisotropy features in the milling of LPBF Inconel 718 for near net shape parts. Int. J. Mach. Tools Manuf. 2021, 170, 103801. [Google Scholar] [CrossRef]
- Pereira, O.; Martín-Alfonso, J.E.; Rodríguez, A.; Calleja, A.; Fernández-Valdivielso, A.; De Lacalle, L.L. Sustainability analysis of lubricant oils for minimum quantity lubrication based on their tribo-rheological performance. J. Clean. Prod. 2017, 164, 1419–1429. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Calleja-Ochoa, A.; Celaya, A.; de Lacalle, L.N.; Fernandez-Valdivielso, A.; González, H. Simulation of cryo-cooling to improve super alloys cutting tools. Int. J. Precis. Eng. Manuf.-Green Technol. 2022, 9, 73–82. [Google Scholar] [CrossRef]
- Ohunakin, O.S.; Adelekan, D.S.; Gill, J.; Atayero, A.A.; Atiba, O.E.; Okokpujie, I.P.; Abam, F.I. Performance of a hydrocarbon driven domestic refrigerator based on varying concentration of SiO2 nano-lubricant. Int. J. Refrig. 2018, 94, 59–70. [Google Scholar] [CrossRef]
- Agu, C.K.; Lawal, S.A.; Abolarin, M.S.; Agboola, J.B.; Abutu, J.; Awode, E.I. Multi-response optimization of machining parameters in turning AISI 304L using different oil-based cutting fluids. Niger. J. Technol. 2019, 38, 364–375. [Google Scholar] [CrossRef]
- Okokpujie, I.P.; Ohunakin, O.S.; Adelekan, D.S.; Bolu, C.A.; Gill, J.; Atiba, O.E.; Aghedo, O.A. Experimental investigation of nano-lubricants effects on temperature distribution of mild steel machining. Procedia Manuf. 2019, 35, 1061–1066. [Google Scholar] [CrossRef]
- Okonkwo, U.C.; Okokpujie, I.P.; Sinebe, J.E.; Ezugwu, C.A.K. Comparative analysis of aluminium surface roughness in end-milling under dry and minimum quantity lubrication (MQL) conditions. Manuf. Rev. 2015, 2, 30. [Google Scholar] [CrossRef] [Green Version]
- Okokpujie, I.P.; Ohunakin, O.S.; Bolu, C.A.; Adelekan, D.S.; Akinlabi, E.T. Experimental analysis of the influence of depth of cut, time of cut, and machining speed on vibration frequency during turning of Al1060 alloy. Int. J. Adv. Trends Comput. Sci. Eng. 2020, 9, 6783–6789. [Google Scholar] [CrossRef]
- Okokpujie, I.P.; Ohunakin, O.S.; Bolu, C.A. Multi-objective optimization of machining factors on surface roughness, material removal rate and cutting force on end-milling using MWCNTs nano-lubricant. Prog. Addit. Manuf. 2021, 6, 155–178. [Google Scholar] [CrossRef]
- Jiang, H.; Hou, X.; Dearn, K.D.; Su, D.; Ali, M.K. Thermal stability enhancement mechanism of engine oil using hybrid MoS2/h-BN nano-additives with ionic liquid modification. Adv. Powder Technol. 2021, 32, 4658–4669. [Google Scholar] [CrossRef]
- Okokpujie, I.P.; Tartibu, L.K. Performance Investigation of the Effects of Nano-Additive-Lubricants with Cutting Parameters on Material Removal Rate of AL8112 Alloy for Advanced Manufacturing Application. Sustainability 2021, 13, 8406. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Fernández-Abia, A.I.; Barreiro, J.; de Lacalle, L.L. Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. J. Clean. Prod. 2016, 139, 440–449. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Barreiro, J.; Fernández-Abia, A.I.; de Lacalle, L.N. Nozzle design for combined use of MQL and cryogenic gas in machining. International journal of precision engineering and manufacturing-green technology. Int. J. Precis. Eng. Manuf.-Green Technol. 2017, 4, 87–95. [Google Scholar] [CrossRef]
- Rajmohan, T.; Sathishkumar, S.D.; Palanikumar, K.; Ranganathan, S. Modeling and analysis of cutting force in turning of AISI 316L Stainless Steel (S.S.) under nano cutting environment. Appl. Mech. Mater 2015, 766, 949–955. [Google Scholar] [CrossRef]
- Badrinathan, K.S.; Karunamoorthy, L. Study of the effect of progressive feed rate on the cutting force in CNC end milling of AISI 1045 steel. Int. J. Eng. Technol. 2013, 5, 4741–4751. [Google Scholar]
- Hegab, H.; Kishawy, H. Towards sustainable machining of inconel 718 using nano-fluid minimum quantity lubrication. J. Manuf. Mater. Process. 2018, 2, 50. [Google Scholar] [CrossRef] [Green Version]
- Ibrahim, M.R.; Latif, A.A.; Hassan, M.F.; Arifin, A.M.T.; Amran, A.Z.; Peter, C.P.E. Effect of feed rate and depth of cut on cutting forces and surface roughness when end milling of mild steel using noviano cutting tool. In Proceedings of the International Conference on Industrial Engineering and Operations Managemet, Rabat, Morocco, 11–13 April 2017. [Google Scholar]
- Osman, K.A.; Yılmaz, V.; Ünver, H.Ö.; Şeker, U.; Kiliç, S.E. Slot milling of titanium alloy with hexagonal boron nitride and minimum quantity lubrication and multi-objective process optimisation for energy efficiency. J. Clean. Prod. 2020, 258, 120739. [Google Scholar] [CrossRef]
- Sequeira, A.A.; Prabhu, R.; Sriram, N.S.; Bhat, T. Effect of cutting parameters on cutting force and surface roughness of aluminum components using face milling process-a Taguchi approach. IOSR J. Mech. Civ. Eng. 2012, 3, 7–13. [Google Scholar] [CrossRef]
- Kalidass, S.; Ravikumar, T.M. Cutting force prediction in the end milling process of AISI 304 steel using solid carbide tools. Int. J. Eng. Trans. A Basics 2015, 28, 1074–1081. [Google Scholar]
- Li, Z.; Liu, Q.; Ming, X.; Wang, X.; Dong, Y. Cutting force prediction and analytical solution of regenerative chatter stability for helical milling operation. Int. J. Adv. Manuf. Technol. 2014, 73, 433–442. [Google Scholar] [CrossRef]
- Olvera, D.; Urbikain, G.; Elías-Zuñiga, A.; de Lacalle, L.N.L. Improving stability prediction in peripheral milling of Al7075T6. Appl. Sci. 2018, 8, 1316. [Google Scholar] [CrossRef] [Green Version]
- Khalil, A.N.M.; Azmi, A.I.; Murad, M.N.; Ali, M.A.M. The effect of cutting parameters on cutting force and tool wear in machining Nickel-Titanium Shape Memory Alloy ASTM F2063 under Minimum Quantity Nano-lubricant. Procedia CIRP. 2018, 77, 227–230. [Google Scholar] [CrossRef]
- Masmiati, N.; Sarhan, A.A.; Hassan, M.A.N.; Hamdi, M. Optimisation of cutting conditions for minimum residual stress, cutting force, and surface roughness in end milling of S50C medium carbon steel. Measurement 2016, 86, 253–265. [Google Scholar] [CrossRef]
- Denkena, B.; Grove, T.; Behrens, L.; Müller-Cramm, D. Wear mechanism model for grinding of PcBN cutting inserts. J. Mater. Process. Technol. 2020, 277, 116474. [Google Scholar] [CrossRef]
- Wang, Y.; Zou, B.; Wang, J.; Wu, Y.; Huang, C. Effect of the progressive tool wear on surface topography and chip formation in micro-milling of Ti–6Al–4V using Ti (C7N3)-based cermet micro-mill. Tribol. Int. 2020, 141, 105900. [Google Scholar] [CrossRef]
- Jeevan, T.P.; Jayaram, S.R. Performance evaluation of jatropha and Pongamia oil-based environmentally friendly cutting fluids for turning AA 6061. Adv. Tribol. 2018, 2018. [Google Scholar] [CrossRef] [Green Version]
- Xia, W.; Zhao, J.; Wu, H.; Zhao, X.; Zhang, X.; Xu, J.; Jiang, Z. Effects of oil-in-water based nano-lubricant containing TiO2 nanoparticles in hot rolling of 304 stainless steel. J. Mater. Process. Technol. 2018, 262, 149–156. [Google Scholar] [CrossRef] [Green Version]
- Okokpujie, I.P.; Bolu, C.A.; Ohunakin, O.S. Comparative performance evaluation of TiO2, and MWCNTs nano-lubricant effects on surface roughness of AA8112 alloy during end-milling machining for sustainable manufacturing process. Int. J. Adv. Manuf. Technol. 2020, 108, 1473–1497. [Google Scholar] [CrossRef]
- Rajmohan, T.; Sathishkumar, S.D.; Palanikumar, K. Effect of a nanoparticle-filled lubricant in turning of AISI 316L stainless steel (S.S.). Part. Sci. Technol. 2017, 35, 201–208. [Google Scholar] [CrossRef]
- Zhang, S.; Li, J.F.; Wang, Y.W. Tool life and cutting forces in end milling Inconel 718 under dry and minimum quantity cooling lubrication cutting conditions. J. Clean. Prod. 2012, 32, 81–87. [Google Scholar] [CrossRef]
- Das, A.; Patel, S.K.; Biswal, B.B.; Sahoo, N.; Pradhan, A. Performance evaluation of various cutting fluids using MQL technique in hard turning of AISI 4340 alloy steel. Measurement 2020, 150, 107079. [Google Scholar] [CrossRef]
- Okokpujie, I.P.; Bolu, C.A.; Ohunakin, O.S.; Akinlabi, E.T. Experimental Study of the Effect of TiN–Zn Coated High-Speed Steel Cutting Tool on Surface Morphology of AL1060 Alloy During Machining Operation. Trends Manuf. Eng. Manag. Lect. Notes Mech. Eng. 2021, 637–647. [Google Scholar] [CrossRef]
- Okonkwo Ugochukwu, C.; Nwoke Obinna, N.; Okokpujie Imhade, P. Comparative analysis of chatter vibration frequency in CNC turning of AISI 4340 alloy steel with different boundary conditions. J. Covenant Eng. Technol. (CJET) 2018, 1, 13–30. [Google Scholar]
- Okokpujie, I.P.; Salawu, E.Y.; Nwoke, O.N.; Okonkwo, U.C.; Ohijeagbon, I.O.; Okokpujie, K. Effects of process parameters on vibration frequency in turning operations of perspex material. In Proceedings of the World Congress on Engineering, London, UK, 4–6 July 2018; Volume 2236, pp. 700–707. [Google Scholar]
- Mutyalu, K.B.; Reddy, V.V.; Reddy, S.U.M.; Prasad, K.L. Effect of machining parameters on cutting forces during turning of EN 08, EN 36 & mild steel on high speed lathe by using Taguchi orthogonal array. Mater. Today Proc. 2021. [Google Scholar] [CrossRef]







Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Okokpujie, I.P.; Tartibu, L.K.; Sinebe, J.E.; Adeoye, A.O.M.; Akinlabi, E.T. Comparative Study of Rheological Effects of Vegetable Oil-Lubricant, TiO2, MWCNTs Nano-Lubricants, and Machining Parameters’ Influence on Cutting Force for Sustainable Metal Cutting Process. Lubricants 2022, 10, 54. https://doi.org/10.3390/lubricants10040054
Okokpujie IP, Tartibu LK, Sinebe JE, Adeoye AOM, Akinlabi ET. Comparative Study of Rheological Effects of Vegetable Oil-Lubricant, TiO2, MWCNTs Nano-Lubricants, and Machining Parameters’ Influence on Cutting Force for Sustainable Metal Cutting Process. Lubricants. 2022; 10(4):54. https://doi.org/10.3390/lubricants10040054
Chicago/Turabian StyleOkokpujie, Imhade P., Lagouge K. Tartibu, Jude E. Sinebe, Adeyinka O. M. Adeoye, and Esther T. Akinlabi. 2022. "Comparative Study of Rheological Effects of Vegetable Oil-Lubricant, TiO2, MWCNTs Nano-Lubricants, and Machining Parameters’ Influence on Cutting Force for Sustainable Metal Cutting Process" Lubricants 10, no. 4: 54. https://doi.org/10.3390/lubricants10040054
APA StyleOkokpujie, I. P., Tartibu, L. K., Sinebe, J. E., Adeoye, A. O. M., & Akinlabi, E. T. (2022). Comparative Study of Rheological Effects of Vegetable Oil-Lubricant, TiO2, MWCNTs Nano-Lubricants, and Machining Parameters’ Influence on Cutting Force for Sustainable Metal Cutting Process. Lubricants, 10(4), 54. https://doi.org/10.3390/lubricants10040054