Separation and Extraction of Mixed Grinding Chips of Artificial Joints with Different Densities by Multiple Centrifugal Separations




Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
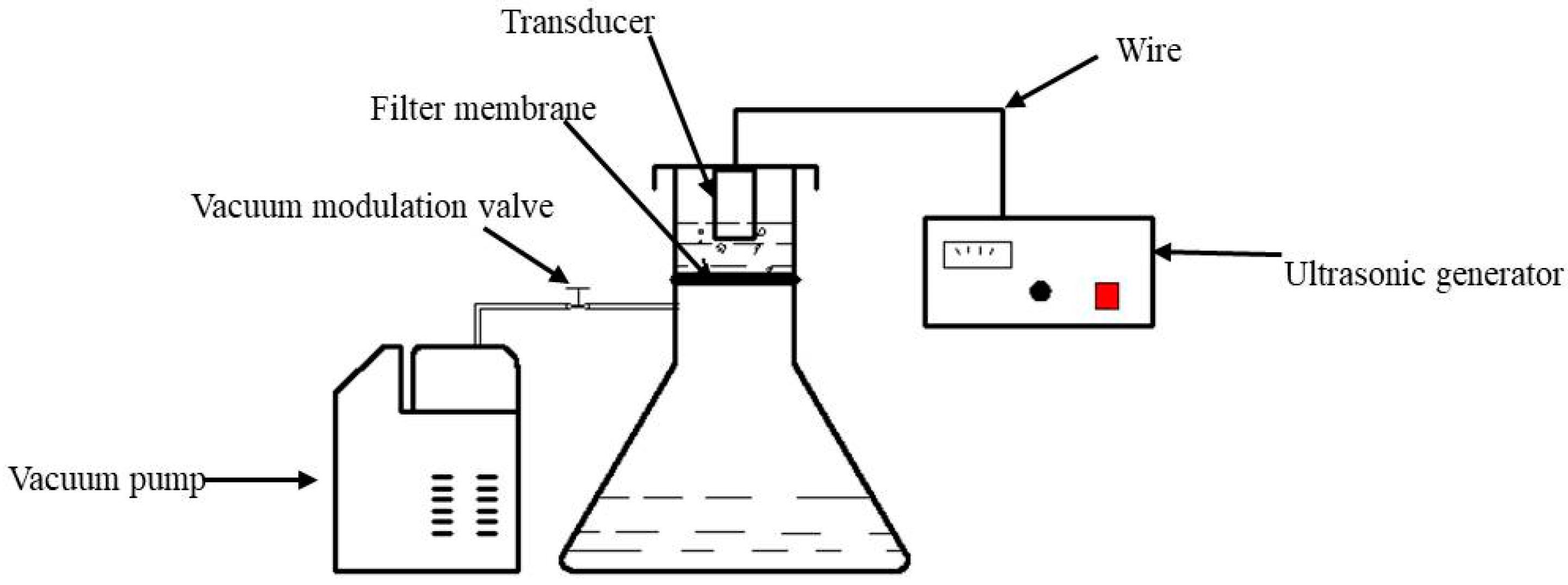
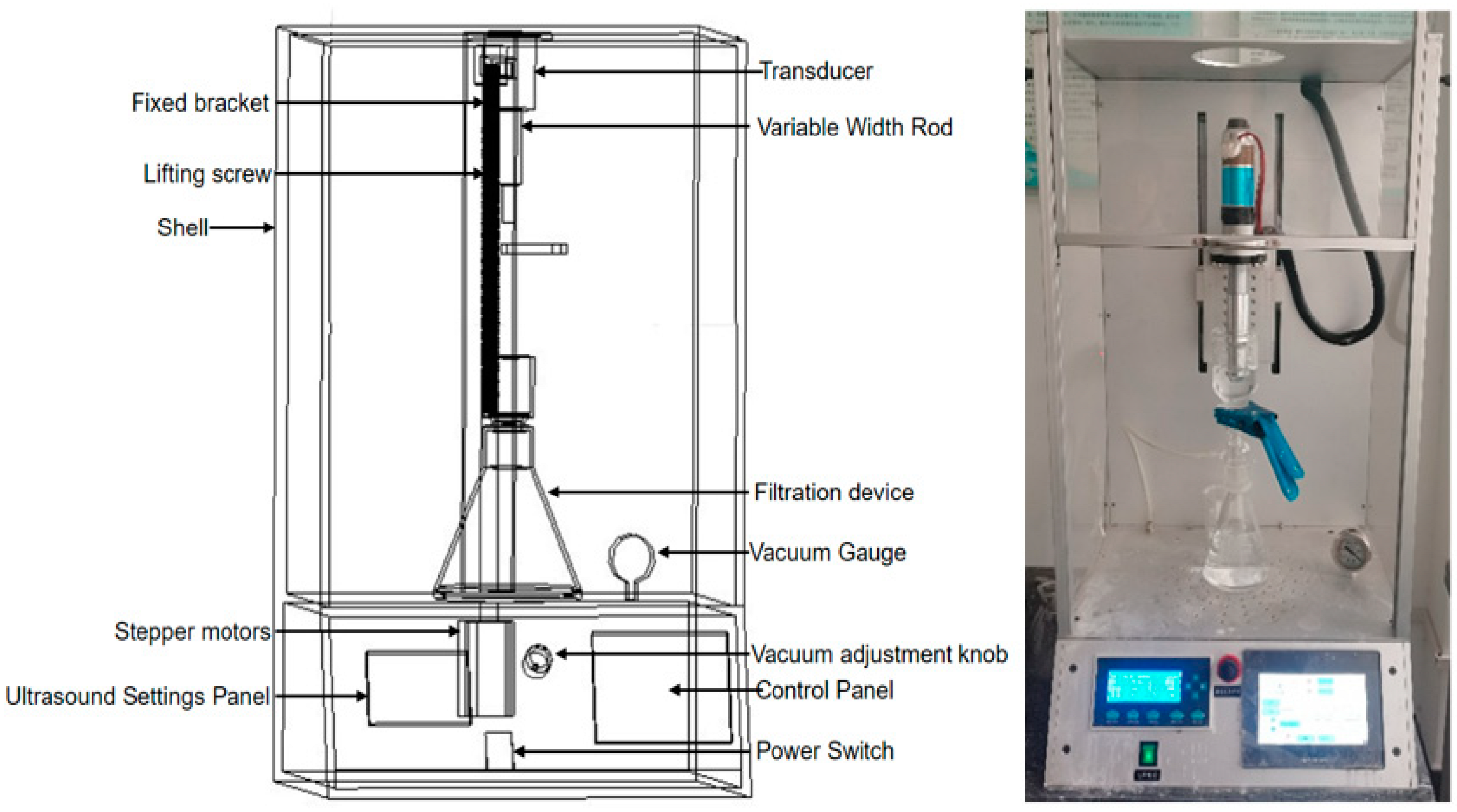
2.2. Experimental Equipment
2.3. Calculation of the Settling of Abrasive Chips in a Solution
2.3.1. Settling Velocity of Abrasive Chips in a Stationary Solution
2.3.2. Settling Velocity of a Single Wear Debris in a Centrifugal Field
2.4. Multiple Centrifugal Separation and Extraction of Mixed Wear Debris with Different High-Density Ratios
- (1)
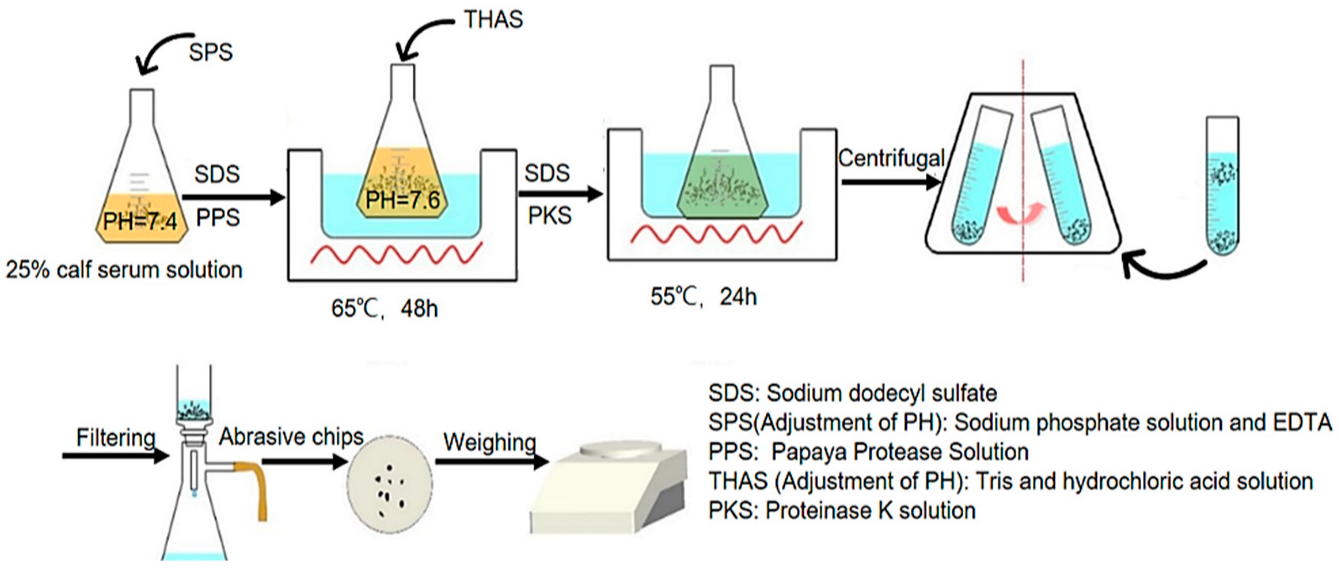
- Sufficiently dried CoCrMo, UHMWPE, PEEK, and ZrO2 powders were taken in amounts of 10 mg each and their mass recorded as m before the extraction of wear debris; they were mixed thoroughly according to the combination of CoCrMo/UHMWPE, PEEK/UHMWPE, and ZrO2/UHMWPE and incubated with 10 mL of 25% calf serum solution at room temperature for 24 h.
- (2)
- Protein was degraded using 25 g/L sodium dodecyl sulfate, 1 g/L papain solution, and proteinase K solution diluted to 20 mg/mL with Tris-HCl solution (pH 7.6). During degradation, the pH was adjusted with sodium phosphate solution (40.99 g/L), EDTA solution (7.306 g/L), Tris (6.057 g/L), and hydrochloric acid solution. The resulting final solution was dispensed in 50 mL centrifuge tubes. The detailed degradation process was shown in Figure 3.
- (3)
- Centrifugation was performed at 10,000 r/min for 2 h using a high-speed centrifuge (MG15, Shanghai Maigao Scientific Instruments Co., Ltd., Shanghai, China).
- (4)
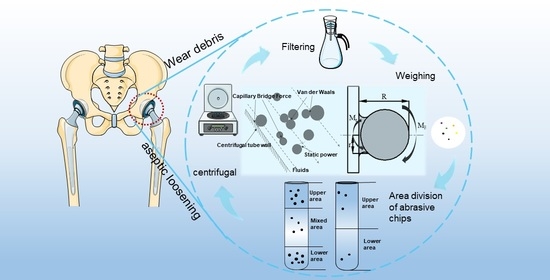
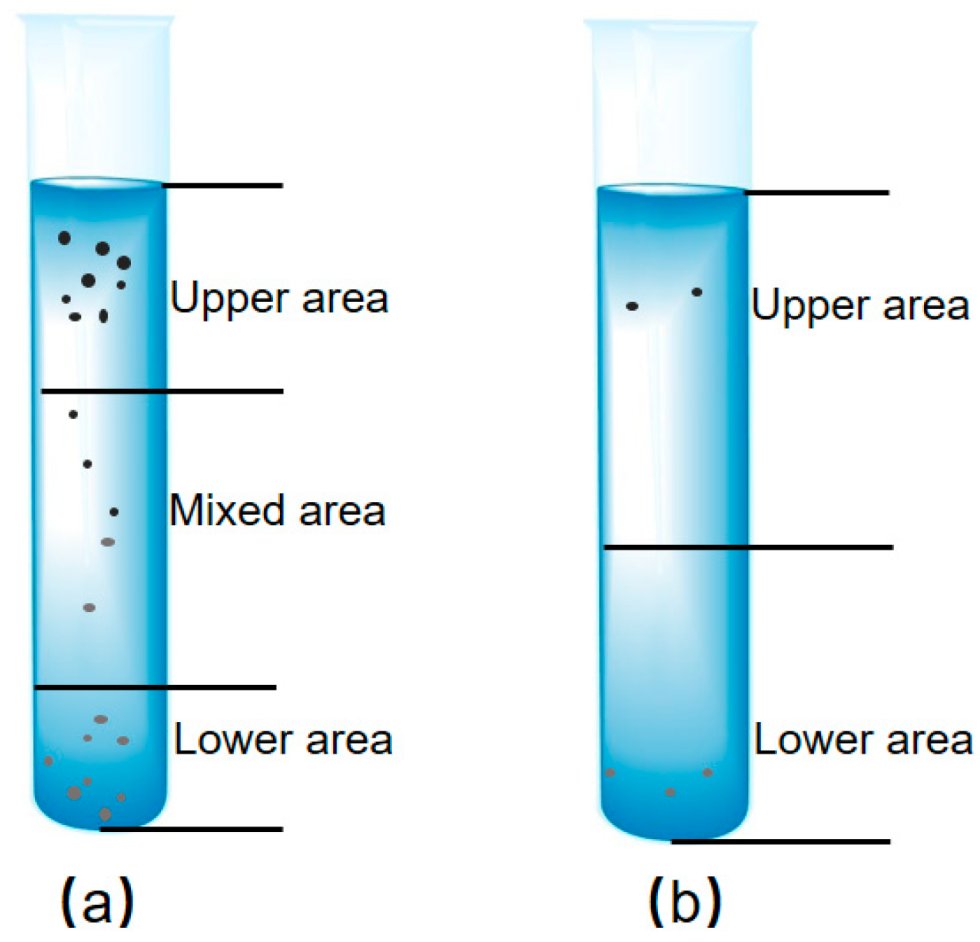
- The solution in the centrifuge tubes after centrifugation was divided into an upper zone (solution containing a small density of wear debris), a mixed zone (incompletely separated mixed solution), and a lower zone (solution containing a large density of wear debris) in that order. The upper and lower zone solutions were filtered, and the mixed zone solution was moved into a new centrifuge tube. After theoretical calculations and experiments, it was proven that the three zones were divided differently for different density ratios of artificial joint mixed wear debris, and the division results are shown in Table 4 and Figure 4a.
- (5)
- The extracted solution of the upper zone and the solution of the lower zone were filtered through a nylon filter membrane with a pore size of 0.05 μm, and the mass of the dried filter paper with wear debris was recorded as m1. The filter paper containing the wear debris was placed in a beaker with an appropriate amount of ethanol and shaken in an ultrasonic cleaner for 20 min. The weight of the dried filter paper with wear debris was recorded as m2. The mass of the extracted wear debris was m1–m2. The ethanol suspension containing the wear debris was dried until the ethanol evaporated completely, and the composition of the remaining wear debris was analyzed.
- (6)
- We rinsed the wall of the original centrifuge tube with deionized water, transferred the rinsed liquid into a new centrifuge tube of mixed zone solution, and diluted the mixed zone solution with deionized water to 2/3 of the centrifuge tube.
- (7)
- Then, we repeated steps 3–6 for secondary and tertiary centrifugal separation and extraction. After three centrifugal separations and extractions, the operation of step 6 and 3 was repeated in turn for the fourth centrifugal separation and extraction. The solution in the centrifuge tubes after centrifugation was divided into two zones: the upper zone (solution containing small-density wear debris) and the lower zone (solution containing large-density wear debris) in turn. It was proven that the two zones were divided differently for different density ratios of artificial joint wear debris, and the results of the division are shown in Table 5 and Figure 4b. The extraction rate results after four centrifugations were calculated until it was not possible to measure the amount of extracted particles by weighing.
2.5. Wear Debris Extraction Rate
2.6. Wear Debris Composition Analysis
3. Results
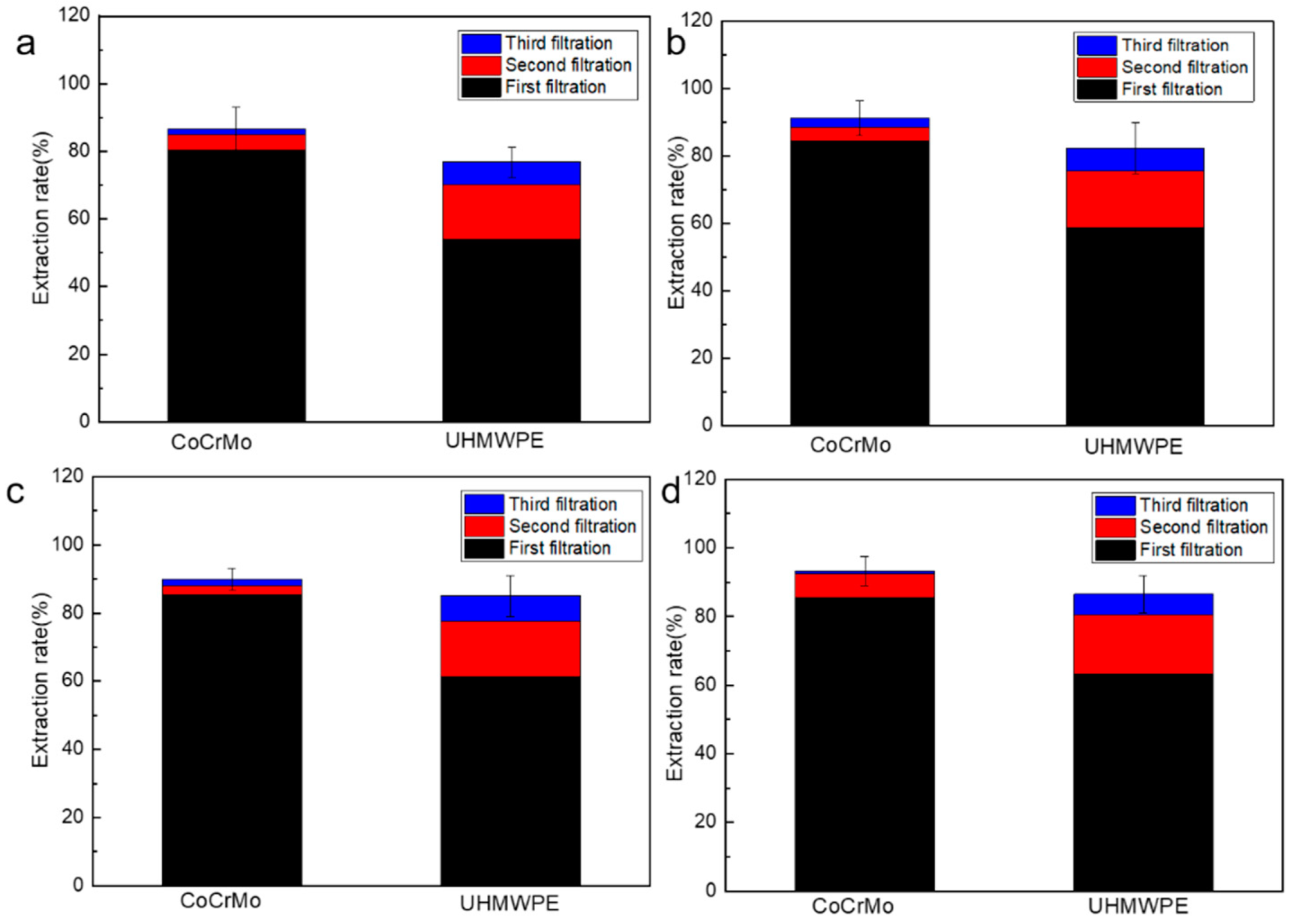
3.1. Effect of Different Centrifugation Time and Isolation Times on Recovery Rate of Mixed Wear Debris in CoCrMo/UHMWPE Group
3.2. Effect of Different Centrifugation Time and Isolation Times on Recovery Rate of Mixed Wear Debris in PEEK/UHMWPE Group
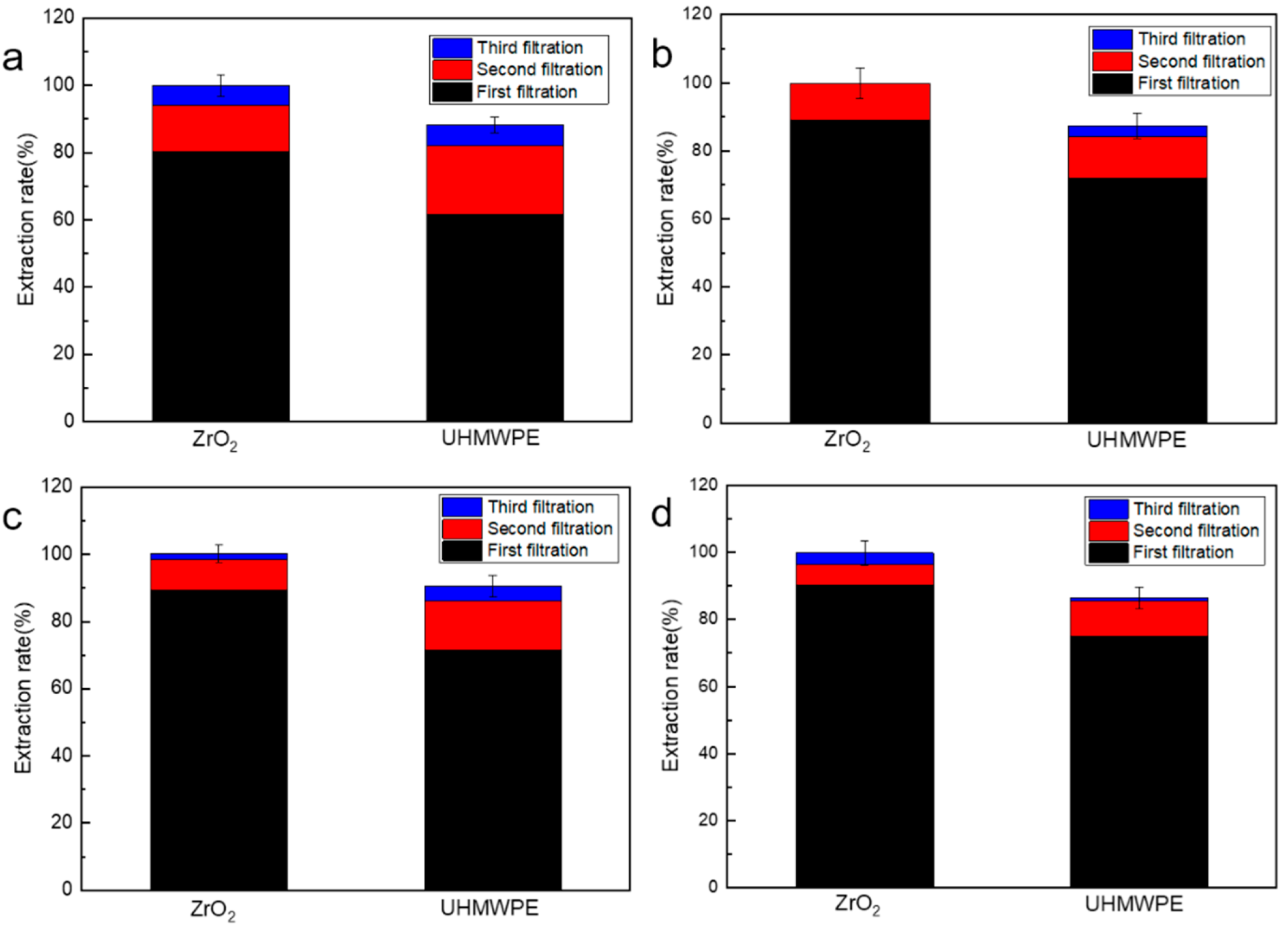
3.3. Effect of Different Centrifugation Time and Isolation Times on Recovery Rate of Mixed Wear Debris in ZrO2/UHMWPE Group
3.4. Component Identification of Wear Debris Isolated
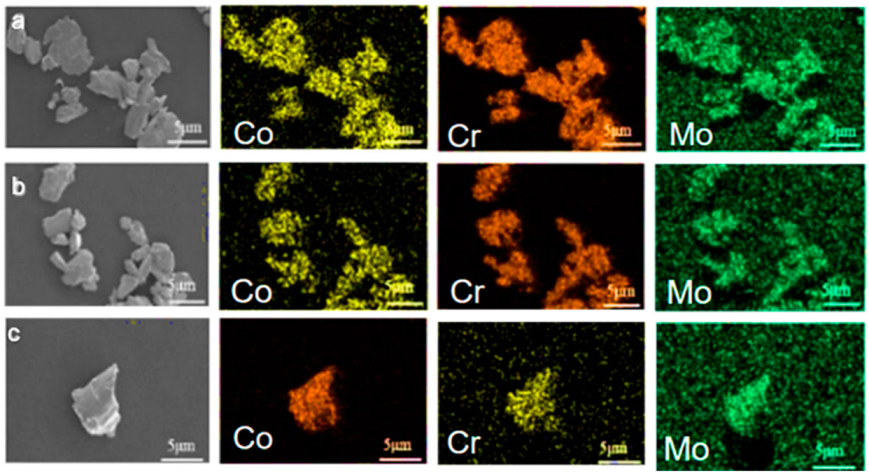
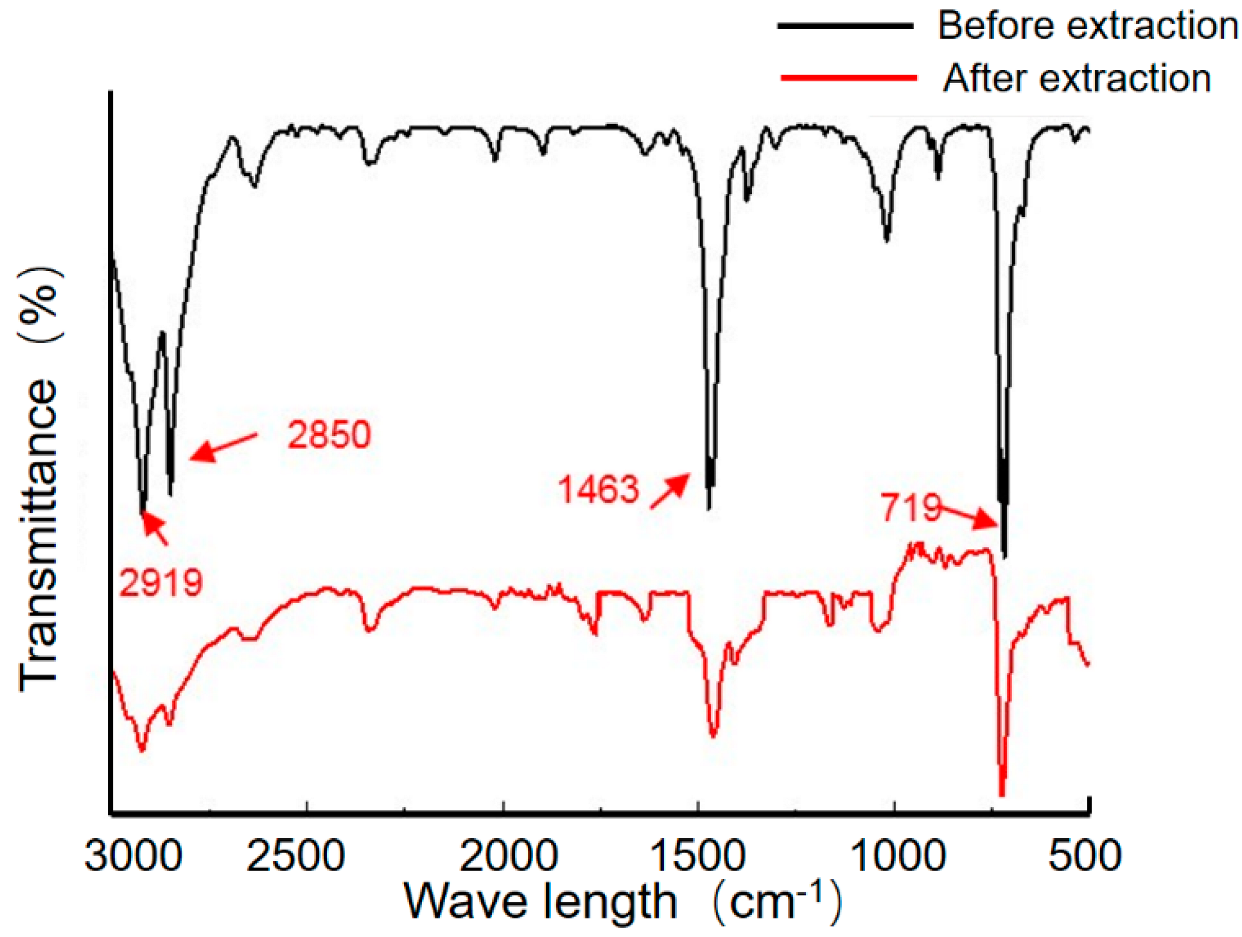
3.4.1. Analysis of the Composition of CoCrMo/UHMWPE Mixed Wear Debris after Extraction
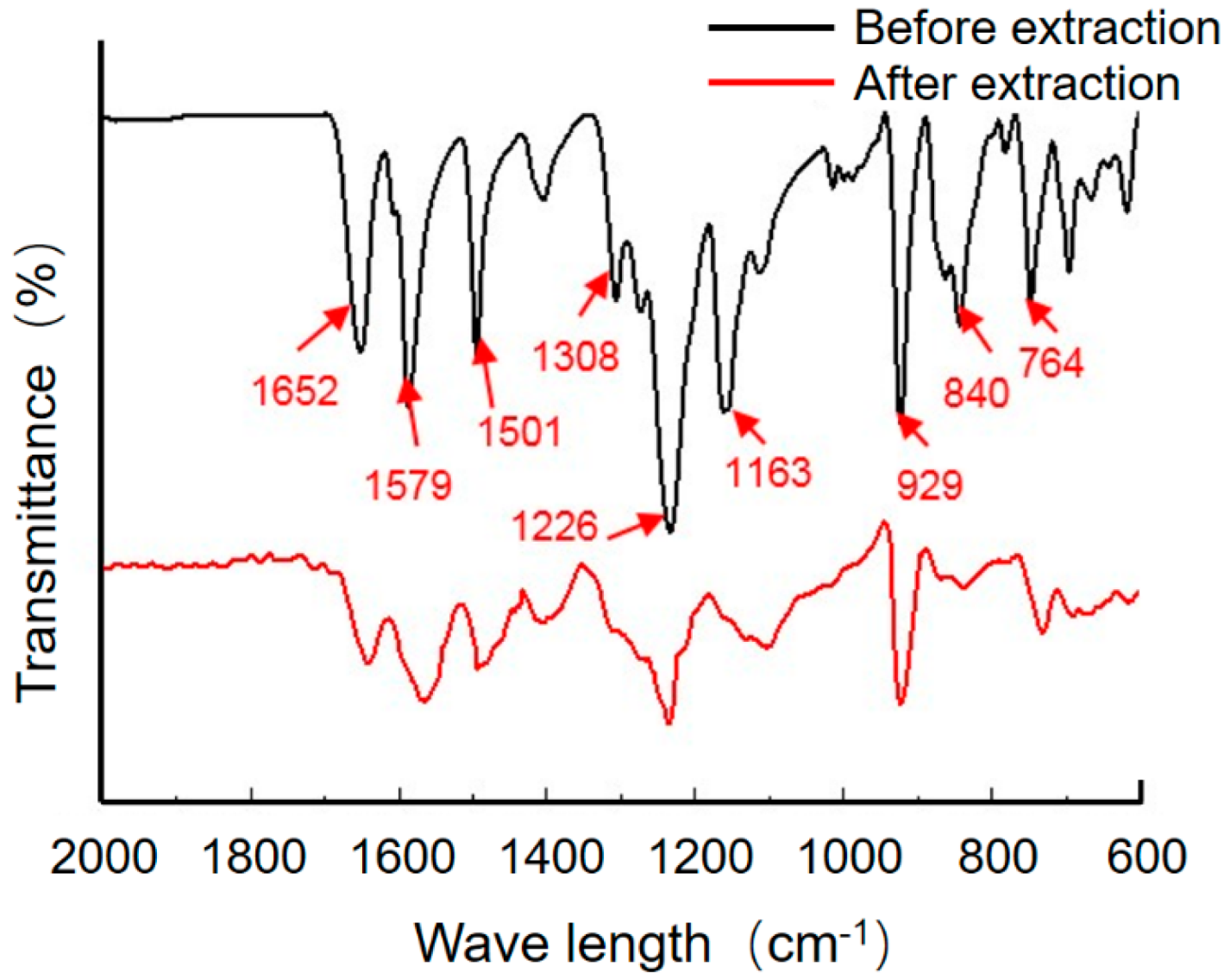
3.4.2. Post-Extraction Composition Analysis of Mixed Wear Debris of PEEK/UHMWPE Group
3.4.3. Analysis of Wear Debris Composition after Extraction in ZrO2/UHMWPE Group
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yoneyama, C.; Cao, S.; Munoz, A.I.; Mischler, S. Influence of Bovine Serum Albumin (BSA) on the Tribocorrosion Behaviour of a Low Carbon CoCrMo Alloy in Simulated Body Fluids. Lubricants 2020, 8, 61. [Google Scholar] [CrossRef]
- DeLee, J.G.; Charnley, J. Radiological demarcation of cemented sockets in total hip replacement. Clin. Orthop. Relat. Res. 1976, 121, 20–32. [Google Scholar] [CrossRef]
- Chiesa, R.; Tanzi, M.; Alfonsi, S.; Paracchini, L.; Moscatelli, M.; Cigada, A. Enhanced wear performance of highly crosslinked UHMWPE for artificial joints. J. Biomed. Mater. Res. 2000, 50, 381–387. [Google Scholar] [CrossRef]
- Kyomoto, M.; Moro, T.; Takatori, Y.; Tanaka, S.; Ishihara, K. Multidirectional Wear and Impact-to-wear Tests of Phospholipid-polymer-grafted and Vitamin E-blended Crosslinked Polyethylene: A Pilot Study. Clin. Orthop. Relat. Res. 2015, 473, 942–951. [Google Scholar] [CrossRef] [PubMed]
- Moro, T.; Takatori, Y.; Kyomoto, M.; Ishihara, K.; Kawaguchi, H.; Hashimoto, M.; Tanaka, T.; Oshima, H.; Tanaka, S. Wear resistance of the biocompatible phospholipid polymer-grafted highly cross-linked polyethylene liner against larger femoral head. J. Orthop. Res. 2015, 33, 1103–1110. [Google Scholar] [CrossRef]
- Hongtao, L.; Shirong, G.; Shoufan, C.; Shibo, W. Comparison of wear debris generated from ultra high molecular weight polyethylene in vivo and in artificial joint simulator. Wear 2011, 271, 647–652. [Google Scholar] [CrossRef]
- Minoda, Y.; Kobayashi, A.; Iwaki, H.; Miyaguchi, M.; Kadoya, Y.; Ohashi, H.; Takaoka, K. Characteristics of polyethylene wear particles isolated from synovial fluid after mobile-bearing and posterior-stabilized total knee arthroplasties. J. Biomed. Mater. Res. B 2004, 71, 1–6. [Google Scholar] [CrossRef]
- McMullin, B.; Leung, M.; Shanbhag, A.; McNulty, D.; Mabrey, J.; Agrawal, C. Correlating subjective and objective descriptors of ultra high molecular weight wear particles from total joint prostheses. Biomaterials 2006, 27, 752–757. [Google Scholar] [CrossRef]
- Matthews, J.B.; Besong, A.A.; Green, T.R.; Stone, M.H.; Wroblewski, B.M.; Fisher, J.; Ingham, E. Evaluation of the response of primary human peripheral blood mononuclear phagocytes to challenge with In vitro generated clinically relevant UHMWPE particles of known size and dose. J. Biomed. Mater. Res. 2000, 52, 296–307. [Google Scholar] [CrossRef]
- Halim, T.; Clarke, I.C.; Burgett-Moreno, M.D.; Donaldson, T.K.; Savisaar, C.; Bowsher, J.G. A simulator study of adverse wear with metal and cement debris contamination in metal-on-metal hip bearings. Bone Jt. Res. 2015, 4, 29–37. [Google Scholar] [CrossRef]
- Halim, T.; Burgett, M.; Donaldson, T.K.; Savisaar, C.; Bowsher, J.; Clarke, I.C. Profiling the third-body wear damage produced in CoCr surfaces by bone cement, CoCr, and Ti6Al4V debris: A 10-cycle metal-on-metal simulator test. Proc. Inst. Mech. Eng. Part H 2014, 228, 703–713. [Google Scholar] [CrossRef] [PubMed]
- Brown, C.; Williams, S.; Tipper, J.L.; Fisher, J.; Ingham, E. Characterisation of wear particles produced by metal on metal and ceramic on metal hip prostheses under standard and microseparation simulation. J. Mater. Sci. Mater. Med. 2007, 18, 819–827. [Google Scholar] [CrossRef] [PubMed]
- Milosev, I.; Remskar, M. In vivo production of nanosized metal wear debris formed by tribochemical reaction as confirmed by high-resolution TEM and XPS analyses. J. Biomed. Mater. Res. Part A 2009, 91, 1100–1110. [Google Scholar] [CrossRef] [PubMed]
- McKee, G.K.; Watson-Farrar, J. Replacement of arthritic hips by the McKee-Farrar prosthesis. J. Bone Jt. Surg. 1966, 48, 245–259. [Google Scholar] [CrossRef]
- Tuan, R.S.; Lee, F.Y.; Konttinen, Y.T.; Wilkinson, J.M.; Smith, R.L. What are the local and systemic biologic reactions and mediators to wear debris, and what host factors determine or modulate the biologic response to wear particles? J. Am. Acad. Orthop. Surg. 2008, 16, S42–S48. [Google Scholar] [CrossRef]
- Ingham, E.; Fisher, J. The role of macrophages in osteolysis of total joint replacement. Biomaterials 2005, 26, 1271–1286. [Google Scholar] [CrossRef]
- Bitar, D.; Parvizi, J. Biological response to prosthetic debris. World, J. Orthop. 2015, 6, 172–189. [Google Scholar] [CrossRef]
- Huang, C.; Lu, Y.; Chang, T.; Hsiao, I.; Su, Y.; Yeh, S.; Fang, H.; Huang, C. In vivo biological response to highly cross-linked and vitamin e-doped polyethylenea particle-Induced osteolysis animal study. J. Biomed. Mater. Res. Part B 2016, 104, 561–567. [Google Scholar] [CrossRef]
- Ingham, E.; Fisher, J. Biological reactions to wear debris in total joint replacement. Proc. Inst. Mech. Eng. Part H 2000, 214, 21–37. [Google Scholar] [CrossRef]
- Affatato, S.; Bersaglia, G.; Rocchi, M.; Taddei, P.; Fagnano, C.; Toni, A. Wear behaviour of cross-linked polyethylene assessed in vitro under severe conditions. Biomaterials 2005, 26, 3259–3267. [Google Scholar] [CrossRef]
- Smith, A.M.; Fleming, L.; Wudebwe, U.; Bowen, J.; Grover, L.M. Development of a synovial fluid analogue with bio-relevant rheology for wear testing of orthopaedic implants. J. Mech. Behav. Biomed. Mater. 2014, 32, 177–184. [Google Scholar] [CrossRef] [PubMed]
- Ghosh, S.; Choudhury, D.; Roy, T.; Moradi, A.; Masjuki, H.H.; Pingguan-Murphy, B. Tribological performance of the biological components of synovial fluid in artificial joint implants. Sci. Technol. Adv. Mater. 2015, 16, 045002. [Google Scholar] [CrossRef] [PubMed]
- Visentin, M.; Stea, S.; Squarzoni, S.; Antonietti, B.; Reggiani, M.; Toni, A. A new method for isolation of polyethylene wear debris from tissue and synovial fluid. Biomaterials 2004, 25, 5531–5537. [Google Scholar] [CrossRef]
- Singh, J.; Sloan, J.A.; Johanson, N.A. Challenges with Health-related Quality of Life Assessment in Arthroplasty Patients: Problems and Solutions. J. Am. Acad. Orthop. Surg. 2010, 18, 72–82. [Google Scholar] [CrossRef]
- Kurtz, S.M.; Austin, M.S.; Azzam, K.; Sharkey, P.F.; MacDonald, D.W.; Medel, F.J.; Hozack, W.J. Mechanical Properties, Oxidation, and Clinical Performance of Retrieved Highly Cross-Linked Crossfire Liners After Intermediate-Term Implantation. J. Arthroplast. 2010, 25, 614–623. [Google Scholar] [CrossRef]
- Park, D.Y.; Min, B.H.; Kim, D.W.; Song, B.R.; Kim, M.; Kim, Y.J. Polyethylene wear particles play a role in development of osteoarthritis via detrimental effects on cartilage, meniscus, and synovium. Osteoarthr. Cartil. 2013, 21, 2021–2029. [Google Scholar] [CrossRef] [PubMed]
- Pourzal, R.; Catelas, I.; Theissmann, R.; Kaddick, C.; Fischer, A. Characterization of wear particles generated from CoCrMo alloy under sliding wear conditions. Wear 2011, 271, 1658–1666. [Google Scholar] [CrossRef]
- Gajski, G.; Jelcic, Z.; Orescanin, V.; Geric, M.; Kollar, R.; Garaj-Vrhovac, V. Physico-chemical characterization and the in vitro genotoxicity of medical implants metal alloy (TiAlV and CoCrMo) and polyethylene particles in human lymphocytes. BBA-Gen. Subj. 2014, 1840, 565–576. [Google Scholar] [CrossRef]
- Anand, L. Plane deformations of ideal granular materials‡. J. Mech. Phys. Solids 1983, 31, 105–122. [Google Scholar] [CrossRef]
- Cheng, N. Comparison of formulas for drag coefficient and settling velocity of spherical particles. Powder Technol. 2009, 189, 395–398. [Google Scholar] [CrossRef]
- Markauskas, D.; Kruggel-Emden, H.; Sivanesapillai, R.; Steeb, H. Comparative study on mesh-based and mesh-less coupled CFD-DEM methods to model particle-laden flow. Powder Technol. 2017, 305, 78–88. [Google Scholar] [CrossRef]
- Fan, L. Multiphase flow and fluidization: Continuum and kinetic theory descriptions. AIChE J. 1996, 42, 1197–1198. [Google Scholar] [CrossRef]
- Jenny, M.; Souhar, M. Numerical simulation of a film coating flow at low capillary numbers. Comput. Fluids 2009, 38, 1823–1832. [Google Scholar] [CrossRef]
- Leung, W. Separation of dispersed suspension in rotating test tube. Sep. Purif. Technol. 2004, 38, 99–119. [Google Scholar] [CrossRef]
- Richardson, J.F.; Zaki, W.N. The sedimentation of a suspension of uniform spheres under conditions of viscous flow. Chem. Eng. Sci. 1954, 3, 65–73. [Google Scholar] [CrossRef]
- Larsen, T. Measuring the variations of the apparent settling velocity for fine particles. Water Res. 2000, 34, 1417–1418. [Google Scholar] [CrossRef]
- Sanchez-Reyes, J.; Archer, L. Interfacial slip violations in polymer solutions: Role of microscale surface roughness. Langmuir 2003, 19, 3304–3312. [Google Scholar] [CrossRef]
- Wang, S.; Drda, P.A. Superfluid-Like Stick−Slip Transition in Capillary Flow of Linear Polyethylene Melts. 1. General Features. Macromolecules 1996, 29, 2627–2632. [Google Scholar] [CrossRef]
- Brochard, F.; De Gennes, P.G. Shear-dependent slippage at a polymer/solid interface. Langmuir 1992, 8, 3033–3037. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Artificial Joint Materials | Density (g/cm3) |
|---|---|
| CoCrMo/UHMWPE | 8.375/0.960 |
| PEEK/UHMWPE | 1.375/0.960 |
| ZrO2/UHMWPE | 6.000/0.960 |
| Abrasive Dust | Sedimentation Velocity × 10−5 (mm/h) |
|---|---|
| UHMWPE | 0.077 |
| PEEK | 0.723 |
| ZrO2 | 975.960 |
| CoCrMo | 1434.960 |
| Abrasive Chips | Laminar Flow Area (mm/h) | Transition Area (mm/h) | Turbulent Region (mm/h) |
|---|---|---|---|
| UHMWPE | 5.14 | 1.11 | 111,306.65 |
| PEEK | 48.45 | 5.78 | 311,085.42 |
| ZrO2 | 654.78 | 38.90 | 1,142,589.63 |
| CoCrMo | 962.48 | 51.66 | 1,385,285.83 |
| Mixed Wear Debris | Upper Area (100%) | Lower Area (100%) |
|---|---|---|
| CoCrMo/UHMWPE | 35–50 | 3.75–5 |
| PEEK/UHMWPE | 25–35 | 5–7.5 |
| ZrO2/UHMWPE | 5–12 | 5–10 |
| Mixed Wear Debris | Upper Area (100%) | Lower Area (100%) |
|---|---|---|
| CoCrMo/UHMWPE | 70–80 | 20–30 |
| PEEK/UHMWPE | 45–55 | 45–55 |
| ZrO2/UHMWPE | 60–70 | 30–40 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, C.; Zhao, Y.; Zhang, T.; Chen, K.; Li, X.; Zhang, D. Separation and Extraction of Mixed Grinding Chips of Artificial Joints with Different Densities by Multiple Centrifugal Separations. Lubricants 2022, 10, 226. https://doi.org/10.3390/lubricants10090226
Feng C, Zhao Y, Zhang T, Chen K, Li X, Zhang D. Separation and Extraction of Mixed Grinding Chips of Artificial Joints with Different Densities by Multiple Centrifugal Separations. Lubricants. 2022; 10(9):226. https://doi.org/10.3390/lubricants10090226
Chicago/Turabian StyleFeng, Cunao, Yujie Zhao, Tao Zhang, Kai Chen, Xiaowei Li, and Dekun Zhang. 2022. "Separation and Extraction of Mixed Grinding Chips of Artificial Joints with Different Densities by Multiple Centrifugal Separations" Lubricants 10, no. 9: 226. https://doi.org/10.3390/lubricants10090226