Experimental Analysis of Frictional Performance of EN AW-2024-T3 Alclad Aluminium Alloy Sheet Metals in Sheet Metal Forming


Abstract
:1. Introduction
2. Materials and Methods
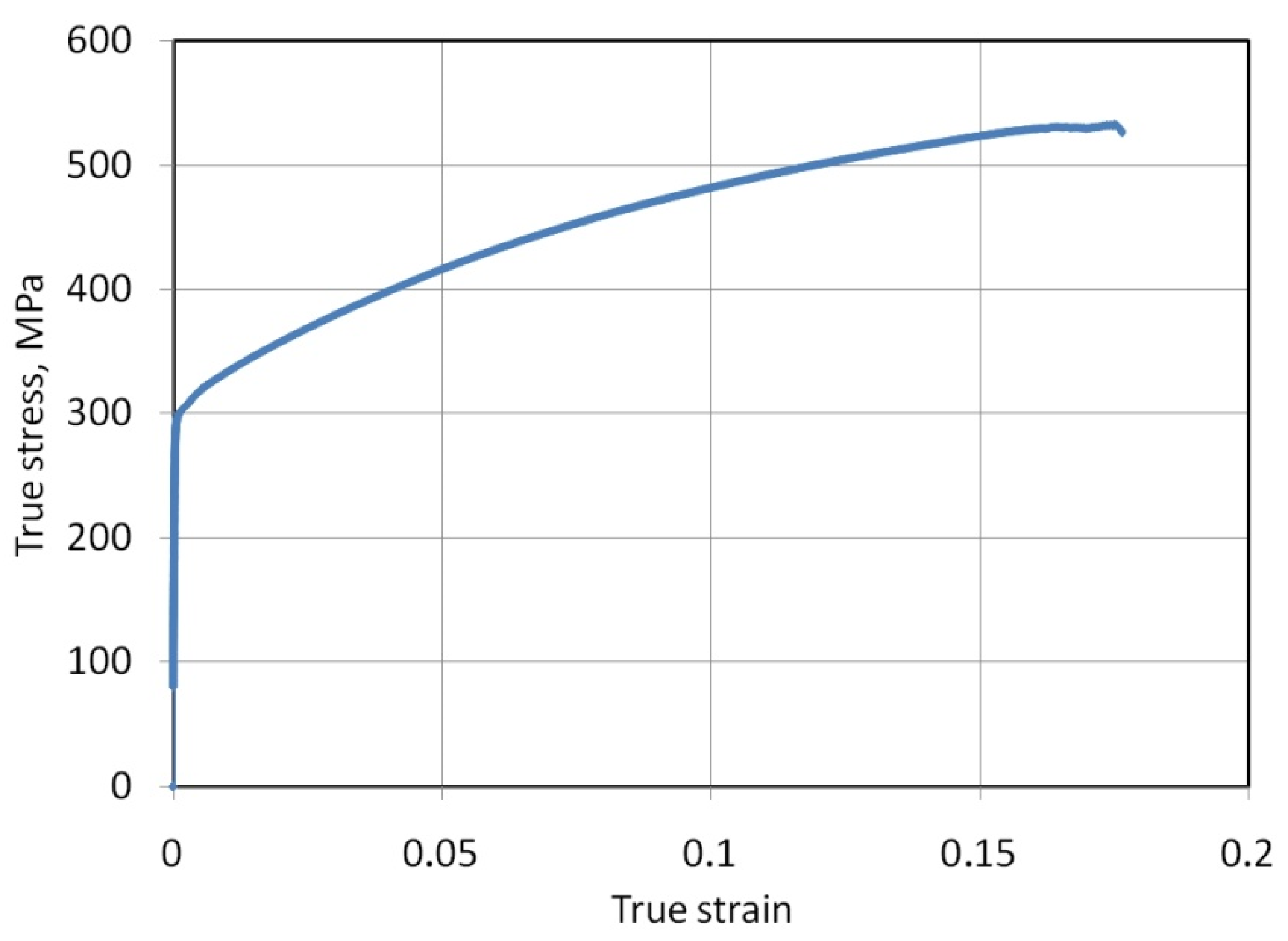
2.1. Material
2.2. Friction Testing Procedure
2.3. Analysis of Variance
3. Results and Discussion
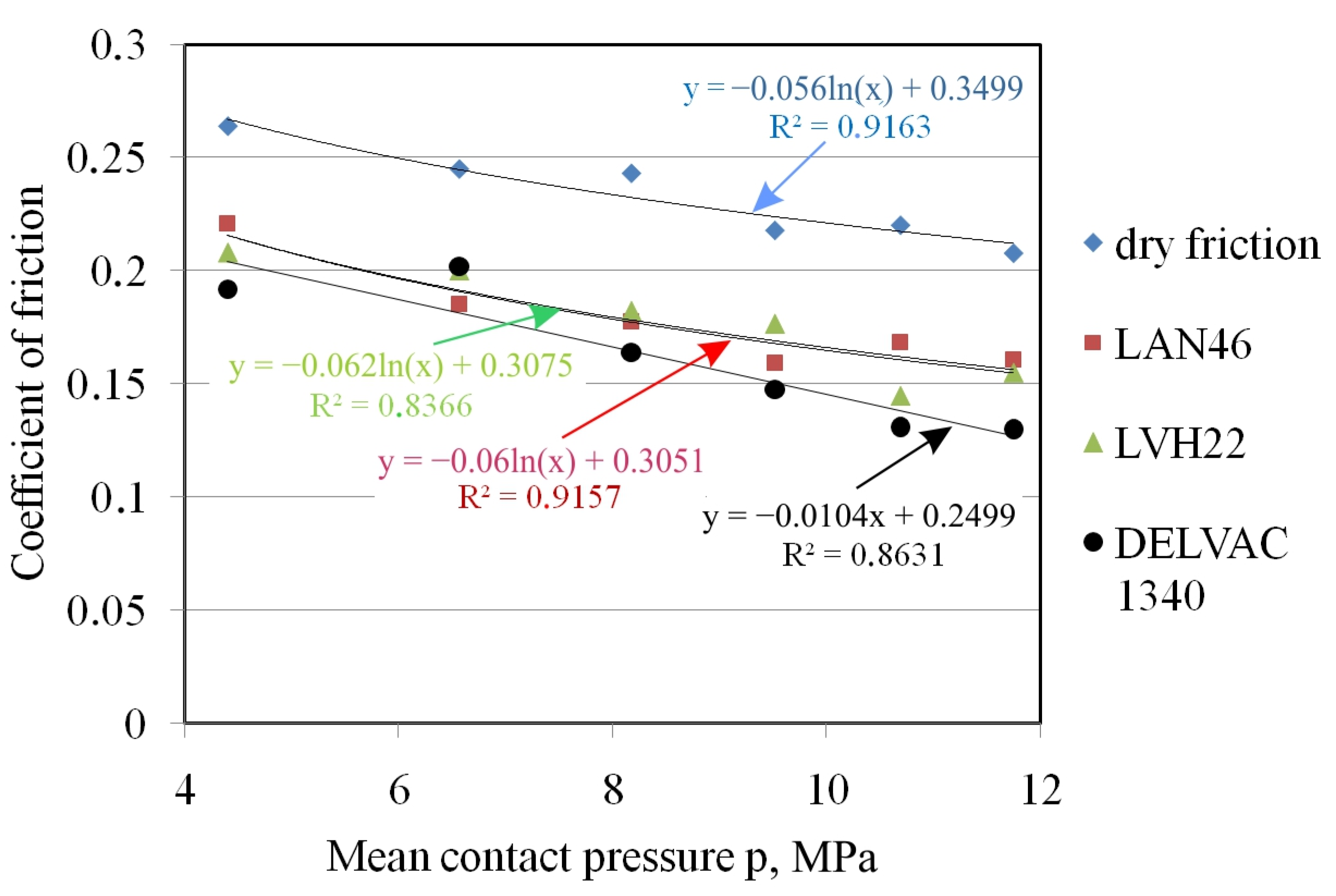
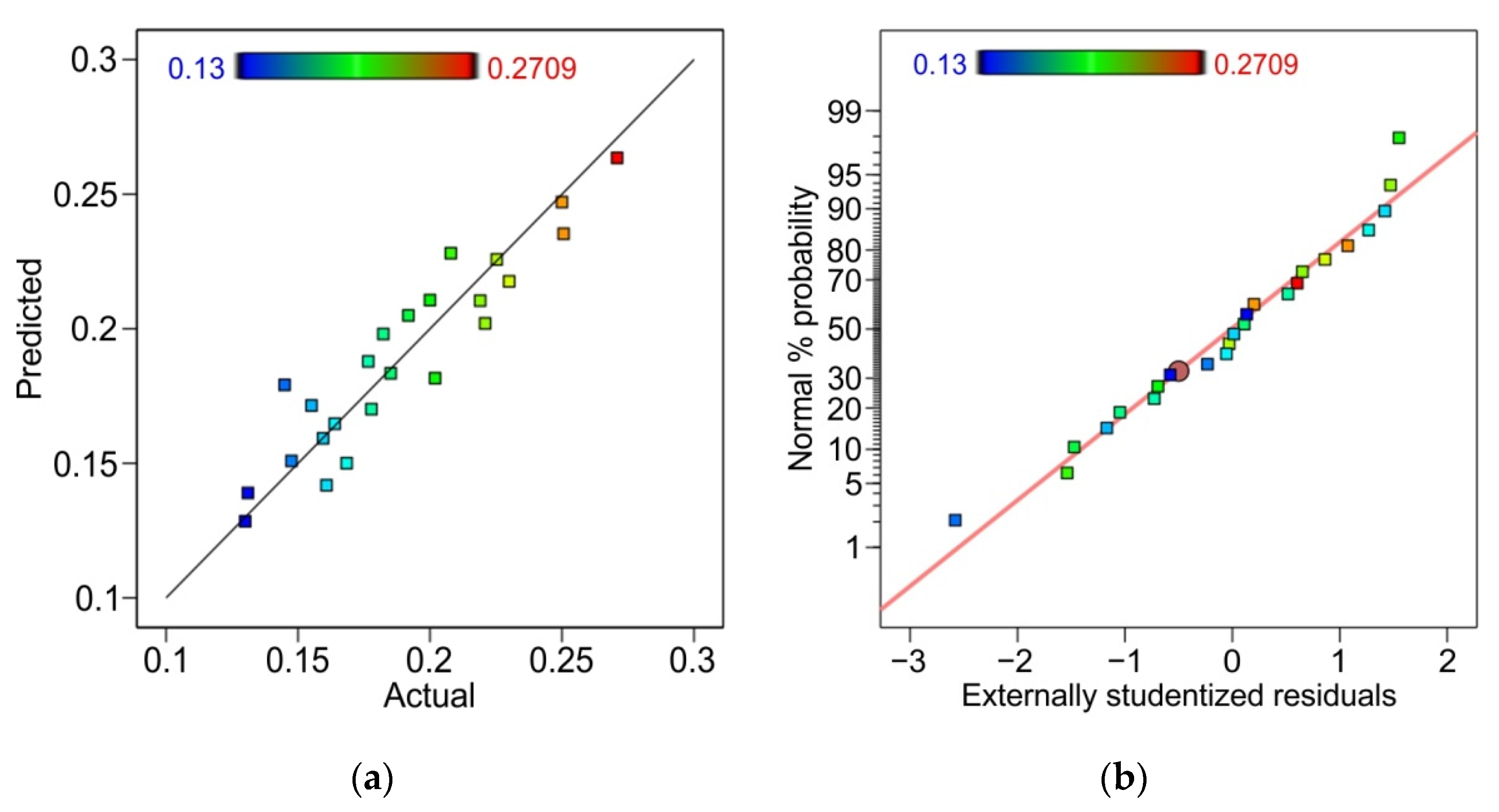
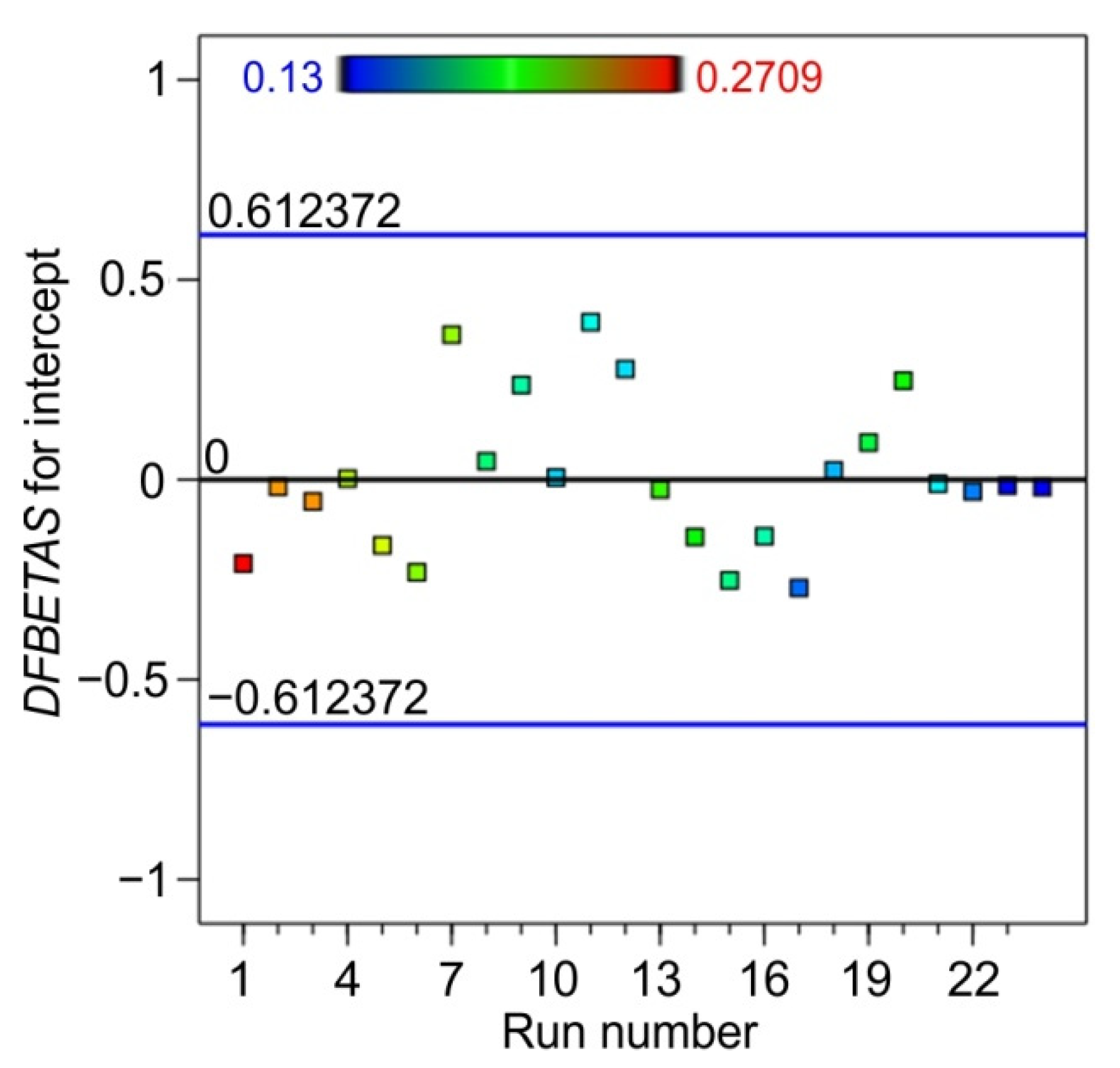
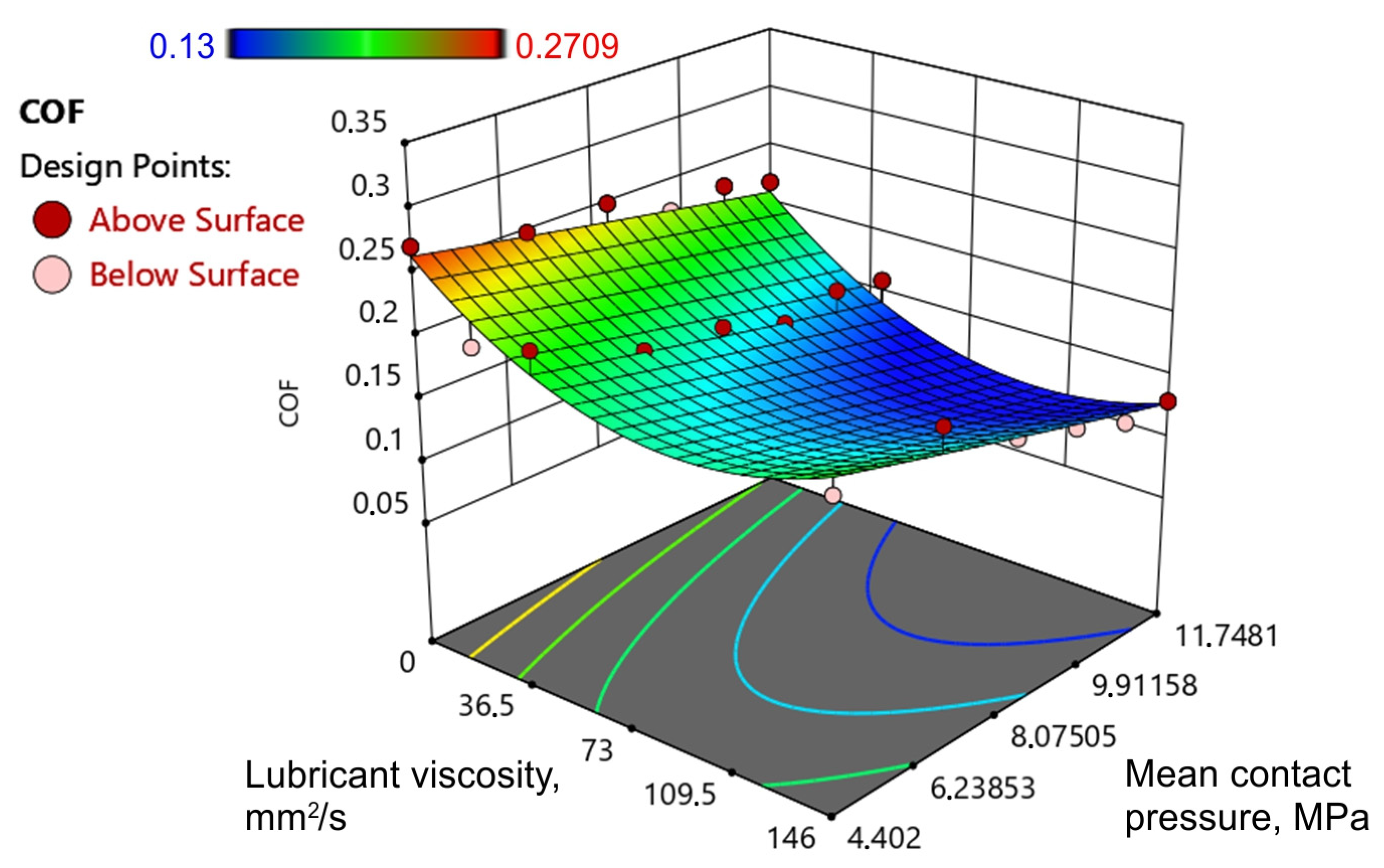
3.1. Coefficient of Friction
3.2. Effectiveness of Lubrication
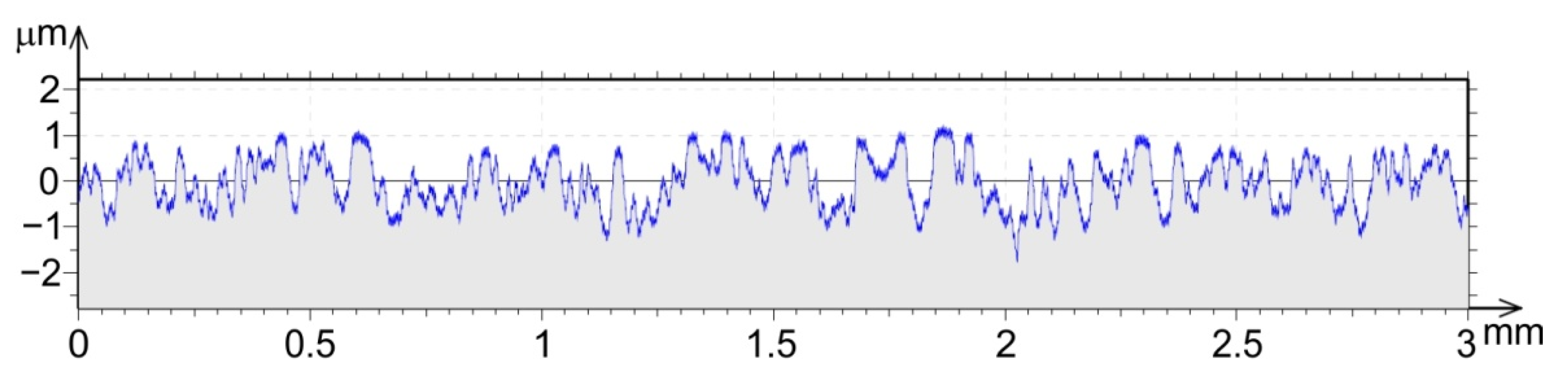
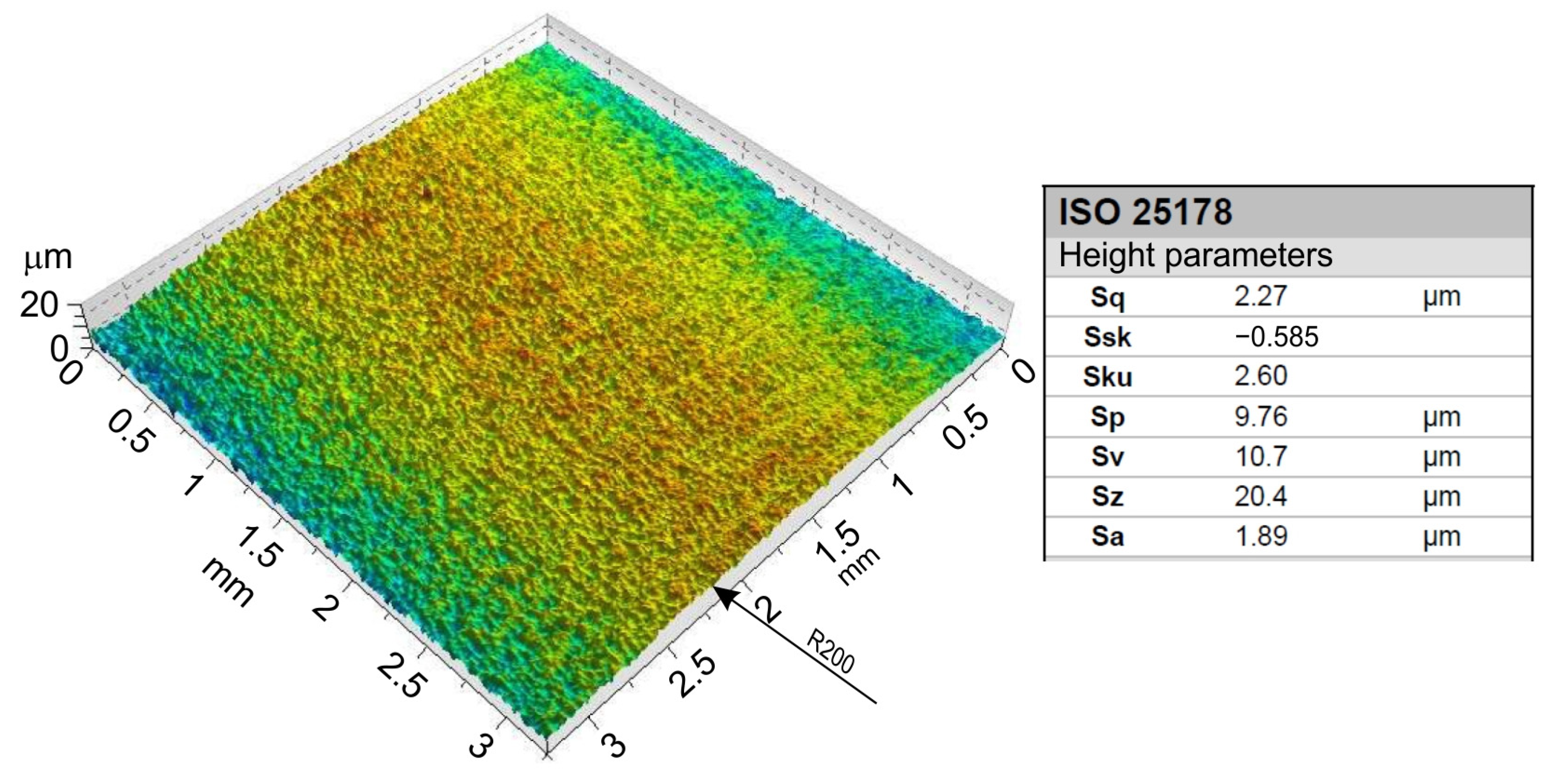
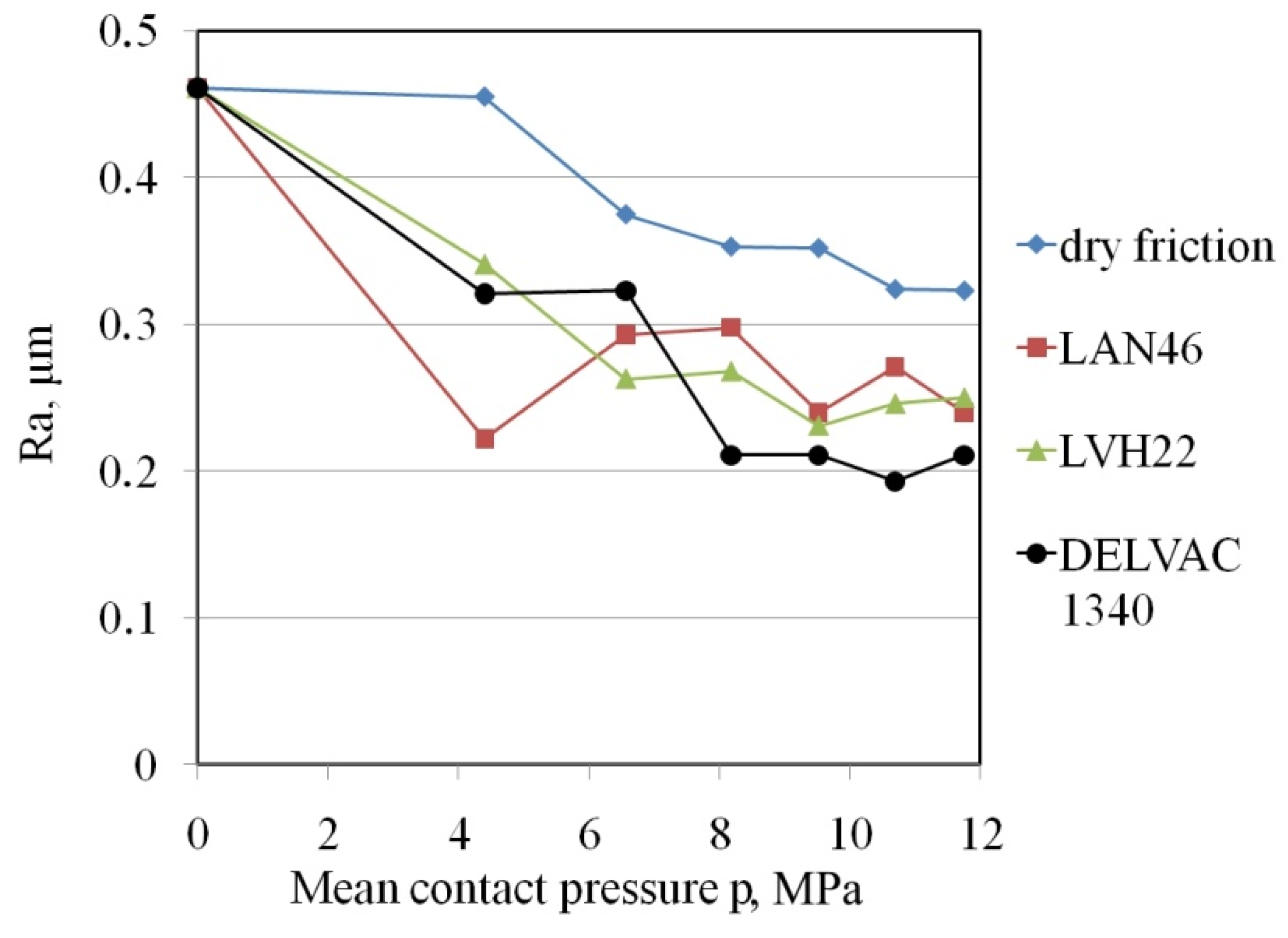
3.3. Surface Roughness Parameters
4. Conclusions
- A decrease in COF was observed with an increase in mean contact pressure and lubricant viscosity.
- Based on the COF trend line with mean contact pressure, it was found that LAN46 machine oil and LVH22 hydraulic oil with similar viscosity reduced the coefficient of friction to the same extent in the entire range of contact pressures tested.
- DELVAC 1340 engine oil with the highest viscosity significantly lowered the value of the COF in the entire range of contact pressures tested.
- The lubrication efficiency with LAN46 machine oil and LVH22 hydraulic oil showed an upward trend with increasing mean contact pressure.
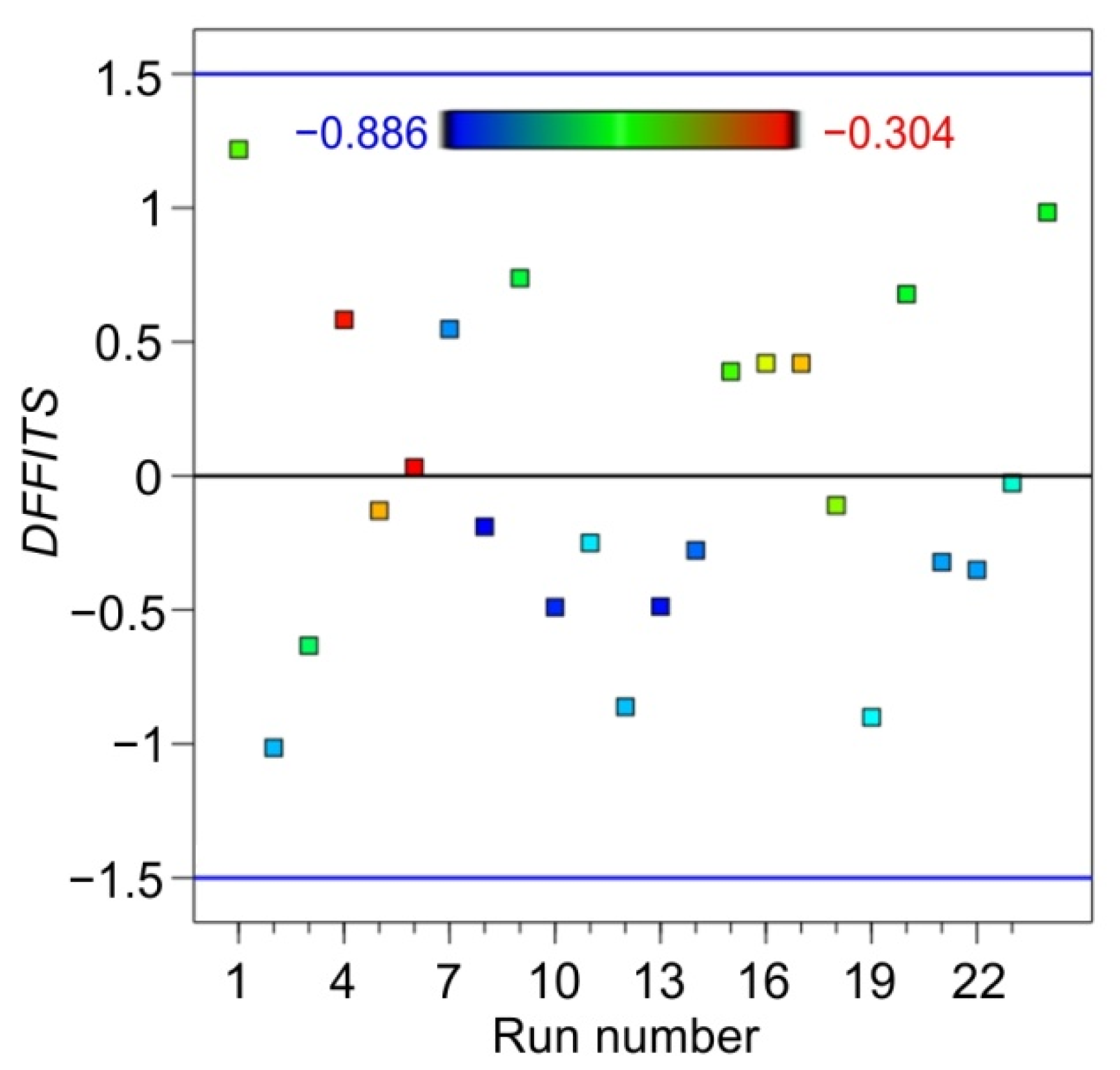
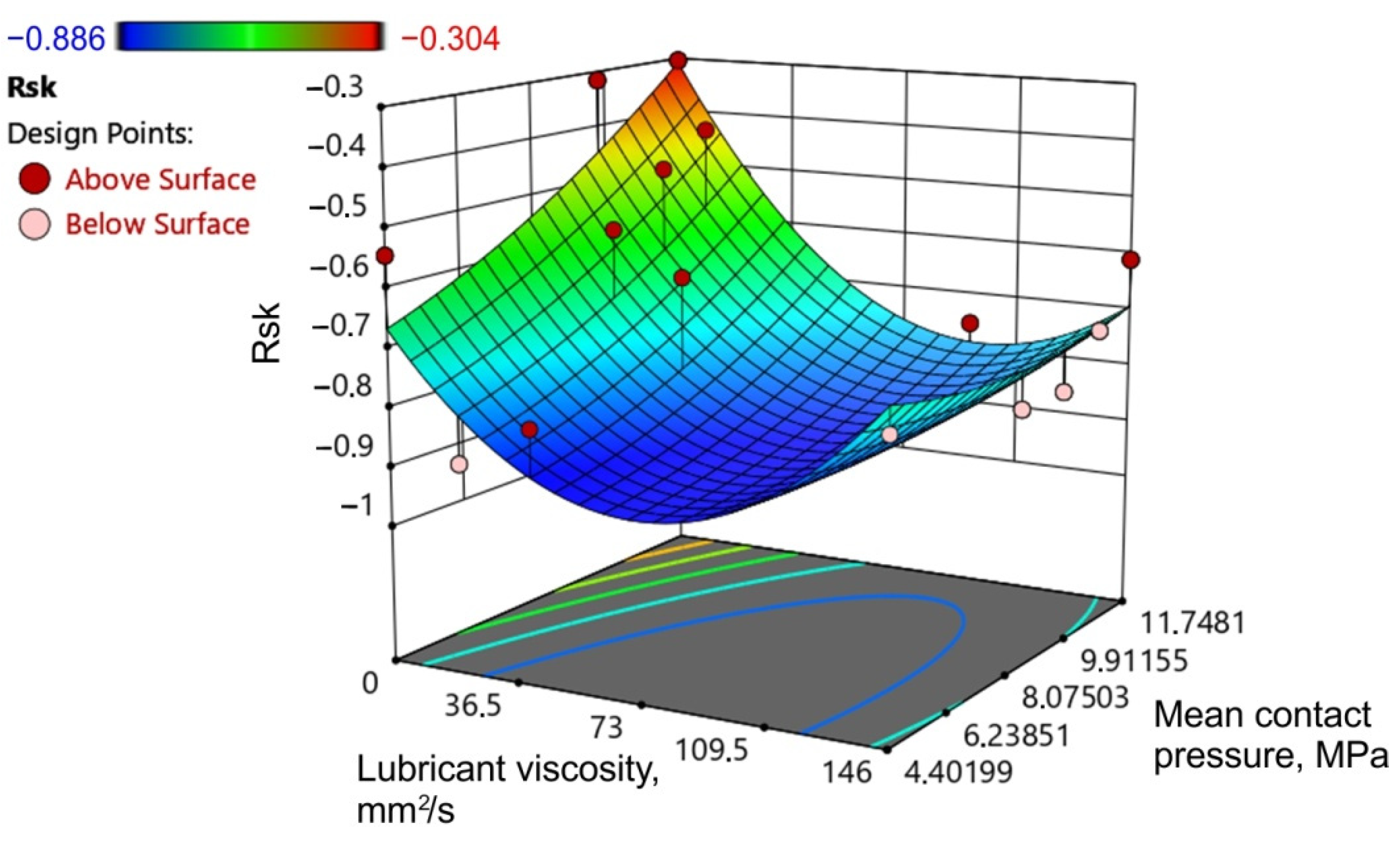
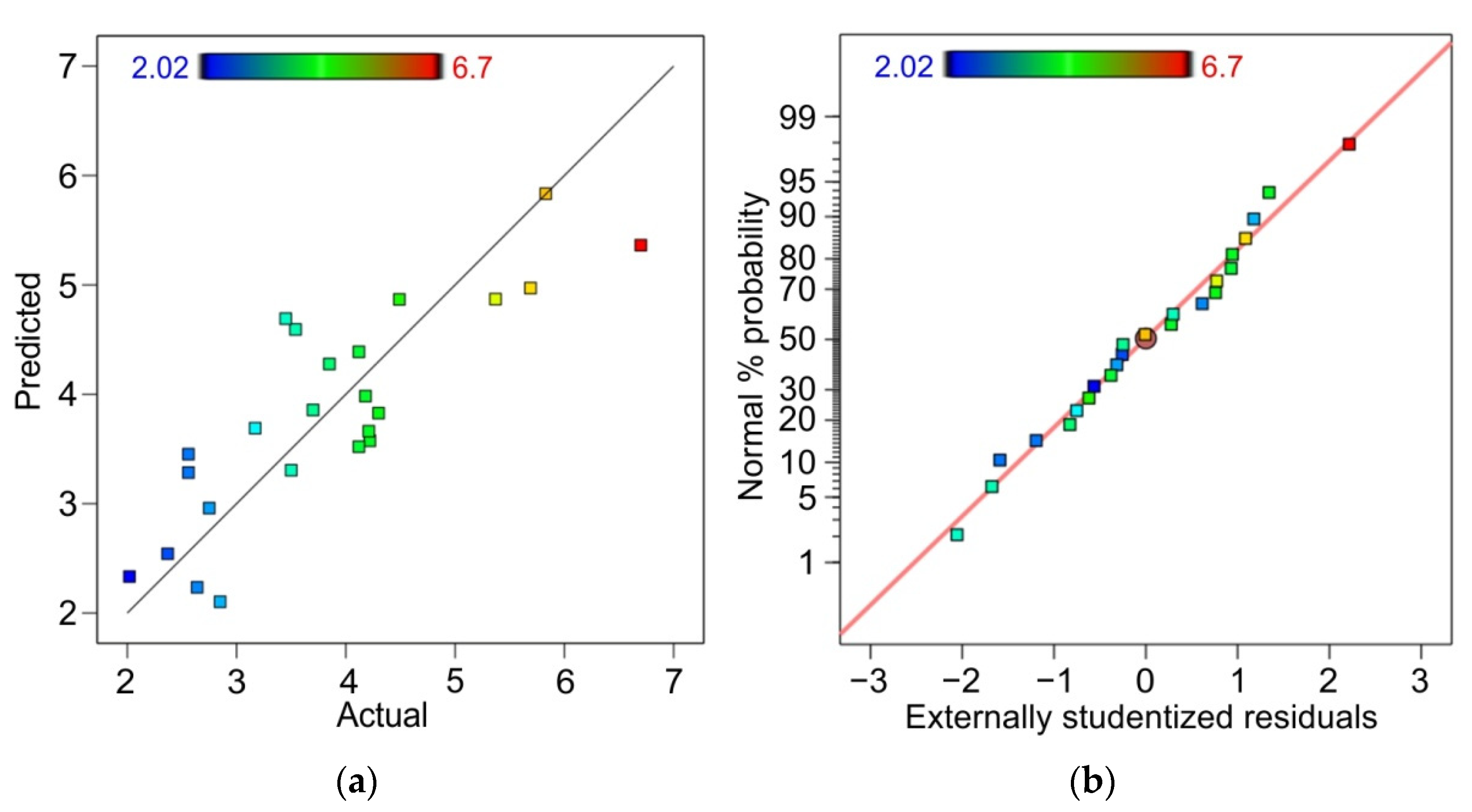
- The F-value of all models for COF, Rsk, and Rku analysed implies that the ANOVA models were significant. Moreover, the predicted R2 was in reasonable statistical agreement with the adjusted R2. In all models, kinematic viscosity was the most significant factor (p-values less than 0.0500) affecting the output (explained) parameter.
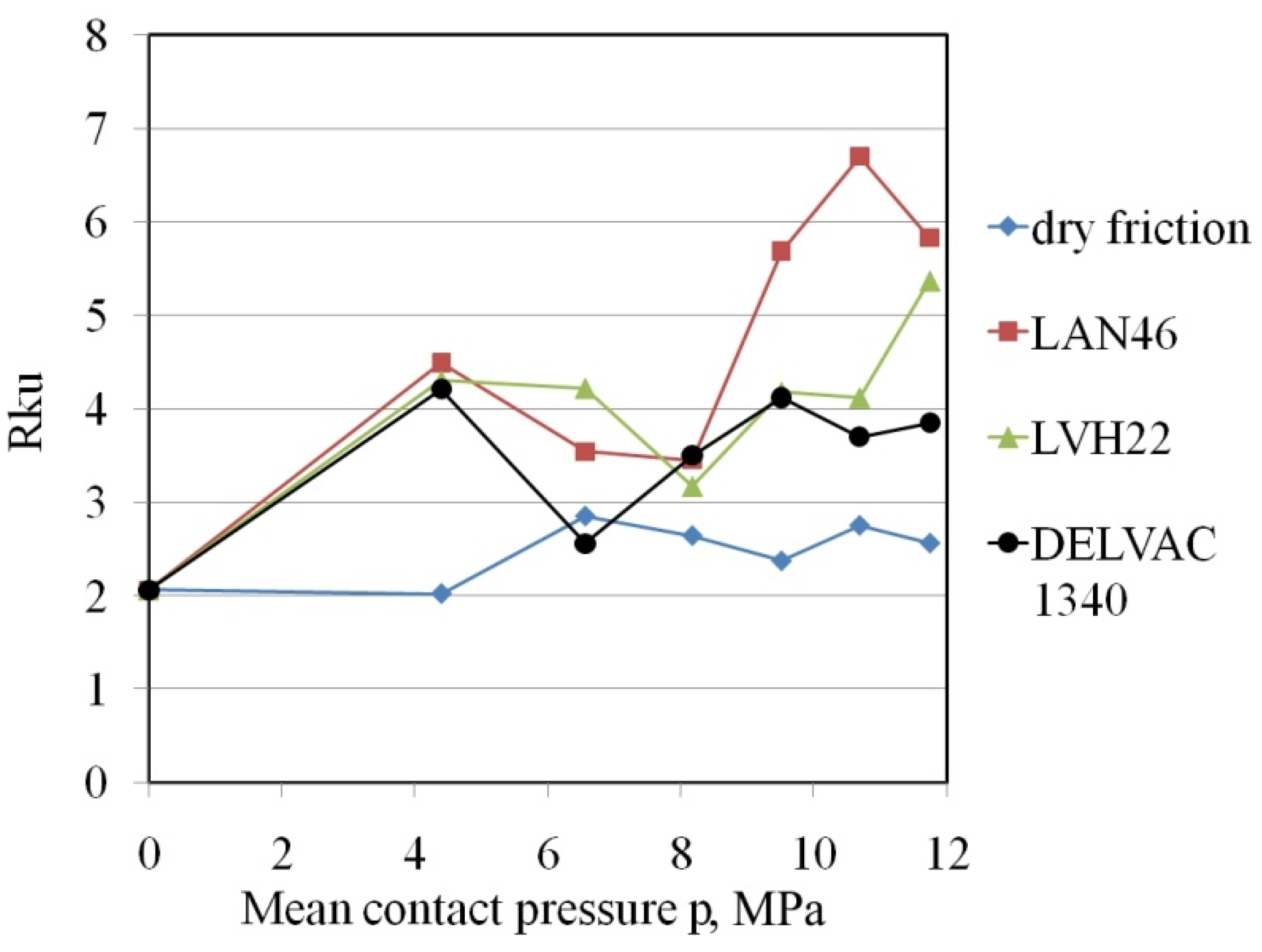
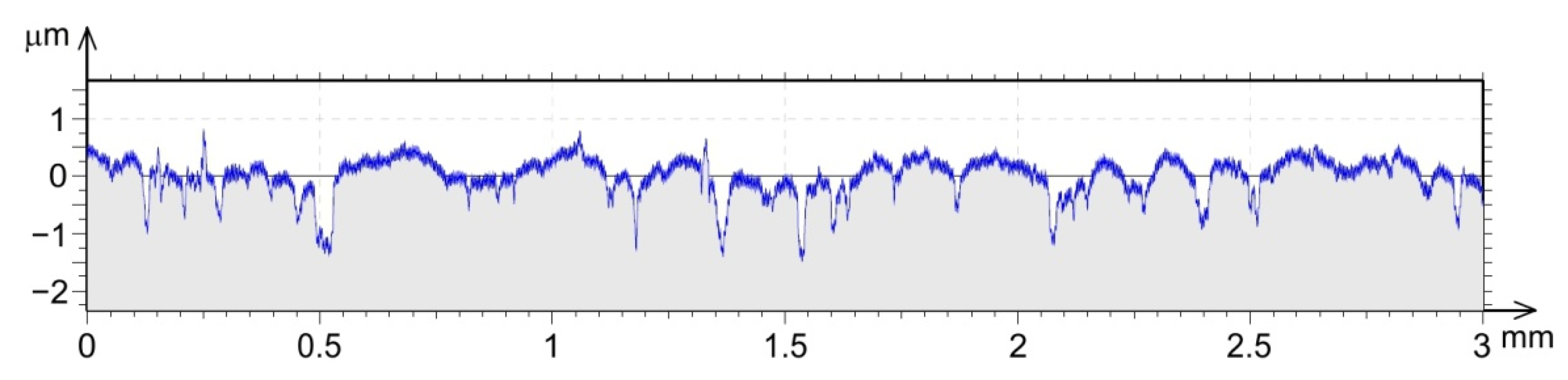
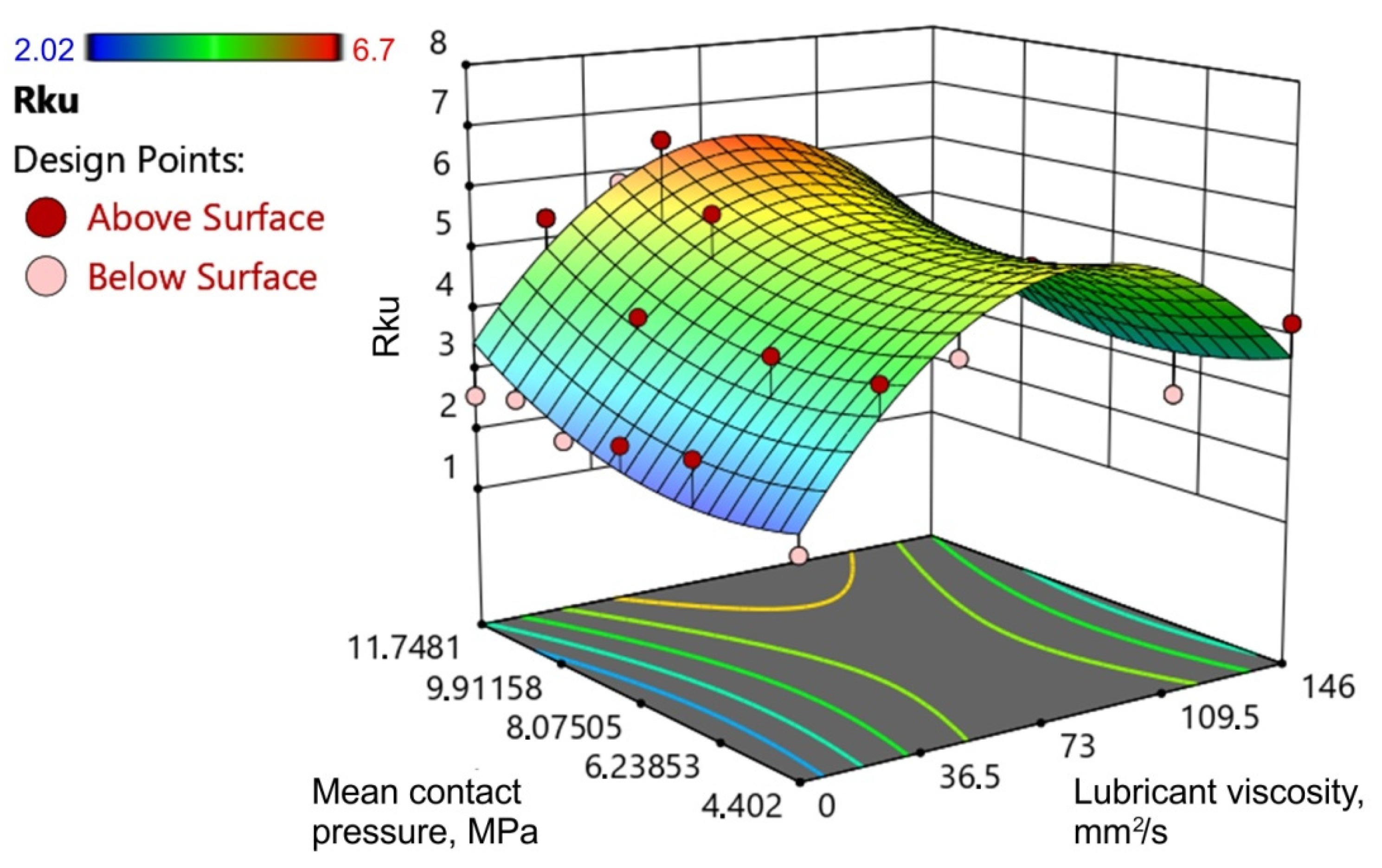
- Friction reduced the values of average roughness (Ra) and skewness (Rsk). Meanwhile, friction under contact pressure in the analysed range (4.4–11.7 MPa) caused an increase in kurtosis (Rku).
- In general, mean contact pressure affected kurtosis (Rku) to a lesser extent than lubricant viscosity.
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, W.; Zhao, Y.; Wang, Z.; Hua, M.; Wei, X. A study on variable friction model in sheet metal forming with advanced high strength steels. Tribol. Int. 2016, 93, 17–28. [Google Scholar] [CrossRef]
- Evin, E.; Németh, S.; Vyrostek, M. Evaluation of Friction Coefficient of Stamping. Acta Mech. Slovaca 2014, 18, 20–27. [Google Scholar] [CrossRef] [Green Version]
- Trzepieciński, T.; Oleksik, V.; Pepelnjak, T.; Najm, S.M.; Paniti, I.; Maji, K. Emerging Trends in Single Point Incremental Sheet Forming of Lightweight Metals. Metals 2021, 11, 1188. [Google Scholar] [CrossRef]
- Trzepieciński, T. 3D elasto-plastic FEM analysis of the sheet drawing of anisotropic steel sheet. Arch. Civ. Mech. Eng. 2010, 10, 95–106. [Google Scholar] [CrossRef]
- Slota, J.; Šiser, M. Influence of friction condition on failure location of AA5754 aluminium sheet in Nakajima test. Zeszyty Naukowe Politechniki Rzeszowskiej Mechanika 2018, 35, 57–66. [Google Scholar] [CrossRef] [Green Version]
- Lindvall, F.W. On tool steel, surface preparation, contact geometry and wear in sheet metal forming. Licentiate Thesis, Karlstad University Studies, Karlstad, Sweeden, 2011; p. 64. [Google Scholar]
- Trzepieciński, T.; Szpunar, M.; Ostrowski, R. Split-Plot I-Optimal Design Optimisation of Combined Oil-Based and Friction Stir Rotation-Assisted Heating in SPIF of Ti-6Al-4V Titanium Alloy Sheet under Variable Oil Pressure. Metals 2022, 12, 113. [Google Scholar] [CrossRef]
- Puchlerska, S.; Żaba, K.; Pyzik, J.; Pieja, T.; Trzepieciński, T. Statistical Analysis and Optimisation of Data for the Design and Evaluation of the Shear Spinning Process. Materials 2021, 14, 6099. [Google Scholar] [CrossRef] [PubMed]
- Reddy, A.C. Conventional deep drawing vs incremental deep drawing. Available online: https://jntuhceh.ac.in/web/tutorials/faculty/1676_isf-process.pdf (accessed on 4 October 2022).
- Jewvattanarak, P.; Mahayotsanun, N.; Dohda, K.; Ngernbamrung, S.; Dohda, K. Tribological effects of chlorine-free lubricant in strip drawing of advanced high strength steel. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2016, 230, 974–982. [Google Scholar] [CrossRef]
- Lemu, H.G.; Trzepieciński, T. Numerical and Experimental Study of Frictional Behavior in Bending Under Tension Test. Strojniški vestnik—J. Mech. Eng. 2013, 59, 41–49. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Fejkiel, R.; Kubit, A. Experimental evaluation of value of friction coefficient in the drawbead region. Zeszyty Naukowe Politechniki Rzeszowskiej Mechanika 2018, 35, 77–85. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Lemu, H.G. Frictional Conditions of AA5251 Aluminium Alloy Sheets Using Drawbead Simulator Tests and Numerical Methods. Strojniški Vestnik—J. Mech. Eng. 2014, 60, 51–60. [Google Scholar] [CrossRef] [Green Version]
- Evin, E.; Tomáš, M. Influence of Friction on the Formability of Fe–Zn-Coated IF Steels for Car Body Parts. Lubricants 2022, 10, 297. [Google Scholar] [CrossRef]
- Shisode, M.P.; Hazrati, J.; Mishra, T.; de Rooij, M.; van den Boogaard, T. Modeling Mixed Lubrication Friction for Sheet Metal Forming Applications. Procedia Manuf. 2020, 47, 586–590. [Google Scholar] [CrossRef]
- Sulaiman, M.H.; Farahana, R.N.; Bienk, K.; Nielsen, C.V.; Bay, N. Effects of DLC/TiAlN-coated die on friction and wear in sheet-metal forming under dry and oil-lubricated conditions: Experimental and numerical studies. Wear 2019, 438, 203040. [Google Scholar] [CrossRef]
- Skoblik, R.; Wilczewski, L. Technologia metali. Laboratorium; Wydawnistwo Politechniki Gdańskiej: Gdańsk, Poland, 2006. [Google Scholar]
- Shisode, M.; Hazrati, J.; Mishra, T.; de Rooij, M.; ten Horn, C.; van Beeck, J.; van den Boogaard, T. Modeling boundary friction of coated sheets in sheet metal forming. Tribol. Int. 2021, 153, 106554. [Google Scholar] [CrossRef]
- Noder, J.; George, R.; Butcher, C.; Worswick, M.J. Friction characterization and application to warm forming of a high strength 7000-series aluminum sheet. J. Mater. Process. Technol. 2021, 293, 117066. [Google Scholar] [CrossRef]
- Gierzyńska, M. Tarcie, zużycie i smarowanie w obróbce plastycznej metali; Wydawnictwa Naukowo-Techniczne: Warszawa, Poland, 1983. [Google Scholar]
- Shisode, M.; Hazrati, J.; Mishra, T.; de Rooij, M.; van den Boogaard, T. Mixed lubrication friction model including surface texture effects for sheet metal forming. J. Mater. Process. Technol. 2021, 291, 117035. [Google Scholar] [CrossRef]
- Zhang, Q.; Mei, T.; Zhang, D.; Cao, M.; Han, B. Preparation of chemically etched surface texture and its friction characteristics in sheet forming. Procedia Manufacturing 2020, 50, 439–443. [Google Scholar] [CrossRef]
- Zabala, A.; Galdos, L.; Childs, C.; Llavori, I.; Aginagalde, A.; Mendiguren, J.; Saenz de Argandoña, E. The Interaction between the Sheet/Tool Surface Texture and the Friction/Galling Behaviour on Aluminium Deep Drawing Operations. Metals 2021, 11, 979. [Google Scholar] [CrossRef]
- Button, S.T. Tribology in Manufacturing Technology; Springer: Berlin, Germany, 2013; pp. 103–120. [Google Scholar]
- Hou, Y.K.; Yu, Z.Q.; Li, S.H. Galling failure analysis in sheet metal forming process. J. Shanghai Jiaotong Univ. 2010, 15, 245–249. [Google Scholar] [CrossRef]
- Pelcastre, L.; Hardell, J.; Prakash, B. Galling mechanisms during interaction of tool steel and Al–Si coated ultra-high strength steel at elevated temperature. Tribol. Int. 2013, 67, 263–271. [Google Scholar] [CrossRef]
- Podgornik, B.; Kafexhiu, F.; Kosec, T.; Jerina, J.; Kalin, M. Friction and anti-galling properties of hexagonal boron nitride (h-BN) in aluminium forming. Wear 2017, 388, 2–8. [Google Scholar] [CrossRef]
- Dharavath, B.; Varma, D.; Singh, S.K.; Naik, M.T. Understanding frictional behaviour of ASS316L in sheet metal forming. Mater. Today: Proc. 2021, 44, 2855–2858. [Google Scholar] [CrossRef]
- Zabala, A.; de Argandoña, E.S.; Cañizares, D.; Llavori, I.; Otegi, N.; Mendiguren, J. Numerical study of advanced friction modelling for sheet metal forming: Influence of the die local roughness. Tribol. Int. 2022, 165, 107259. [Google Scholar] [CrossRef]
- Xia, J.; Zhao, J.; Dou, S. Friction Characteristics Analysis of Symmetric Aluminum Alloy Parts in Warm Forming Process. Symmetry 2022, 14, 166. [Google Scholar] [CrossRef]
- Dou, S.; Xia, J. Analysis of Sheet Metal Forming (Stamping Process): A Study of the Variable Friction Coefficient on 5052 Aluminum Alloy. Metals 2019, 9, 853. [Google Scholar] [CrossRef] [Green Version]
- Yang, X.; Zhang, Q.; Zheng, Y.; Liu, X.; Politis, D.; El Fakir, O.; Wang, L. Investigation of the friction coefficient evolution and lubricant breakdown behaviour of AA7075 aluminium alloy forming processes at elevated temperatures. Int. J. Extrem. Manuf. 2021, 3, 025002. [Google Scholar] [CrossRef]
- Bellini, C.; Giuliano, G.; Sorrentino, L. Friction influence on the AA6060 aluminium alloy formability. Frattura ed Integrità Strutturale 2019, 49, 791–799. [Google Scholar] [CrossRef]
- Zavala, J.M.D.; Martínez-Romero, O.; Elías-Zúñiga, A.; Gutiérrez, H.M.L.; Vega, A.E.-d.l.; Taha-Tijerina, J. Study of Friction and Wear Effects in Aluminum Parts Manufactured via Single Point Incremental Forming Process Using Petroleum and Vegetable Oil-Based Lubricants. Materials 2021, 14, 3973. [Google Scholar] [CrossRef]
- Najm, S.M.; Paniti, I.; Trzepieciński, T.; Nama, S.A.; Viharos, Z.J.; Jacso, A. Parametric Effects of Single Point Incremental Forming on Hardness of AA1100 Aluminium Alloy Sheets. Materials 2021, 14, 7263. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Najm, S.M.; Oleksik, V.; Vasilca, D.; Paniti, I.; Szpunar, M. Recent Developments and Future Challenges in Incremental Sheet Forming of Aluminium and Aluminium Alloy Sheets. Metals 2022, 12, 124. [Google Scholar] [CrossRef]
- Sigvant, M.; Pilthammar, J.; Hol, J.; Wiebenga, J.H.; Chezan, T.; Carleer, B.; van den Boogaard, T. Friction in sheet metal forming: Influence of surface roughness and strain rate on sheet metal forming simulation results. Procedia Manuf. 2019, 29, 512–519. [Google Scholar] [CrossRef]
- Shih, H.C.; Wilson, W.R.D. Effects of Contact Pressure and Strain on Friction in Sheet-Metal Forming©. Tribol. Trans. 1999, 42, 144–151. [Google Scholar] [CrossRef]
- ISO 6892-1:2009; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. International Organization for Standardization: Geneva, Switzerland, 2009.
- ter Haar, R. Friction in sheet metal forming, the influence of (local) contact conditions and deformation. Ph.D. Thesis, Universiteit Twente, Enschede, The Netherlands, 17 May 1996. [Google Scholar]
- Cillaurren, J.; Galdos, L.; Sanchez, M.; Zabala, A.; de Argandoña, S.; Mendiguren, J. Contact pressure and sliding velocity ranges in sheet metal forming simulations. In Proceedings of the 24th International Conference on Material Forming ESAFORM 2021, Liège, Belgium, 14–16 April 2021. [Google Scholar]
- Vollertsen, F.; Hu, Z. Tribological Size Effects in Sheet Metal Forming Measured by a Strip Drawing Test. Ann. CIRP 2006, 55, 291–294. [Google Scholar] [CrossRef]
- Kirkhorn, L.; Frogner, K.; Andersson, M.; Ståhl, J.E. Improved tribotesting for sheet metal forming. Procedia CIRP 2012, 3, 507–512. [Google Scholar] [CrossRef] [Green Version]
- Recklin, V.; Dietrich, F.; Groche, P. Influence of Test Stand and Contact Size Sensitivity on the Friction Coefficient in Sheet Metal Forming. Lubricants 2018, 6, 41. [Google Scholar] [CrossRef] [Green Version]
- Mizuno, T.; Okamoto, M. Effects of Lubricant Viscosity at Pressure and Sliding Velocity on Lubrication Condition in the Compression Friction Test on Sheet Metals. J. Lubr. Technol. 1982, 104, 53–59. [Google Scholar] [CrossRef]
- Sedlaček, M.; Gregorčič, P.; Podgornik, B. Use of the Roughness Parameters Ssk and Sku to Control Friction—A Method for Designing Surface Texturing. Tribol. Trans. 2017, 60, 260–266. [Google Scholar] [CrossRef]
- Sedlaček, M.; Vilhena, L.M.S.; Podgornik, B.; Vižintin, J. Surface topography modelling for reduced friction. Strojniški Vestnik—J. Mech. Eng. 2011, 57, 674–680. [Google Scholar] [CrossRef] [Green Version]
- Sedlaček, M.; Podgornik, B.; Vižintin, J. Planning surface texturing for reduced friction in lubricated sliding using surface roughness parameters skewness and kurtosis. Proc. Inst. Mech. Eng. Part J: J. Eng. Tribol. 2012, 226, 661–667. [Google Scholar] [CrossRef]
- Alam, M.; Akram, D.; Sharmin, E.; Zafar, F.; Ahmad, S. Vegetable oil based eco-friendly coating materials: A review article. Arab. J. Chem. 2014, 7, 469–479. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Fejkiel, R. On the influence of deformation of deep drawing quality steel sheet on surface topography and friction. Tribol. Int. 2017, 115, 78–88. [Google Scholar] [CrossRef]
- Lewis, G.A. Optimization Methods. In Encyclopedia of Pharmaceutical Technology, 2nd ed.; Swarbrick, J., Boylan, J.C., Eds.; Marcel Dekker: New York, NY, USA, 2002; pp. 1922–1937. [Google Scholar]
- Singh, S.; Singla, Y.P.; Abora, S. Statistical, diagnostic and response surface analysis of nefopam hydrochloride nanospheres using 35 Box-Behnken design. Int. J. Pharm. Pharmateutical Sci. 2016, 7, 89–101. [Google Scholar]
- Semiatin, S.L. Selection and Use of Lubricants in Forming of Sheet Metal. In Metalworking: Sheet Forming; Semiatin, S.L., Ed.; ASM International: Materials Park, OH, USA, 2006; Volume 14B, pp. 248–264. [Google Scholar] [CrossRef]
- Bay, N.; Bech, J.I.; Andreasen, J.L.; Shimizu, I. Studies on Micro Plasto Hydrodynamic Lubrication in Metal Forming. In Metal Forming Science and Practice; Elsevier Science: Amsterdam, The Netherlands, 2002; pp. 115–134. [Google Scholar] [CrossRef]
- Sedlaček, M.; Podgornik, B.; Vižintin, J. Influence of surface preparation on roughness parameters, friction and wear. Wear 2009, 266, 482–487. [Google Scholar] [CrossRef]
- Sedlaček, M.; Podgornik, B.; Vižintin, J. Correlation between Standard Roughness Parameters Skewness and Kurtosis and Tribological Behaviour of Contact Surfaces. Tribol. Int. 2012, 48, 102–112. [Google Scholar] [CrossRef]
- Gadelmawla, E.S.; Koura, M.M.; Maksoud, T.M.A.; Elewa, I.M.; Soliman, H.H. Roughness Parameters. J. Mater. Process. Technol. 2002, 123, 133–145. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Orientation | E, GPa | Rp0.2, MPa | Rm, MPa | A, % |
|---|---|---|---|---|
| 0° | 73.36 | 302.5 | 450.1 | 16.5 |
| Oil | Kinematic Viscosity η, mm2/s | Viscosity Index | Density, kg/m3 |
|---|---|---|---|
| LAN46 | 43.9 | 94 | 875 |
| LHV22 | 21.9 | 321 | 862.6 |
| DELVAC 1340 | 146 | 99 | 897 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | Meaning |
|---|---|---|---|---|---|---|
| Model | 0.0299 | 5 | 0.0060 | 23.15 | <0.0001 | significant |
| A—η | 0.0154 | 1 | 0.0154 | 59.85 | <0.0001 | |
| B—p | 0.0102 | 1 | 0.0102 | 39.57 | <0.0001 | |
| AB | 0.0002 | 1 | 0.0002 | 0.8576 | 0.3667 | |
| A2 | 0.0076 | 1 | 0.0076 | 29.65 | <0.0001 | |
| B2 | 3.567 × 106 | 1 | 3.567 × 106 | 0.0138 | 0.9077 | |
| Residual | 0.0046 | 18 | 0.0003 | |||
| Cor Total | 0.0345 | 23 |
| Std. Dev. | Mean | C.V. % | R2 | Adjusted R2 | Predicted R2 | Adequacy Precision |
|---|---|---|---|---|---|---|
| 0.0161 | 0.1896 | 8.47 | 0.8654 | 0.8280 | 0.7434 | 16.8170 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | Meaning |
|---|---|---|---|---|---|---|
| Model | 0.4643 | 5 | 0.0929 | 6.41 | 0.0014 | significant |
| A—η | 0.1337 | 1 | 0.1337 | 9.22 | 0.0071 | |
| B—p | 0.0784 | 1 | 0.0784 | 5.41 | 0.0319 | |
| AB | 0.0510 | 1 | 0.0510 | 3.52 | 0.0769 | |
| A2 | 0.1751 | 1 | 0.1751 | 12.08 | 0.0027 | |
| B2 | 0.0048 | 1 | 0.0048 | 0.3323 | 0.5714 | |
| Residual | 0.2609 | 18 | 0.0145 | |||
| Cor Total | 0.7252 | 23 |
| Std. Dev. | Mean | C.V. % | R2 | Adjusted R2 | Predicted R2 | Adequacy Precision |
|---|---|---|---|---|---|---|
| 0.1204 | −0.6514 | 18.48 | 0.6403 | 0.5404 | 0.3665 | 9.5759 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | Meaning |
|---|---|---|---|---|---|---|
| Model | 22.79 | 5 | 4.56 | 8.65 | 0.0003 | significant |
| A—η | 3.63 | 1 | 3.63 | 6.89 | 0.0172 | |
| B—p | 1.83 | 1 | 1.83 | 3.47 | 0.0791 | |
| AB | 0.1023 | 1 | 0.1023 | 0.1942 | 0.6647 | |
| A2 | 18.05 | 1 | 18.05 | 34.27 | <0.0001 | |
| B2 | 1.77 | 1 | 1.77 | 3.35 | 0.0836 | |
| Residual | 9.48 | 18 | 0.5268 | |||
| Cor Total | 32.28 | 23 |
| Std. Dev. | Mean | C.V. % | R2 | Adjusted R2 | Predicted R2 | Adequacy Precision |
|---|---|---|---|---|---|---|
| 0.7258 | 3.84 | 18.90 | 0.7062 | 0.6246 | 0.4391 | 10.282 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trzepieciński, T. Experimental Analysis of Frictional Performance of EN AW-2024-T3 Alclad Aluminium Alloy Sheet Metals in Sheet Metal Forming. Lubricants 2023, 11, 28. https://doi.org/10.3390/lubricants11010028
Trzepieciński T. Experimental Analysis of Frictional Performance of EN AW-2024-T3 Alclad Aluminium Alloy Sheet Metals in Sheet Metal Forming. Lubricants. 2023; 11(1):28. https://doi.org/10.3390/lubricants11010028
Chicago/Turabian StyleTrzepieciński, Tomasz. 2023. "Experimental Analysis of Frictional Performance of EN AW-2024-T3 Alclad Aluminium Alloy Sheet Metals in Sheet Metal Forming" Lubricants 11, no. 1: 28. https://doi.org/10.3390/lubricants11010028