Effect of Friction Reducers with Unreinforced PEEK and Steel Counterparts in Oil Lubrication

 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
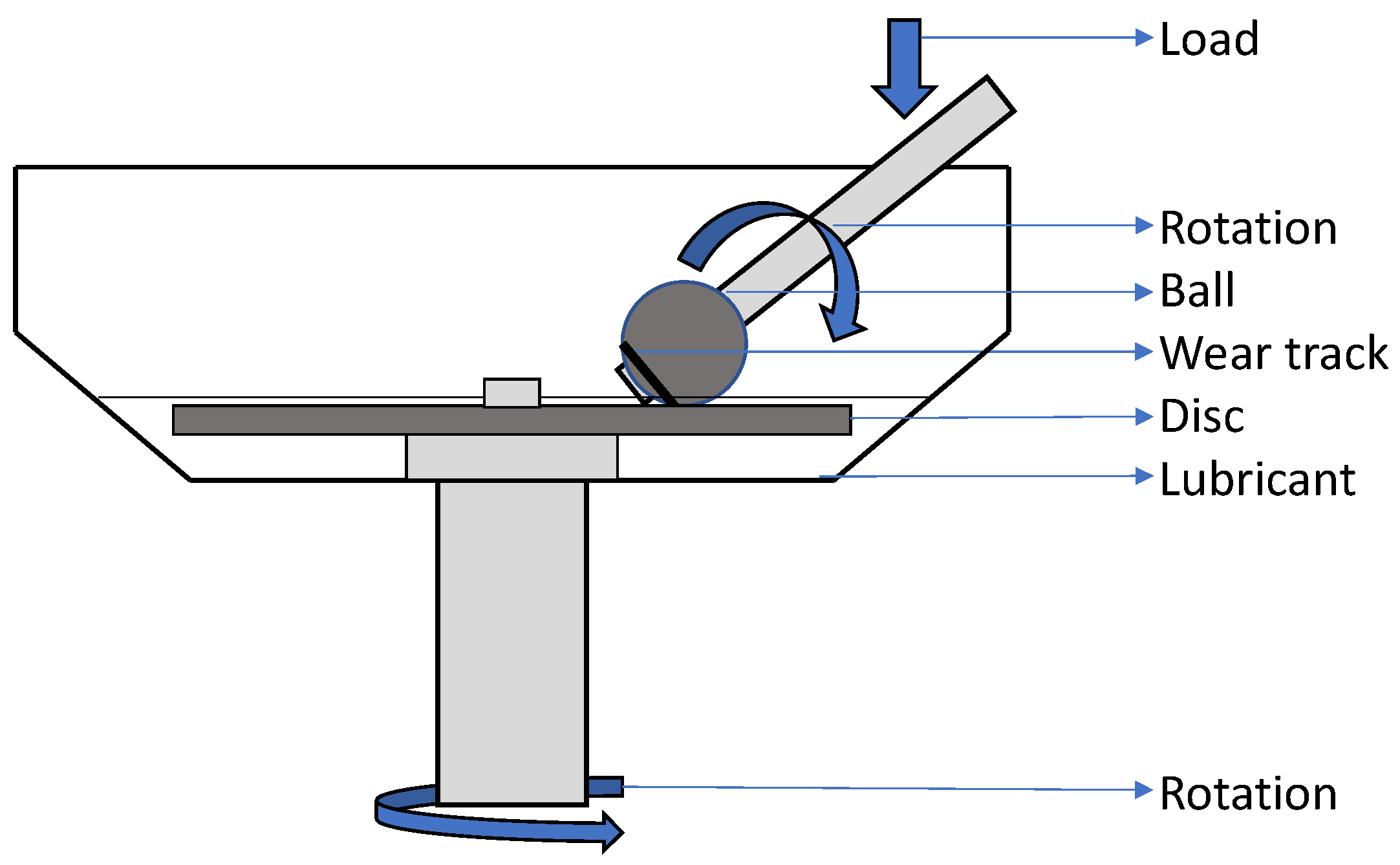
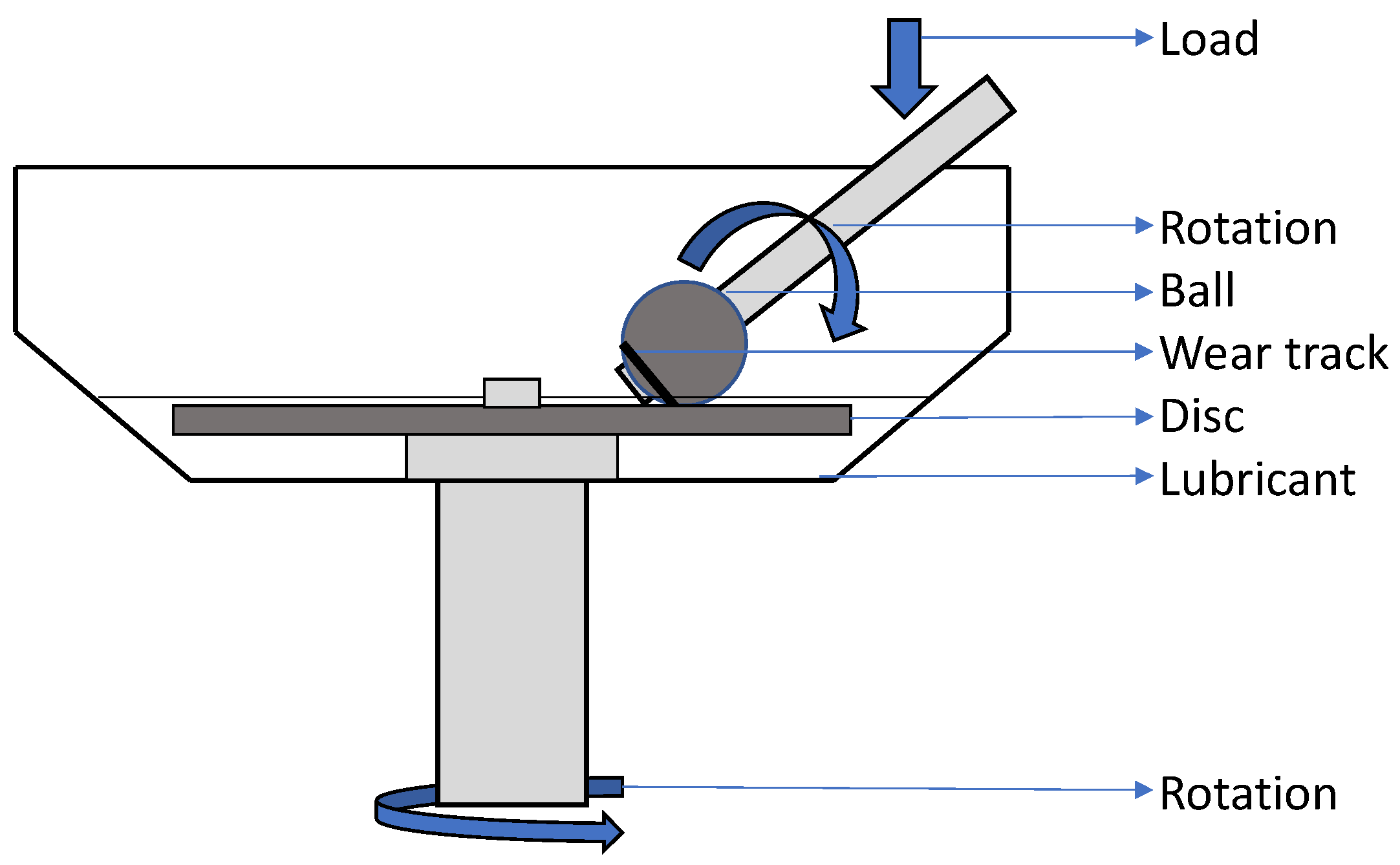
2.2. Tribological Method
3. Results
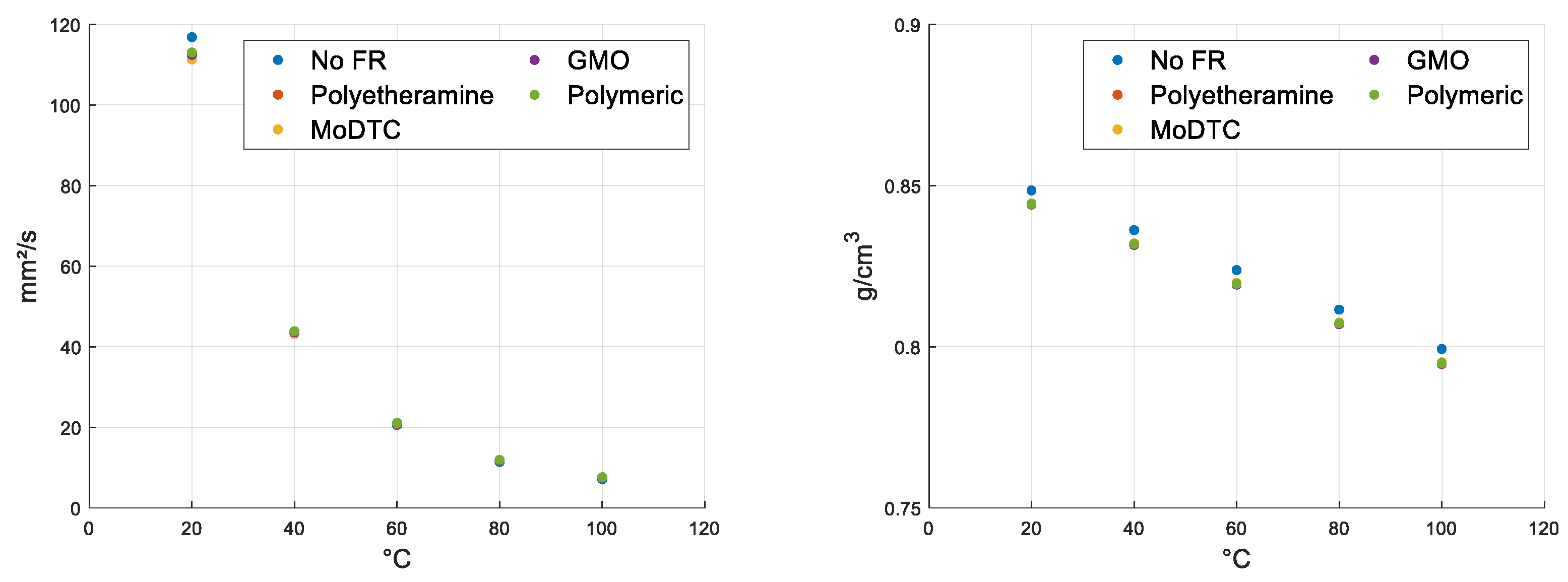
3.1. Rheological Characterization
3.2. Tribological Testing
3.2.1. Setup Phase: Dry Condition
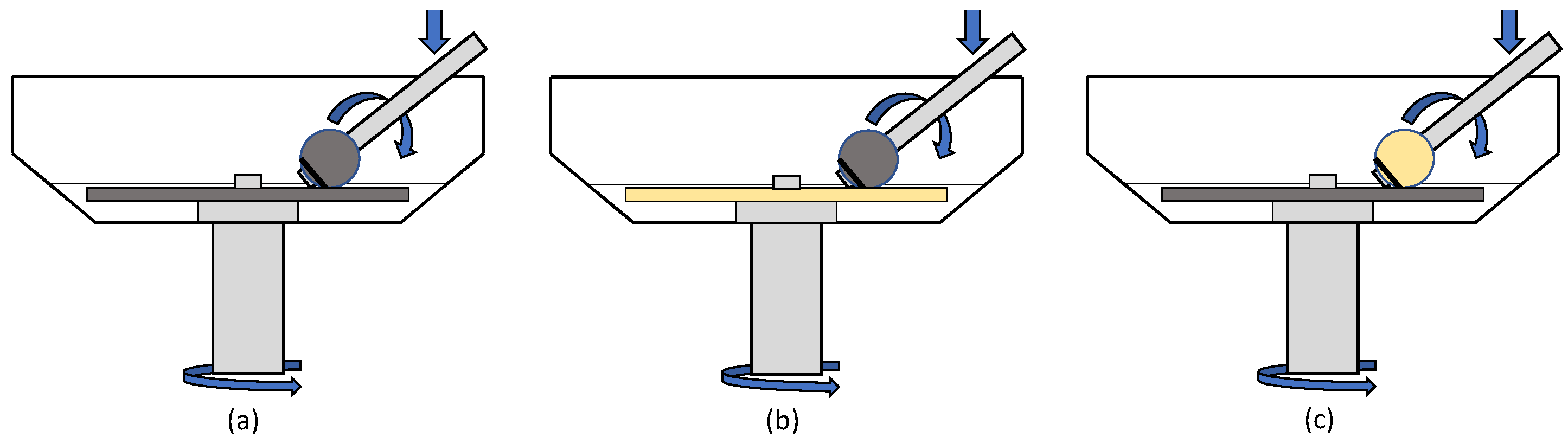
3.2.2. Steel–Steel Contact
3.2.3. Steel–PEEK Contact
3.2.4. PEEK–Steel Contact
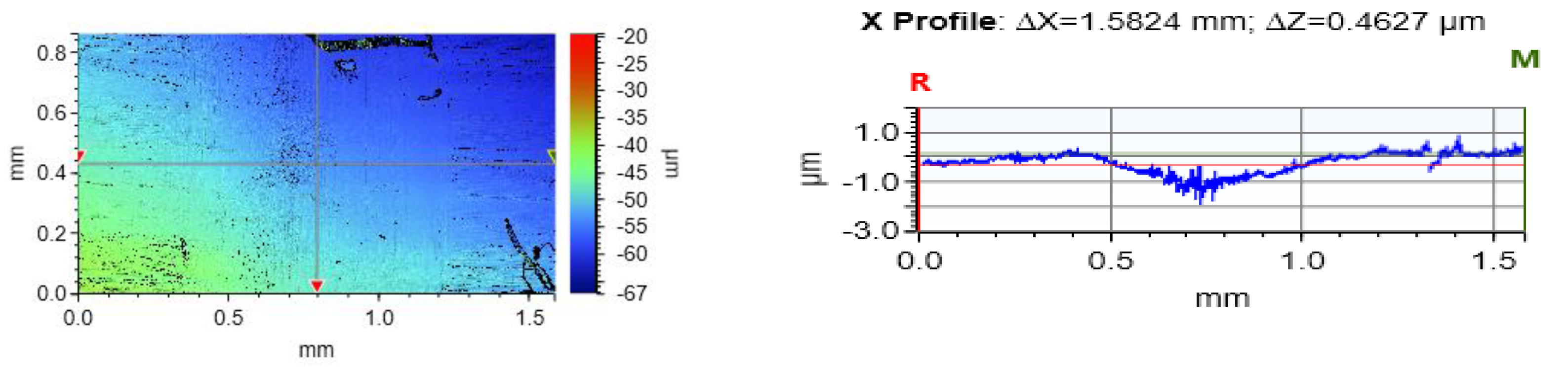
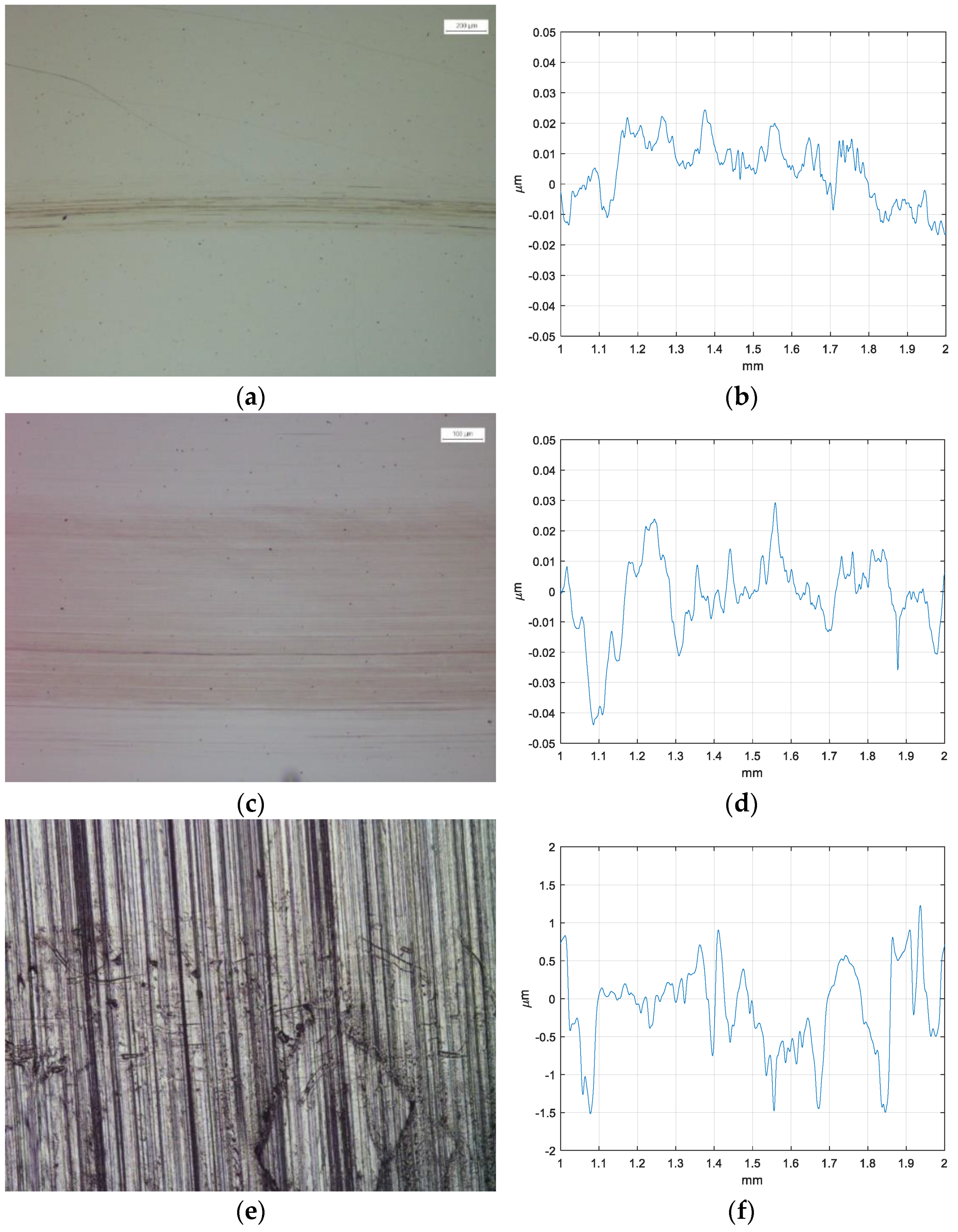
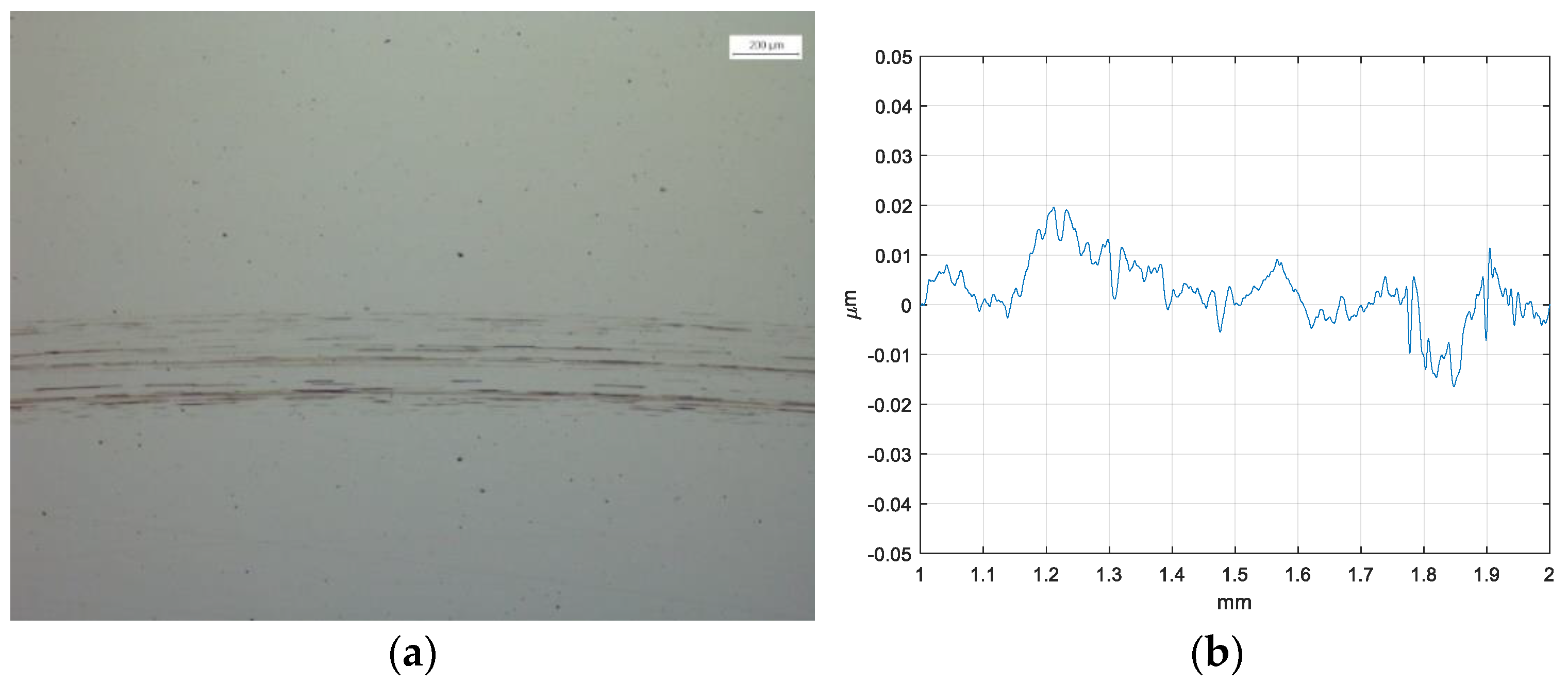
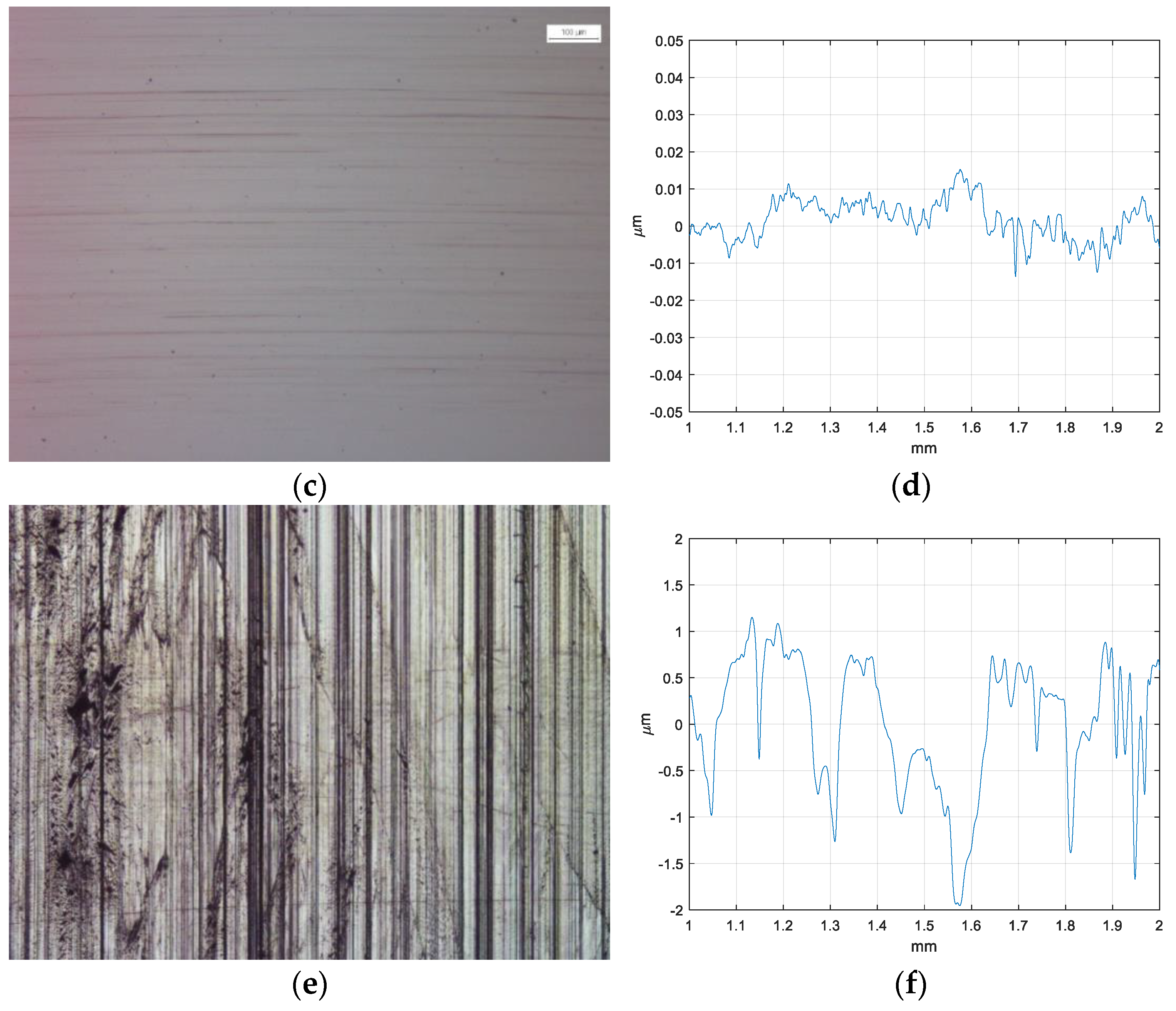
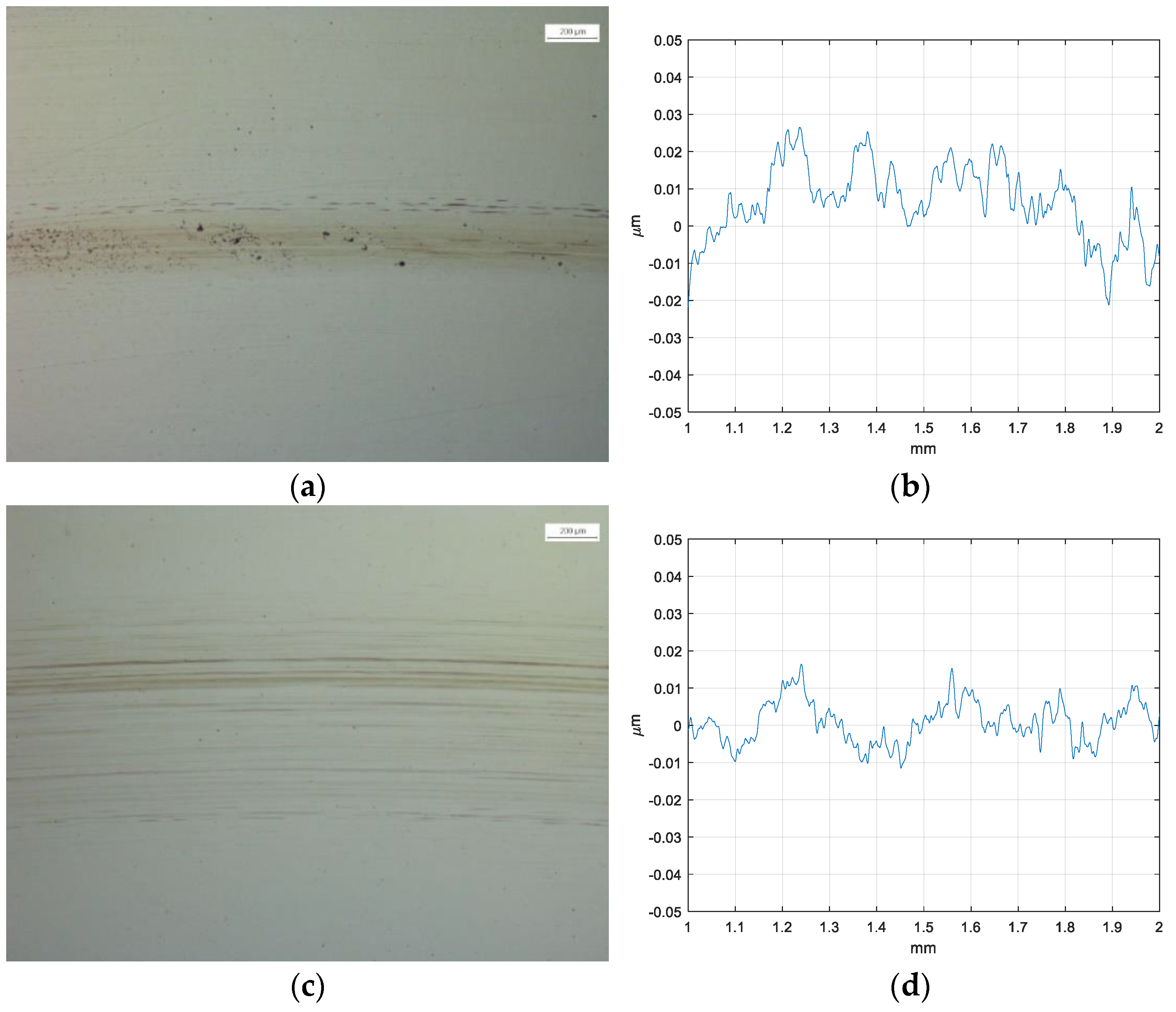
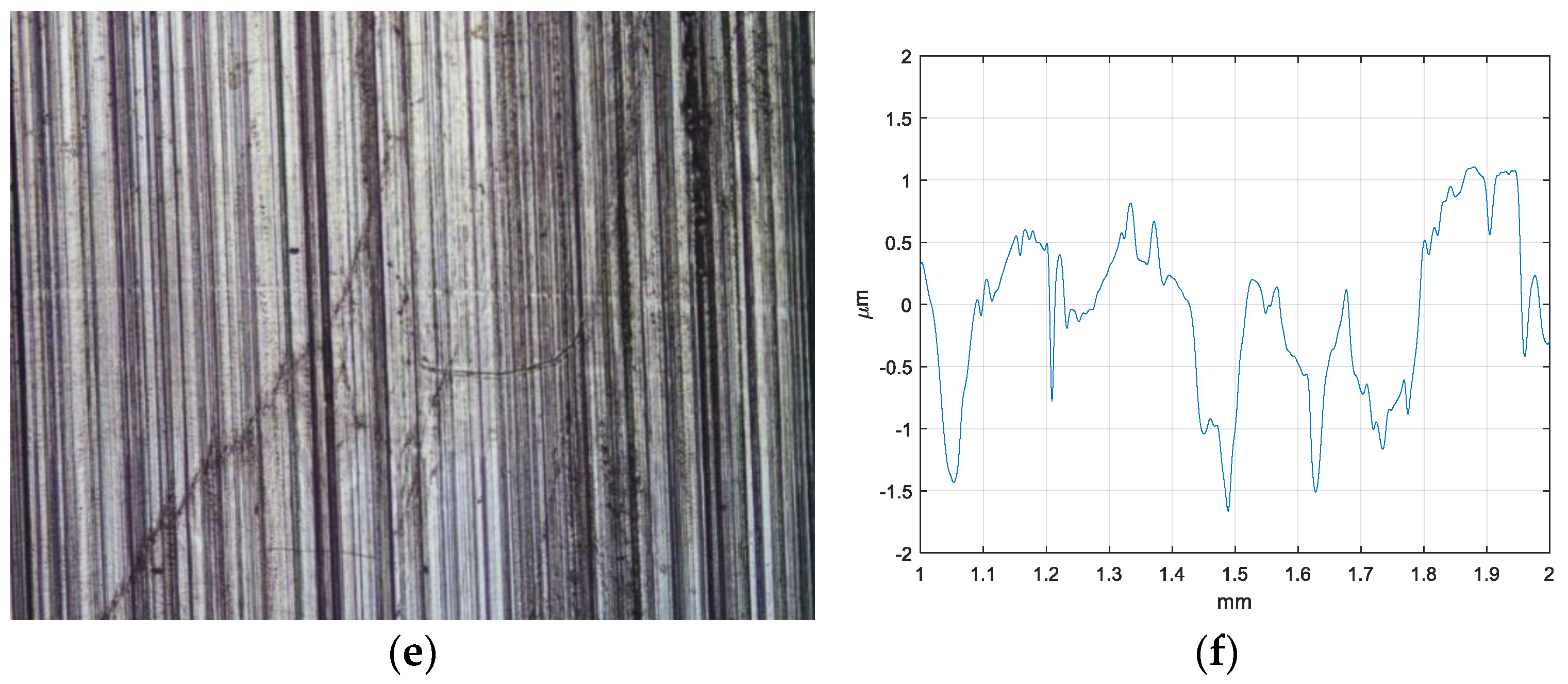
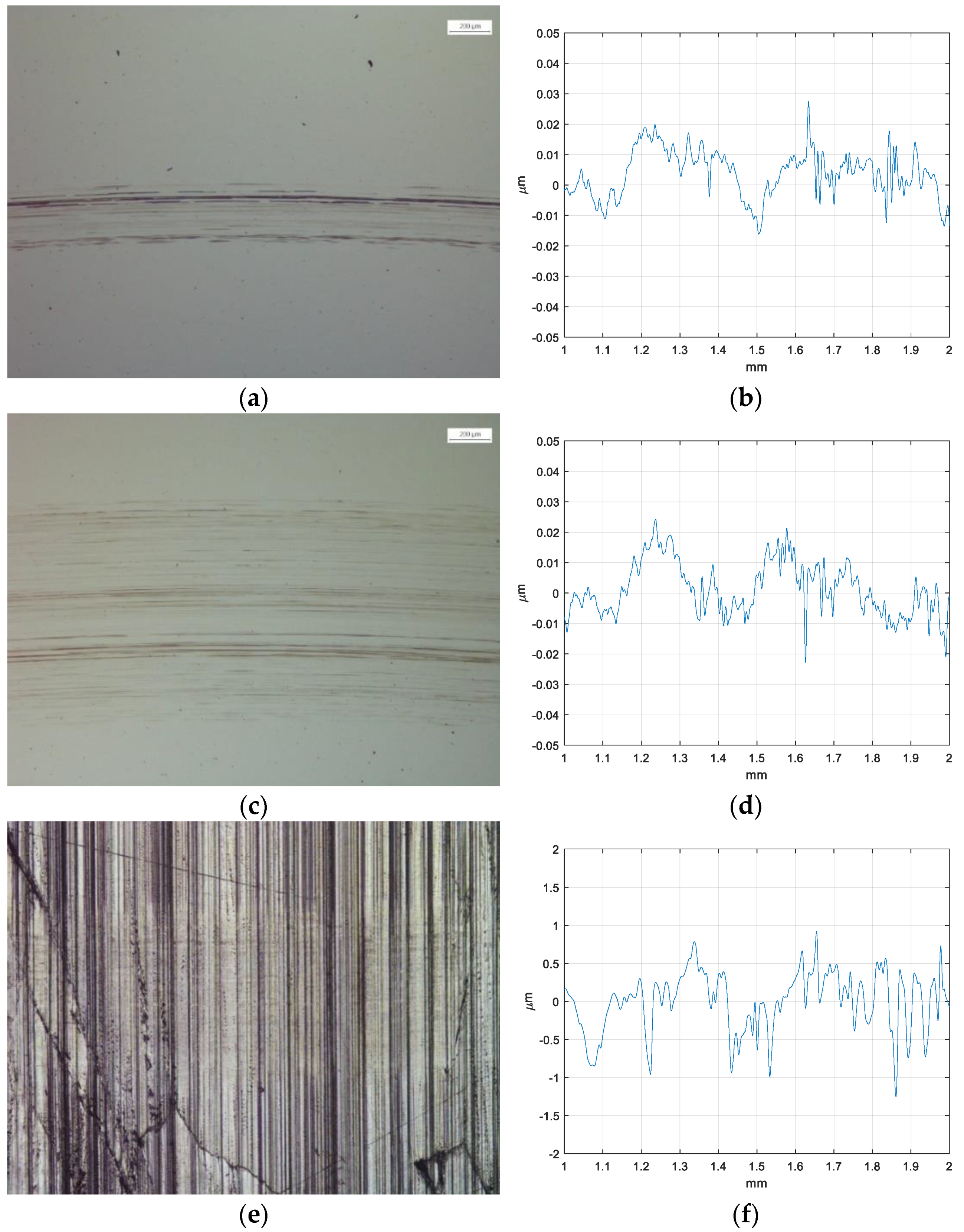
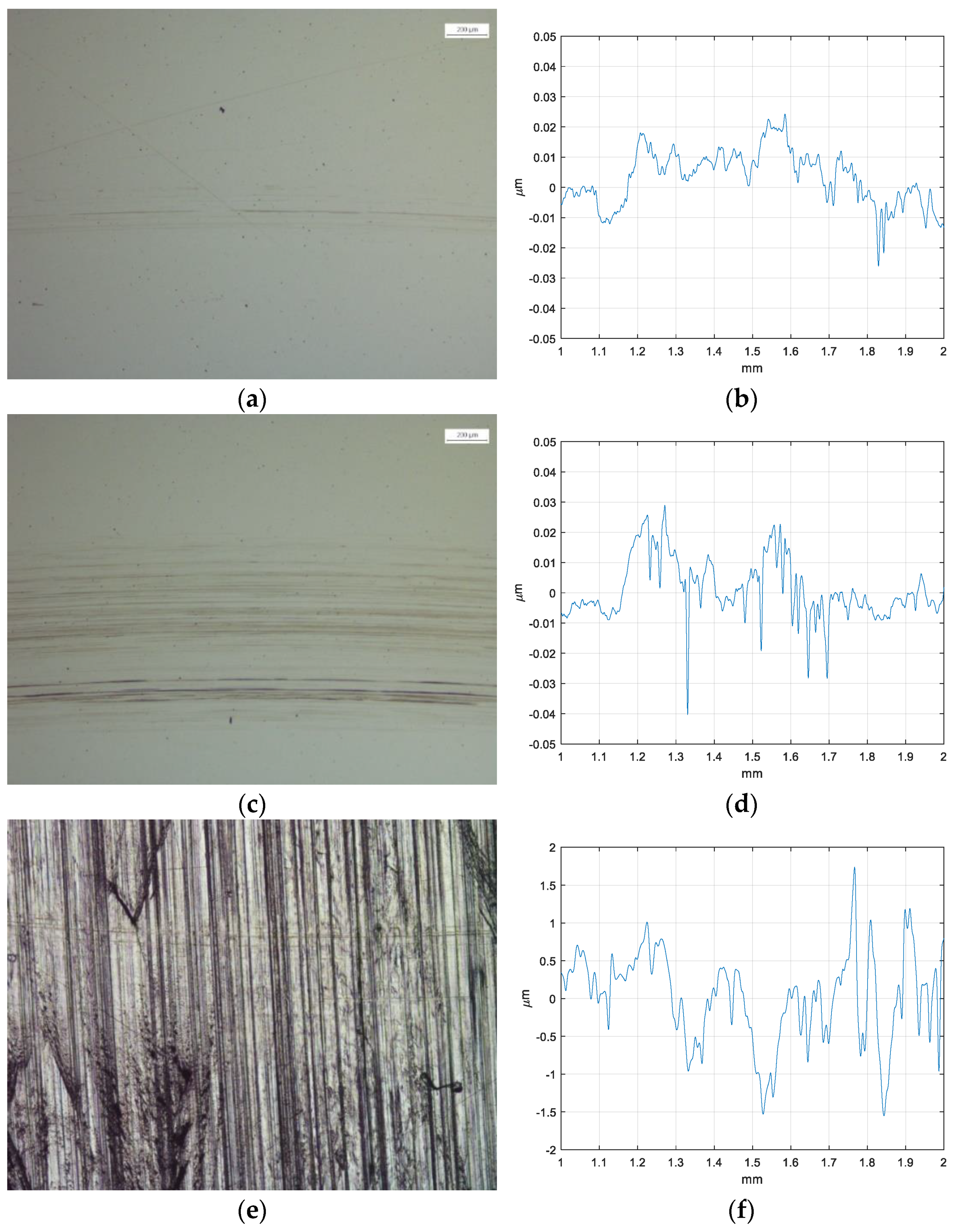
4. Wear Analysis: Microscope Images and Roughness Measurement
5. Discussion
6. Conclusions
- ○
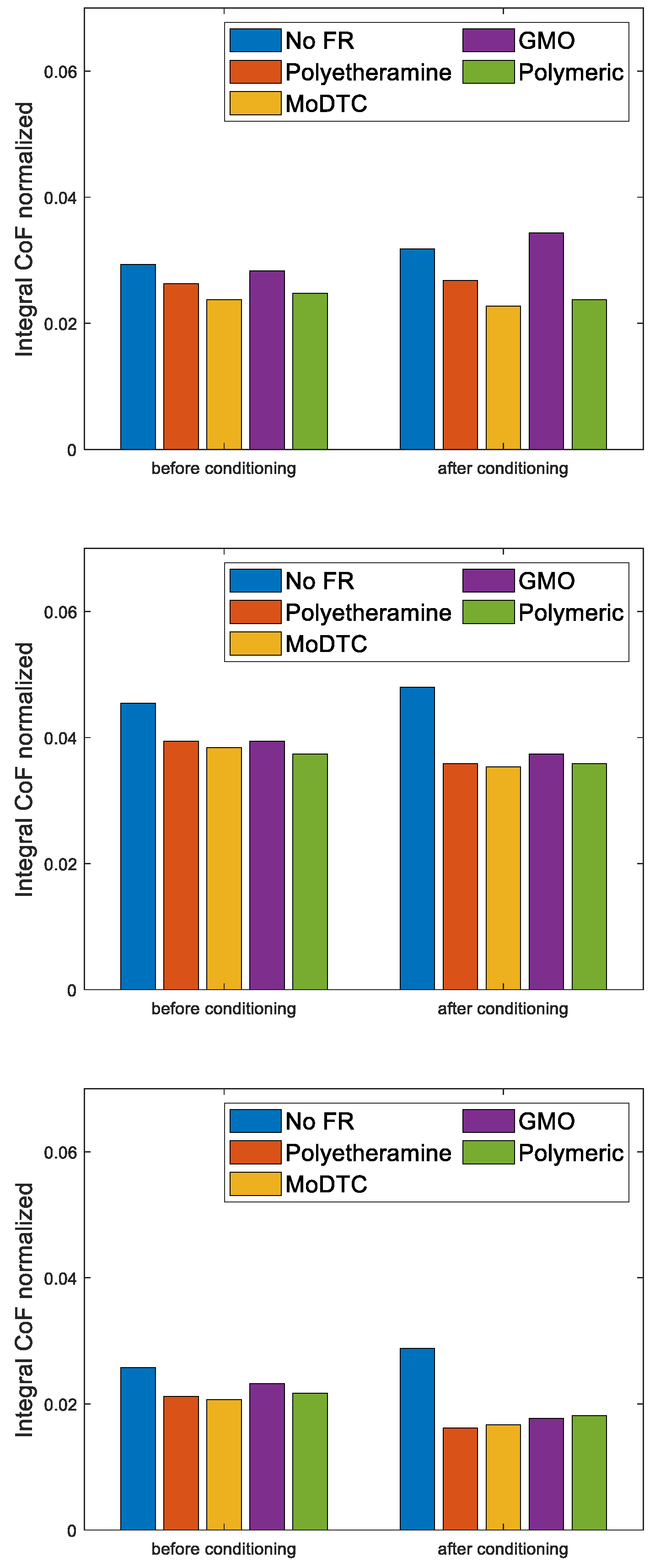
- In steel-to-steel contact, GMOs exhibit a worse friction profile during and after preconditioning compared to the benchmark. However, when PEEK is involved, these effects are mitigated, likely due to a synergistic effect with PEEK or material dominance.
- ○
- Differences are observed in PEEK-on-steel and steel-on-PEEK contact due to distinct tribofilm formation mechanisms and contact characteristics influenced by geometry and material type.
- ○
- The PEEK ball deformation results in non-punctual contact with speed-independent, significantly higher friction, especially at high speeds. Conversely, a steel ball on a flat PEEK surface reduces friction due to non-punctual contact, PEEK disc deformation, and lower Hertzian pressure, particularly at high speeds.
- ○
- In the PEEK ball coupling, material effects, especially at high temperatures, outweigh the contribution of each friction reducer in reducing CoF. MoDTC remains superior even in the presence of PEEK, with only minor differences from other anti-FR additives.
- ○
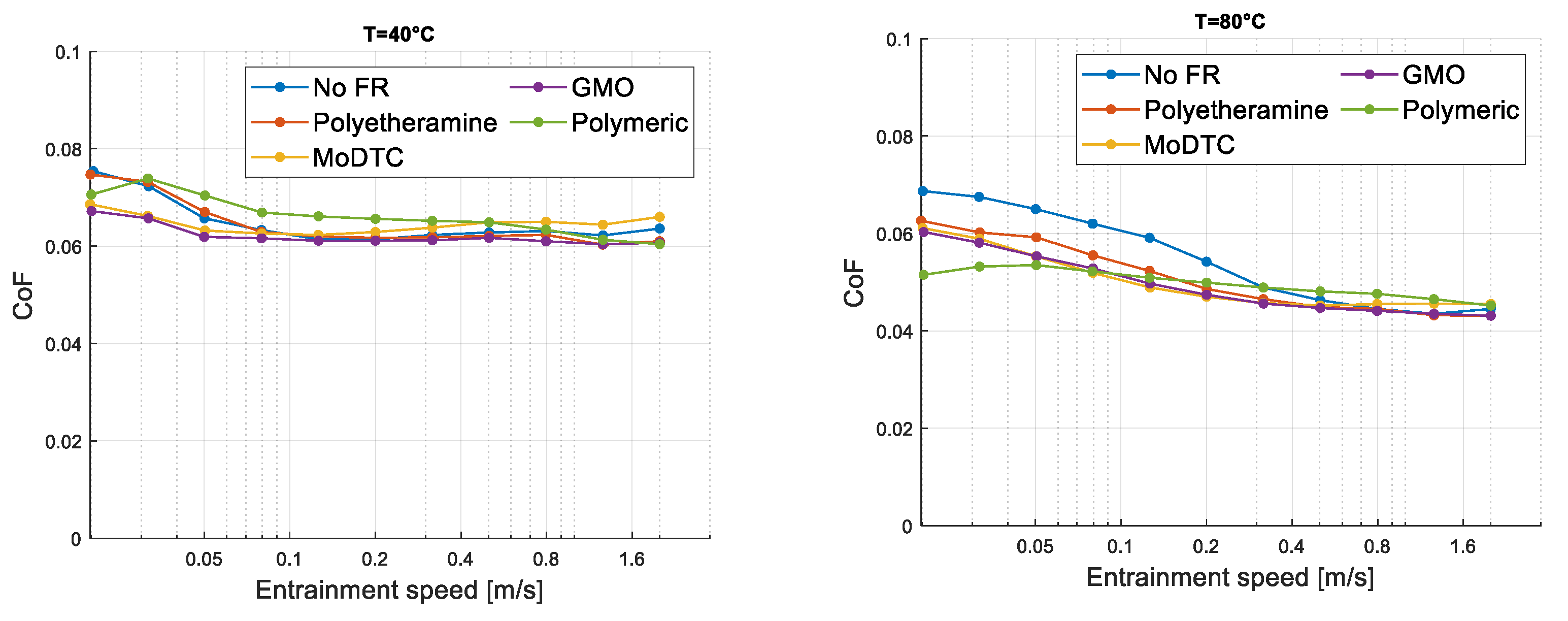
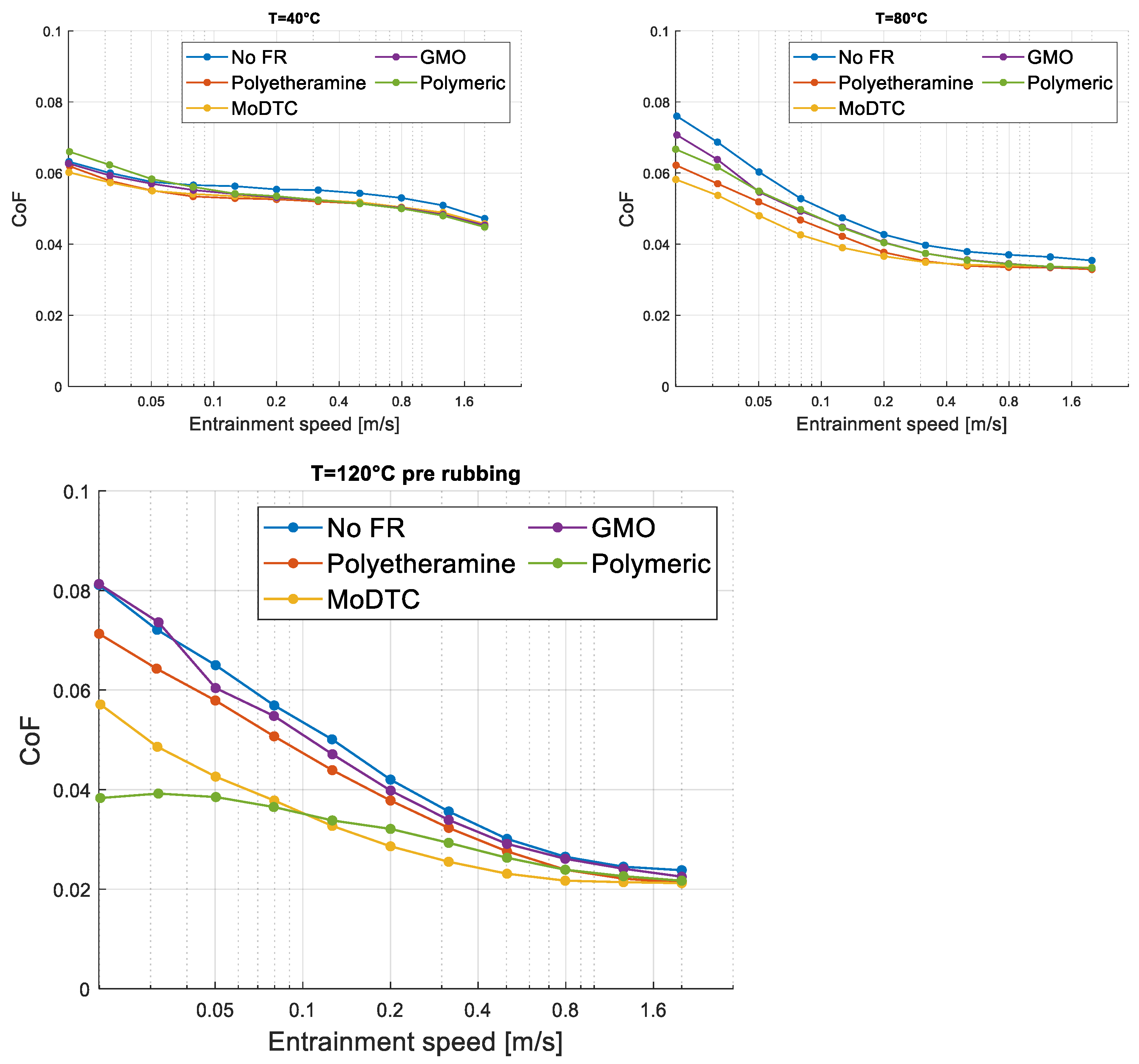
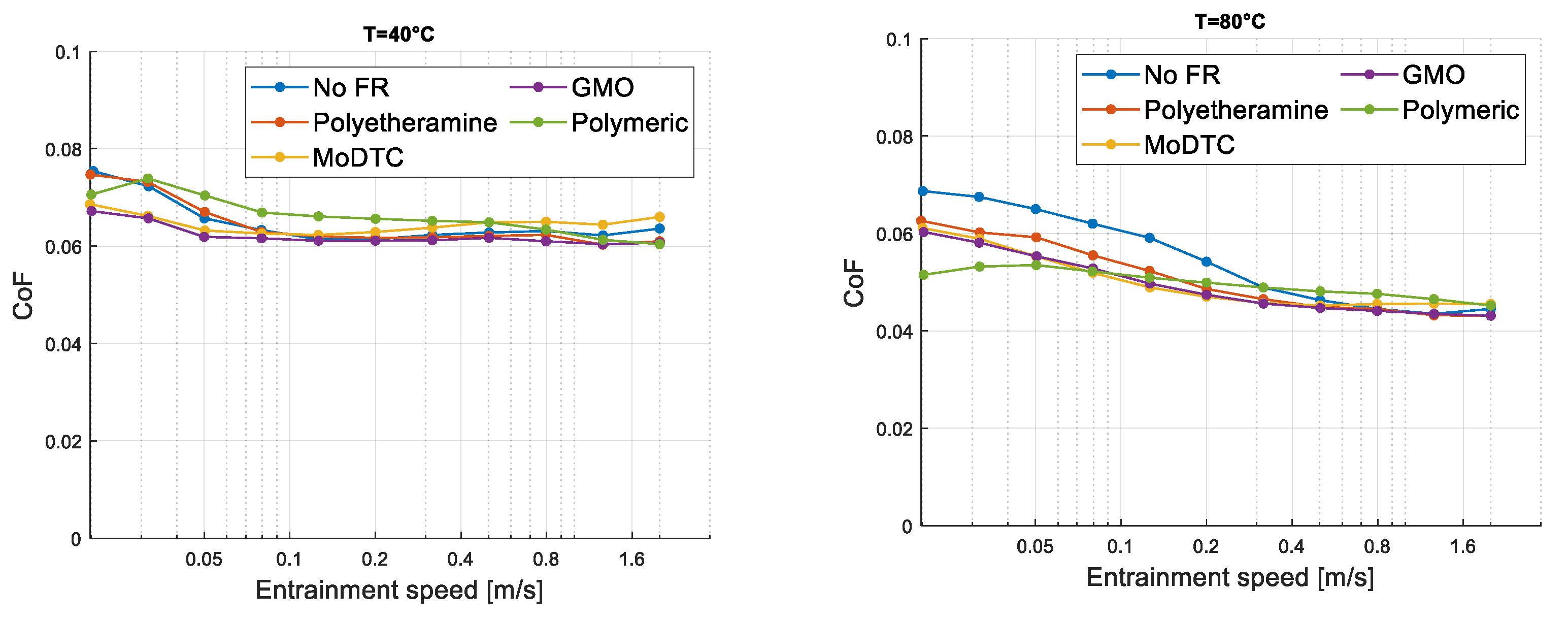
- At low temperatures, all additives remain inactive, exhibiting friction profiles similar to non-additives.
- ○
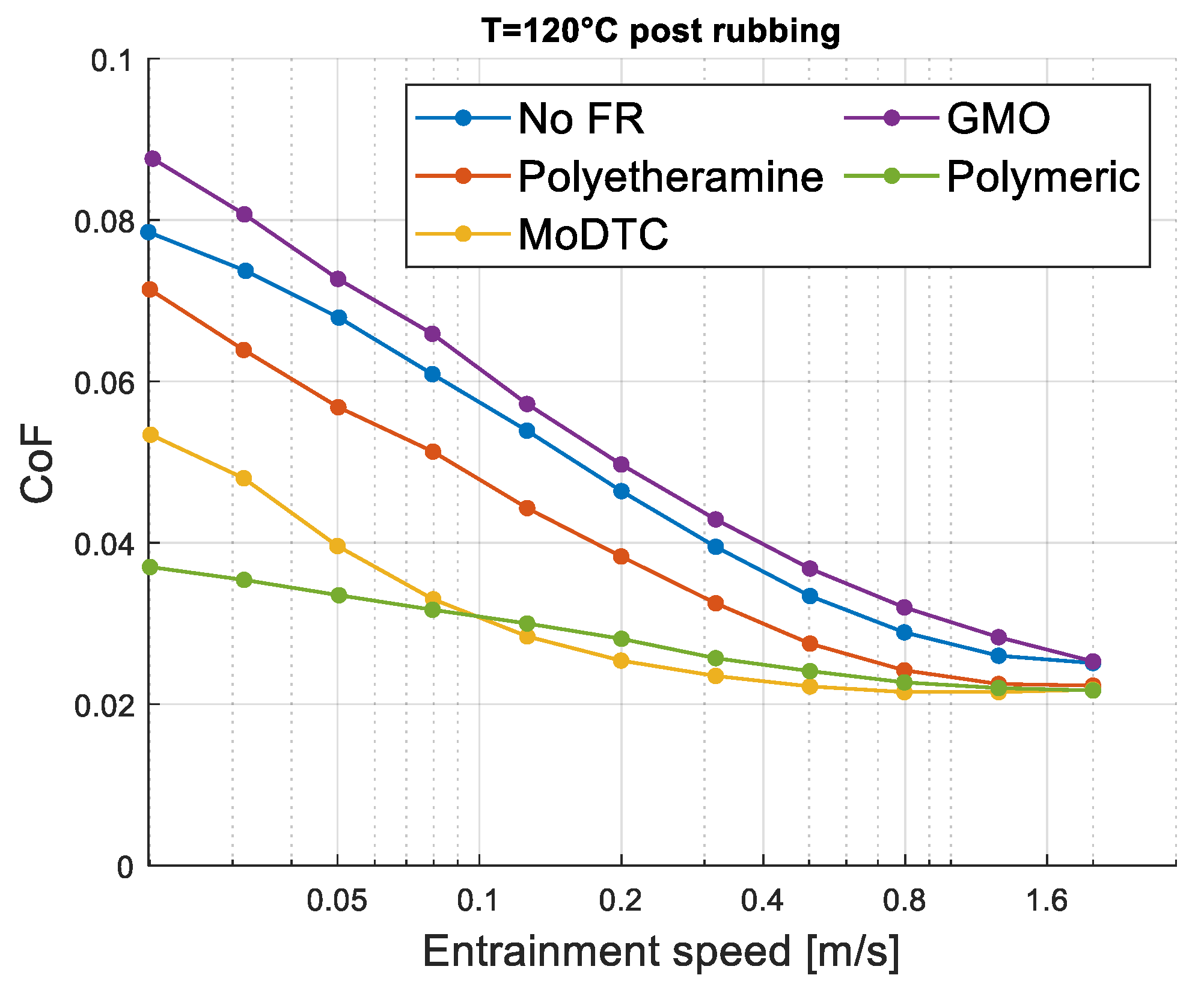
- At medium temperatures, reductions in friction are observed at speeds below 0.2 m/s for steel–steel contact, and this effect is more pronounced in PEEK-on-steel contact, especially with the polymeric reducer.
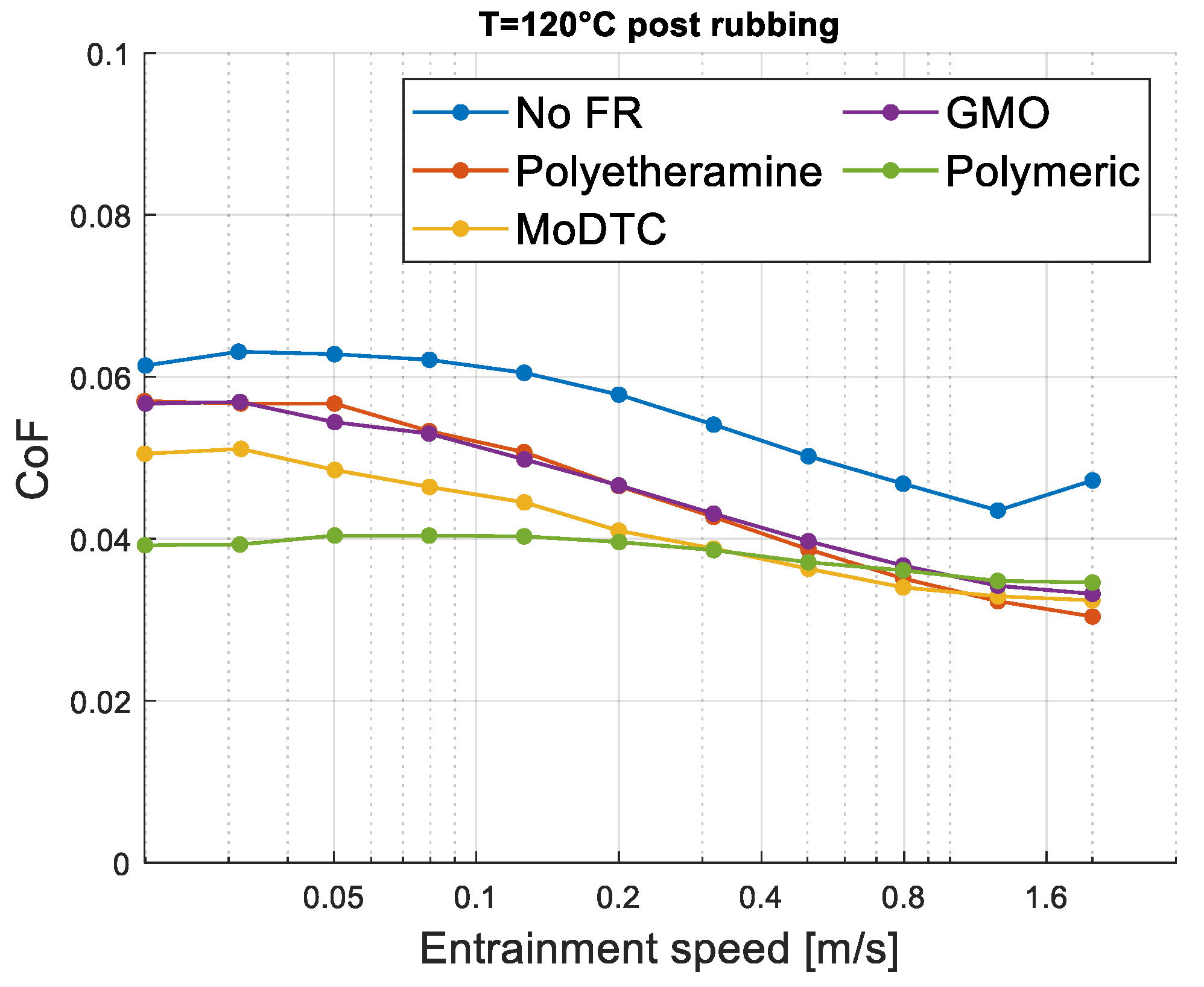
- ○
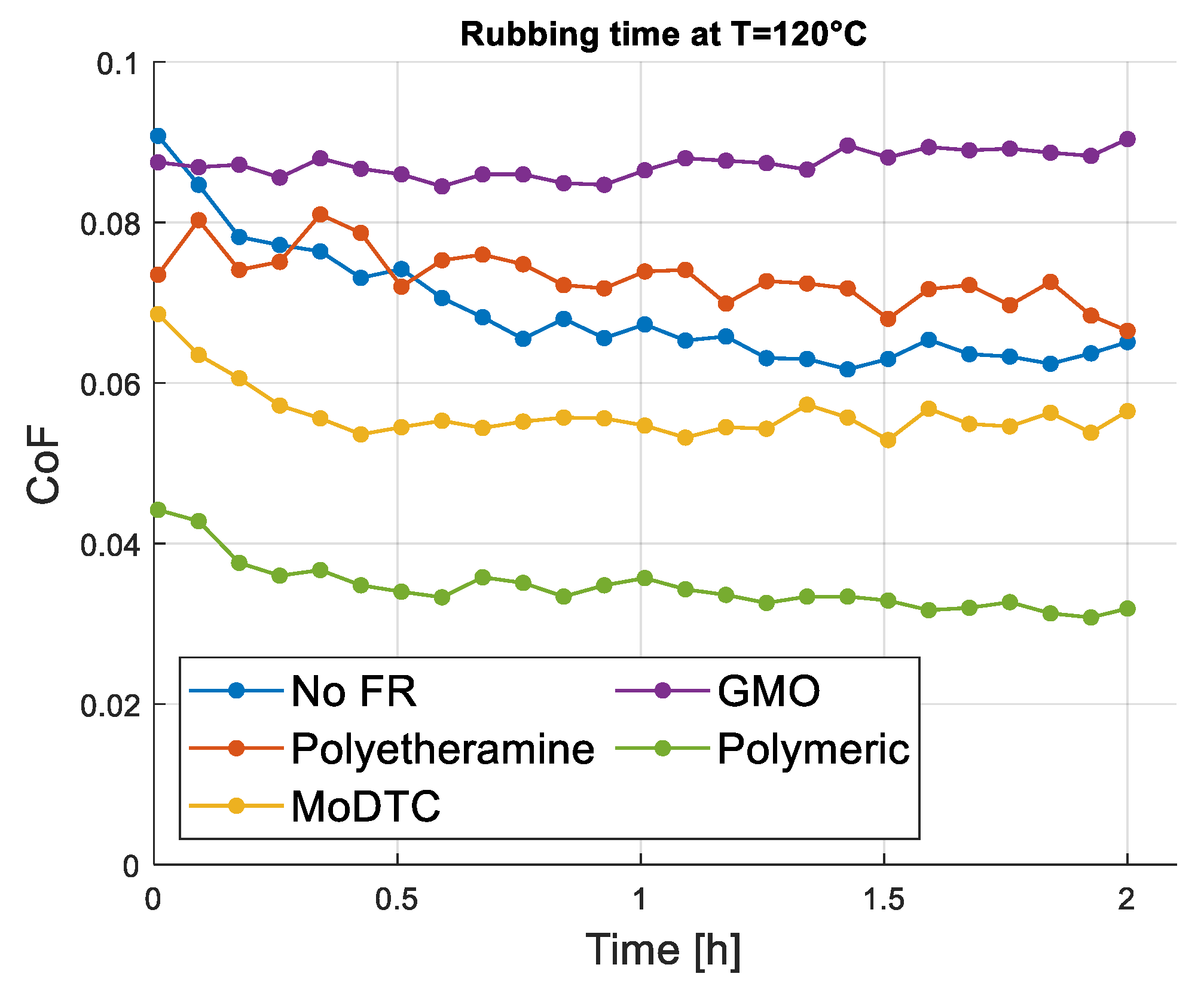
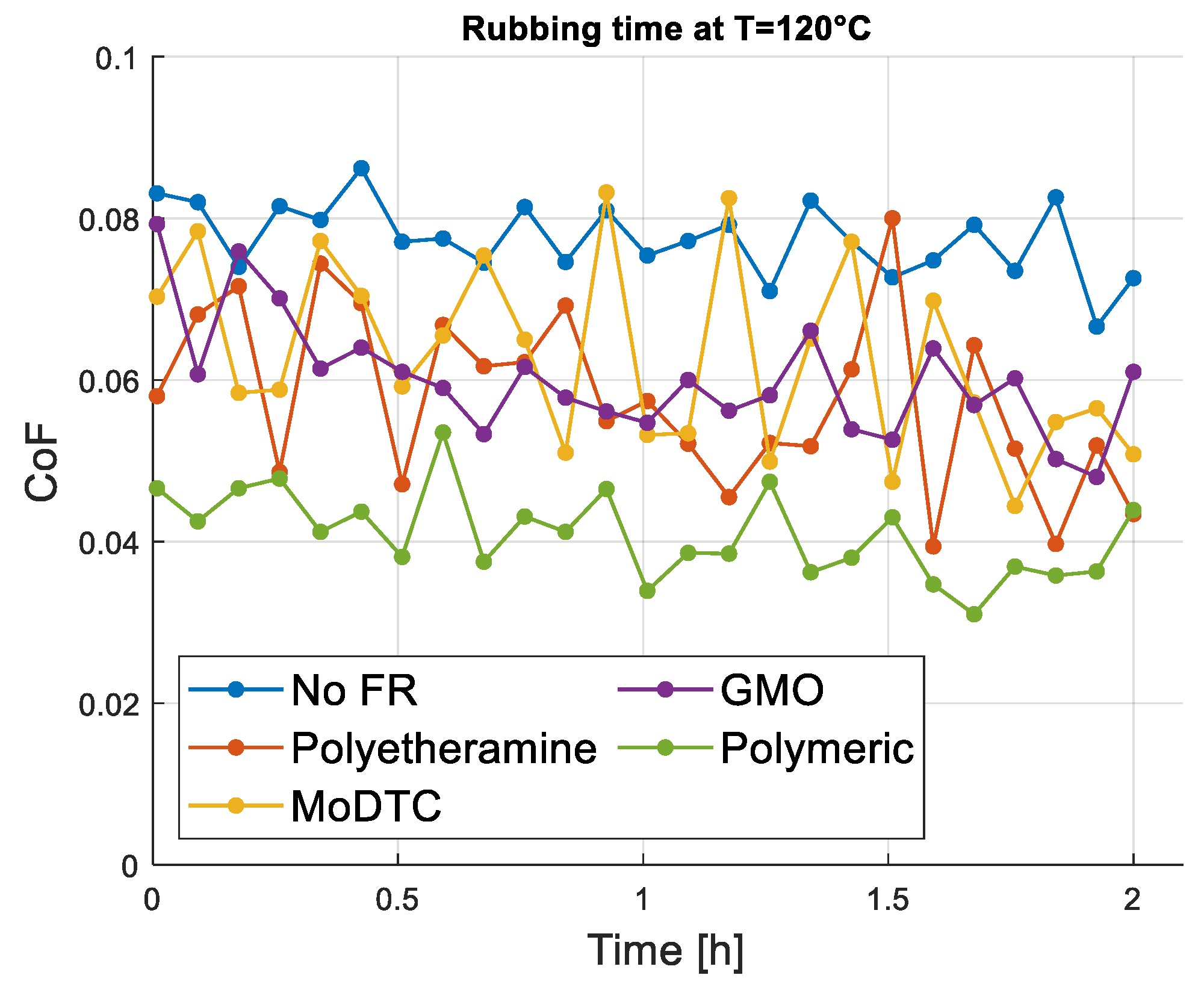
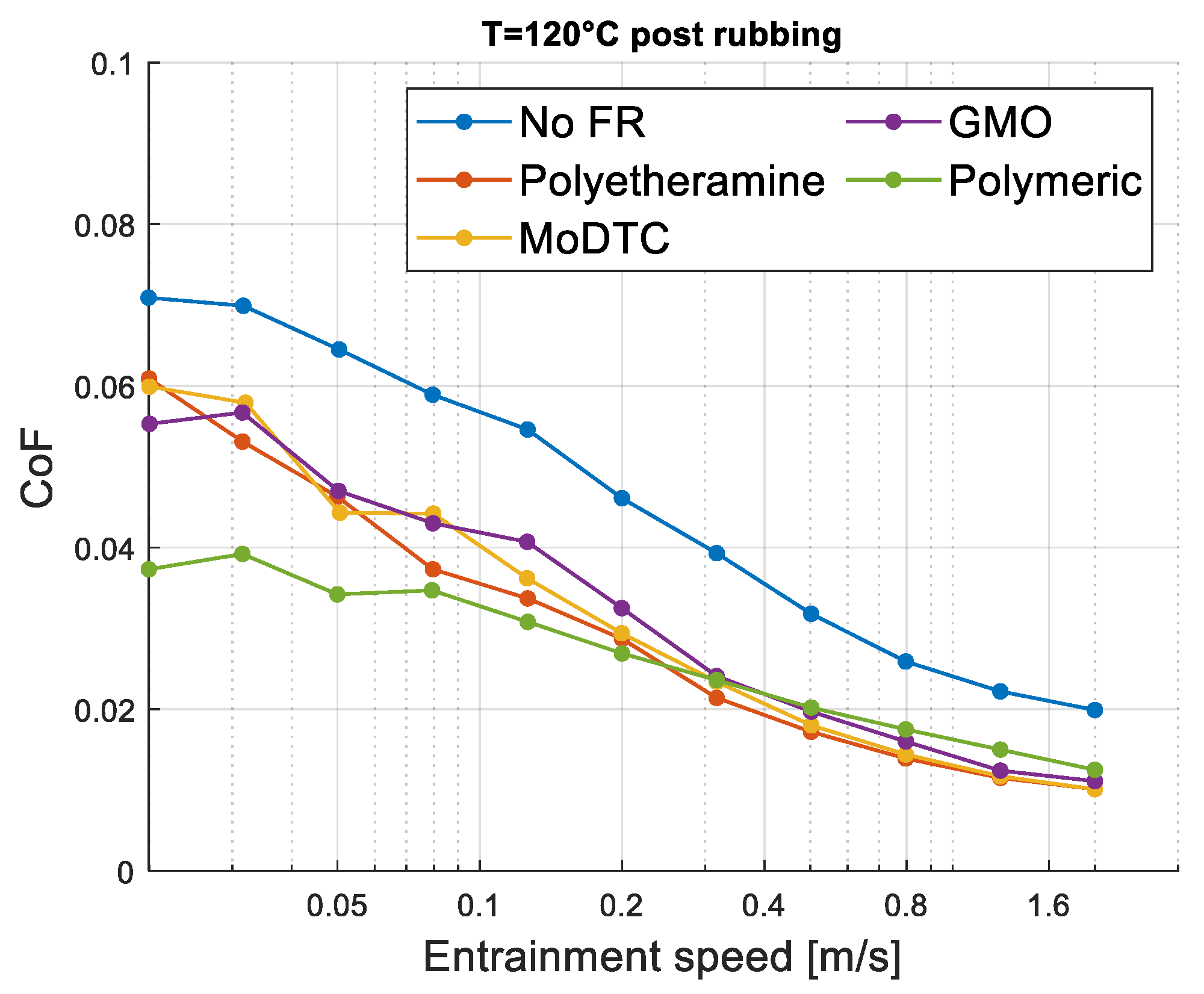
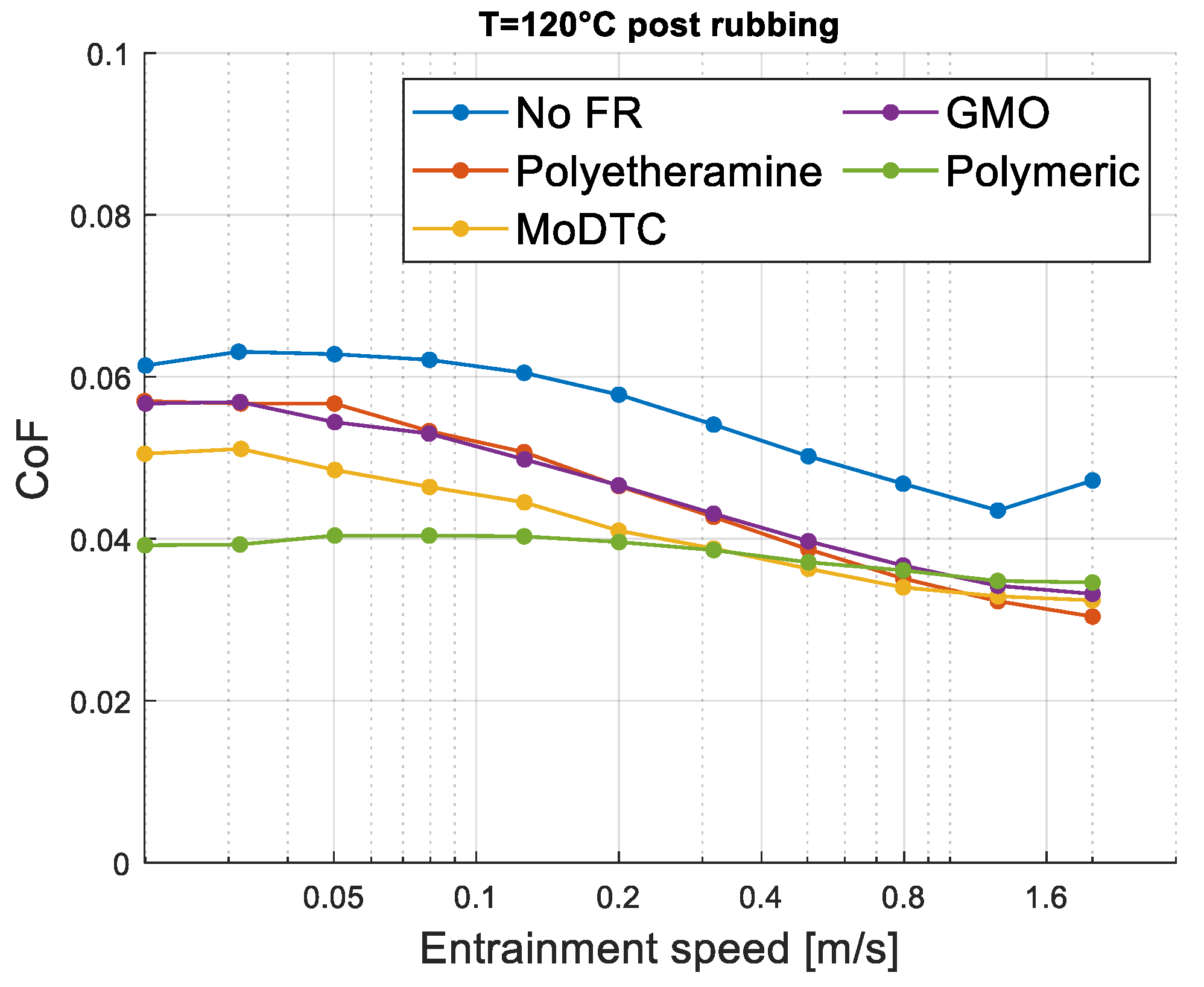
- At higher temperatures with PEEK as a coupling, all friction reducers provide benefits compared to the reference “matrix.” In traditional steel–steel contact, GMO behaves similarly to the reference.
- ○
- Comparing the top performing FR with the reference oil, there is a reduction in friction of 22%, 21% and 37%, respectively, in steel–steel, PEEK–steel and steel–PEEK couplings. In the standard steel–steel coupling, two out of four FRs did not reduce friction; however, after conditioning in the presence of PEEK all reducer additives performed well and increased the savings.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Friedrich, K. Polymer composites for tribological applications. Adv. Ind. Eng. Polym. Res. 2018, 1, 3–39. [Google Scholar] [CrossRef]
- Myshkin, N.K.; Pesetskii, S.S.; Grigoriev, A.Y. Polymer tribology: Current state and applications. Tribol. Ind. 2015, 37, 284. [Google Scholar]
- Gandhi, R.; Jayawant, A.; Bhalerao, A.; Dandagwhal, R. Applicability of composite polymer gear in low RPM applications—A review. Int. J. Eng. Sci. Invent. 2018, 7, 36–41. [Google Scholar]
- Harrass, M.; Friedrich, K.; Almajid, A. Tribological behavior of selected engineering polymers under rolling contact. Tribol. Int. 2010, 43, 635–646. [Google Scholar] [CrossRef]
- Kurdi, A.; Kan, W.H.; Chang, L. Tribological behaviour of high performance polymers and polymer composites at elevated temperature. Tribol. Int. 2019, 130, 94–105. [Google Scholar] [CrossRef]
- Yeo, S.M.; Polycarpou, A.A. Fretting experiments of advanced polymeric coatings and the effect of transfer films on their tribological behavior. Tribol. Int. 2014, 79, 16–25. [Google Scholar] [CrossRef]
- Harris, K.L.; Pitenis, A.A.; Sawyer, W.G.; Krick, B.A.; Blackman, G.S.; Kasprzak, D.J.; Junk, C.P. PTFE Tribology and the Role of Mechanochemistry in the Development of Protective Surface Films. Macromolecules 1900, 48, 3739–3745. [Google Scholar] [CrossRef]
- Kurdi, A.; Chang, L. Recent advances in high performance polymers—Tribological aspects. Lubricants 2018, 7, 2. [Google Scholar] [CrossRef]
- Nunez, E.E.; Gheisari, R.; Polycarpou, A.A. Tribology review of blended bulk polymers and their coatings for high-load bearing applications. Tribol. Int. 2019, 129, 92–111. [Google Scholar] [CrossRef]
- Wang, Q.; Xu, J.; Shen, W.; Liu, W. An investigation of the friction and wear properties of nanometer Si3N4 filled PEEK. Wear 1996, 196, 82–86. [Google Scholar] [CrossRef]
- Minami, I.; Kubo, T.; Nanao, H.; Mori, S.; Iwata, H.; Fujita, M. Surface chemistry for improvement in load-carrying capacity of poly (ether-ether-ketone)-based materials by Poly (Tetrafluoroethylene). Tribol. Online 2008, 3, 190–194. [Google Scholar] [CrossRef]
- Greco, A.C.; Erck, R.; Ajayi, O.; Fenske, G. Effect of reinforcement morphology on high-speed sliding friction and wear of PEEK polymers. Wear 2011, 271, 2222–2229. [Google Scholar] [CrossRef]
- Kalin, M.; Zalaznik, M.; Novak, S. Wear and friction behaviour of poly-ether-ether-ketone (PEEK) filled with graphene, WS2 and CNT nanoparticles. Wear 2015, 332, 855–862. [Google Scholar] [CrossRef]
- Rodriguez, V.; Sukumaran, J.; Schlarb, A.K.; De Baets, P. Influence of solid lubricants on tribological properties of polyetheretherketone (PEEK). Tribol. Int. 2016, 103, 45–57. [Google Scholar] [CrossRef]
- Vickers, N.J. Animal communication: When I’m calling you, will you answer too? Curr. Biol. 2017, 27, R713–R715. [Google Scholar] [CrossRef]
- Lin, L.; Schlarb, A.K. Tribological response of the PEEK/SCF/graphite composite by releasing rigid particles into the tribosystem. Tribol. Int. 2019, 137, 173–179. [Google Scholar] [CrossRef]
- Sumer, M.; Unal, H.; Mimaroglu, A. Evaluation of tribological behaviour of PEEK and glass fibre reinforced PEEK composite under dry sliding and water lubricated conditions. Wear 2008, 265, 1061–1065. [Google Scholar] [CrossRef]
- Chen, B.; Wang, J.; Yan, F. Comparative investigation on the tribological behaviors of CF/PEEK composites under sea water lubrication. Tribol. Int. 2012, 52, 170–177. [Google Scholar] [CrossRef]
- Minn, M.; Sinha, S.K. The lubrication of poly (etheretherketone) by an aqueous solution of nattokinase. Wear 2012, 296, 528–535. [Google Scholar] [CrossRef]
- Zhang, G.; Wetzel, B.; Wang, Q. Tribological behavior of PEEK-based materials under mixed and boundary lubrication conditions. Tribol. Int. 2015, 88, 153–161. [Google Scholar] [CrossRef]
- de Andrade, T.F.; Wiebeck, H.; Sinatora, A. Tribology of natural Poly-Ether-Ether-Ketone (PEEK) under transmission oil lubrication. Polímeros 2019, 29. [Google Scholar] [CrossRef]
- Wu, C.; Wei, C.; Jin, X.; Akhtar, R.; Zhang, W. Carbon spheres as lubricant additives for improving tribological performance of polyetheretherketone. J. Mater. Sci. 2019, 54, 5127–5135. [Google Scholar] [CrossRef]
- Yu, G.; Liu, H.; Mao, K.; Zhu, C.; Wei, P.; Lu, Z. An experimental investigation on the wear of lubricated steel against PEEK gears. J. Tribol. 2020, 142, 041702. [Google Scholar] [CrossRef]
- Spikes, H. Friction Modifier Additives. Tribol. Lett. 2015, 60, 5. [Google Scholar] [CrossRef]
- Miller, A. The chemistry of lubricating oil additives. J. Chem. Educ. 1956, 33, 308. [Google Scholar] [CrossRef]
- Minami, I. Molecular science of lubricant additives. Appl. Sci. 2017, 7, 445. [Google Scholar] [CrossRef]
- Sniderman, D. The chemistry and function of lubricant additives. Tribol. Lubr. Technol. 2017, 73, 18–29. [Google Scholar]
- Bahadur, S. The development of transfer layers and their role in polymer tribology. Wear 2000, 245, 92. [Google Scholar] [CrossRef]
- Pradeepkumar, C.; Karthikeyan, S.; Rajini, N. A short review on the effect of transfer layer on tribological study of composite materials. Mater. Today Proc. 2022, 50, 2073–2077. [Google Scholar] [CrossRef]
- Laux, K.; Schwartz, C. Influence of linear reciprocating and multi-directional sliding on PEEK wear performance and transfer film formation. Wear 2013, 301, 727–734. [Google Scholar] [CrossRef]
- Myshkin, N.; Kovalev, A. Adhesion and surface forces in polymer tribology—A review. Friction 2018, 6, 143. [Google Scholar] [CrossRef]
- Raos, G.; Zappone, B. Polymer Adhesion: Seeking New Solutions for an Old Problem. Macromolecules 2021, 54, 10617–10644. [Google Scholar] [CrossRef]
- Jacobson, S.; Hogmark, S. Tribofilms—On the Crucial Importance of Tribologically Induced Surface Modifications; Research Signpost: Thiruvananthapuram, India, 2010; pp. 197–225. [Google Scholar]
- Shimizu, Y.; Spikes, H.A. The Influence of Slide–Roll Ratio on ZDDP Tribofilm Formation. Tribol. Lett. 2016, 64, 19. [Google Scholar] [CrossRef]
- Koshima, H.; Kamano, H.; Hisaeda, Y.; Liu, H.; Ye, S. Analyses of the adsorption structures of friction modifiers by means of quantitative structure-property relationship method and sum frequency generation spectroscopy. Tribol. Online 2010, 5, 165–172. [Google Scholar] [CrossRef]
- Lin, L.; Pei, X.-Q.; Bennewitz, R.; Schlarb, A.K. Friction and wear of PEEK in continuous sliding and unidirectional scratch tests. Tribol. Int. 2018, 122, 108–113. [Google Scholar] [CrossRef]
- Kurdi, A.; Wang, H.; Chang, L. Effect of nano-sized TiO2 addition on tribological behaviour of poly ether ether ketone composite. Tribol. Int. 2018, 117, 225–235. [Google Scholar] [CrossRef]
- Tatsumi, G.; Ratoi, M.; Shitara, Y.; Sakamoto, K.; Mellor, B.G. Effect of lubrication on friction and wear properties of PEEK with steel counterparts. Tribol. Online 2019, 14, 345–352. [Google Scholar] [CrossRef]
- Tatsumi, G.; Ratoi, M.; Shitara, Y.; Hasegawa, S.; Sakamoto, K.; Mellor, B.G. Mechanism of oil-lubrication of PEEK and its composites with steel counterparts. Wear 2021, 486, 204085. [Google Scholar] [CrossRef]
- Jean-Fulcrand, A. Transfer Layer Formation of High Performance Polymers, Polymer Blends and Polymer Composites; Imperial College London: London, UK, 2018. [Google Scholar]
- Lattuada, M.; Manni, M. Evolution of the Additive Technology for Top Tier Lubricating Oils: Use of Calixarene Detergents for Fuel Economy Improvement. In Proceedings of the Powertrains, Fuels & Lubricants Digital Summit, Virtual, 28–30 September 2021. SAE 2021-01-1212. [Google Scholar]
- Lattuada, M.; Manni, M. A New Methodology for the Experimental Evaluation of Organic Antifriction Additives; ISFL, International Symposium on Fuel and Lubricants: New Delhi, India, 2016. [Google Scholar]
- Cañellas, G.; Emeric, A.; Combarros, M.; Navarro, A.; Beltran, L.; Vilaseca, M.; Vives, J. Tribological Performance of Esters, Friction Modifier and Antiwear Additives for Electric Vehicle Applications. Lubricants 2023, 11, 109. [Google Scholar] [CrossRef]
- Smeeth, M.; Spikes, H.; Gunsel, S. Performance of viscosity index improvers in lubricated contacts. Langmuir 1996, 12, 4594–4598. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Commercial Name | Young Modulus [GPa] | Poisson’s Ratio [-] |
|---|---|---|---|
| Steel | AISI 52100 | 210 | 0.29 |
| PEEK unfilled | VITREX 450G | 3.8 | 0.33 |
| Lubricant Name | Kinematic Viscosity at 40 °C, cSt |
|---|---|
| No FR | 43.69 |
| Polyetheramine | 43.20 |
| MoDTC | 43.27 |
| GMO | 43.58 |
| Polymeric | 43.86 |
| MTM Parameter | Value |
|---|---|
| Ball diameter, mm | 19.05 |
| Nominal load, N | 40 |
| SSR | 50% |
| (Stribeck) Entrainment speed, m/s | From 2 to 0.02 |
| (Stribeck) Temperature, °C | 40, 80, 120 |
| (Stribeck) Duration, min | 5 |
| Time duration for CoF calculation, seconds | 6 |
| (Rubbing time) Entrainment speed, m/s | 0.02 |
| (Rubbing time) Temperature, °C | 120 |
| (Rubbing time) Duration, min | 120 |
| Time duration for CoF calculation, seconds | 30 |
| Phase | Curve Type | Temperature, °C |
|---|---|---|
| Low temperature | Stribeck | 40 |
| Medium temperature | Stribeck | 80 |
| High temperature | Stribeck | 120 |
| Conditioning | Rubbing time | 120 |
| After Conditioning | Stribeck | 120 |
| Configuration and Lubricated Condition | PEEK on Steel in Dry Lubrication |
|---|---|
| Load | 40 N |
| Time duration | 60 min |
| Entertainment speed | 400 mm/s |
| Temperature | Ambient |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Massocchi, D.; Chatterton, S.; Lattuada, M.; Reddyhoff, T.; Dini, D.; Pennacchi, P. Effect of Friction Reducers with Unreinforced PEEK and Steel Counterparts in Oil Lubrication. Lubricants 2023, 11, 487. https://doi.org/10.3390/lubricants11110487
Massocchi D, Chatterton S, Lattuada M, Reddyhoff T, Dini D, Pennacchi P. Effect of Friction Reducers with Unreinforced PEEK and Steel Counterparts in Oil Lubrication. Lubricants. 2023; 11(11):487. https://doi.org/10.3390/lubricants11110487
Chicago/Turabian StyleMassocchi, Davide, Steven Chatterton, Marco Lattuada, Thomas Reddyhoff, Daniele Dini, and Paolo Pennacchi. 2023. "Effect of Friction Reducers with Unreinforced PEEK and Steel Counterparts in Oil Lubrication" Lubricants 11, no. 11: 487. https://doi.org/10.3390/lubricants11110487