Current Status of Hard Turning in Manufacturing: Aspects of Cooling Strategy and Sustainability




Abstract
1. Introduction
- ➢
- Lower energy consumption
- ➢
- Higher material removal rate
- ➢
- Lower investment in machine tool
- ➢
- Lower machining cost per piece
- ➢
- Multiple machining in one setup
- ➢
- Higher flexibility to accommodate complicated contour part
- ➢
- Suitable for interrupting machining
- ➢
- Minimum tool inventory
- ➢
- Environment friendly
- ➢
- Low residual stress
- ➢
- Improvement in surface quality
- ➢
- Higher dimensional and shape accuracy
- ➢
- Advantageous for Process reliability
- ➢
- The cost associated with tooling is considerably greater than grinding.
- ➢
- Chatter is produced due to high cutting pressure in the turning of long and thin products.
- ➢
- A highly rigid machine tool is needed for a higher degree of accuracy.
- ➢
- Quality of produced surface and dimensional accuracy deteriorated with the tool wear growth even under the limiting criterion of tool life.
- ➢
- Residual stress and white layer formation on the finished surface retard the performance of machining.
2. Hard Turning under Dry Condition
2.1. Performance of CBN/PCBN Cutting Tool
2.2. Performance of Ceramic and Cermet Tools
2.3. Performance of Coated and Uncoated Carbide Tools
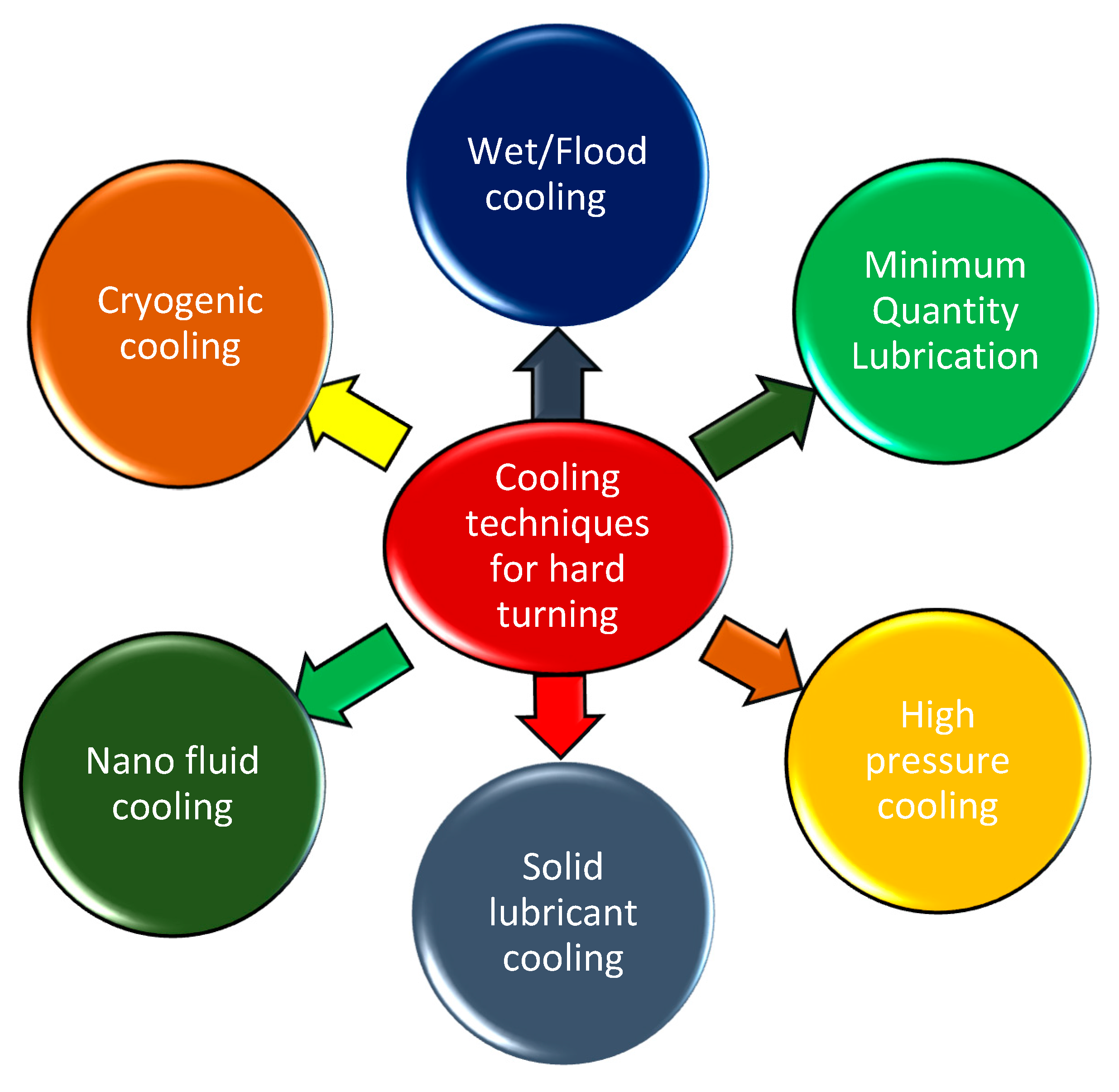
3. Hard Turning Performance under Different Cooling/Lubricating Conditions
3.1. Wet/Flood Cooling
3.2. Minimum Quantity Lubrication
3.3. High Pressure Cooling
3.4. Solid Lubricant
3.5. Nanofluids
3.6. Cryogenic Cooling
3.7. Ionic Liquids
3.8. Hybrid Cooling
3.9. Summary: Advantages and Limitations of Various Cooling Stratigies
4. Sustainability Assessment
5. Conclusions
- Dry hard turning using a CBN/PCBN tool outperformed conventional cutting tools. Dry hard turning was not acceptable for any tool material under higher cutting parameter settings.
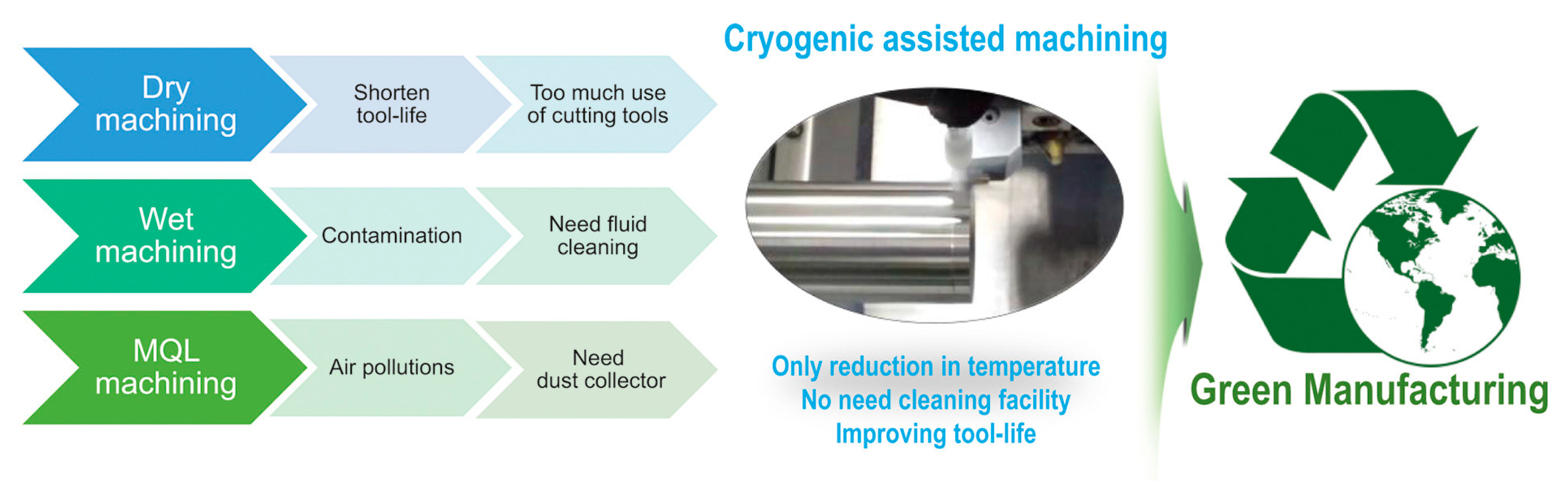
- Flood/wet cooling significantly reduced the temperature at the cutting zone; however, disposal of wasted cutting fluid is difficult since it pollutes the environment.
- The MQL technique enhanced cutting performance by reducing friction between tool-work surfaces.
- The performance of the MQL system was greatly affected by cutting fluid characteristics and MQL operating parameters (nozzle position, number of nozzles, nozzle diameter, nozzle to cutting zone distance, flow rate, and air pressure).
- Dual/Triple nozzles MQL applications in hardened steel machining were rarely investigated. It needs to be investigated in detail by varying the nozzle positions toward the cutting zone.
- The use of dual/triple nozzle MQL in hardened steel machining has received little attention. It must be thoroughly explored by shifting the nozzle placements toward the cutting zone.
- Vegetable oil as a cutting fluid for MQL systems is gaining popularity among researchers because of its favorable thermal, tribological, and environmental features, which make it suited for hard turning applications.
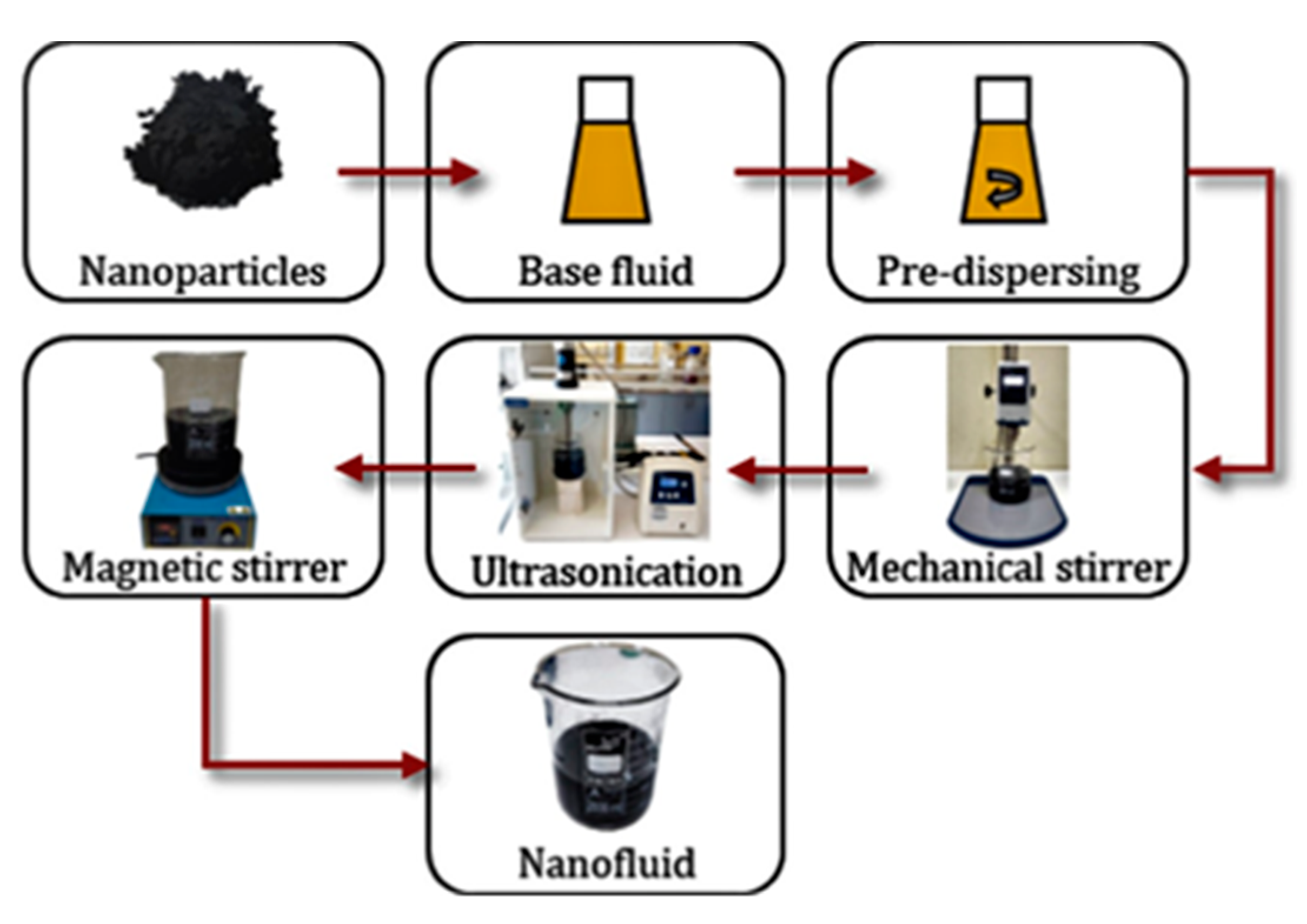
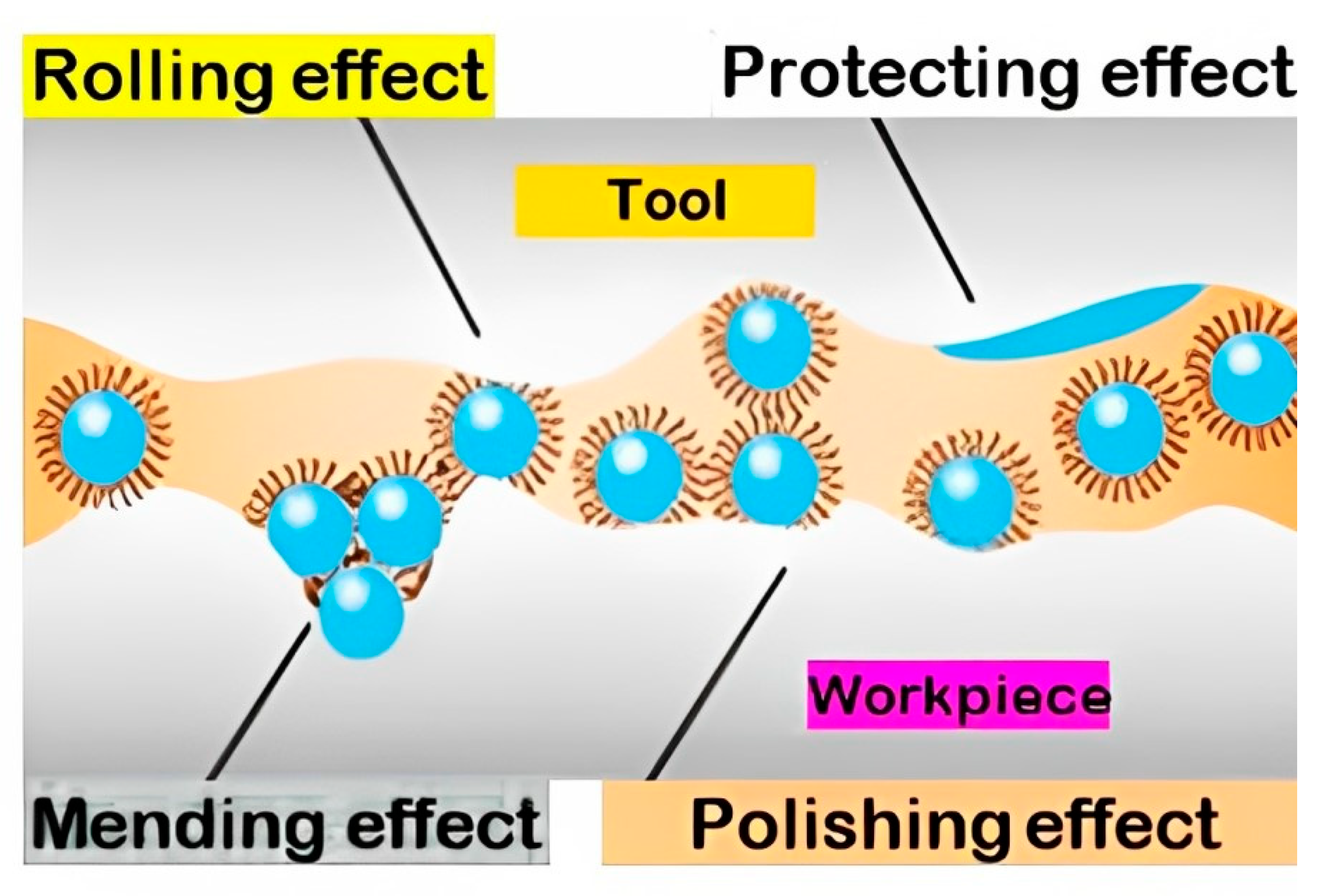
- Nanoparticles have been developed as an efficient and environmentally friendly additive for MQL cutting fluids to improve their tribological and thermal properties, resulting in increased machinability of hard steels.
- In hard turning, the most widely utilized nano materials as additives for MQL cutting fluids include Al2O3, TiO2, SiO2, CuO, ZnO, MoS2, Fe2O3, MWCNT, graphene, and graphite. The performance of MgO-based nanofluids through MQL for hardened steel machining has not yet been researched, whereas the performance of ZrO2 nanofluid through MQL in hardened steel machining has rarely been investigated.
- In several machining applications, the addition of ionic liquids (ILs) to the base coolant of MQL demonstrated greater friction and wear reduction than traditional coolant alone. Additionally, ionic liquids have a tremendous potential to reduce the strength of machining forces, hence consuming less energy. However, ILs can be a good choice to achieve sustainable hard machining.
- In the future, it may be possible to increase the machinability of hardened steel by blending ionic liquids with nanofluids.
- The use of halogen-free ionic liquids should be encouraged because they are non-toxic to the environment and do not promote corrosion.
- Cryogenic coolants have the ability to rapidly remove heat from the machining zone, allowing users to perform machining tasks at a higher cutting speed than MQL and nanofluid MQL. Since cryogenic coolants were unable to effectively minimize frictions between tool-workpiece and tool-chip, hybrid cooling technology (Cryogeinc + MQL) with varied nozzle positions can be studied in depth for hardened steel machining.
- Hybrid cooling is another emerging cooling concept for metal machining applications. It can be a future perspective for machining hardened steel.
- In the machining area, sustainable hard machining has gained a lot of interest. Hard machining can be sustained by using the right cutting tool shape, tool coatings, tool materials, cutting fluids, and cutting fluid delivery systems.
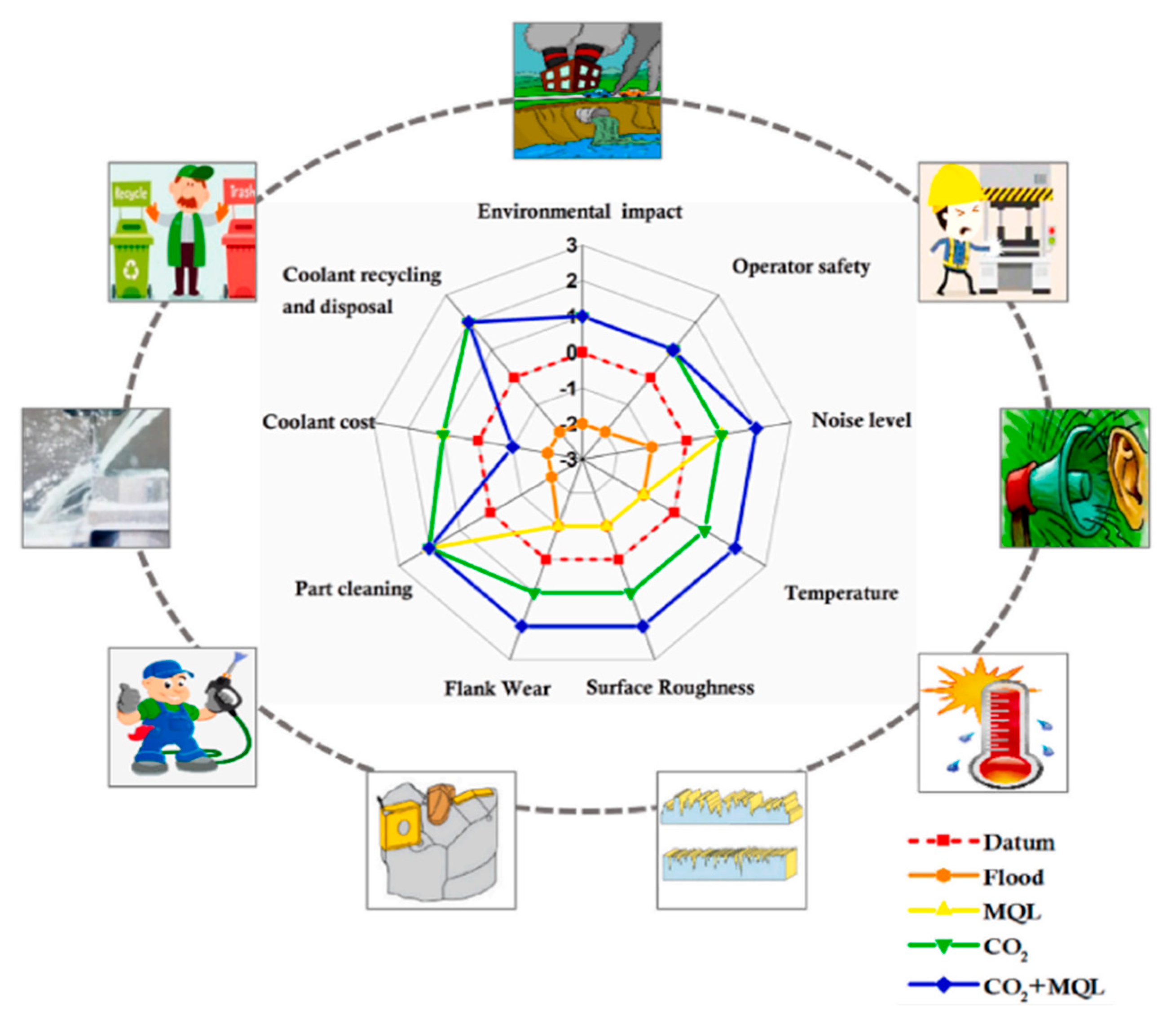
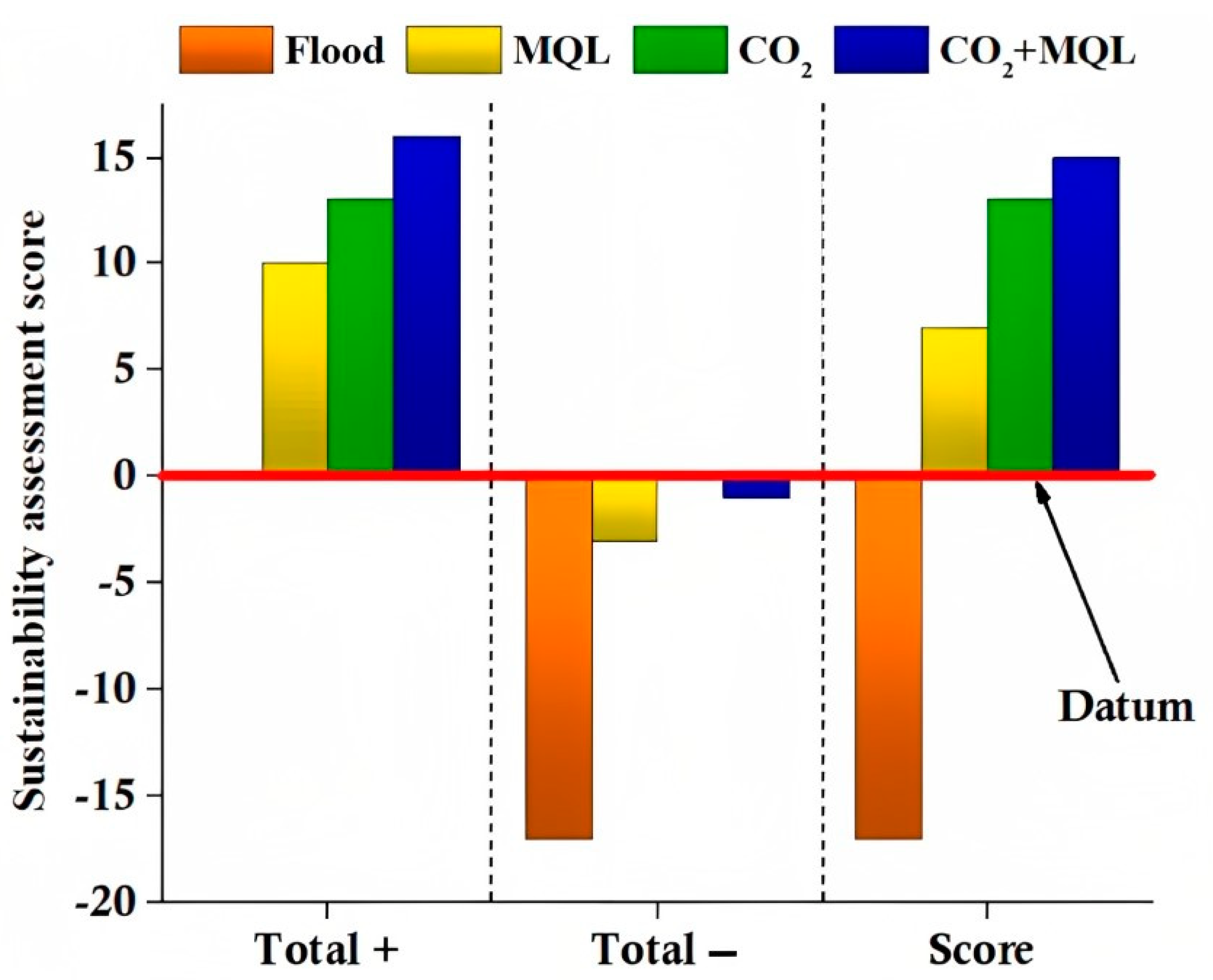
- In recent research, the Pugh matrix method was used in conjunction with the Kiviat radar diagram to measure sustainability in machining. The precision of this method was determined by allocating the appropriate weight to each criterion.
- Life cycle assessment (LCA) is a new tool for estimating the sustainability of the hard turning process. LCA was employed in only a few studies; hence, it is recommended for future research in hard turning.
6. Challenges and Future Research Directions
- One of the most difficult challenges in hard turning is controlling the cutting temperature in order to improve productivity, surface integrity, and tool life. Additionally, one of the biggest difficulties for researchers and machine operators in recent years has been achieving sustainable hard turning.
- It is clear from the review that the introduction of new tools, cooling methods, and sustainable measurement techniques plays a significant role in propelling machining research to new heights for the benefit of industrial applications.
- There is always the possibility of developing newer tools for hard metal machining using nano coating technologies, which would result in longer tool life, cheaper costs, and improved productivity.
- The use of nano fluids as a cutting coolant causes a number of health issues as well as expensive costs. It would be difficult to use them as a sustainable coolant in light of the economic and ecological outlook. Therefore, in these circumstances, the MQL/hybrid MQL should be a strong candidate.
- The effective use of subcritical pressure of CO2 gas as a lubricant reported several benefits despite of greenhouse gas requires further scope of work in difficult to machine materials.
- Future studies could successfully use green ionic liquids as additives for vegetable oil or other MQL lubricants to enhance the thermal and tribological properties of the base lubricant.
- Comparing similar cutting conditions and various cooling methods can be covered in upcoming review work.
- Future research is advised to guarantee the sustained application of novel cooling techniques in order to attract the global manufacturing sector to clean manufacturing. Future research should examine not only efficiency but also social, environmental, and economic sustainability in hard turning. More research is needed, particularly to investigate social sustainability using quantitative metrics.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Choudhury, S.K.; Chinchanikar, S. 1.3 Finish Machining of Hardened Steel. Compr. Mater. Finish. 2017, 1, 47–92. [Google Scholar] [CrossRef]
- Davim, J.P. Machining of Hard Materials; Springer: London, UK, 2011. [Google Scholar]
- Sahoo, A.K.; Sahoo, B.A. comparative study on performance of multilayer coated and uncoated carbide inserts when turning AISI D2 steel under dry environment. Measurement 2013, 46, 2695–2704. [Google Scholar] [CrossRef]
- Sahoo, A.K.; Sahoo, B. Experimental investigations on machinability aspects in finish hard turning of AISI 4340 steel using uncoated and multilayer coated carbide inserts. Measurement 2012, 45, 2153–2165. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Choudhury, S.K. Machining of hardened steel—Experimental investigations, performance modelling and cooling techniques: A review. Int. J. Mach. Tools Manuf. 2015, 89, 95–109. [Google Scholar] [CrossRef]
- Bianchi, E.C.; Rodriguez, R.L.; Hildebrandt, R.A.; Lopes, J.C.; De Mello, H.J.; Da Silva, R.B.; De Aguiar, P.R. Plunge cylindrical grinding with the minimum quantity lubrication coolant technique assisted with wheel cleaning system. Int. J. Adv. Manuf. Technol. 2018, 95, 2907–2916. [Google Scholar] [CrossRef]
- Javaroni, R.L.; Lopes, J.C.; Sato, B.K.; Sanchez, L.E.A.; Mello, H.J.; Aguiar, P.R.; Bianchi, E.C. Minimum quantity of lubrication (MQL) as an eco-friendly alternative to the cutting fluids in advanced ceramics grinding. Int. J. Adv. Manuf. Technol. 2019, 103, 2809–2819. [Google Scholar] [CrossRef]
- Puertoa, P.; Fernándeza, R.; Madariagab, J.; Aranaa, J.; Gallego, I. Evolution of surface roughness in grinding and its relationship with the dressing parameters and the radial wear. Procedia Eng. 2013, 63, 174–182. [Google Scholar] [CrossRef]
- Ozel, T.; Hsu, T.K.; Zeren, E. Effects of cutting edge geometry, workpiece hardness, feed rate and cutting speed on surface roughness and forces in finish turning of hardened AISI H13 steel. Int. J. Adv. Manuf. Technol. 2005, 25, 262–269. [Google Scholar] [CrossRef]
- Arsene, B.; Gheorghe, C.; Sarbu, F.A.; Barbu, M.; Cioca, L.I.; Calefariu, G. MQL-Assisted Hard Turning of AISI D2 Steel with Corn Oil: Analysis of Surface Roughness, Tool Wear, and Manufacturing Costs. Metals 2021, 11, 2058. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S.T. Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int. J. Mach. Tools Manuf. 2012, 57, 83–101. [Google Scholar] [CrossRef]
- Sharma, V.S.; Dogra, M.N.; Suri, M. Cooling techniques for improved productivity in turning. Int. J. Mach. Tools Manuf. 2009, 49, 35–453. [Google Scholar] [CrossRef]
- Benedicto, E.; Carou, D.; Rubio, E.M. Technical, economic and environmental review of the lubrication/cooling systems used in machining processes. Procedia Eng. 2017, 184, 99–116. [Google Scholar] [CrossRef]
- Liew, P.J.; Shaaroni, A.; Sidik, N.A.C.; Yan, J. An overview of current status of cutting fluids and cooling techniques of turning hard steel. Int. J. Heat Mass Transf. 2017, 114, 380–394. [Google Scholar] [CrossRef]
- Mia, M.; Dhar, N.R. Prediction of surface roughness in hard turning under high pressure coolant using Artificial Neural Network. Measurement 2016, 92, 464–474. [Google Scholar] [CrossRef]
- Kumar, R.; Sahoo, A.K.; Mishra, P.C.; Das, R.K. Measurement and machinability study under environmentally conscious spray impingement cooling assisted machining. Measurement 2019, 135, 913–927. [Google Scholar] [CrossRef]
- Kumar, R.; Sahoo, A.; Mishra, P.; Das, R.; Ukamanal, M. Experimental investigation on hard turning using mixed ceramic insert under accelerated cooling environment. Int. J. Ind. Eng. 2018, 9, 509–522. [Google Scholar] [CrossRef]
- Kumar, R.; Sahoo, A.K.; Mishra, P.C.; Das, R.K. Influence of Al2O3 and TiO2 nanofluid on hard turning performance. Int. J. Adv. Manuf. Technol. 2020, 106, 2265–2280. [Google Scholar] [CrossRef]
- Rao, D.N.; Krishna, P.V. The influence of solid lubricant particle size on machining parameters in turning. Int. J. Mach. Tools Manuf. 2008, 48, 107–111. [Google Scholar]
- Khan, M.M.A.; Mithu, M.A.H.; Dhar, N.R. Effects of minimum quantity lubrication on turning AISI 9310 alloy steel using vegetable oil-based cutting fluid. J. Manuf. Process. Technol. 2009, 209, 5573–5583. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Salve, A.V.; Netake, P.; More, A.; Kendre, S.; Kumar, R. Comparative evaluations of surface roughness during hard turning under dry and with water-based and vegetable oil-based cutting fluids. Proc. Materials. Sci. 2014, 5, 1966–1975. [Google Scholar] [CrossRef]
- Sahu, S.K.; Mishra, P.C.; Orra, K.; Sahoo, A.K. Performance assessment in hard turning of AISI 1015 steel under spray impingement cooling and dry environment. Proc. Inst. Mech. Eng. Part B J. Manuf. Process. 2015, 229, 251–265. [Google Scholar] [CrossRef]
- Mishra, P.; Das, D.; Ukamanal, M.; Routara, B.; Sahoo, A. Multi-response optimization of process parameters using Taguchi method and grey relational analysis during turning AA 7075/SiC composite in dry and spray cooling environments. Int. J. Ind. Eng. Comput. 2015, 6, 445–456. [Google Scholar] [CrossRef]
- Mishra, P.C.; Das, D.K.; Sahu, S.K. Comparative performance in hard turning of AISI 1015 steel with carbide insert using orthogonal array design and grey relational analysis under spray impingement cooling and dry environment: A case study. Int. J. Manuf. Mater. Mech. Eng. (JMMME) 2014, 4, 1–32. [Google Scholar] [CrossRef]
- Verma, S.K.; Tiwari, A.K. Progress of nanofluid application in solar collectors: A review. Energy Convers. Manag. 2015, 100, 324–346. [Google Scholar] [CrossRef]
- Sharma, A.K.; Singh, R.K.; Dixit, A.R.; Tiwari, A.K. Novel uses of alumina-MoS2 hybrid nanoparticle enriched cutting fluid in hard turning of AISI 304 steel. J. Manuf. Process. 2017, 30, 467–482. [Google Scholar] [CrossRef]
- Bermúdez, M.D.; Jiménez, A.E.; Sanes, J.; Carrión, F.J. Ionic liquids as advanced lubricant fluids. Molecules 2009, 14, 2888–2908. [Google Scholar] [CrossRef]
- Qian, L.; Hossan, M.R. Effect on cutting force in turning hardened tool steels with cubic boron nitride inserts. J. Mater. Process.Technol. 2007, 191, 274–278. [Google Scholar] [CrossRef]
- Kishawy, H.A.; Elbestawi, M.A. Tool wear and surface integrity during high-speed turning of hardened steel with polycrystalline cubic boron nitride tools. Proc. Inst. Mech. Eng. Part C J. Manuf. Process. 2001, 215, 755–767. [Google Scholar] [CrossRef]
- Shalaby, M.A.; El Hakim, M.A.; Abdelhameed, M.M.; Krzanowski, J.E.; Veldhuis, S.C.; Dosbaeva, G.K. Wear mechanisms of several cutting tool materials in hard turning of high carbon–chromium tool steel. Tribol. Int. 2014, 70, 148–154. [Google Scholar] [CrossRef]
- Dosbaeva, G.K.; El Hakim, M.A.; Shalaby, M.A.; Krzanowski, J.E.; Veldhuis, S.C. Cutting temperature effect on PCBN and CVD coated carbide tools in hard turning of D2 tool steel. Int. J. Refract. Hard. Met. 2015, 50, 1–8. [Google Scholar] [CrossRef]
- Kishawy, H.A. An experimental evaluation of cutting temperatures during high speed machining of hardened D2 tool steel. Mach. Sci. Technol. 2002, 6, 67–79. [Google Scholar] [CrossRef]
- Arsecularatne, J.A.; Zhang, L.C.; Montross, C.; Mathew, P. On machining of hardened AISI D2 steel with PCBN tools. J. Mater. Process. Technol. 2006, 171, 244–252. [Google Scholar] [CrossRef]
- Öztürk, E. FEM and statistical-based assessment of AISI-4140 dry hard turning using micro-textured insert. J. Mater. Process. 2022, 81, 290–300. [Google Scholar] [CrossRef]
- Tang, L.; Huang, J.; Xie, L. Finite element modeling and simulation in dry hard orthogonal cutting AISI D2 tool steel with CBN cutting tool. Int. J. Adv. Manuf. Technol. 2011, 53, 1167–1181. [Google Scholar] [CrossRef]
- Kundrák, J.; Ráczkövi, L.; Gyáni, K. Machining performance of CBN cutting tools for hard turning of 100Cr6 bearing steel. Appl. Mech. Mater. 2014, 474, 333–338. [Google Scholar] [CrossRef]
- Kumar, P.; Chauhan, S.R. Machinability study on finish turning of AISI H13 hot working die tool steel with cubic boron nitride (CBN) cutting tool inserts using response surface methodology (RSM). Arab. J. Sci. Eng. 2015, 40, 1471–1485. [Google Scholar] [CrossRef]
- Oh, S.H. A Study on cutting force characteristics in hard turning. Int. J. Control Autom. Syst. 2014, 7, 137–146. [Google Scholar] [CrossRef]
- Bouacha, K.; Yallese, M.A.; Khamel, S.; Belhadi, S. Analysis and optimization of hard turning operation using cubic boron nitride tool. Int. J. Refract. Hard. Met. 2014, 45, 160–178. [Google Scholar] [CrossRef]
- Grzesik, W.; Żak, K. Characterization of surface integrity produced by sequential dry hard turning and ball burnishing operations. J. Manuf. Sci. Eng. 2014, 136, 031017. [Google Scholar] [CrossRef]
- Bartarya, G.; Choudhury, S.K. Influence of machining parameters on forces and surface roughness during finish hard turning of EN 31 steel. Proc. Inst. Mech. Eng. Part B J. Manuf. Process. 2014, 228, 1068–1080. [Google Scholar] [CrossRef]
- Bartarya, G.; Choudhury, S.K. Effect of cutting parameters on cutting force and surface roughness during finish hard turning AISI52100 grade steel. Procedia CIrP 2012, 1, 651–656. [Google Scholar] [CrossRef]
- Khamel, S.; Ouelaa, N.; Bouacha, K. Analysis and prediction of tool wear, surface roughness and cutting forces in hard turning with CBN tool. J. Mech. Sci. Technol. 2012, 26, 3605–3616. [Google Scholar] [CrossRef]
- Rashid, W.B.; Goel, S.; Luo, X.; Ritchie, J.M. An experimental investigation for the improvement of attainable surface roughness during hard turning process. Proc. Inst. Mech. Eng. Part B J. Manuf. Process. 2013, 227, 338–342. [Google Scholar] [CrossRef]
- Bouacha, K.; Yallese, M.A.; Mabrouki, T.; Rigal, J.F. Statistical analysis of surface roughness and cutting forces using response surface methodology in hard turning of AISI 52100 bearing steel with CBN tool. Int. J. Refract. Hard. Met. 2010, 28, 349–361. [Google Scholar] [CrossRef]
- Sahin, Y. Comparison of tool life between ceramic and cubic boron nitride (CBN) cutting tools when machining hardened steels. J. Mater. Process. Technol. 2009, 209, 3478–3489. [Google Scholar] [CrossRef]
- Dureja, J.S.; Gupta, V.K.; Sharma, V.S.; Dogra, M. Wear mechanisms of TiN-coated CBN tool during finish hard turning of hot tool die steel. Proc. Inst. Mech. Eng. Part B J. Manuf. Process. 2010, 224, 553–566. [Google Scholar] [CrossRef]
- Ghani, M.U.; Abukhshim, N.A.; Sheikh, M.A. An investigation of heat partition and tool wear in hard turning of H13 tool steel with CBN cutting tools. Int. J. Adv. Manuf. Technol. 2008, 39, 874–888. [Google Scholar] [CrossRef]
- More, A.S.; Jiang, W.; Brown, W.D.; Malshe, A.P. Tool wear and machining performance of cBN–TiN coated carbide inserts and PCBN compact inserts in turning AISI 4340 hardened steel. J. Mater. Process. Technol. 2006, 180, 253–262. [Google Scholar] [CrossRef]
- Morehead, M.D.; Huang, Y. Chip morphology characterization and modelling in machining hardened 52100 steels. Mach. Sci. Technol. 2007, 11, 335–354. [Google Scholar]
- Niaki, F.A.; Haines, E.; Dreussi, R.; Weyer, G. Machinability and Surface Integrity Characterization in Hard Turning of AISI 4320 Bearing Steel Using Different CBN Inserts. Procedia Manuf. 2020, 48, 598–605. [Google Scholar] [CrossRef]
- Suarez, M.P.; Marques, A.; Boing, D.; Amorim, F.L.; Machado, Á.R. MoS2 solid lubricant application in turning of AISI D6 hardened steel with PCBN tools. J. Manuf. Process. Technol. 2019, 47, 337–346. [Google Scholar] [CrossRef]
- Rafighi, M.; Özdemir, M.; Al Shehabi, S.; Kaya, M.T. Sustainable hard turning of high chromium AISI D2 tool steel using CBN and ceramic inserts. Transact. Ind. Inst. Metal. 2021, 74, 1639–1653. [Google Scholar] [CrossRef]
- Kumar, P.; Chauhan, S.R.; Aggarwal, A. Effects of cutting conditions, tool geometry and material hardness on machinability of AISI H13 using CBN tool. Mater. Today Proc. 2021, 46, 9217–9222. [Google Scholar] [CrossRef]
- Bonfá, M.M.; Costa, É.S.; Sales, W.F.; Amorim, F.L.; Maia, L.H.A.; Machado, Á.R. Evaluation of tool life and workpiece surface roughness in turning of AISI D6 hardened steel using PCBN tools and minimum quantity of lubricant (MQL) applied at different directions. Int. J. Adv. Manuf. Technol. 2019, 103, 971–984. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, D.; Kalsi, N.S. Performance evaluation of TiN-coated CBN tools during turning of variable hardened AISI 4340 steel. In Advanced Engineering Optimization through Intelligent Techniques; Springer: Singapore, 2020; pp. 847–857. [Google Scholar]
- Tang, L.; Sun, Y.; Li, B.; Shen, J.; Meng, G. Wear performance and mechanisms of PCBN tool in dry hard turning of AISI D2 hardened steel. Tribol. Int. 2019, 132, 228–236. [Google Scholar] [CrossRef]
- Nayak, M.; Sehgal, R.; Kumar, R. Investigating machinability of AISI D6 tool steel using CBN tools during hard turning. Mater. Today Proc. 2021, 47, 3960–3965. [Google Scholar] [CrossRef]
- Karthik, M.S.; Raju, V.R.; Reddy, K.N.; Balashanmugam, N.; Sankar, M.R. Cutting parameters optimization for surface roughness during dry hard turning of EN 31 bearing steel using CBN insert. Mater. Today Proc. 2020, 26, 1119–1125. [Google Scholar] [CrossRef]
- Gundarneeya, T.P.; Golakiya, V.D.; Ambaliya, S.D.; Patel, S.H. Experimental investigation of process parameters on surface roughness and dimensional accuracy in hard turning of EN24 steel. Mater. Today Proc. 2022, 57, 674–680. [Google Scholar] [CrossRef]
- Nikam, B.; Khadtare, A.; Pawade, R. Machinability Assesment of AISI 4140 Hardened Steel Using CBN Inserts in Hard Turning. Int. J. Mod. Manuf. Technol. 2021, 13, 140–148. [Google Scholar]
- Balwan, V.R.; Dabade, B.; Wankhade, L. Influence of hard turning parameters on cutting forces of EN 353 steel. Mater. Today Proc. 2022, 63, 149–156. [Google Scholar] [CrossRef]
- Basak, S.; Dixit, U.S.; Davim, J.P. Application of radial basis function neural networks in optimization of hard turning of AISI D2 cold-worked tool steel with a ceramic tool. Inst. Mech. Eng. Part B J. Eng. Manuf. 2007, 221, 987–998. [Google Scholar] [CrossRef]
- Lima, J.G.; Ávila, R.F.; Abrão, A.M.; Faustino, M.; Davim, J.P. Hard turning: AISI 4340 high strength low alloy steel and AISI D2 cold work tool steel. J. Mater. Process. Technol. 2005, 169, 388–395. [Google Scholar] [CrossRef]
- Salem, S.B.; Bayraktar, E.; Boujelbene, M.; Katundi, D. Effect of cutting parameters on chip formation in orthogonal cutting. J. Achiev. Mater. Manuf. 2012, 50, 7–17. [Google Scholar]
- Yuan, J.; Fox-Rabinovich, G.S.; Veldhuis, S.C. Control of tribofilm formation in dry machining of hardened AISI D2 steel by tuning the cutting speed. Wear 2018, 402, 30–37. [Google Scholar] [CrossRef]
- Davim, J.P.; Figueira, L. Machinability evaluation in hard turning of cold work tool steel (D2) with ceramic tools using statistical techniques. Mater. Des. 2007, 28, 1186–1191. [Google Scholar] [CrossRef]
- Davim, J.P.; Figueira, L. Comparative evaluation of conventional and wiper ceramic tools on cutting forces, surface roughness, and tool wear in hard turning AISI D2 steel. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2007, 221, 625–633. [Google Scholar] [CrossRef]
- Kamely, M.A.; Noordin, M.Y. The effect of multiple pass cutting on surface integrity when hard turning of AISI D2 cold work tool steel. Int. J. Precis. Technol. 2007, 1, 97–105. [Google Scholar] [CrossRef]
- Bensouilah, H.; Aouici, H.; Meddour, I.; Yallese, M.A.; Mabrouki, T.; Girardin, F. Performance of coated and uncoated mixed ceramic tools in hard turning process. Measurement 2016, 82, 1–18. [Google Scholar] [CrossRef]
- Ferreira, R.; Carou, D.; Lauro, C.H.; Davim, J.P. Surface roughness investigation in the hard turning of steel using ceramic tools. Mater. Manuf. Process. 2016, 31, 648–652. [Google Scholar] [CrossRef]
- Karpuschewski, B.; Schmidt, K.; Beňo, J.; Maňková, I.; Prilukova, J. Measuring procedures of cutting edge preparation when hard turning with coated ceramics tool inserts. Measurement 2014, 55, 627–640. [Google Scholar] [CrossRef]
- Bhemuni, V.; Rao, C.S.; Vinay, P.V. Effect of machining parameters on tool wear in hard turning of AISI D3 steel. Procedia Eng. 2014, 97, 338–345. [Google Scholar]
- Pal, A.; Choudhury, S.K.; Chinchanikar, S. Machinability assessment through experimental investigation during hard and soft turning of hardened steel. Procedia Mater. Sci. 2014, 6, 80–91. [Google Scholar] [CrossRef]
- Suresh, R.; Basavarajappa, S. Effect of process parameters on tool wear and surface roughness during turning of hardened steel with coated ceramic tool. Procedia Mater. Sci. 2014, 5, 1450–1459. [Google Scholar] [CrossRef]
- Elbah, M.; Yallese, M.A.; Aouici, H.; Mabrouki, T.; Rigal, J.F. Comparative assessment of wiper and conventional ceramic tools on surface roughness in hard turning AISI 4140 steel. Measurement 2013, 46, 3041–3056. [Google Scholar] [CrossRef]
- Mandal, N.; Doloi, B.; Mondal, B. Predictive modeling of surface roughness in high speed machining of AISI 4340 steel using yttria stabilized zirconia toughened alumina turning insert. Int. J. Refract. Met. Hard Mater. 2013, 38, 40–46. [Google Scholar] [CrossRef]
- Aslantas, K.; Ucun, I.; Cicek, A. Tool life and wear mechanism of coated and uncoated Al2O3/TiCN mixed ceramic tools in turning hardened alloy steel. Wear 2012, 274, 442–451. [Google Scholar] [CrossRef]
- Meddour, I.; Yallese, M.A.; Bensouilah, H.; Khellaf, A.; Elbah, M. Prediction of surface roughness and cutting forces using RSM, ANN, and NSGA-II in finish turning of AISI 4140 hardened steel with mixed ceramic tool. Int. J. Adv. Manuf. Technol. 2018, 97, 1931–1949. [Google Scholar] [CrossRef]
- Lalwani, D.I.; Mehta, N.K.; Jain, P.K. Experimental investigations of cutting parameters influence on cutting forces and surface roughness in finish hard turning of MDN250 steel. J. Mater. Process. Technol. 2008, 206, 167–179. [Google Scholar] [CrossRef]
- Xu, Q.; Zhao, J.; Ai, X. Fabrication and cutting performance of Ti (C,N)-based cermet tools used for machining of high-strength steels. Ceram. Int. 2017, 43, 6286–6294. [Google Scholar] [CrossRef]
- Khan, S.A.; Umar, M.; Saleem, M.Q.; Mufti, N.A.; Raza, S.F. Experimental investigations on wiper inserts’ edge preparation, workpiece hardness and operating parameters in hard turning of AISI D2 steel. J. Manuf. Process. 2018, 34, 187–196. [Google Scholar] [CrossRef]
- Rashid, W.B.; Goel, S.; Davim, J.P.; Joshi, S.N. Parametric design optimization of hard turning of AISI 4340 steel (69 HRC). Int. J. Adv. Manuf. Technol. 2016, 82, 451–462. [Google Scholar] [CrossRef]
- Agrawal, A.; Goel, S.; Rashid, W.B.; Price, M. Prediction of surface roughness during hard turning of AISI 4340 steel (69 HRC). Appl. Soft Comput. 2015, 30, 279–286. [Google Scholar] [CrossRef]
- De Godoy, V.A.A.; Diniz, A.E. Turning of interrupted and continuous hardened steel surfaces using ceramic and CBN cutting tools. J. Mater. Process. Technol. 2011, 211, 1014–1025. [Google Scholar] [CrossRef]
- De Oliveira, A.J.; Diniz, A.E.; Ursolino, D.J. Hard turning in continuous and interrupted cut with PCBN and whisker-reinforced cutting tools. J. Mater. Process. Technol. 2009, 209, 5262–5270. [Google Scholar] [CrossRef]
- Kumar, C.S.; Patel, S.K. Experimental and numerical investigations on the effect of varying AlTiN coating thickness on hard machining performance of Al2O3-TiCN mixed ceramic inserts. Surf. Coat. Technol. 2017, 309, 266–281. [Google Scholar] [CrossRef]
- Panda, A.; Sahoo, A.; Rout, R. Multi-attribute decision making parametric optimization and modeling in hard turning using ceramic insert through grey relational analysis: A case study. Decis. Sci. Lett. 2016, 5, 581–592. [Google Scholar] [CrossRef]
- Kam, M.; Şeremet, M. Experimental investigation of the effect of machinability on surface quality and vibration in hard turning of hardened AISI 4140 steels using ceramic cutting tools. Proc. Inst. Mech. Eng. Part E J. Proc. Mech. Eng. 2021, 235, 1565–1574. [Google Scholar] [CrossRef]
- Shalaby, M.; Veldhuis, S. New observations on high-speed machining of hardened AISI 4340 steel using alumina-based ceramic tools. J. Manuf. Mater. Process. 2018, 2, 27. [Google Scholar] [CrossRef]
- Rath, D.; Panda, S.; Pal, K. Prediction of surface quality using chip morphology with nodal temperature signatures in hard turning of AISI D3 steel. Mater. Today Proc. 2018, 5, 12368–12375. [Google Scholar] [CrossRef]
- Das, A.; Mukhopadhyay, A.; Patel, S.K.; Biswal, B.B. Comparative assessment on machinability aspects of AISI 4340 alloy steel using uncoated carbide and coated cermet inserts during hard turning. Arab. J. Sci. Eng. 2016, 41, 4531–4552. [Google Scholar] [CrossRef]
- Tiwari, P.K.; Kumar, R.; Sahoo, A.K.; Panda, A.; Das, D.; Roy, S. Performance evaluation of coated cermet insert in hard turning. Mater. Today Proc. 2020, 26, 1941–1947. [Google Scholar] [CrossRef]
- Srithar, A.; Palanikumar, K.; Durgaprasad, B. Experimental investigation and analysis on hard turning of AISI D2 steel using coated carbide insert. Adv. Mater. Res. 2014, 984, 154–158. [Google Scholar] [CrossRef]
- Srithar, A.; Palanikumar, K.; Durgaprasad, B. Experimental investigation and surface roughness analysis on hard turning of AISI D2 steel using coated carbide insert. Procedia Eng. 2014, 97, 72–77. [Google Scholar] [CrossRef]
- Silva, L.R.; Abrão, A.M.; Faria, P.; Davim, J.P. Machinability study of steels in precision orthogonal cutting. Mater. Res. 2012, 15, 589–595. [Google Scholar] [CrossRef]
- Sahoo, A. Application of Taguchi and regression analysis on surface roughness in machining hardened AISI D2 steel. Int. J. Ind. Eng. Comput. 2014, 5, 295–304. [Google Scholar] [CrossRef]
- Jiang, F.; Yan, L.; Rong, Y. Orthogonal cutting of hardened AISI D2 steel with TiAlN-coated inserts—Simulations and experiments. Int. J. Adv. Manuf. Technol. 2013, 64, 1555–1563. [Google Scholar] [CrossRef]
- Zeghni, A.E.; Hashmi, M.S.J. Comparative wear characteristics of tin and tic coated and uncoated tool steel. J. Mater. Process. Technol. 2004, 155, 1923–1926. [Google Scholar] [CrossRef]
- Haron, C.C.; Ginting, A.; Goh, J.H. Wear of coated and uncoated carbides in turning tool steel. J. Mater. Process. Technol. 2001, 116, 49–54. [Google Scholar] [CrossRef]
- Selvaraj, D.P.; Chandramohan, P.; Mohanraj, M. Optimization of surface roughness, cutting force and tool wear of nitrogen alloyed duplex stainless steel in a dry turning process using Taguchi method. Measurement 2014, 49, 205–215. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Choudhury, S.K. Evaluation of chip-tool interface temperature: Effect of tool coating and cutting parameters during turning hardened AISI 4340 steel. Procedia Manuf. 2014, 6, 996–1005. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Choudhury, S.K. Characteristic of wear, force and their Inter-relationship: In-process monitoring of tool within different phases of the tool life. Procedia Manuf. 2014, 5, 1424–1433. [Google Scholar] [CrossRef]
- Gowd, G.H.; Vali, S.S.; Ajay, V.; Mahesh, G.G. Experimental investigations & effects of cutting variables on MRR and tool wear for AISI S2 tool steel. Procedia Manuf. 2014, 5, 1398–1407. [Google Scholar]
- Sahoo, A.K.; Sahoo, B. Performance studies of multilayer hard surface coatings (TiN/TiCN/Al2O3/TiN) of indexable carbide inserts in hard MachiningPart-I (An experimental approach). Measurement 2013, 46, 2854–2867. [Google Scholar] [CrossRef]
- Sahoo, A.K.; Sahoo, B. Performance studies of multilayer hard surface coatings (TiN/TiCN/Al2O3/TiN) of indexable carbide inserts in hard machining: Part-II (RSM, grey relational and techno economical approach). Measurement 2013, 46, 2868–2884. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Choudhury, S.K. Investigations on machinability aspects of hardened AISI 4340 steel at different levels of hardness using coated carbide tools. Int. J. Refract. Met. Hard Mater. 2013, 38, 124–133. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Choudhury, S.K. Experimental investigations to optimise and compare the machining performance of different coated carbide inserts during turning hardened steel. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 1104–1117. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Choudhury, S.K. Wear behaviors of single-layer and multi-layer coated carbide inserts in high speed machining of hardened AISI 4340 steel. J. Mech. Sci. Technol. 2013, 27, 1451–1459. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Choudhury, S.K. Effect of work material hardness and cutting parameters on performance of coated carbide tool when turning hardened steel: An optimization approach. Measurement 2013, 46, 1572–1584. [Google Scholar] [CrossRef]
- Suresh, R.; Basavarajappa, S.; Samuel, G.L. Some studies on hard turning of AISI 4340 steel using multilayer coated carbide tool. Measurement 2012, 45, 1872–1884. [Google Scholar] [CrossRef]
- Suresh, R.; Basavarajappa, S.; Gaitonde, V.N.; Samuel, G.L. Machinability investigations on hardened AISI 4340 steel using coated carbide insert. Int. J. Refract. Met. Hard Mater. 2012, 33, 75–86. [Google Scholar] [CrossRef]
- Dave, H.; Patel, L.; Raval, H. Effect of machining conditions on MRR and surface roughness during CNC Turning of different Materials Using TiN Coated Cutting Tools–A Taguchi approach. Int. J. Ind. Eng. Comput. 2012, 3, 925–930. [Google Scholar] [CrossRef]
- Kene, A.P.; Orra, K.; Choudhury, S.K. Experimental Investigation of Tool Wear Behavior of Multi-Layered Coated Carbide Inserts Using Various Sensors in Hard Turning Process. IFAC-PapersOnLine 2016, 49, 180–184. [Google Scholar] [CrossRef]
- Sethi, D.; Kumar, V. Modeling of Tool Wear in Turning EN 31 Alloy Steel using Coated Carbide Inserts. Int. J. Manuf. Mater. Mech. Eng. 2012, 2, 34–51. [Google Scholar] [CrossRef]
- Motorcu, A.R.; Isik, Y.; Kus, A.; Cakir, M.C. Analysis of the cutting temperature and surface roughness during the orthogonal machining of AISI 4140 alloy steel via the Taguchi method. Analysis 2016, 50, 343–351. [Google Scholar] [CrossRef]
- De Lima, J.G.; De Avila, R.F.; Abrao, A.M. Turning of hardened AISI 4340 steel using coated carbide inserts. Proc. Inst. Mech. Eng. Part B J. Eng. Manufact. 2007, 221, 1359–1366. [Google Scholar] [CrossRef]
- Das, A.; Kamal, M.; Das, S.R.; Patel, S.K.; Panda, A.; Rafighi, M.; Biswal, B.B. Comparative assessment between AlTiN and AlTiSiN coated carbide tools towards machinability improvement of AISI D6 steel in dry hard turning. Proc. Inst. Mech. Eng. Part C J. Mechan. Eng. Sci. 2022, 236, 3174–3197. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, Z.; Xu, C.; Du, J.; Su, G.; Zhang, P.; Meng, X. Modeling and prediction of cutting temperature in the machining of H13 hard steel of multi-layer coated cutting tools. J. Adv. Manuf. Technol. 2021, 115, 3731–3739. [Google Scholar] [CrossRef]
- Kumar, R.; Sahoo, A.K.; Mishra, P.C.; Das, R.K. Comparative study on machinability improvement in hard turning using coated and uncoated carbide inserts: Part II modeling, multi-response optimization, tool life, and economic aspects. Adv. Manuf. 2018, 6, 155–175. [Google Scholar] [CrossRef]
- Allu, V.P.; Raju, D.L.; Ramakrishna, S. Performance investigation of surface roughness in hard turning of AISI 52100 steel-RSM approach. Mater. Today Proc. 2019, 18, 261–269. [Google Scholar] [CrossRef]
- Chavan, A.; Sargade, V. Surface integrity of AISI 52100 Steel during hard turning in different near-dry environments. Adv. Mater. Sci. Eng. 2020, 2020, 4256308. [Google Scholar] [CrossRef]
- Das, A.; Mohapatra, S.; Gajrani, K.K.; Das, S.R.; Patel, S.K. Comparative performance evaluation between HSN-TiAlxN and TiCN coated carbide tools in hard turning of AISI D6 steel. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2022. [Google Scholar] [CrossRef]
- Hamadi, B.; Yallese, M.A.; Boulanouar, L.; Khellaf, A.; Haddad, A. A Comparative Study of the Performance of Uncoated, PVD, CVD and MTCVD Coated Carbide Inserts in Dry Turning of AISI4140 Steel. Period. Polytech. Mech. Eng. 2022, 66, 314–324. [Google Scholar] [CrossRef]
- Sivaiah, P.; Bodicherla, U. Effect of surface texture tools and minimum quantity lubrication (MQL) on tool wear and surface roughness in CNC turning of AISI 52100 steel. J. Inst. Eng. (India) Ser. C 2020, 101, 85–95. [Google Scholar] [CrossRef]
- Orra, K.; Choudhury, S.K. Tribological aspects of various geometrically shaped micro-textures on cutting insert to improve tool life in hard turning process. J. Manuf. Process. 2018, 31, 502–513. [Google Scholar] [CrossRef]
- Kim, D.M.; Lee, I.; Kim, S.K.; Kim, B.H.; Park, H.W. Influence of a micropatterned insert on characteristics of the tool–workpiece interface in a hard turning process. J. Mater. Process. Technol. 2016, 229, 160–171. [Google Scholar] [CrossRef]
- Patel, K.V.; Shah, S.R.; Özel, T. Orthogonal cutting of alloy steel 4340 with micro-grooved cutting tools. Procedia CIRP 2019, 82, 178–183. [Google Scholar] [CrossRef]
- Song, W.; Wang, Z.; Wang, S.; Zhou, K.; Guo, Z. Experimental study on the cutting temperature of textured carbide tool embedded with graphite. Int. J. Adv. Manuf. Technol. 2017, 93, 3419–3427. [Google Scholar] [CrossRef]
- Anton, S.; Andreas, S.; Friedrich, B. Heat dissipation in turning operations by means of internal cooling. Procedia Eng. 2015, 100, 1116–1123. [Google Scholar] [CrossRef]
- Khatai, S.; Kumar, R.; Sahoo, A.K. Hard turning assessment on EN31 steel in dry and wet cooling environments using grey-fuzzy hybrid optimization approach. Int. J. Mod. Manuf. Technol. 2021, 13, 55–62. [Google Scholar] [CrossRef]
- Selvam, M.D.; Sivaram, N.M. A comparative study on the surface finish achieved during turning operation of AISI 4340 steel in flooded, near-dry and dry conditions. Aust. J. Mech. Eng. 2020, 18, 457–466. [Google Scholar] [CrossRef]
- Attanasio, A.; Gelfi, M.; Giardini, C.; Remino, C.A.R.L.O. Minimal quantity lubrication in turning: Effect on tool wear. Wear 2006, 260, 333–338. [Google Scholar] [CrossRef]
- Elmunafi, M.H.S.; Kurniawan, D.; Noordin, M.Y. Use of castor oil as cutting fluid in machining of hardened stainless steel with minimum quantity of lubricant. Procedia Cirp 2015, 26, 408–411. [Google Scholar] [CrossRef]
- Varadarajan, A.S.; Philip, P.K.; Ramamoorthy, B. Investigations on hard turning with minimal cutting fluid application (HTMF) and its comparison with dry and wet turning. Int. J. Mach. Tools Manuf. 2002, 42, 193–200. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Choudhury, S.K. Hard turning using HiPIMS-coated carbide tools: Wear behavior under dry and minimum quantity lubrication (MQL). Measurement 2014, 55, 536–548. [Google Scholar] [CrossRef]
- Dhar, N.R.; Ahmed, M.T.; Islam, S. An experimental investigation on effect of minimum quantity lubrication in machining AISI 1040 steel. Int. J. Mach. Tools Manuf. 2007, 47, 748–753. [Google Scholar] [CrossRef]
- Dhar, N.R.; Ahmed, M.T.; Islam, S.; Mithu, M.A.H. The influence of minimum quantity of lubrication (MQL)on cutting temperature, chip and dimensional accuracy in turning AISI-1040 steel. J. Mater. Process. Technol. 2006, 171, 93–99. [Google Scholar] [CrossRef]
- Netake, P.; Chinchanikar, S. Hard turning under minimum quality lubrication: Modelling of cutting force and surface roughness. J. Adv. Eng. Res. 2015, 2, 17–22. [Google Scholar]
- Hwang, Y.K.; Lee, C.M. Surface roughness and cutting force prediction in MQL and wet turning process of AISI 1045 using design of experiments. J. Mech. Sci. Technol. 2010, 24, 1669–1677. [Google Scholar] [CrossRef]
- Senevirathne, S.W.M.A.I.; Punchihewa, H.K.G. Reducing surface roughness by varying aerosol temperature with minimum quantity lubrication in machining AISI P20 and D2 steels. J. Adv. Manuf. Technol. 2018, 94, 1009–1019. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, D.; Kalsi, N.S. Analysis of surface roughness during machining of hardened AISI 4340 steel using minimum quantity lubrication. Mater. Today Proc. 2017, 4, 3627–3635. [Google Scholar] [CrossRef]
- Mahadi, M.A.; Choudhury, I.A.; Azuddin, M.; Nukman, Y. Use of boric acid powder aided vegetable oil lubricant in turning AISI 431 steel. Procedia Eng. 2017, 184, 128–136. [Google Scholar] [CrossRef]
- Gürbüz, H.; Gönülaçar, Y.E. Experimental and statistical investigation of the effects of MQL, dry and wet machining on machinability and sustainability in turning of AISI 4140 steel. Proc. Inst. Mech. Eng. Part E J. Proc. Mech. Eng. 2022, 236, 09544089221076243. [Google Scholar] [CrossRef]
- Özbek, O.; Saruhan, H. The effect of vibration and cutting zone temperature on surface roughness and tool wear in ecofriendly MQL turning of AISI D2. J. Mater. Res. Technol. 2020, 9, 2762–2772. [Google Scholar] [CrossRef]
- Özbek, N.A.; Özbek, O.; Kara, F.; Saruhan, H. Effect of Eco-Friendly Minimum Quantity Lubrication in Hard Machining of Vanadis 10: A High Strength Steel. Steel Res. Int. 2022, 93, 2100587. [Google Scholar] [CrossRef]
- Mia, M.; Dhar, N.R. Optimization of surface roughness and cutting temperature in high-pressure coolant-assisted hard turning using Taguchi method. Int. J. Adv. Manuf. Technol. 2017, 88, 739–753. [Google Scholar] [CrossRef]
- Kramar, D.; Krajnik, P.; Kopac, J. Capability of high pressure cooling in the turning of surface hardened piston rods. J. Mater. Process. Technol. 2010, 210, 212–218. [Google Scholar] [CrossRef]
- Ramamoorthy, R.; Venkatesan, T.; Rajendran, R. Solid Lubricant Assisted Machining—An Environmental Friendly Clean Technology to Improve the Surface Quality; SAE Technical Paper 2017-28-1964; SAE International: Warrendale, PA, USA, 2017. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Bawangaonwala, H.M.; Bokade, S.; Garode, S. Investigations on the machining performance using solid lubricant mixed with varying proportions in vegetable oil during hard turning. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; Volume 810, p. 012044. [Google Scholar]
- Makhesana, M.A.; Patel, K.M. Improvement in machining process performance using solid lubricant assisted minimum quantity lubrication. Adv. Mater. Process. Technol. 2022, 8, 2102–2127. [Google Scholar] [CrossRef]
- Makhesana, M.A.; Patel, K.M. Performance assessment of CaF2 solid lubricant assisted minimum quantity lubrication in turning. Procedia Manuf. 2019, 33, 43–50. [Google Scholar] [CrossRef]
- Singh, D.; Rao, P.V. Improvement in surface quality with solid lubrication in hard turning. Proc. World Conf. Eng. 2008, 3, 2–4. [Google Scholar]
- Dilbag, S.; Rao, P.V. Performance improvement of hard turning with solid lubricants. Int. J. Adv. Manuf. 2008, 38, 529–535. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, D.; Kalsi, N.S. Study the performance of solid lubricants during hard turning of AISI 4340 steel. Mater. Today Proc. 2020, 24, 225–234. [Google Scholar] [CrossRef]
- Paul, P.S.; Varadarajan, A.S. Performance evaluation of hard turning of AISI 4340 steel with minimal fluid application in the presence of semi-solid lubricants. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2013, 227, 738–748. [Google Scholar] [CrossRef]
- Du, G.; Chen, Y.; Wei, Z. Effects of solid lubricants on hard turning. In Proceedings of the 2nd International Conference on Electronic & Mechanical Engineering and Information Technology (EMEIT 2012), Shenyang, China, 7 September 2012; Atlantis Press: Paris, France, 2012; pp. 1146–1149. [Google Scholar]
- Suresh, S.; Venkitaraj, K.P.; Selvakumar, P.; Chandrasekar, M. Synthesis of Al2O3–Cu/water hybrid nanofluids using two step method and its thermo physical properties. Colloids Surf. 2011, 388, 41–48. [Google Scholar] [CrossRef]
- Şirin, Ş. Investigation of the performance of cermet tools in the turning of Haynes 25 superalloy under gaseous N2 and hybrid nanofluid cutting environments. J. Manuf. Process. 2022, 76, 428–443. [Google Scholar] [CrossRef]
- Yu, W.; Xie, H.; Liu, L.H. A review on nanofluids: Preparation, stability mechanisms, and applications. J. Nanomater. 2011, 2012, 128. [Google Scholar] [CrossRef]
- Lee, S.; Choi, S.U. Application of Metallic Nanoparticle Suspensions in Advanced Cooling Systems (No. ANL/ET/CP-90558; CONF-961105-20); Argonne National Lab (ANL): Argonne, IL, USA, 1996. [Google Scholar]
- Hu, Z.S.; Lai, R.; Lou, F.; Wang, L.G.; Chen, Z.L.; Chen, G.X.; Dong, J.X. Preparation and tribological properties of nanometer magnesium borate as lubricating oil additive. Wear 2002, 252, 370–374. [Google Scholar] [CrossRef]
- Rapoport, L.; Leshchinsky, V.; Lvovsky, M.; Nepomnyashchy, O.; Volovik, Y.; Tenne, R. Mechanism of friction of fullerenes. Ind. Lubr. Tribol. 2002, 54, 171–176. [Google Scholar] [CrossRef]
- Liu, G.; Li, X.; Qin, B.; Xing, D.; Guo, Y.; Fan, R. Investigation of the mending effect and mechanism of copper nano-particles on a tribologically stressed surface. Tribol. Lett. 2004, 17, 961–966. [Google Scholar] [CrossRef]
- Tao, X.; Jiazheng, Z.; Kang, X. The ball-bearing effect of diamond nanoparticles as an oil additive. J. Phys. D Appl. Phys. 1996, 29, 2932–2937. [Google Scholar] [CrossRef]
- Lee, K.; Hwang, Y.; Cheong, S.; Choi, Y.; Kwon, L.; Lee, J.; Kim, S.H. Understanding the role of nanoparticles in nano-oil lubrication. Tribol. Lett. 2009, 35, 127–131. [Google Scholar] [CrossRef]
- Peng, D.X.; Kang, Y.; Hwang, R.M.; Shyr, S.S.; Chang, Y.P. Tribological properties of diamond and SiO2 nanoparticles added in paraffin. Tribol. Int. 2009, 42, 911–917. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Abd Elaziz, M.; Das, S.R.; Muthuramalingam, T.; Lu, S. A new optimized predictive model based on political optimizer for eco-friendly MQL-turning of AISI 4340 alloy with nano-lubricants. J. Manuf. Process. 2021, 67, 562–578. [Google Scholar] [CrossRef]
- Khalil, A.N.M.; Ali, M.A.M.; Azmi, A.I. Effect of Al2O3 nanolubricant with SDBS on tool wear during turning process of AISI 1050 with minimal quantity lubricant. Procedia Manuf. 2015, 2, 130–134. [Google Scholar] [CrossRef]
- Khajehzadeh, M.; Moradpour, J.; Razfar, M.R. Influence of nanolubricant particles’ size on flank wear in hard turning. Mater. Manuf. Process. 2019, 34, 494–501. [Google Scholar] [CrossRef]
- Das, A.; Patel, S.K.; Biswal, B.B.; Sahoo, N.; Pradhan, A. Performance evaluation of various cutting fluids using MQL technique in hard turning of AISI 4340 alloy steel. Measurement 2020, 150, 107079. [Google Scholar] [CrossRef]
- Das, A.; Patel, S.K.; Das, S.R. Performance comparison of vegetable oil based nanofluids towards machinability improvement in hard turning of HSLA steel using minimum quantity lubrication. Mech. Ind. 2019, 20, 506. [Google Scholar] [CrossRef]
- Patole, P.B.; Kulkarni, V.V. Optimization of process parameters based on surface roughness and cutting force in MQL turning of AISI 4340 using nano fluid. Mater. Today Proc. 2018, 5, 104–112. [Google Scholar] [CrossRef]
- Singh, M.; Hlabana, K.K.; Singhal, S.K.; Devlal, K. Grain-size effects on the thermal conductivity of nanosolids. J. Taibah Univ. Med. Sci. 2016, 10, 375–380. [Google Scholar] [CrossRef]
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R. Improved machining performance with nanoparticle enriched cutting fluids under minimum quantity lubrication (MQL) technique: A review. Mater. Today Proc. 2015, 2, 3545–3551. [Google Scholar] [CrossRef]
- Thakur, A.; Manna, A.; Samir, S. Multi-response optimization of turning parameters during machining of EN-24 steel with SiCnanofluids based minimum quantity lubrication. Silicon 2020, 12, 71–85. [Google Scholar] [CrossRef]
- Ibrahim, A.M.M.; Omer, M.A.; Das, S.R.; Li, W.; Alsoufi, M.S.; Elsheikh, A. Evaluating the effect of minimum quantity lubrication during hard turning of AISI D3 steel using vegetable oil enriched with nano-additives. Alex. Eng. J. 2022, 61, 10925–10938. [Google Scholar] [CrossRef]
- Singh, R.K.; Dixit, A.R.; Mandal, A.; Sharma, A.K. Emerging application of nanoparticle-enriched cutting fluid in metal removal processes: A review. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 4677–4717. [Google Scholar] [CrossRef]
- Duc, T.M.; Chien, T.Q. Performance evaluation of MQL parameters using Al2O3 and MoS2 nanofluids in hard turning 90CrSi steel. Lubricants 2019, 7, 40. [Google Scholar] [CrossRef]
- Krishna, P.V.; Srikant, R.R.; Rao, D.N. Experimental investigation on the performance of nanoboric acid suspensions in SAE-40 and coconut oil during turning of AISI 1040 steel. Int. J. Mach. Tools Manuf. 2010, 50, 911–916. [Google Scholar] [CrossRef]
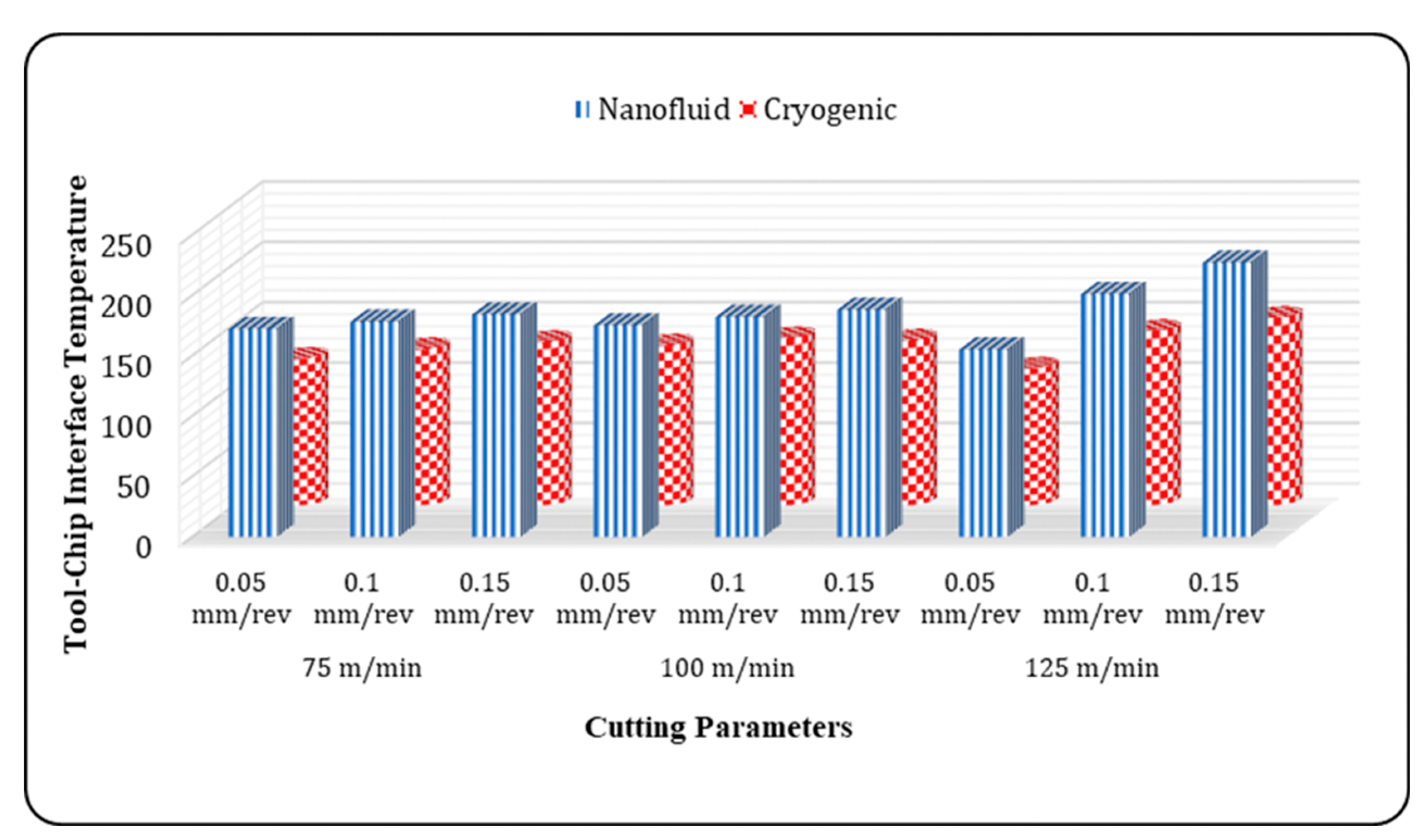
- Yıldırım, Ç.V. Investigation of hard turning performance of eco-friendly cooling strategies: Cryogenic cooling and nanofluid based MQL. Tribol. Int. 2020, 144, 106127. [Google Scholar] [CrossRef]
- Singh, R.K.; Sharma, A.K.; Dixit, A.R.; Tiwari, A.K.; Pramanik, A.; Mandal, A. Performance evaluation of alumina-graphene hybrid nano-cutting fluid in hard turning. J. Clean. Prod. 2017, 162, 830–845. [Google Scholar] [CrossRef]
- Tuan, N.M.; Ngoc, T.B.; Thu, T.L. Investigation of the Effects of Nanoparticle Concentration and Cutting Parameters on Surface Roughness in MQL Hard Turning Using MoS2 Nanofluid. Fluids 2021, 6, 398. [Google Scholar] [CrossRef]
- Prasad, M.M.S.; Srikant, R.R. Performance evaluation of nano graphite inclusions in cutting fluids with MQL technique in turning of AISI 1040 steel. Int. J. Res. Eng. Technol. 2013, 2, 381–393. [Google Scholar]
- Liew, P.J.; Shaaroni, A.; AbdRazak, J.; Bakar, M.H. Comparison between carbon nanofiber (CNF) nanofluid with deionized water on tool life and surface roughness in turning of D2 steel. J. Adv. Res. Fluid Mech. Therm. Sci. 2018, 46, 169–174. [Google Scholar]
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R.; Singh, R.K. Measurement of machining forces and surface roughness in turning of AISI 304 steel using alumina-MWCNT hybrid nanoparticles enriched cutting fluid. Measurement 2020, 150, 107078. [Google Scholar] [CrossRef]
- Khanna, N.; Agrawal, C.; Pimenov, D.Y.; Singla, A.K.; Machado, A.R.; Da Silva, L.R.R.; Gupta, M.K.; Sarikaya, M.; Krolczyk, G.M. Review on design and development of cryogenic machining setups for heat resistant alloys and composites. J. Manuf. Process. 2021, 68, 398–422. [Google Scholar] [CrossRef]
- Zindani, D.; Kumar, K. A brief review on cryogenics in machining process. SN Appl. Sci. 2020, 2, 1107. [Google Scholar] [CrossRef]
- Lim, C.L.; Adam, N.M.; Ahmad, K.A.; Akhmedov, A. Cryogenic Pipe Flow Simulation for Liquid Nitrogen. J. Mech. Eng. 2017, 2, 179–198. [Google Scholar]
- Niessen, F.; Villa, M.; Somers, M.A.J. Martensite formation from reverted austenite at sub-zero celsius temperature. Metall. Mater. Transact. A. 2018, 49, 5241–5245. [Google Scholar] [CrossRef]
- Hong, S.Y.; Markus, I.; Jeong, W.C. New cooling approach and tool life improvement in cryogenic machining of titanium alloy Ti-6Al-4V. Int. J. Mach. Tools Manuf. 2001, 41, 2245–2260. [Google Scholar] [CrossRef]
- Busch, K.; Hochmuth, C.; Pause, B.; Stoll, A.; Wertheim, R. Investigation of Cooling and Lubrication Strategies for Machining High-temperature Alloys. Proc. CIRP 2016, 41, 835–840. [Google Scholar] [CrossRef]
- Jerold, B.D.; Kumar, M.P. Experimental investigation of turning AISI 1045 steel using cryogenic carbon dioxide as the cutting fluid. J. Manuf. Process. 2011, 13, 113–119. [Google Scholar] [CrossRef]
- Kim, D.M.; Kim, H.I.; Park, H.W. Tool wear, economic costs, and CO2 emissions analysis in cryogenic assisted hard-turning process of AISI 52100 steel. Sustain. Mater. Technol. 2021, 30, e00349. [Google Scholar] [CrossRef]
- Leadebal, W.V., Jr.; de Melo, A.C.A.; de Oliveira, A.J.; Castro, N.A. Effects of cryogenic cooling on the surface integrity in hard turning of AISI D6 steel. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 1–14. [Google Scholar] [CrossRef]
- Kumar, S.A.; Yoganath, V.G.; Krishna, P. Machinability of hardened alloy steel using cryogenic machining. Mater. Today Proc. 2018, 5, 8159–8167. [Google Scholar] [CrossRef]
- Umbrello, D.; Micari, F.; Jawahir, I.S. The effects of cryogenic cooling on surface integrity in hard machining: A comparison with dry machining. CIRP Annals 2012, 61, 103–106. [Google Scholar] [CrossRef]
- Biček, M.; Dumont, F.; Courbon, C.; Pušavec, F.; Rech, J.; Kopač, J. Cryogenic machining as an alternative turning process of normalized and hardened AISI 52100 bearing steel. J. Mater. Process. Technol. 2012, 212, 2609–2618. [Google Scholar] [CrossRef]
- Çetindağ, H.A.; Çiçek, A.; Uçak, N. The effects of Cryo MQL conditions on tool wear and surface integrity in hard turning of AISI 52100 bearing steel. J. Manuf. Process. 2020, 56, 463–473. [Google Scholar] [CrossRef]
- Nie, G.C.; Zhang, X.M.; Zhang, D.; Ding, H. An experimental study of the white layer formation during cryogenic assisted hard machining of AISI 52100 steel. Procedia CIRP 2018, 77, 223–226. [Google Scholar] [CrossRef]
- Wu, S.; Liu, G.; Zhang, W.; Chen, W.; Wang, C. Formation mechanism of white layer in the high-speed cutting of hardened steel under cryogenic liquid nitrogen cooling. J. Mater. Process. Technol. 2022, 302, 117469. [Google Scholar] [CrossRef]
- Huang, A.H.; Kaynak, Y.; Umbrello, D.; Jawahir, I.S. Cryogenic Machining of Hard-to-Machine Material, AISI 52100: A Study of Chip Morphology and Comparison with Dry Machining. Adv. Mater. Res. 2012, 500, 140–145. [Google Scholar] [CrossRef]
- Fernandes, M.E.P.; de Melo, A.C.A.; de Oliveira, A.J.; Chesman, C. Hard turning of AISI D6 tool steel under dry, wet and cryogenic conditions: An economic investigation aimed at achieving a sustainable machining approach. Clean. Eng. Technol. 2020, 1, 100022. [Google Scholar] [CrossRef]
- Ortiz-de-Zarate, G.; Soriano, D.; Madariaga, A.; Garay, A.; Rodriguez, I.; Arrazola, P.J. Experimental and FEM analysis of dry and cryogenic turning of hardened steel 100Cr6 using CBN Wiper tools. Procedia CIRP 2021, 102, 7–12. [Google Scholar] [CrossRef]
- Pandey, A.; Kumar, R.; Sahoo, A.K.; Paul, A.; Panda, A. Performance Analysis of Trihexyltetradecylphosphonium Chloride Ionic Fluid under MQL Condition in Hard Turning. Int. J. Automot. Mech. Eng. 2020, 17, 7629–7647. [Google Scholar] [CrossRef]
- Kamimura, H.; Kubo, T.; Minami, I.; Mori, S. Effect and mechanism of additives for ionic liquids as new lubricants. Tribol. Int. 2007, 40, 620–625. [Google Scholar] [CrossRef]
- Blanco, D.; González, R.; Battez, A.H.; Viesca, J.L.; Fernández-González, A. Use of ethyl-dimethyl-2-methoxyethylammonium tris (pentafluoroethyl) trifluorophosphate as base oil additive in the lubrication of TiN PVD coating. Tribol. Int. 2011, 44, 645–650. [Google Scholar] [CrossRef]
- Battez, A.H.; González, R.; Viesca, J.L.; Blanco, D.; Asedegbega, E.; Osorio, A. Tribological behaviour of two imidazolium ionic liquids as lubricant additives for steel/steel contacts. Wear 2009, 266, 1224–1228. [Google Scholar] [CrossRef]
- Goindi, G.S.; Chavan, S.N.; Mandal, D.; Sarkar, P.; Jayal, A.D. Investigation of Ionic Liquids as Novel Metalworking Fluids during Minimum Quantity Lubrication Machining of a Plain Carbon Steel. Procedia CIRP 2015, 26, 341–345. [Google Scholar] [CrossRef]
- Goindi, G.S.; Sarkar, P.; Jayal, A.D.; Chavan, S.N.; Mandal, D. Investigation of ionic liquids as additives to canola oil in minimum quantity lubrication milling of plain medium carbon steel. Int. J. Adv. Manuf. Technol. 2017, 94, 881–896. [Google Scholar] [CrossRef]
- Goindi, G.S.; Jayal, A.D.; Sarkar, P. Application of ionic liquids in interrupted minimum quantity lubrication machining of plain medium carbon steel: Effects of ionic liquid properties and cutting conditions. J. Manuf. Process. 2018, 32, 357–371. [Google Scholar] [CrossRef]
- Abdul Sani, A.S.; Rahim, E.A.; Sharif, S.; Sasahara, H. Machining performance of vegetable oil with phosphonium- and ammonium-based ionic liquids via MQL technique. J. Clean. Prod. 2018, 209, 947–964. [Google Scholar] [CrossRef]
- Abdul Sani, A.S.; Rahim, E.A.; Sharif, S.; Sasahara, H. The influence of modified vegetable oils on tool failure mode and wear mechanisms when turning AISI 1045. Tribol. Int. 2019, 129, 347–362. [Google Scholar] [CrossRef]
- Davis, B.; Schueller, J.K.; Huang, Y. Study of ionic liquid as effective additive for minimum quantity lubrication during titanium machining. Manuf. Lett. 2015, 5, 1–6. [Google Scholar] [CrossRef]
- Pham, M.Q.; Yoon, H.S.; Khare, V.; Ahn, S.H. Evaluation of ionic liquids as lubricants in micro milling—Process capability and sustainability. J. Clean. Prod. 2014, 76, 167–173. [Google Scholar] [CrossRef]
- Babu, M.N.; Anandan, V.; Babu, M.D. Performance of ionic liquid as a lubricant in turning inconel 825 via minimum quantity lubrication method. J. Manuf. Process. 2021, 64, 793–804. [Google Scholar] [CrossRef]
- Koel, M. Ionic Liquids in Chemical Analysis; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Chetan; Ghosh, S.; Rao, P.V. Application of sustainable techniques in metal cutting for enhanced machinability: A review. J. Clean. Prod. 2015, 100, 17–34. [Google Scholar] [CrossRef]
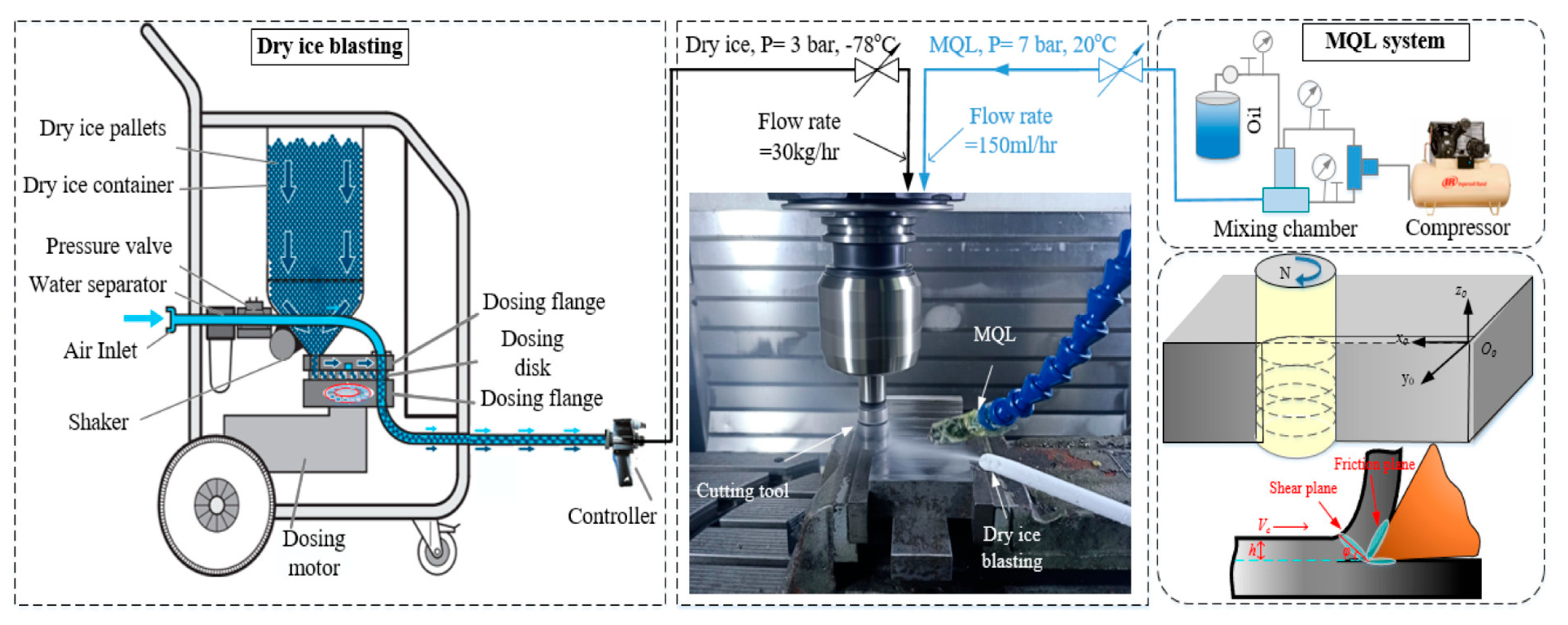
- Jamil, M.; He, N.; Zhao, W.; Khan, A.M.; Xiang, H.; Gupta, M.K.; Iqbal, A. A novel low-pressure hybrid dry ice blasting system for improving the tribological and machining characteristics of AISI-52100 tool steel. J. Manuf. Process. 2022, 80, 152–160. [Google Scholar] [CrossRef]
- Kumar, M.; Mani, M. Sustainability assessment in manufacturing: Perspectives, challenges, and solutions. In Sustainable Manufacturing; Elsevier: Amsterdam, The Netherlands, 2021; pp. 287–311. [Google Scholar]
- Sustainable Machining; Davim, J.P., Ed.; Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar]
- Padhan, S.; Dash, L.; Behera, S.K.; Das, S.R. Modeling and optimization of power consumption for economic analysis, energy-saving carbon footprint analysis, and sustainability assessment in finish hard turning under graphene nanoparticle–assisted Minimum quantity lubrication. Process Integr. Optim. Sustain. 2020, 4, 445–463. [Google Scholar] [CrossRef]
- Moganapriya, C.; Rajasekar, R.; Santhosh, R.; Saran, S.; Santhosh, S.; Gobinath, V.K.; Kumar, P.S. Sustainable Hard Machining of AISI 304 Stainless Steel Through TiAlN, AlTiN, and TiAlSiN Coating and Multi-Criteria Decision Making Using Grey Fuzzy Coupled Taguchi Method. J. Mater. Eng. Perform. 2022, 31, 7302–7314. [Google Scholar] [CrossRef]
- Ahmad, A.A.; Ghani, J.A.; Haron, C.H.C. Green lubrication technique for sustainable machining of AISI 4340 alloy steel. J. Tribol. 2021, 28, 1–19. [Google Scholar]
- Gajrani, K.K.; Sankar, M.R. Sustainable machining with self-lubricating coated mechanical micro-textured cutting tools. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Dash, L.; Behera, A.K.; Das, S.R. Optimization of Power Consumption and Cost Analysis in Hard Turning under NFMQL Condition. In Recent Advances in Mechanical Engineering; Lecture Notes in Mechanical Engineering; Pradhan, P., Pattanayak, B., Das, H.C., Mahanta, P., Eds.; Springer: Singapore, 2023. [Google Scholar] [CrossRef]
- Ross, N.S.; Mia, M.; Anwar, S.; Manimaran, G.; Saleh, M.; Ahmad, S. A hybrid approach of cooling lubrication for sustainable and optimized machining of Ni-based industrial alloy. J. Clean. Prod. 2021, 321, 128987. [Google Scholar] [CrossRef]
- Das, A.; Gupta, M.K.; Das, S.R.; Panda, A.; Patel, S.K.; Padhan, S. Hard turning of AISI D6 steel with recently developed HSN2-TiAlxN and conventional TiCN coated carbide tools: Comparative machinability investigation and sustainability assessment. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 1–25. [Google Scholar] [CrossRef]
- Panda, A.; Das, S.R.; Dhupal, D. Machinability investigation and sustainability assessment in FDHT with coated ceramic tool. Steel Compos. Struct. An Int. J. 2020, 34, 681–698. [Google Scholar]
- Bhat, P.; Agrawal, C.; Khanna, N. Development of a sustainability assessment algorithm and its validation using case studies on cryogenic machining. J. Manuf. Process. 2020, 4, 42. [Google Scholar] [CrossRef]
- Mia, M.; Gupta, M.K.; Singh, G.; Królczyk, G.; Pimenov, D.Y. An approach to cleaner production for machining hardened steel using different cooling-lubrication conditions. J. Clean. Prod. 2018, 187, 1069–1081. [Google Scholar] [CrossRef]
- Fernando, R.; Gamage, J.; Karunathilake, H. Sustainable machining: Environmental performance analysis of turning. Int. J. Sustain. Eng. 2022, 15, 15–34. [Google Scholar] [CrossRef]
- Mia, M.; Gupta, M.K.; Lozano, J.A.; Carou, D.; Pimenov, D.Y.; Królczyk, G.; Dhar, N.R. Multi-objective optimization and life cycle assessment of eco-friendly cryogenic N2 assisted turning of Ti-6Al-4V. J. Clean. Prod. 2019, 210, 121–133. [Google Scholar] [CrossRef]
- Campitelli, A.; Cristóbal, J.; Fischer, J.; Becker, B.; Schebek, L. Resource efficiency analysis of lubricating strategies for machining processes using life cycle assessment methodology. J. Clean. Prod. 2019, 222, 464–475. [Google Scholar] [CrossRef]
- Silva, D.A.; Filleti, R.A.; Christoforo, A.L.; Silva, E.J.; Ometto, A.R. Application of Life Cycle Assessment (LCA) and Design of Experiments (DOE) to the monitoring and control of a grinding process. Procedia CIRP 2015, 29, 508–513. [Google Scholar] [CrossRef]
- Gupta, M.K.; Song, Q.; Liu, Z.; Pruncu, C.I.; Mia, M.; Singh, G.; Pimenov, D.Y. Machining characteristics based life cycle assessment in eco-benign turning of pure titanium alloy. J. Clean. Prod. 2020, 251, 119598. [Google Scholar] [CrossRef]
- Shi, J.; Hu, J.; Ma, M.; Wang, H. An environmental impact analysis method of machine-tool cutting units based on LCA. J. Eng. Des. Technol. 2021, 19, 1192–1206. [Google Scholar] [CrossRef]
- De Souza Zanuto, R.; Hassui, A.; Lima, F.; Dornfeld, D.A. Environmental impacts-based milling process planning using a life cycle assessment tool. J. Clean. Prod. 2019, 206, 349–355. [Google Scholar] [CrossRef]






































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | Materials with Hardness | Cutting Tool | Cutting Parameters | Responses Studied | ||
|---|---|---|---|---|---|---|
| Vc (m/min) | f (mm/rev) | ap (mm) | ||||
| [28] | AISI 52100, AISI D2, AISI H13, AISI 4340 (44, 48, 52, 58 HRC of each materials) | CBN | 140, 180, 240 | 0.15, 0.3, 0.45 | 0.2 | cutting force |
| [29] | AISI D2 steel (62 HRC) | PCBN | 140, 270, 350, 500 | 0.05, 0.1, 0.2 | 0.2, 0.4, 0.6 | Surface integrity Residual stress Tool wear |
| [30] | AISI D2 steel (52 HRC) | Coated PCBN PCBN/Mixed alumina | 100 | 0.05 | 0.06 | Tool wear |
| [31] | AISI D2 steel (52 HRC) | PCBN, CVD coated carbide insert | 100 | 0.1 | 0.06 | Cutting temperature |
| [32] | AISI D2 steel (62 HRC) | PCBN | 250, 370 | 0.1 | 0.2 | Cutting temperature |
| [33] | AISI D2 steel (62 HRC) | PCBN | 70, 95, 120 | 0.08, 0.14, 0.20 | 0.5 | Tool life, Material removal rate |
| [34] | AISI 4140 (60 HRC) | Composite coated and non coated | 150 | 0.1 | 0.3 | Cutting force, Cutting temperature |
| [37] | AISI H13 steel (45–55 HRC) | CBN | 100, 125, 150 | 0.05, 0.1, 0.15 | 0.05, 0.09, 0.13 | Surface roughness Cutting force |
| [39] | AISI 52100 (63 HRC) | CBN | 130, 185, 260 | 0.08, 0.12, 0.16 | 0.2, 0.4, 0.6 | Tool wear |
| [40] | AISI 5140 (57 ± 1 HRC) | CBN | 150 | 0.075, 0.1, 0.125 | 0.15 | Surface roughness, Residual stress |
| [41] | EN 31 (60 ± 2 HRC) | CBN | 102, 132, 167, 204, 261.1 | 0.075, 0.113, 0.15 | 0.1, 0.15 0.2 | Tool force, surface roughness |
| [42] | EN 31 (60 ± 2 HRC) | CBN | 167, 204, 261 | 0.075, 0.113, 0.15 | 0.1, 0.15 0.2 | Cutting force Surface roughness |
| [43] | AISI 52100 steel (60 HRC) | CBN | 100, 140, 200 | 0.08, 0.12, 0.16 | 0.2 0.4 0.6 | Cutting force Surface roughness |
| [44] | AISI 4340 Steel (69 HRC) | CBN | 90 | 0.08 | 0.1 | Cutting force Cutting temperature |
| [45] | AISI 52100 steel (64 HRC) | CBN | 125, 176, 246 | 0.08, 0.12, 0.16 | 0.15, 0.3, 0.45 | Tool wear Surface roughness |
| [47] | AISI H11 steel (52 HRC) | CBN | 140 | 0.05 | 0.1 | Flank wear Cutting temperature |
| [49] | AISI 4340 Steel (53 HRC) | PCBN | 100, 125, 150 | 0.1, 0.15, 0.2 | 0.25 | Cutting force Surface roughness |
| [51] | AISI 4340 Steel (62 HRC) | CBN | 180 | 0.06 | 0.1 | Cutting force Surface roughness Flank wear |
| [52] | AISI D6 steel (60 HRC) | PCBN | 150, 225, 300 | 0.05, 0.1, 0.15 | 0.2 | Cutting force Surface roughness Tool wear |
| [53] | AISI D2 steel (60 ± 1 HRC) | CBN | 90 | 0.05 | 0.015 | Cutting force Surface roughness |
| [54] | AISI H13 steel (45, 50 and 55 HRC) | CBN | 75, 100, 126, 150 | 0.05, 0.075, 0.1, 0.125 | 0.05, 0.07, 0.09, 0.11 | Cutting force Surface roughness |
| [55] | AISI D6 (59 HRC) | PCBN | 160 | 0.05 | 0.05 | Tool life Surface roughness |
| [56] | AISI 4340 steel (60 ± 2 HRC) | CBN | 175 | 0.2 | -- | Cutting force Cutting temperature |
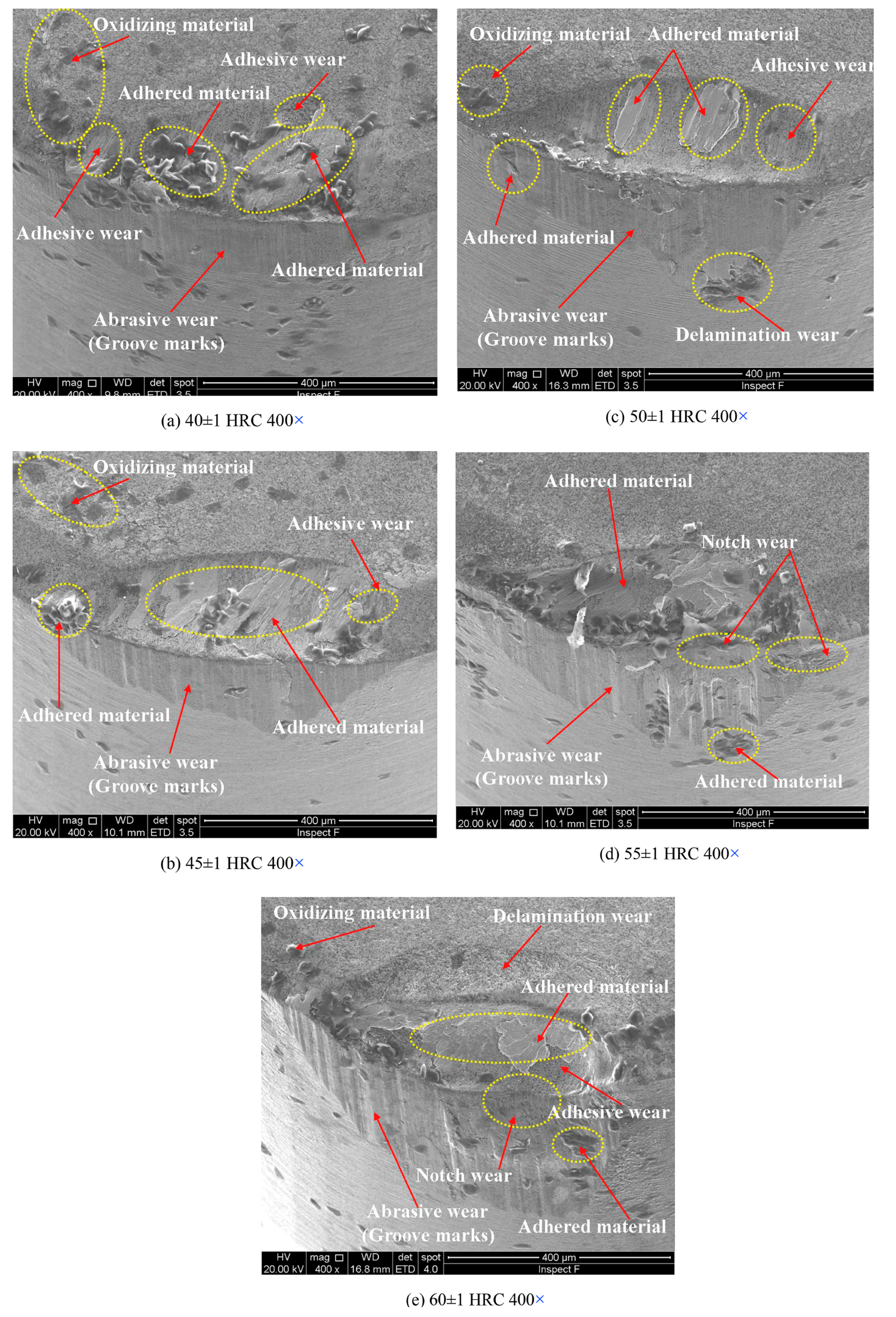
| [57] | AISI D2 steel (40 ± 1, 45 ± 1, 50 ± 1, 55 ± 1, and 60 ± 1 HRC) | PCBN | 250 | 0.15 | 0.1 | Tool wear |
| [58] | AISI D6 steel (54 HRC) | CBN | -- | 0.15 | -- | Tool wear Surface finish |
| [59] | EN31 (60 HRC) | CBN | 100 | 0.04 | 0.2 | Surface roughness |
| [60] | EN24 (45–55 HRC) | CBN | Spindle speed: 600, 400, 500 | 0.1, 0.15, 0.2 | 0.3, 0.4, 0.5 | Surface roughness Dimensional accuracy |
| [61] | AISI 4140 | CBN | 150, 175, 200 | 0.1, 0.15, 0.2 | 0.25 | Surface roughness Tool wear Cutting force |
| [62] | EN353 (62 HRC) | CBN | Speed: 700 rpm | 0.24 | 0.8 | Cutting force |
| Ref. | Materials with Hardness | Cutting Parameters | Responses Studied | ||
|---|---|---|---|---|---|
| V (m/min) | f (mm/rev) | d (mm) | |||
| [10] | AISI D2 steel (55 ± 1 HRC) | 120, 150, 180 | 0.1, 0.15, 0.2 | 0.1 | Tool wear Surface roughness |
| [64] | AISI D2 steel (58 HRC) | 220 | 0.15 | 0.2 | Cutting force Tool wear Surface roughness |
| [65] | AISI D2 steel (62 HRC) | 50, 250 | 0.05, 0.2 | 0.2 | Chip formation Cutting force |
| [67] | AISI D2 steel (52 HRC) | 80, 150, 220 | 0.05, 0.1, 0.15 | -- | Tool wear Surface roughness |
| [68] | AISI D2 steel (60 HRC) | 80, 115, 150 | 0.05, 0.1, 0.15 | -- | Surface roughness Flank wear |
| [70] | AISI D3 steel (63 HRC) | 75, 105, 150, 210 | 0.08, 0.12, 0.16 | 0.1, 0.2, 0.3.0.4 | Surface roughness, cutting force, Tool wear |
| [71] | AISI H13 (54 HRC) | 80, 16, 240 | 0.05, 0.1, 0.25, 0.04 | 0.2 | Surface roughness Tool wear |
| [72] | High alloyed steel (X123CrMoV12) (56–60 HRC) | 200–300 | 0.05, 0.25 | 0.2 | Cutting edge preparation |
| [73] | AISI D3 steel (62 HRC) | 145, 155, 165 | 0.05, 0.075, 0.1 | 0.3, 0.6, 0.9 | flank wear |
| [74] | AISI 4340 (55 HRC) | 100, 120, 150, 180 | 0.081, 0.088, 0.113, 0.138 | 0.1, 0.2, 0.3, 0.4 | Surface roughness, Cutting force |
| [76] | AISI 4140 steel (60 HRC) | 80, 115, 150 | 0.08, 0.11, 0.14 | 0.1, 0.2 0.3 | Flank wear, surface roughness |
| [77] | AISI 4340 steel (58 HRC) | 420 | 0.24 | 0.5 | Surface roughness |
| [78] | AISI 52100 steel (63 HRC) | 100, 150, 200, 250 | 0.07, 0.11, 0.14 | 0.5 | Tool wear |
| [79] | AISI 4140 steel (60 HRC) | 182 | 0.08 | 0.2 | Cutting force Surface roughness |
| [80] | MDN250 steel (50 ± 5 HRC) | 93 | 0.04 | 0.2 | Surface roughness |
| [82] | AISI D2 steel (55 & 60 HRC) | -- | 0.098, 0.196, 0.281 | 0.1, 0.15, 0.20 | Tool life |
| [85] | AISI 4340 steel (56 HRC) | 150 | 0.08 | 0.15 | Tool wear Surface roughness |
| [87] | AISI 52100 steel (62 HRC) | 189 | 0.12 | 0.5 | Tool wear |
| [88] | AISI52100 steel (55 ± 1 HRC) | 70, 110, 150, 180 | 0.05, 0.1, 0.15 | 0.2 | Cutting force Surface roughness Tool wear |
| [89] | AISI 4140 steel (45& 52 HRC) | 120, 160, 200, 240 | 0.05, 0.1, 0.15 | 0.2 | Surface roughness Cutting force |
| [90] | AISI 4340 (52 HRC) | 150, 250, 700, 1000 | 0.1 | 0.125 | Tool life Surface roughness |
| [91] | AISI D3 steel (58–64 HRC) | 280, 140, 180, 190, 245, 320 | 0.04, 0.05, 0.06, 0.07, 0.08 | 0.1, 0.3, 0.5, 0.7, 0.9 | Surface roughness Cutting force Cutting temperature |
| [92] | AISI 4340 steel (48 HRC) | 80, 100, 120 | 0.05, 0.1, 0.15 | 0.1, 0.2, 0.3 | Surface temperature |
| [93] | AISI 4340 steel (56 HRC) | 70, 140, 210 | 0.05, 0.1, 0.2 | 0.1, 0.3, 0.5 | Surface roughness Material removal rate Chip reduction coefficient |
| Ref. | Materials | Cutting Tool with Coating | Cutting Parameters | Responses Studied | ||
|---|---|---|---|---|---|---|
| V (m/min) | f (mm/rev) | d (mm) | ||||
| [107] | AISI 4340 steel | CVD coated multi-layer MT-TiCN/Al2O3/TiN | 100 142 150 200 | 0.1 0.125 0.2 0.3 | 0.5 0.8 1.5 | Chip morphology Tool life |
| [108] | AISI 4340 steel | PVD-applied singlelayer TiAlN-coated tungsten-based cemented carbide inserts | 100 142 200 265 300 | 0.1 0.15 0.2 0.25 0.3 | 0.5 0.1 1.5 2 2.5 | Surface roughness Flank wear Tool life |
| [109] | AISI 4340 steel | PVD coated single-layer TiAlN carbide insert, CVD coated multi-layer MT-TiCN/Al2O3/TiN carbide inser | 142 200 265 345 487 | 0.125 | 0.2 | Cutting force |
| [110] | AISI 4340 steel | CVD with TiCN/ Al2O3/TiN coating | 100 150 200 | 0.1 0.2 0.3 | 0.5 1.5 2.5 | Surface roughness Tool life |
| [111] | AISI 4340 steel | multilayer CVD coating (TiN/TiCN/Al2O3) | 140 200 260 | 0.1 0.18 0.26 | 0.6 0.8 1.0 | Tool wear Surface roughness Cutting force |
| [112] | AISI 4340 steel | MT CVD coating (TiN/TiCN/Al2O3) | 80 140 200 260 | 0.10 0.18 0.26 | 0.8 1.0 1.2 | Surface roughness Cutting force |
| [113] | EN-8 and EN-31 steel | CVD (TiN) coated and PVD (TiN) coated | 100 150 | 0.25 0.36 | 1 1.5 | Material removal rate Surface roughness |
| [114] | EN-24 steel | Multi-layer PVD coated Ti-Al-N nano-layer carbide insert | 100 150 | 0.15 | 0.25 | Tool wear |
| [116] | AISI 4140 steel | PVD coated-TiAlN-TiN | 76 114 170 | 0.05 0.08 0.12 | 0.40 0.60 | Cutting temperature |
| [117] | AISI 4340 steel | Coated carbide insert | 60 120 180 | 0.1 0.2 0.3 0.4 | 0.5 1.0 1.5 2.0 | Cutting force flank wear |
| [118] | AISI D6 die steel | Cemented carbide (AlTiN and AlTiSiN) | 40 55 90 | 0.04, 0.08, 0.12 | 0.2, 0.3, 0.4 | Rough-ness, tool wear, chip morphology and cutting force |
| [119] | AISI H13 hard steel | Multi-layer coated tool (TiAlN/TiN and TiN/TiC/TiN) | 40 60 90 120 200 250 | 0.2 | 0.25 | Cutting temperature |
| [120] | AISI D2 steel | CVD coated carbide insert (TiN-TiCN-Al2O3) and uncoated carbide | 63 108 140 182 | 0.04 0.08 0.12 0.16, | 1.5 0.2 0.3, 0.4 | Rough-ness and cutting temperature and tool wear |
| [121] | AISI 52100 steel | Wiper carbide insert | 70 110 150 | 0.05 0.1, 0.15 | 0.1 0.2 0.3 | Surface roughness, |
| [122] | AISI 52100 steel | PVD coated multi-layered tungsten carbide insert (TiSiN/TiAlN) | 80 140 200 | 0.08 0.14 0.2 | 0.3 | Surface roughness Micro hardness Residual stress White layer |
| Ref. | Test Material | Cutting Tool | Cutting Parameters | Response Studied | ||
|---|---|---|---|---|---|---|
| Vc m/min | f mm/rev | ap mm | ||||
| [132] | EN-31 | PVD Multi -layer coated carbide | 60 120 180 240 | 0.06 0.12 0.18 0.24 | 0.15 0.25 0.35 0.45 | Surface roughness Material removal rate |
| [133] | AISI 4340 steel | TiN coated carbide insert | 325 350 375 | 0.1 0.15 0.2 | 0.3 0.6 0.9 | Surface roughness |
| Ref. | Test Material | Cutting Fluid | Cutting Tool | Cutting Parameters | Response Studied | ||
|---|---|---|---|---|---|---|---|
| Vc m/min | f mm/rev | ap mm | |||||
| [20] | AISI 9310 steel | Vegetable oil | Uncoated carbide | 223 246 348 483 | 0.10 0.13 0.16 0.18 | 1.0 | Tool wear Surface roughness |
| [21] | AISI 52100 steel | Servo-cuts Coconut oil | PVD-coated nanolaminated carbide tool | 100 125 150 175 | 0.1 0.15 0.2 0.25 | 0.1 0.2 0.3 0.4 | Surface roughness |
| [133] | 100 Cr6 steel | Easter oil | Coated carbide | 300 | 0.1 0.15 0.2 | 1 | Tool life |
| [134] | AISI 420 stainless steel | Castor oil | PVD coating (TiAlN) carbide coating | 100 135 170 | 0.16 0.20 0.24 | 0.2 | Tool life Surface roughness Cutting force |
| [135] | AISI 4340 steel | Mineral oil | Coated carbide tool | 40 80 120 | 0.05 0.1 0.14 | 1.25 | Surface roughness Cutting force Cutting temperature |
| [136] | AISI 4340 steel | Servo cuts | Coated carbide tool | 100 125 150 | 0.088 | 0.3 | Tool wear |
| [137,138] | AISI 1040 | Mobil cut-102 | Uncoated carbide | 72 94 139 164 | 0.10 0.13 0.16 0.20 | 1.5 | Cutting temperature Tool wear |
| [140] | AISI 1045 | Air pressure | coated carbide tool | 100 300 | 0.1 0.3 | 0.4 1 | Surface roughness Cutting force |
| [141] | AISI P20 and AISI D2 steel | Pneumatic pressure | CVD coated carbide tool | 150 | 0.5 | 0.5 | Surface temperature |
| [142] | AISI 4340 steel | CBN | 75 100 125 150 175 | 0.1 0.125 0.15 0.175 0.2 | 0.2 | Surface roughness | |
| [143] | AISI 431 | Boric acid mixed with palm Karnel oil | Coated carbide tool | 150 200 | 0.16 0.24 | 0.5 1.0 | Surface roughness |
| [144] | AISI 4140 steel | Lubrioil Lubri Fluid-F100 | Uncoated carbide tools | 75 100 125 | 0.16 0.25 0.5 | 2.5 | Cutting force Surface roughness Tool wear |
| [145] | AISI D2 steel | Vegetable-based SAMNOS ZM-22 W cutting oil | PVD coated (TiAlN-TiN) and CVD coated (TiCN-Al2O3-TiN) | 60 90 120 | 0.09 | 1 | Surface roughness Tool wear |
| [146] | Vanadis 10 steel | vegetable-based SAMNOS ZM-22 W cutting oil | Coated cemented carbide | 80 100 120 | 0.08 0.1 0.12 | 1 | Cutting temperature Tool flank wear |
| Ref. | Test Material | Cutting Tool | Cutting Parameters | Response Studied | ||
|---|---|---|---|---|---|---|
| Vc m/min | f mm/rev | ap mm | ||||
| [15] | EN24T | Coated carbide | 81 | 0.12 | - | Tool wear Surface roughness |
| [147] | Medium carbon steel | Coated carbide | 115 161 | 0.12 0.14 | - | Surface roughness |
| [148] | AISI 1045 Steel | Al2O3 coated carbide tool | 98.5 | 0.25 | 2 | Tool life Tool wear Cutting force |
| Ref. | Types of Solid lubricants | Delivery Method | Test Material | Cutting Tool | Cutting Parameters | Response Studied | ||
|---|---|---|---|---|---|---|---|---|
| Vc m/min | f mm/rev | ap mm | ||||||
| [19] | Graphite and Boric acid (50, 100, 150 and 200 µm) | Delivered into cutting zone in powder form | EN 8 | Carbide insert | 110 | 0.25 | 1 | Cutting forces Tool temperature Surface roughness |
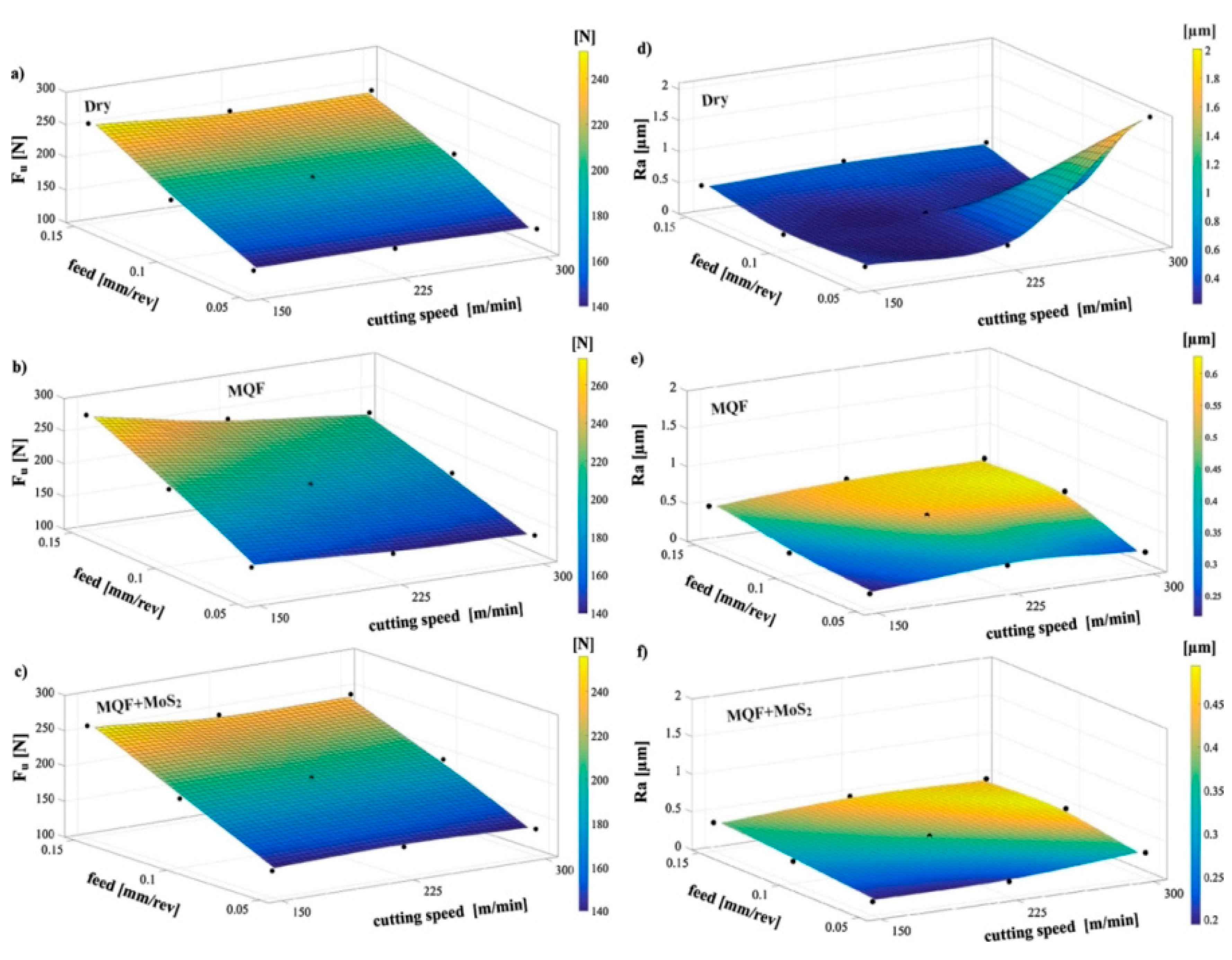
| [52] | MoS2 | MQF-Minimum quantity fluid | AISI D6 | PCBN | 150 225 300 | 0.05 0.10 0.15 | 0.2 | Tool life Resultant force Surface roughness Volume of material removed |
| [150] | Boric acid | Mist Solid lubricant | AISI 52100 | PVD-TiSN-TiAlN coated Carbide | 100 150 200 | 0.1 0.3 | 0.1 0.3 | Cutting forces Surface roughness |
| [151] | CaF2 | MQSL- minimum quantity solid lubrication | AISI 52100 | PVD-TiAlN- coated carbide | 90 130 170 | 0.2 | 0.5 | Flank wear Surface roughness Chip-tool-interface temperature |
| [153,154] | MoS2 (2 µm averageparticles size) | Delivered into cutting zone in powder form | AISI 52100 steel | Mixed ceramic tool | 50 75 100 125 150 | 0.04 0.08 0.12 0.16 0.20 | 0.2 | Surface rough ness Cutting force |
| [155] | h-BN ZnS | Delivered into cutting zone in powder form | AISI 4340 steel | CBN | 50 75 100 125 150 | 0.04 0.08 0.12 0.16 0.20 | 0.2 | cutting force chip-tool interface temperature |
| [156] | Grease + 10% graphite | semi-solid lubricant applicator | AISI 4340 steel | Multicoated hard metal inserts | 80 90 100 | 0.08 0.10 0.12 | 0.5 | Tool vibration Surface finish Tool wear Cutting force Cutting temperature |
| [157] | CaF2 | Minimum quantity solid lubrication | EN 31 Steel | CVD–coated carbide tool | 130 | 0.2 | 0.5 | Flank wear Temperature Surface roughness |
| Ref | Material | Nano Particle | Base Fluid | % Concentration | Optimum Concentration | Responses |
|---|---|---|---|---|---|---|
| [169] | AISI 1050 | Al2O3 | Soluble cutting oil | 0.1% | Tool wear | |
| [170] | AISI 4140 | TiO2 | Water based | 0.5%,1.5%,3% | 0.5%–3% | Cutting force, cutting temperature, flank wear |
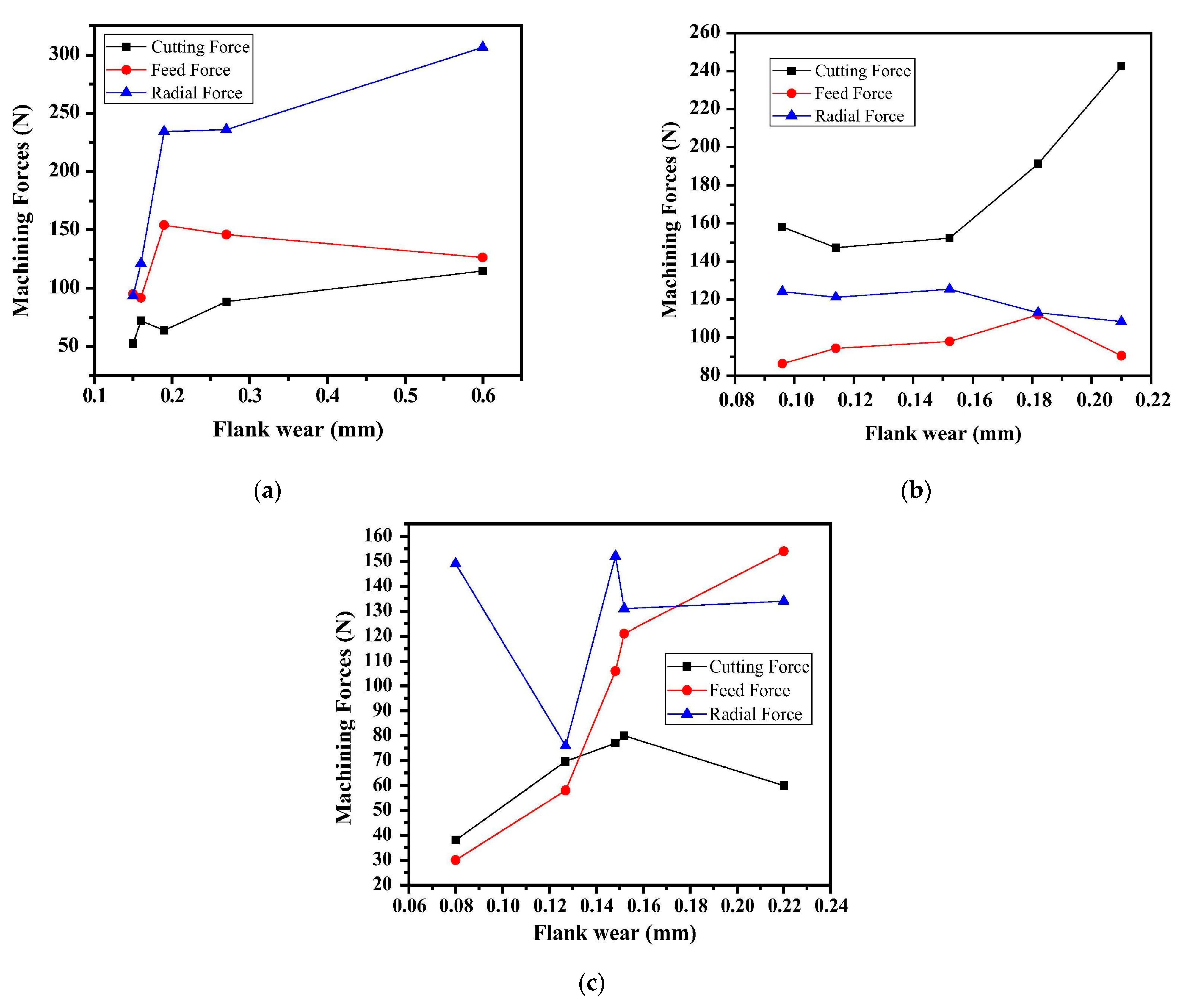
| [171] | AISI 4340 | Al2O3 | Eco-friendly radiator coolant | 2.5 gm | Cutting force, feed force, radial force | |
| [172] | AISI 4340 | Al2O3, CuO and Fe2O3 | rice bran oil | 0.1% | Cutting force, chip morphology, surfaces integrity | |
| [173] | AISI 4340 | MWCNT | Ethlyne glycol | 2% | Tool wear, surface quality, cutting force | |
| [176] | EN- 24 | SiC (silicon carbide) | Water soluble oil | (0.5%,1.0%,1.5%) | 1.5% | Surface temperature, cutting force, cutting temp |
| [177] | AISI D3 steel | ZnO particle | Rice bran oil | 0.1% | Cutting force | |
| [179] | 90 crSi | Al2O3, MoS2 | soybean oil and water-based emulsion | 1% & 3% | 1% | Cutting force, surface roughness |
| [181] | AISI 420 steel | Graphene Nano particles | Fuchs plantocut 10 SR | 0.5 | Cutting zone temp, surface roughness, tool life, tool wear, | |
| [182] | AISI 304 | Al2O3, Al-GnP | Servo cut oil with Deionized water | 0.25%,0.75%, 1.25% | 1.25% | Cutting force, surface roughness |
| [183] | 90 CrSi low alloy steel | MoS2 | Water based emulsion | 1%, 2%, 3% | 2% | Surface roughness, surface topology |
| [184] | AISI 1040 | Nano graphite powder | Water soluble oil | 0.15,0.3%,0.5% | 0.3% | Cutting force, surface roughness, and tool wear |
| [185] | AISI D2 steel | CNF | Deionized water (0.1 gum Arabic) | 0.1 gm | Tool life, surface roughness | |
| [186] | AISI 304 steel | (Al2O3/Al-MWCNT) | Vagetable based emulsion | 0.25%, 0.75%, 1.25% | 1.25 | Surface roughness and machining force |
| Ref. | Material | Cryogenic Coolant | Cutting Tool | Responses |
|---|---|---|---|---|
| [195] | AISI D6 tool steel (57 HRC) | LN2 | PCBN | Tool wear tool life chip morphology |
| [196] | AISI 4340 (56–58HRC) | LN2 | Coated carbide (Coating: TiAlN) | Surface roughness, cutting energy, cutting force and tool life |
| [197] | AISI 52100 steel (61 ± 1) | LN2 | CBN | Higher surface quality Increased machinability, |
| [198] | AISI 52100 steel
| LN2 | CBN | Tool life increased Thermal residual stress decreased |
| [199] | AISI 52100 steel | MQL + CO2 and MQL + LN | Wiper CBN tool | Reduced tool wear, lower surface roughness |
| [200] | AISI 52100 steel (65 HRC) | LN2 | CBN tool | Reduction of temperature, increase of surface roughness |
| [201] | P20 Mold steel (55–57 HRC) | LN2 | PCBN | White layer thickness, micro hardness |
| [202] | AISI 52100 steel (52, 54, 62 HRC) | LN2 | PCBN | Chip morphology |
| [203] | AISI D6 tool steel (57 HRC) | LN2 | PCBN | Nose wear, tool life |
| [204] | 100 Cr6 steel (62 HRC) | LN2 | CBN wiper coated insert | Cutting force, tool wear, residual stress, microstructure |
| Ref. | ILs | Con. | Base Fluid | Cutting Parameters | Responses Studied | ||
|---|---|---|---|---|---|---|---|
| V m/min | f mm/rev | d mm | |||||
| [205] | Trihexyltetradecylphosphonium Chloride | 1 wt% | Coconut oil | 60, 120, 180 | 0.06, 0.12, 0.18 | 0.2, 0.3, 0.4 | Roughness, tool wear and material removal rate |
| [209,210] |
| 1 wt% | Vegetable oil (Canola oil) | Rough-150, Finish-200 | Rough-0.3, Finish 0.1 | Rough-0.8 Finish-0.3 | Cutting force and surface rough-ness, Tool wear morphology |
| [211] |
| 0.5 wt%; 1 wt% 3wt% | Canola oil Polyethylene Glycol (PEG) 400 | 150, 200, 250 | 0.1, 0.3 | 0.3, 0.8 | Rough-ness and cutting force |
| [212,213] |
| 1%, 5%, 10% | Modified Jatropha oil | 350 | 0.12 | -- | Cutting force Specific cutting energy, Temperature, friction, chip thickness, cutting angle, Surface roughness, tool wear, tool life, material removal rate |
| [214] | 1-butyl-3-methylimidazolium hexafluorophosphate | 0.5 wt% | Deionized water | 120 | 0.05 | 0.1 | Tool wear, Cutting force |
| [215] |
| 0.02 ml | Cutting oil, Deionized water | 12,000 rpm | 24 m/min | 0.01 | Cutting force, surface roughness, surface topology, Sustain-ability |
| [216] | 1-butyl-3-methyl imidazoliumhexaflurophosphate | 0.5 wt% | Deionized water | 80, 120, 160 | 0.05, 0.08, 0.12 | 0.5, 0.75, 1 | Rough-ness, tempera-ture, chip thickness |
| Ref. | LCA Software | Cooling Method | Responses Studied | Recommendations |
|---|---|---|---|---|
| Fernando et al. [232] | Analysis–SimaPro 8.5 software coupled with Ecoinvent database 3.4 Assessment–ReCipe 2016 midpoint (H) V1.02 | Dry wet | Energy consumption Coolant consumption Surface roughness Material removal rate | Wet cooling system has higher sustainability in comparison to dry. |
| Mia et al. [233] | Analysis–SimaPro 8.0 software coupled with European databases Assessment–Impact 2002+ and EPS 2000 | Dry Cryogenic N2 (single and dual jet) | Cutting force Chip tool interface temperature, Surface roughness Specific cutting energy Material removal rate | Dual Jets cryogenic N2 cooling system has higher sustainability in comparison to dry and single nozzle cryogenic cooling. |
| Campitelli et al. [234] | Analysis–Open LCA 1.4.2 software with green delta Assessment–CML 2001 method from Ecoinvent v3.1 | Flood cooling MQL | Toxicity Emission | MQL was more sustainable than flood cooling. |
| Silva et al. [235] | Analysis–GaBi professional version-6 software Impact assessment–CML 2001 | dry | Abiotic depletion prospective Acidification prospective, Freshwater aquatic toxicity prospective Human toxicity prospective Global warming prospective | Machining parameters have least influence on the results. |
| Gupta et al. [236] | Analysis–Simapro 8.3 software Impact assessment–EPS 2000 and ReCiPe Endpoint v1.12 | minimum quantity cutting fluids (MQCF), Ranque-Hilsch Vortex Tube (RHVT) assisted MQCF | Cutting force, Power consumption, Specific cutting energy, Chips morphology, Material removal rate, Surface quality | RHVT assisted MQCF shown better sustainability over MQCF |
| Shi et al. [237] | Impact assessment–CML 2001 method | Flood cooling | Material consumption, Energy consumption, Machine tool parameters, Waste emissions | This method was suitable to identify distinguish environmental emissions in turning process. |
| Zanuto et al. [238] | Analysis–GaBi 6 coupled with SimaPro Impact assessment–CML 2001-april 13 | dry | Energy consumption | TiN coated tool attributed a low impact in comparison to uncoated tool in machining |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mallick, R.; Kumar, R.; Panda, A.; Sahoo, A.K. Current Status of Hard Turning in Manufacturing: Aspects of Cooling Strategy and Sustainability. Lubricants 2023, 11, 108. https://doi.org/10.3390/lubricants11030108
Mallick R, Kumar R, Panda A, Sahoo AK. Current Status of Hard Turning in Manufacturing: Aspects of Cooling Strategy and Sustainability. Lubricants. 2023; 11(3):108. https://doi.org/10.3390/lubricants11030108
Chicago/Turabian StyleMallick, Rajashree, Ramanuj Kumar, Amlana Panda, and Ashok Kumar Sahoo. 2023. "Current Status of Hard Turning in Manufacturing: Aspects of Cooling Strategy and Sustainability" Lubricants 11, no. 3: 108. https://doi.org/10.3390/lubricants11030108
APA StyleMallick, R., Kumar, R., Panda, A., & Sahoo, A. K. (2023). Current Status of Hard Turning in Manufacturing: Aspects of Cooling Strategy and Sustainability. Lubricants, 11(3), 108. https://doi.org/10.3390/lubricants11030108