Tribological Behavior of Ti-Coated Diamond/Copper Composite Coating Fabricated via Supersonic Laser Deposition

 ,
,
Abstract
1. Introduction
2. Materials and Methods
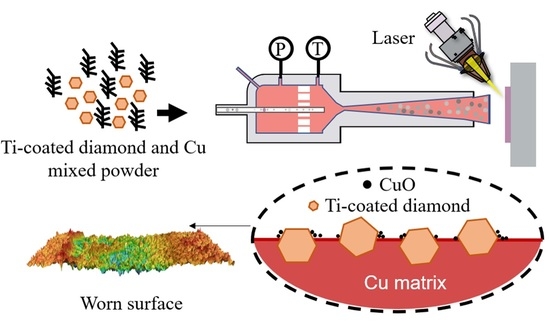
2.1. Composite Fabrication
2.2. Material Characterizations
2.3. Wear Test
3. Results and Discussion
3.1. Composition and Morphology of Metallized Diamond
3.2. Composites Prepared via SLD with Different Laser Power
3.3. Wear-Resistant Property
4. Conclusions
- (1)
- The Ti-coated diamond improved the bonding with the copper matrix and played an important role in friction and wear, showing great potential as feedstock for SLD.
- (2)
- The synergistic effect of laser irradiation and diamond metallization was able to improve the interfacial bonding to ensure that the diamond did not peel off. The interfacial bonding of the Ti-coated diamond/copper composite coating prepared at a laser power of 1000 W was the best without cracks at the interface.
- (3)
- The Ti-coated diamond/copper composite coatings fabricated using SLD had superior wear-resistant properties, and the coating with higher diamond content had better wear resistance. The microhardness of the Ti-coated diamond/copper composite coating at a laser power of 1000 W reached about 172.58 HV0.1, which exhibited the lowest friction coefficient of 0.44 and the minimal wear rate of 11.85 μm3·N−1·mm−1.
- (4)
- The adhesive wear and oxidation wear were the main wear mechanisms with a small amount of ploughing wear. The oxidation of the copper provided lubrication and improved the wear resistance property.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zuo, J.; Lin, Y. An investigation of thermal-mechanical interaction effect on PVD coated tool wear for milling Be/Cu alloy. Vacuum 2019, 167, 271–279. [Google Scholar] [CrossRef]
- Shaik, M.A.; Golla, B.R. Development of highly wear resistant Cu–Al alloys processed via powder metallurgy. Tribol. Int. 2019, 136, 127–139. [Google Scholar] [CrossRef]
- Kumar, L.; Singh, H. Effect of nanostructured Cu on microstructure, microhardness and wear behavior of Cu-xGnP composites developed using mechanical alloying. J. Compos. Mater. 2021, 55, 2237–2248. [Google Scholar] [CrossRef]
- Erdemir, A.; Martin, J.M. Superior wear resistance of diamond and DLC coatings. Curr. Opin. Solid State Mater. Sci. 2018, 22, 243–254. [Google Scholar] [CrossRef]
- Liu, D.; Tian, H. Microstructure, mechanical and elevated temperature tribological behaviors of the diamond/Cu composites prepared by spark plasma sintering method. Diam. Relat. Mater. 2019, 91, 138–143. [Google Scholar] [CrossRef]
- Hayat, M.D.; Singh, H. Enhanced interfacial bonding in copper/diamond composites via deposition of nano-copper on diamond particles. JOM 2022, 74, 949–953. [Google Scholar] [CrossRef]
- Wu, L.J.; Zhang, G. Study on microstructure and tribological performance of diamond/Cu composite coating via supersonic laser deposition. Coatings 2020, 10, 276. [Google Scholar] [CrossRef]
- Hagio, T.; Park, J.H. Electrodeposition of nano-diamond/copper composite platings: Improved interfacial adhesion between diamond and copper via formation of silicon carbide on diamond surface. Surf. Coat. Technol. 2020, 403, 126322. [Google Scholar] [CrossRef]
- Bai, G.; Li, N. High thermal conductivity of Cu-B/diamond composites prepared by gas pressure infiltration. J. Alloys Compd. 2018, 735, 1648–1653. [Google Scholar] [CrossRef]
- Wang, L.H.; Li, J.W. Combining Cr pre-coating and Cr alloying to improve the thermal conductivity of diamond particles reinforced Cu matrix composites. J. Alloys Compd. 2018, 749, 1098–1105. [Google Scholar] [CrossRef]
- Lei, L.; Bolzoni, L. High thermal conductivity and strong interface bonding of a hot-forged Cu/Ti-coated-diamond composite. Carbon 2020, 168, 553–563. [Google Scholar] [CrossRef]
- Pan, Y.P.; He, X.B. Optimized thermal conductivity of diamond/Cu composite prepared with tungsten-copper-coated diamond particles by vacuum sintering technique. Vacuum 2018, 153, 74–81. [Google Scholar] [CrossRef]
- Yang, L.; Sun, L. Thermal conductivity of Cu-Ti/diamond composites via spark plasma sintering. Diam. Relat. Mater. 2019, 94, 37–42. [Google Scholar] [CrossRef]
- Luo, F.; Jiang, X.S. Microstructures, mechanical and thermal properties of diamonds and graphene hybrid reinforced laminated Cu matrix composites by vacuum hot pressing. Vacuum 2023, 207, 111610. [Google Scholar] [CrossRef]
- Chen, H.; Jia, C. Interfacial characterization and thermal conductivity of diamond/Cu composites prepared by two HPHT techniques. J. Mater. Sci. 2011, 47, 3367–3375. [Google Scholar] [CrossRef]
- Jia, J.H.; Bai, S.X. Effect of tungsten based coating characteristics on microstructure and thermal conductivity of diamond/Cu composites prepared by pressueless infiltration. Ceram. Int. 2019, 45, 10810–10818. [Google Scholar] [CrossRef]
- Chen, C.; Guo, H. Thermal conductivity of diamond/copper composites with a bimodal distribution of diamond particle sizes prepared by pressure infiltration method. Rare Met. 2011, 30, 408–413. [Google Scholar] [CrossRef]
- Li, J.W.; Zhang, H.L. Optimized thermal properties in diamond particles reinforced copper-titanium matrix composites produced by gas pressure infiltration. Compos. Part A Appl. Sci. Manuf. 2016, 91, 189–194. [Google Scholar] [CrossRef]
- Gorunov, A.I. Features of coatings obtained by supersonic laser deposition. J. Therm. Spray Technol. 2018, 27, 1194–1203. [Google Scholar] [CrossRef]
- Yin, S.; Hassani, M. Unravelling the deposition mechanism of brittle particles in metal matrix composites fabricated via cold spray additive manufacturing. Scr. Mater. 2021, 194, 113614. [Google Scholar] [CrossRef]
- Lupoi, R.; Sparkes, M. High speed titanium coatings by supersonic laser deposition. Mater. Lett. 2011, 65, 3205–3207. [Google Scholar] [CrossRef]
- Riveiro, A.; Lusquinos, F. Supersonic laser spray of aluminium alloy on a ceramic substrate. Appl. Surf. Sci. 2007, 254, 926–929. [Google Scholar] [CrossRef]
- Li, B.; Jin, Y. Solid-state fabrication of WCp-reinforced Stellite-6 composite coatings with supersonic laser deposition. Surf. Coat. Technol. 2017, 321, 386–396. [Google Scholar] [CrossRef]
- Tsukamoto, K.; Uchiyama, F. Ceramic coating technique using laser spray process. Surf. Eng. 2013, 6, 45–48. [Google Scholar] [CrossRef]
- Li, N.; Wang, Q. Research progress of coating preparation on light alloys in aviation field: A review. Materials 2022, 15, 8535. [Google Scholar] [CrossRef]
- Yin, S.; Cizek, J. Metallurgical bonding between metal matrix and core-shelled reinforcements in cold sprayed composite coating. Scr. Mater. 2020, 177, 49–53. [Google Scholar] [CrossRef]
- Wei, C.; Xu, X. Titanium coating on the surface of diamond particles by a novel rapid low-temperature salt bath plating method. Chem. Phys. Lett. 2020, 761, 138091. [Google Scholar] [CrossRef]
- Wu, Y.P.; Luo, J.B. Critical effect and enhanced thermal conductivity of Cu-diamond composites reinforced with various diamond prepared by composite electroplating. Ceram. Int. 2019, 45, 13225–13234. [Google Scholar] [CrossRef]
- Wang, Y.; Deng, N. The effect of Fe/Al ratio and substrate hardness on microstructure and deposition behavior of cold-sprayed Fe/Al coatings. Materials 2023, 16, 878. [Google Scholar] [CrossRef]
- Daodon, W.; Saetang, V. Improvement of frictional property of AISI D2 tool steel surface against JIS SPFC 980Y advanced high-strength steel by using laser texturing process. Lubricants 2023, 11, 68. [Google Scholar] [CrossRef]
- Zhou, H.; Yao, P. Friction and wear maps of copper metal matrix composites with different iron volume content. Tribol. Int. 2019, 132, 199–210. [Google Scholar] [CrossRef]
- Liu, S.; Yu, X. Effect of Cu-doped carbon quantum dot dispersion liquid on the lubrication performance of polyethylene glycol. Lubricants 2023, 11, 86. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Annotation | Laser Power [W] | Temperature [°C] |
|---|---|---|
| C0 | 0 | 500 |
| C500 | 500 | 500 |
| C1000 | 1000 | 500 |
| C1500 | 1500 | 500 |
| Sample | C0 | C500 | C1000 | C1500 |
|---|---|---|---|---|
| Wear rate | 44.59 | 14.81 | 11.85 | 15.89 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Q.; Chen, Y.; Li, B.; Wang, C.; Wu, L.; Yao, J. Tribological Behavior of Ti-Coated Diamond/Copper Composite Coating Fabricated via Supersonic Laser Deposition. Lubricants 2023, 11, 216. https://doi.org/10.3390/lubricants11050216
Zhang Q, Chen Y, Li B, Wang C, Wu L, Yao J. Tribological Behavior of Ti-Coated Diamond/Copper Composite Coating Fabricated via Supersonic Laser Deposition. Lubricants. 2023; 11(5):216. https://doi.org/10.3390/lubricants11050216
Chicago/Turabian StyleZhang, Qunli, Yiyun Chen, Bo Li, Changyi Wang, Lijuan Wu, and Jianhua Yao. 2023. "Tribological Behavior of Ti-Coated Diamond/Copper Composite Coating Fabricated via Supersonic Laser Deposition" Lubricants 11, no. 5: 216. https://doi.org/10.3390/lubricants11050216
APA StyleZhang, Q., Chen, Y., Li, B., Wang, C., Wu, L., & Yao, J. (2023). Tribological Behavior of Ti-Coated Diamond/Copper Composite Coating Fabricated via Supersonic Laser Deposition. Lubricants, 11(5), 216. https://doi.org/10.3390/lubricants11050216