Application of Taguchi Technique to Study Tribological Properties of Roller-Burnished 36CrNiMo4 Steel



Abstract
:1. Introduction
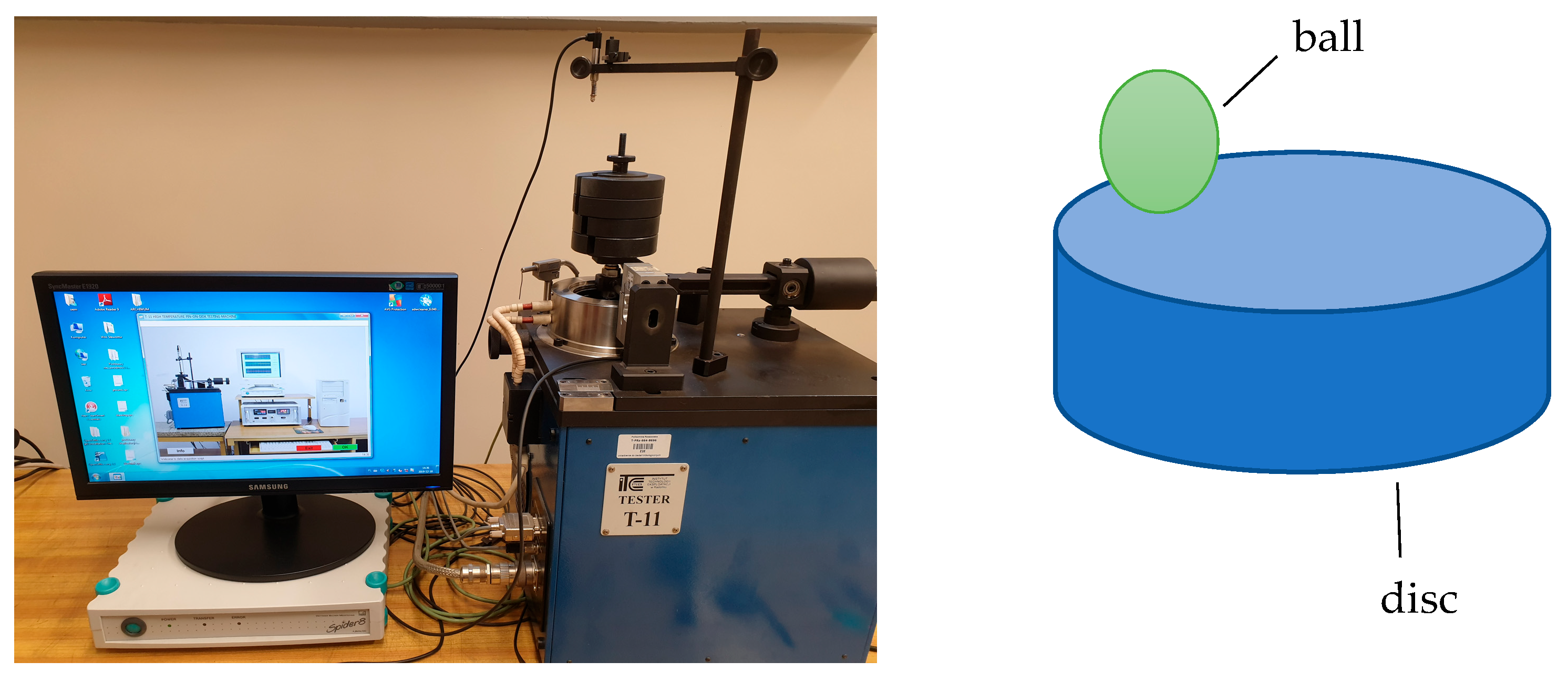
2. Materials and Methods
- Reduced variability;
- Simplicity;
- Robustness;
- Customer satisfaction;
- Cost-effectiveness.
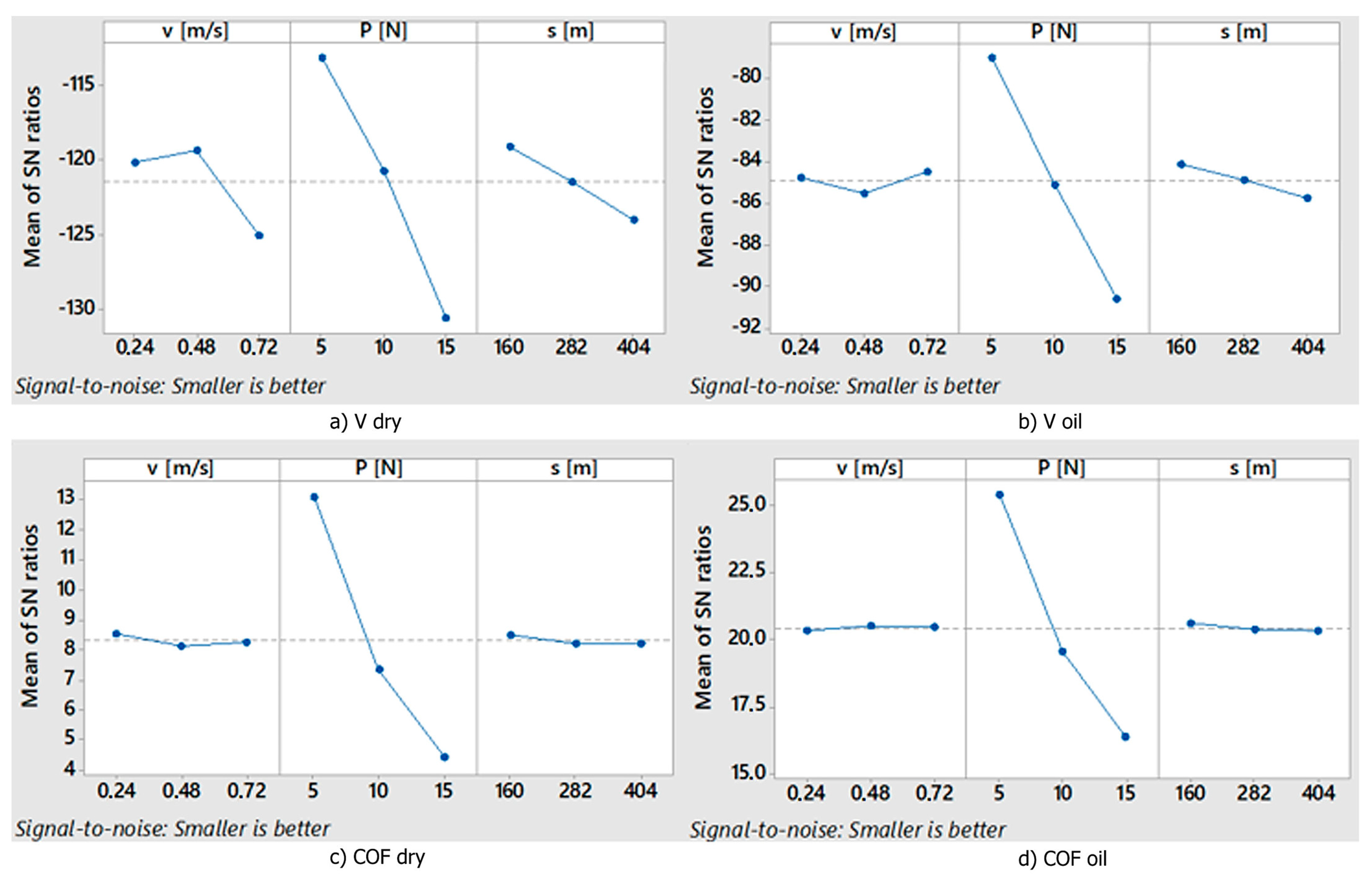
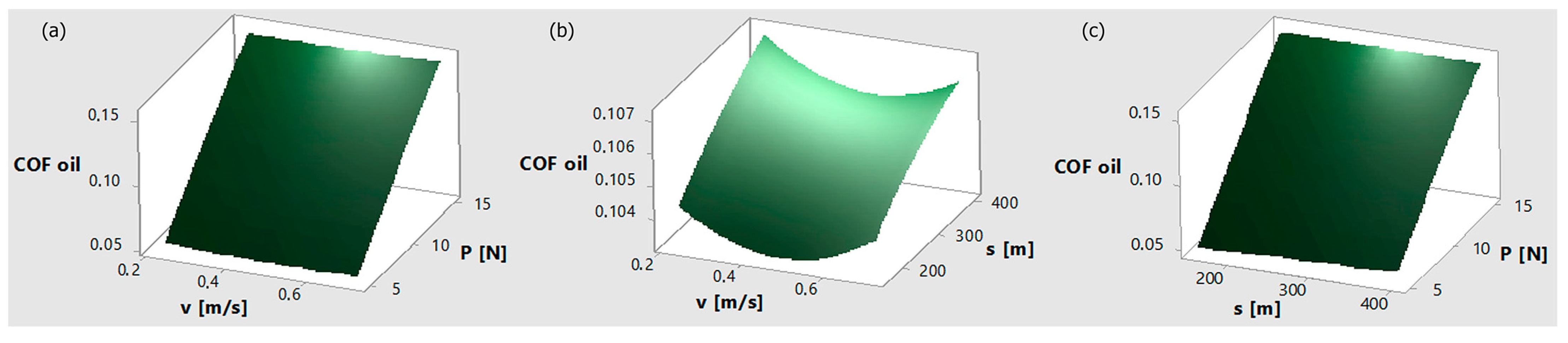
3. Results and Discussion
- -
- v = 0.48 m/s; P = 5 N; s = 160 m for wear volume under dry sliding conditions;
- -
- v = 0.72 m/s; P = 5 N; s = 160 m for wear volume under lubricated sliding conditions;
- -
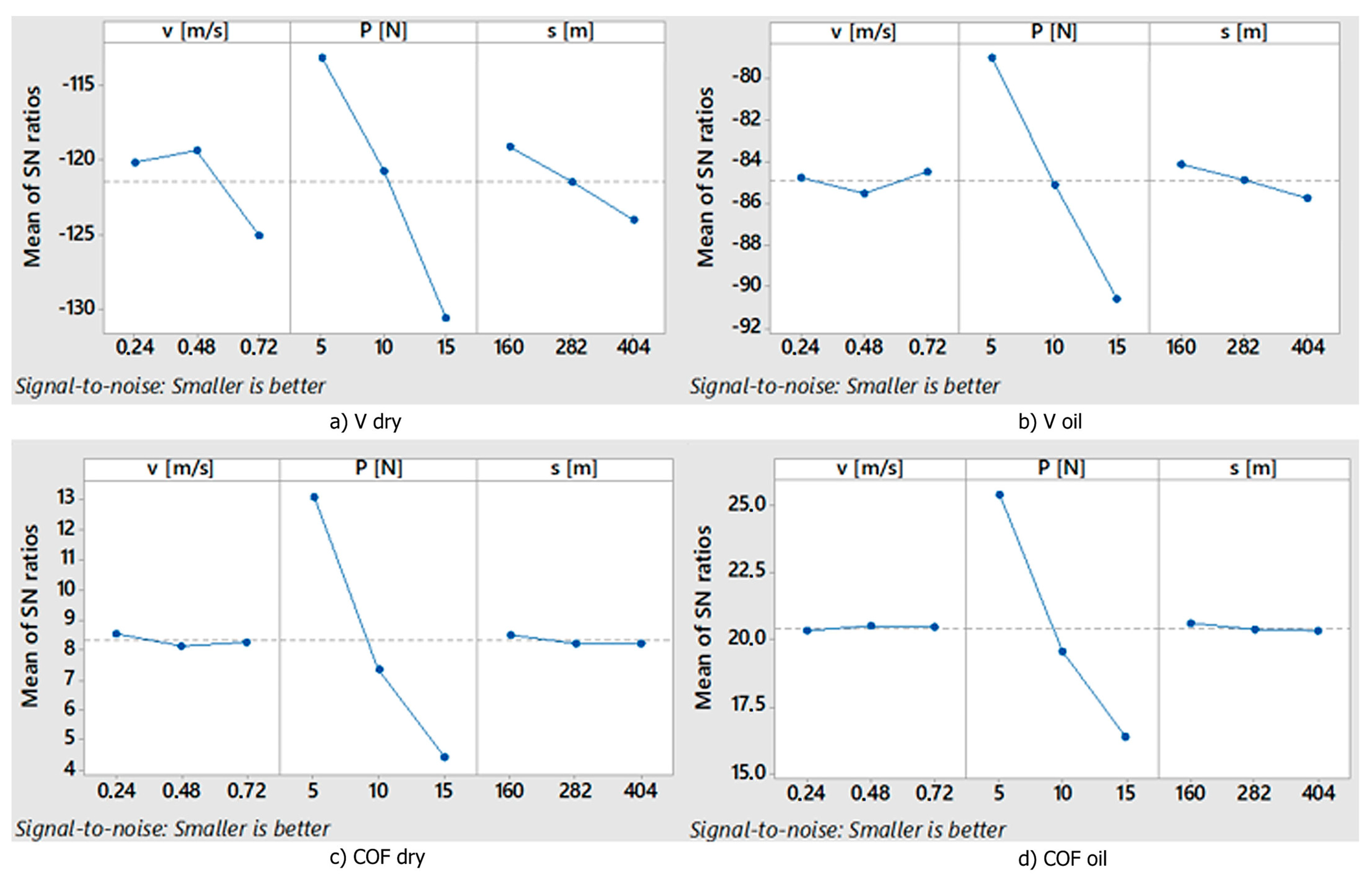
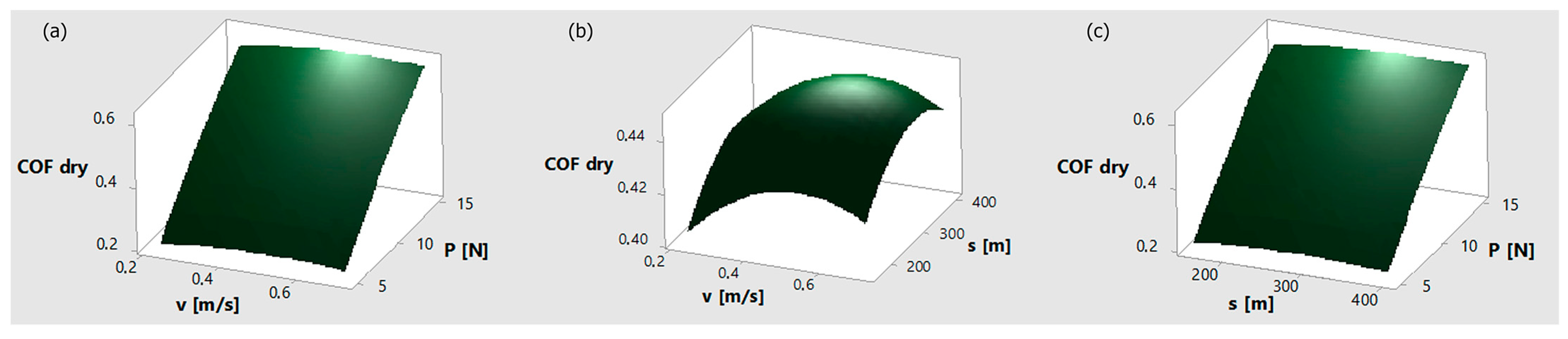
- v = 0.24 m/s; P = 5 N; s = 282 m for friction coefficient under dry sliding conditions;
- -
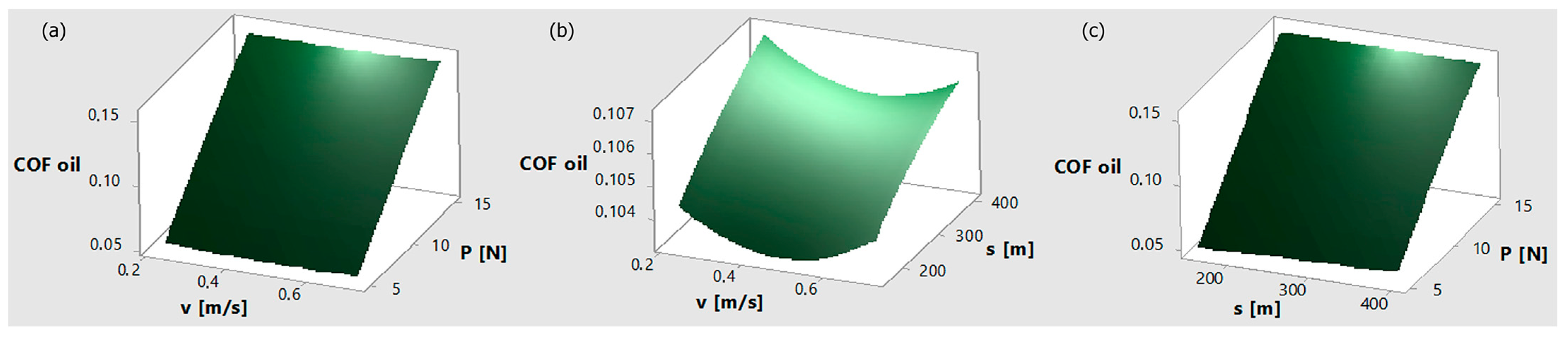
- v = 0.48 m/s; P = 5 N; s = 160 m for friction coefficient under lubricated sliding conditions.
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
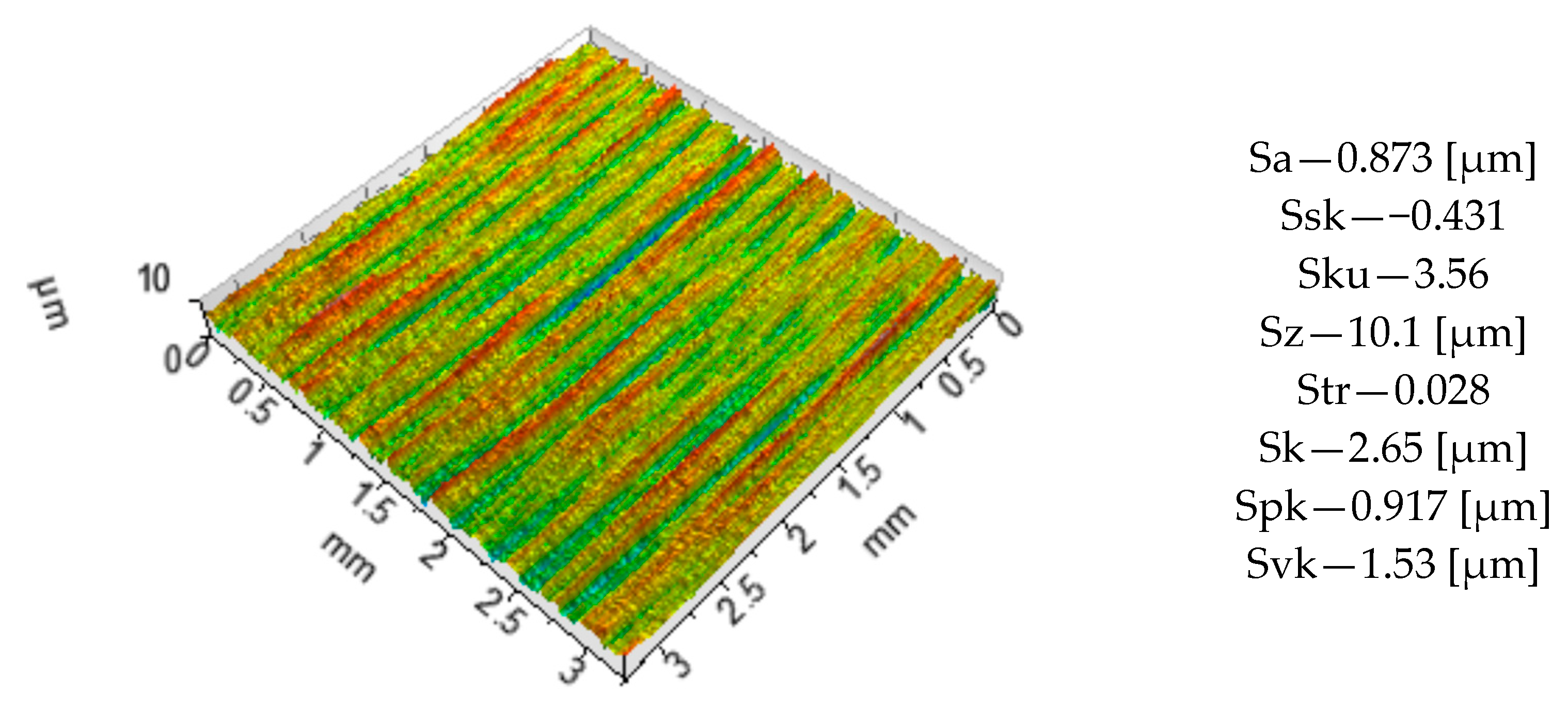
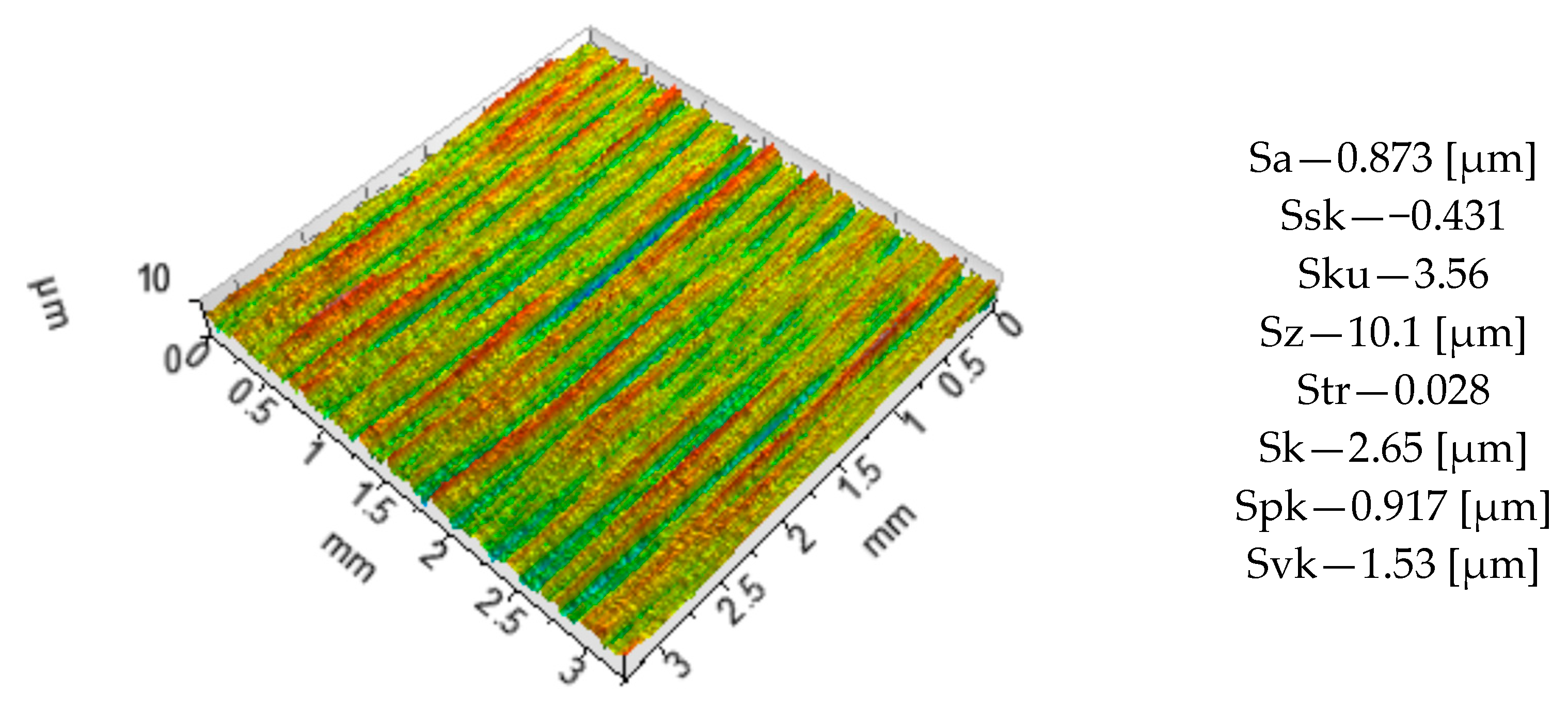
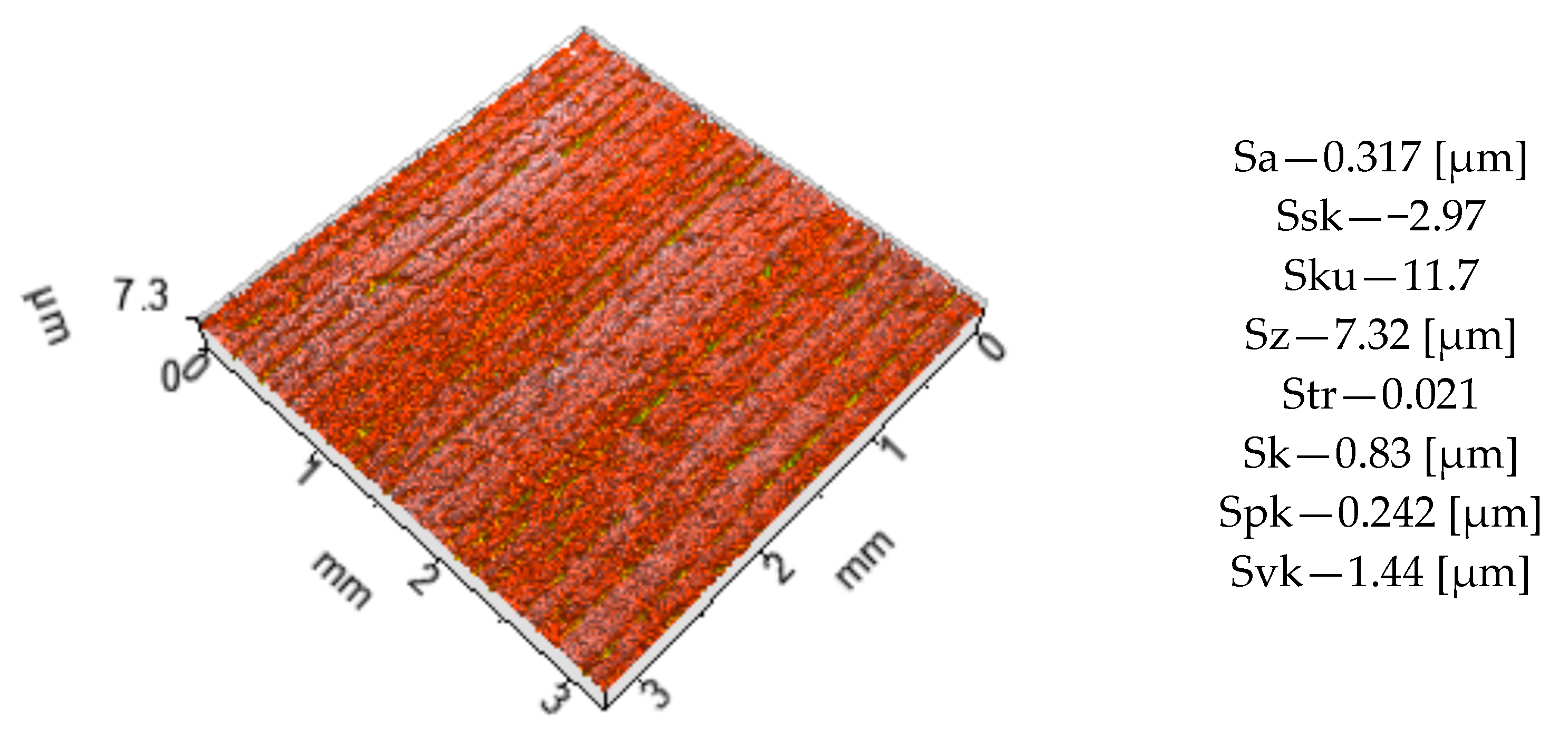
Appendix A. Surface Topography Parameters [24]
- Sa [µm], Arithmetic Mean Height
- Sq [µm], R oot Mean Square Height
- Ssk, Skewness
- Sku, Kurtosis
- Sz [µm], Maximum height of the surface
- Str, Texture aspect ratio
- Sk [µm], Core roughness depth
- Spk [µm], Reduced peak height,
- Svk [µm], Reduced valley depth
References
- Swamidass, P.M. Machine reliability. In Encyclopedia of Production and Manufacturing Management; Springer: Boston, MA, USA, 2020. [Google Scholar]
- Gevorkyan, E.; Prokopiv, M.; Rucki, M.; Morozow, D. Durability and exploitation performance of cutting tools made out of chromium oxide nanocomposite materials. Eksploat. Niezawodn. 2019, 21, 686–691. [Google Scholar] [CrossRef]
- Yuanfan, Y. The study on mechanical reliability design method and its application. Energy Procedia 2012, 17, 467–472. [Google Scholar] [CrossRef]
- Du, C.; Sheng, C.; Liang, X.; Rao, X.; Guo, Z. Effects of temperature on the tribological properties of cylinder-liner piston ring lubricated with different oils. Lubricants 2023, 11, 115. [Google Scholar] [CrossRef]
- Zhang, H.; Etsion, I. Evolution of adhesive wear and friction in elastic-plastic spherical contact. Wear 2021, 478, 203915. [Google Scholar] [CrossRef]
- Adak, D.K.; Pal, V.; Das, S.; Ghara, T.; Joardar, H.; Alrasheedi, N.; Haldar, B. Surface preparation for coating and erosion MRR of SS 304 using silicon carbide abrasive jet. Lubricants 2023, 11, 10. [Google Scholar] [CrossRef]
- Lenart, A.; Pawlus, P.; Dzierwa, A.; Sęp, J.; Dudek, K. The effect of surface topography on dry fretting in the gross slip regime. Arch. Civ. Mech. Eng. 2017, 17, 894–904. [Google Scholar] [CrossRef]
- Priyadarsini, C.; Venkata Ramana, V.S.N.; Aruna Prabha, K.; Swethaa, S. A review on ball, roller, low plasticity burnishing process. Mater. Today Proc. 2019, 18, 5087–5099. [Google Scholar] [CrossRef]
- Barahate, V.; Govande, A.R.; Tiwari, G.; Sunil, B.R.; Dumpala, R. Parameter optimization during single roller burnishing of AA6061-T6 alloy by design of experiments. Mater. Today Proc. 2022, 50, 1967–1970. [Google Scholar] [CrossRef]
- Aviles, R.; Albizuri, J.; Rodrıguez, A.; De Lacalle, L.L. Influence of low-plasticity ball burnishing on the high-cycle fatigue strength of medium carbon AISI 1045 steel. Int. J. Fatigue 2013, 55, 230–244. [Google Scholar] [CrossRef]
- Sunny, S.; Mathews, R.; Yu, H.; Malik, A. Effects of microstructure and inherent stress on residual stress induced during powder bed fusion with roller burnishing. Int. J. Mech. Sci. 2022, 219, 107092. [Google Scholar] [CrossRef]
- Swirad, S.; Wydrzynski, D.; Nieslony, P.; Krolczyk, G.M. Influence of hydrostatic burnishing strategy on the surface topography of martensitic steel. Measurement 2019, 138, 590–601. [Google Scholar] [CrossRef]
- Toboła, D.; Morgiel., J.; Maj, Ł. TEM analysis of surface layer of Ti-6Al-4V ELI alloy after slide burnishing and low-temperature gas nitriding. Appl. Surf. Sci. 2020, 515, 145942. [Google Scholar] [CrossRef]
- Korzynski, M.; Dzierwa, A.; Pacana, A.; Cwanek, J. Fatigue strength of chromium coated elements and possibility of its improvement with ball peening. Surf. Coat. Technol. 2009, 204, 615–620. [Google Scholar] [CrossRef]
- Bucior, M.; Kluz, R.; Trzepieciński, T.; Jurczak, K.; Kubit, A.; Ochał, K. The effect of shot peening on residual stress and surface roughness of AMS 5504 stainless steel joints welded using the TIG method. Materials 2022, 15, 8835. [Google Scholar] [CrossRef]
- Jaya Prasad, V.; Sam Joshi, K.; Venkata Ramana, V.S.N.; Chiranjeevi, R. Effect of roller burnishing on surface properties of wrought AA6063 aluminium alloys. Mater. Today Proc. 2018, 5, 8033–8040. [Google Scholar] [CrossRef]
- El-Tayeb, N.S.M.; Low, K.O.; Brevern, P.V. Influence of roller burnishing contact width and burnishing orientation on surface quality and tribological behaviour of Aluminium 6061. J. Mater. Process. Technol. 2007, 186, 272–278. [Google Scholar] [CrossRef]
- Kovács, Z. The investigation of tribological characteristics of surface improved by magnetic polishing and roller burnishing. Procedia Eng. 2016, 149, 183–189. [Google Scholar] [CrossRef]
- Yaman, N.; Sunay, N.; Kaya, M.; Kaynak, Y. Enhancing surface integrity of additively manufactured inconel 718 by roller burnishing process. Procedia CIRP 2022, 108, 681–686. [Google Scholar] [CrossRef]
- Kodácsy, J.; Liska, J. Magnetic assisted roller burnishing and deburring of flat metal surfaces. Adv. Mat. Res. 2012, 472, 908–911. [Google Scholar] [CrossRef]
- Zhang, P.; Lindemann, J. Effect of roller burnishing on the high cycle fatigue performance of the high-strength wrought magnesium alloy AZ80. Scr. Mater. 2005, 52, 1011–1015. [Google Scholar] [CrossRef]
- Tugay, I.O.; Hosseinzadeh, A.; Yapici, G.G. Hardness and wear resistance of roller burnished 316L stainless steel. Mater. Today Proc. 2021, 47, 2405–2409. [Google Scholar] [CrossRef]
- Hamadache, H.; Laouar, L.; Zeghib, N.E.; Chaoui, K. Characteristics of Rb40 steel superficial layer under ball and roller burnishing. J. Mater. Process. Technol. 2006, 180, 130–136. [Google Scholar] [CrossRef]
- Hemanth, S.; Harish, A.; Nithin Bharadwaj, R.; Bhat, A.B.; Sriharsha, C. Design of roller burnishing tool and its effect on the surface integrity of Al 6061. Mater. Today Proc. 2018, 5, 12848–12854. [Google Scholar] [CrossRef]
- Franzen, V.; Trompeter, M.; Brosius, A. Finishing of thermally sprayed tool coatings for sheet metal forming operations by roller Burnishing. Int. J. Mater. Form. 2010, 3 (Suppl. S1), 147–150. [Google Scholar] [CrossRef]
- Dzierwa, A.; Reizer, R.; Pawlus, P.; Grabon, W. Variability of areal surface topography parameters due to the change in surface orientation to measurement direction. Scanning 2014, 36, 170–183. [Google Scholar] [CrossRef] [PubMed]
- PN-EN ISO 25178-2:2012; Geometrical Product Specifications (GPS)—Surface texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters. International Organization for Standardization: Geneva, Switzerland, 2012.
- Montgomery, D.C. Design and Analysis of Experiments, 8th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2012. [Google Scholar]
- Kıvak, T. Optimization of surface roughness and flank wear using the Taguchi method in milling of Hadfield steel with PVD and CVD coated inserts. Measurement 2014, 50, 19–28. [Google Scholar] [CrossRef]
- Johansson, S.; Nilsson, P.H.; Ohlsson, R.; Anderberg, C.; Rosen, B.G. New cylinder liner surfaces for low oil consumption. Tribol. Int. 2008, 41, 854–859. [Google Scholar] [CrossRef]
- Sedlacek, M.; Podgornik, B.; Vizintin, J. Influence of surface preparation on roughness parameters, friction and wear. Wear 2009, 266, 482–487. [Google Scholar] [CrossRef]
- Oczoś, K.E.; Liubimov, V. Struktura Geometryczna Powierzchni; Oficyna Wydawnicza Politechniki Rzeszowskiej: Rzeszów, Poland, 2003. (In Polish) [Google Scholar]
- Wieczorowski, M. Teoretyczne podstawy przestrzennej analizy nierówności powierzchni. Inżynieria Maszyn 2013, 18, 7–34. (In Polish) [Google Scholar]
- Barányi, I.; Czifra, A.; Kalácska, G. Height-independent topographic parameters of worn surfaces. Sustain. Constr. Des. 2011, 2, 35–40. [Google Scholar] [CrossRef]
- Grzesik, W.; Rech, J.; Żak, K. Characterization of surface textures generated on hardened steel parts in high-precision machining operations. Int. J. Adv. Manuf. Technol. 2015, 78, 2049–2056. [Google Scholar] [CrossRef]
- El-Axir, M.H.; Othman, O.M.; Abodiena, A.M. Improvements in out-of-roundness and microhardness of inner surfaces by internal ball burnishing proces. J. Mater. Process. Technol. 2008, 196, 120–128. [Google Scholar] [CrossRef]
- Dzierwa, A.; Pawlus, P. Wear of a rough disc in dry sliding contact with a smooth ball: Experiment and modeling. Arch. Civ. Mech. Eng. 2021, 21, 85. [Google Scholar] [CrossRef]
- Abdelgnei, M.A.; Omar, M.Z.; Ghazali, M.J.; Mohammed, M.N.; Rashid, B. Dry sliding wear behaviour of thixoformed Al-5.7Si–2Cu-0.3 Mg alloys at high temperatures using Taguchi method. Wear 2020, 442–443, 203134. [Google Scholar] [CrossRef]
- Chowdhury, M.A.; Helali, M.M. The effect of amplitude of vibration on the coefficient of friction. Tribol. Int. 2008, 41, 307–314. [Google Scholar] [CrossRef]
- Chowdhury, M.A.; Nuruzzaman, D.M.; Roy, B.K. Experimental investigation of friction coefficient and wear rate of stainless steel 304 sliding against smooth and rough mild steel counterfaces. Gazi Univ. J. Sci. 2013, 26, 597–609. [Google Scholar]
- Yin, Y.L.; Yu, H.L.; Wang, H.M.; Song, Z.Y.; Zhang, Z.; Ji, X.C.; Cui, T.H.; Wei, M.; Zhang, W. Friction and wear behaviours of steel/bronze tribopairs lubricated by oil with serpentine natural mineral additive. Wear 2020, 456–457, 203387. [Google Scholar] [CrossRef]
- Tabor, D. Friction, Lubrication, and Wear. In Mechanical Design Handbook, 2nd ed.; Rothbart, H., Brown, T., Eds.; McGraw-Hill: New York, NY, USA, 2006. [Google Scholar]
- Duncheva, G.V.; Maximov, J.T.; Anchev, A.P.; Dunchev, V.P.; Argirov, Y.B.; Kandeva-Ivanova, M. Enhancement of the wear resistance of CuAl9Fe4 sliding bearing bushings via diamond burnishing. Wear 2022, 510–511, 204491. [Google Scholar] [CrossRef]
- Żurowski, W.; Brzózka, K.; Górka, B. Analysis of surface layers and wear products by Mössbauer spectral analysis. Wear 2013, 297, 958–965. [Google Scholar] [CrossRef]
- Żurowski, W.; Brzózka, K.; Górka, B. Structure of friction products and the surface of tribological system elements. Nukleonika 2013, 58, 99–103. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Input Parameters | Levels | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| Load [N] | 350 | 850 | 1350 |
| Feed [mm/rev] | 0.04 | 0.08 | 0.12 |
| Levels | Load [N] | Sliding Distance [m] | Sliding Speed [m/s] |
|---|---|---|---|
| 1 | 5 | 160 | 0.24 |
| 2 | 10 | 282 | 0.48 |
| 3 | 15 | 404 | 0.72 |
| No. | Load [N] | Feed [mm/rev] | Sa, µm | Sz, µm | Ssk | Hm [HV] |
|---|---|---|---|---|---|---|
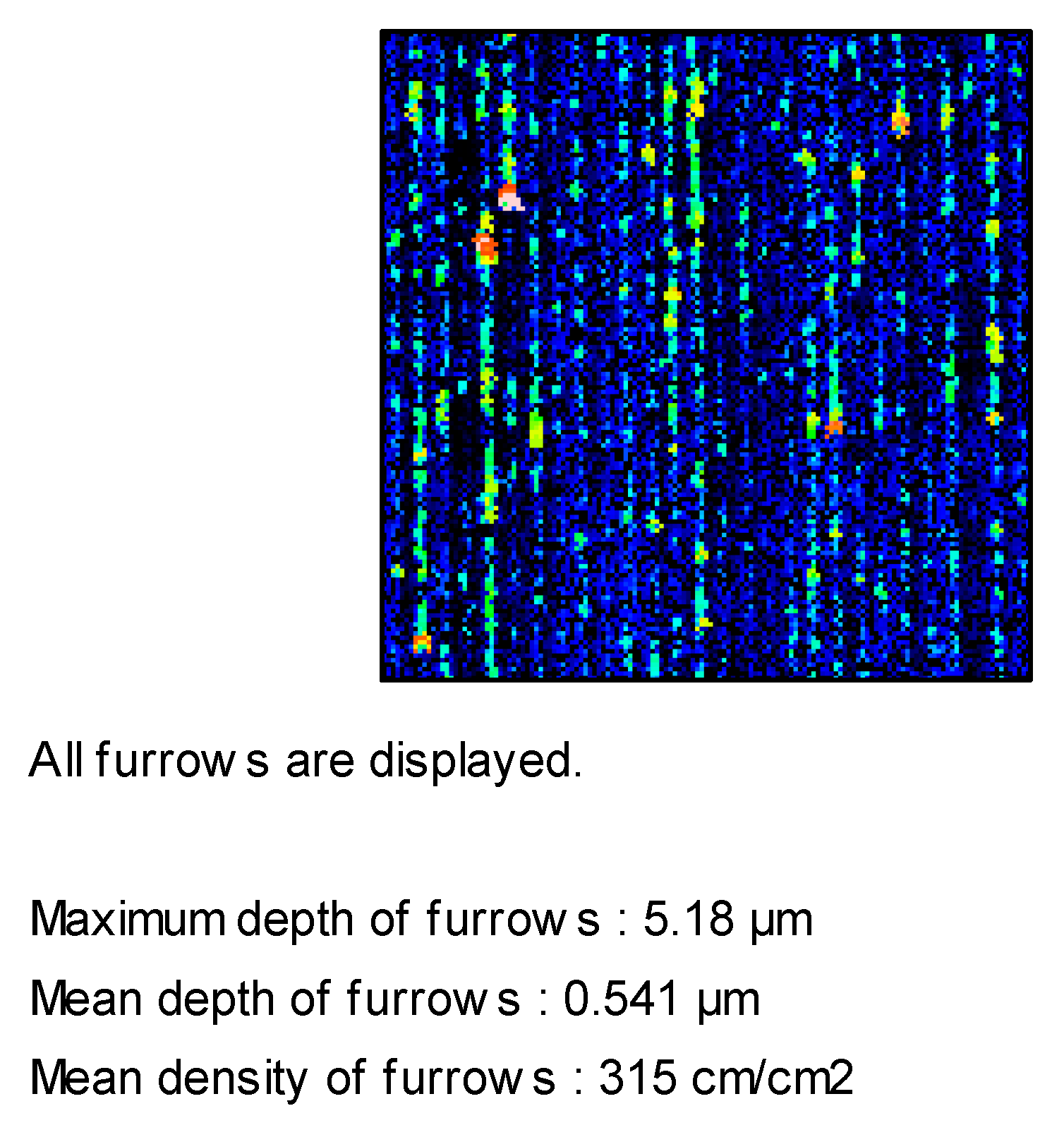
| 1 | 1350 | 0.15 | 0.541 ± 0.05 | 12.8 ± 0.10 | −2.83 ± 0.03 | 430.1 ± 10.2 |
| 2 | 1350 | 0.10 | 0.317 ± 0.03 | 7.32 ± 0.08 | −2.97 ± 0.04 | 434.7 ± 12.1 |
| 3 | 1350 | 0.05 | 0.352 ± 0.04 | 10.2 ± 0.09 | −2.12 ± 0.04 | 433.9 ± 10.4 |
| 4 | 850 | 0.15 | 0.699 ± 0.05 | 13.1 ± 0.10 | −2.68 ± 0.03 | 420.4 ± 8.9 |
| 5 | 850 | 0.10 | 0.538 ± 0.04 | 8.95 ± 0.06 | −2.19 ± 0.04 | 418.9 ± 10.2 |
| 6 | 850 | 0.05 | 0.371 ± 0.02 | 9.41 ± 0.05 | −2.01 ± 0.03 | 421.1 ± 9.6 |
| 7 | 350 | 0.15 | 0.611 ± 0.05 | 11.6 ± 0.07 | −2.33 ± 0.04 | 409.9 ± 10.4 |
| 8 | 350 | 0.10 | 0.512 ± 0.04 | 8.62 ± 0.05 | −2.52 ± 0.05 | 408.6 ± 11.2 |
| 9 | 350 | 0.05 | 0.414 ± 0.03 | 9.74 ± 0.07 | −2.17 ± 0.04 | 412.8 ± 10.4 |
| No. | Sliding Speed [m/s] | Load [N] | Sliding Distance [m] | V Dry [µm3] | COF dry | V Oil [µm3] | COF Oil |
|---|---|---|---|---|---|---|---|
| 1 | 0.24 | 5 | 160 | 264,525 ± 11.3% | 0.221 ± 2.1% | 8345 ± 3.1% | 0.051 ± 2.0% |
| 2 | 0.24 | 5 | 282 | 314,125 ± 12.4% | 0.199 ± 2.6% | 9021 ± 3.5% | 0.059 ± 3.2% |
| 3 | 0.24 | 5 | 404 | 363,819 ± 12.1% | 0.217 ± 2.9% | 10,743 ± 2.8% | 0.061 ± 1.9% |
| 4 | 0.24 | 10 | 160 | 886,585 ± 10.9% | 0.411 ± 3.1% | 17,652 ± 4.1% | 0.101 ± 2.5% |
| 5 | 0.24 | 10 | 282 | 947,932 ± 14.2% | 0.423 ± 3.4% | 19,058 ± 2.6% | 0.104 ± 2.5% |
| 6 | 0.24 | 10 | 404 | 1,355,865 ± 13.8% | 0.456 ± 3.0% | 20,662 ± 3.8% | 0.105 ± 3.3% |
| 7 | 0.24 | 15 | 160 | 2,278,320 ± 15.6% | 0.554 ± 3.6% | 27,411 ± 3.6% | 0.149 ± 3.6% |
| 8 | 0.24 | 15 | 282 | 3,385,465 ± 16.5% | 0.599 ± 3.9% | 29,111 ± 3.5% | 0.152 ± 4.4% |
| 9 | 0.24 | 15 | 404 | 4,115,245 ± 15.8% | 0.566 ± 3.9% | 30,056 ± 2.9% | 0.157 ± 4.0% |
| 10 | 0.48 | 5 | 160 | 232,636 ± 11.9% | 0.211 ± 3.8% | 9210 ± 3.8% | 0.048 ± 3.1% |
| 11 | 0.48 | 5 | 282 | 331,606 ± 12.2% | 0.241 ± 2.5% | 9800 ± 4.0% | 0.054 ± 2.8% |
| 12 | 0.48 | 5 | 404 | 892,155 ± 11.8% | 0.217 ± 3.9% | 11,132 ± 4.2% | 0.055 ± 3.1% |
| 13 | 0.48 | 10 | 160 | 739,710 ± 15.4% | 0.416 ± 4.2% | 15,843 ± 4.0% | 0.111 ± 4.0% |
| 14 | 0.48 | 10 | 282 | 829,326 ± 12.8% | 0.463 ± 4.4% | 16,877 ± 4.5% | 0.101 ± 3.8% |
| 15 | 0.48 | 10 | 404 | 1,020,186 ± 10.1% | 0.425 ± 3.6% | 18,772 ± 4.9% | 0.098 ± 4.2% |
| 16 | 0.48 | 15 | 160 | 1,698,658 ± 13.7% | 0.602 ± 4.1% | 36,005 ± 4.2% | 0.162 ± 4.0% |
| 17 | 0.48 | 15 | 282 | 2,232,065 ± 11.6% | 0.635 ± 4.8% | 38,451 ± 4.2% | 0.151 ± 3.8% |
| 18 | 0.48 | 15 | 404 | 2,989,875 ± 15.5% | 0.622 ± 4.6% | 41,321 ± 4.8% | 0.148 ± 3.8% |
| 19 | 0.72 | 5 | 160 | 557,744 ± 11.6% | 0.235 ± 2.9% | 6186 ± 2.8% | 0.055 ± 3.0% |
| 20 | 0.72 | 5 | 282 | 745,458 ± 16.2% | 0.209 ± 4.8% | 7821 ± 3.1% | 0.051 ± 3.1% |
| 21 | 0.72 | 5 | 404 | 912,545 ± 15.5% | 0.238 ± 4.4% | 8932 ± 3.2% | 0.049 ± 3.0% |
| 22 | 0.72 | 10 | 160 | 1,002,631 ± 14.4% | 0.421 ± 5.1% | 16,024 ± 4.0% | 0.098 ± 4.0% |
| 23 | 0.72 | 10 | 282 | 1,517,910 ± 12.5% | 0.413 ± 4.9% | 18,005 ± 5.8% | 0.109 ± 4.5% |
| 24 | 0.72 | 10 | 404 | 1,898,562 ± 15.4% | 0.428 ± 4.4% | 19,212 ± 4.2% | 0.121 ± 4.6% |
| 25 | 0.72 | 15 | 160 | 4,345,632 ± 12.2% | 0.568 ± 4.6% | 31,895 ± 5.5% | 0.147 ± 4.6% |
| 26 | 0.72 | 15 | 282 | 5,875,496 ± 11.1% | 0.646 ± 5.3% | 34,212 ± 5.1% | 0.155 ± 4.9% |
| 27 | 0.72 | 15 | 404 | 6,179,705 ± 10.6% | 0.603 ± 5.0% | 36,810 ± 4.7% | 0.151 ± 4.9% |
| Level | Control Factors | |||||
|---|---|---|---|---|---|---|
| V Dry | V Oil | |||||
| v | P | s | v | P | s | |
| 1 | −120.1 | −113.1 | −119.1 | −84.73 | −78.99 | −84.06 |
| 2 | −119.3 | −120.7 | −121.4 | −85.47 | −85.08 | −84.86 |
| 3 | −125.0 | −130.6 | −123.9 | −84.41 | −90.54 | −85.69 |
| Delta | 5.7 | 17.5 | 4.9 | 1.06 | 11.55 | 1.63 |
| Rank | 2 | 1 | 3 | 3 | 1 | 2 |
| Level | Control Factors | |||||
|---|---|---|---|---|---|---|
| COF Dry | COF Oil | |||||
| v | P | s | v | P | s | |
| 1 | 8.550 | 13.133 | 8.501 | 20.32 | 25.43 | 20.62 |
| 2 | 8.151 | 7.369 | 8.524 | 20.55 | 19.37 | 20.40 |
| 3 | 8.257 | 4.456 | 8.233 | 20.48 | 16.34 | 20.32 |
| Delta | 0.399 | 8.677 | 0.278 | 0.23 | 9.09 | 0.30 |
| Rank | 2 | 1 | 3 | 3 | 1 | 2 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | Contribution |
|---|---|---|---|---|---|---|---|
| v [m/s] | 2 | 196.75 | 196.75 | 84.874 | 29.78 | 0.000 | 11.39% |
| P [N] | 2 | 1379.54 | 1379.54 | 689.770 | 242.04 | 0.000 | 79.88% |
| s [m] | 2 | 106.95 | 106.95 | 53.474 | 18.76 | 0.001 | 6.19% |
| v [m/s]∗P [N] | 4 | 32.45 | 32.45 | 8.113 | 2.85 | 0.097 | 1.88% |
| v [m/s]∗s [m] | 4 | 9.23 | 9.23 | 2.307 | 0.81 | 0.553 | 0.53% |
| P [N]∗s [m] | 4 | 6.28 | 6.28 | 1.569 | 0.55 | 0.704 | 0.36% |
| Residual Error | 8 | 22.80 | 22.80 | 2.850 | |||
| Total | 26 | 1726.99 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | Contribution |
|---|---|---|---|---|---|---|---|
| v [m/s] | 2 | 0.767 | 0.767 | 0.384 | 1.94 | 0.205 | 0.22% |
| P [N] | 2 | 350.978 | 350.978 | 175.489 | 889.11 | 0.000 | 98.50% |
| s [m] | 2 | 0.448 | 0.448 | 0.224 | 1.13 | 0.369 | 0.13% |
| v [m/s]∗P [N] | 4 | 0.635 | 0.635 | 0.159 | 0.80 | 0.556 | 0.18% |
| v [m/s]∗s [m] | 4 | 1.038 | 1.038 | 0.260 | 1.32 | 0.343 | 0.29% |
| P [N]∗s [m] | 4 | 0.871 | 0.871 | 0.218 | 1.10 | 0.418 | 0.24% |
| Residual Error | 8 | 1.579 | 1.579 | 0.197 | |||
| Total | 26 | 356.316 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | Contribution |
|---|---|---|---|---|---|---|---|
| v [m/s] | 2 | 5.305 | 5.305 | 2.652 | 38.25 | 0.000 | 0.83% |
| P [N] | 2 | 600.510 | 600.510 | 300.255 | 4329.48 | 0.000 | 94.49% |
| s [m] | 2 | 11.989 | 11.989 | 5.995 | 86.44 | 0.000 | 1.89% |
| v [m/s]∗P [N] | 4 | 15.363 | 15.363 | 3.841 | 55.38 | 0.000 | 2.42% |
| v [m/s]∗s [m] | 4 | 0.481 | 0.481 | 0.120 | 1.74 | 0.235 | 0.08% |
| P [N]∗s [m] | 4 | 1.269 | 1.269 | 0.317 | 4.58 | 0.032 | 0.20% |
| Residual Error | 8 | 0.555 | 0.555 | 0.069 | |||
| Total | 26 | 635.473 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | Contribution |
|---|---|---|---|---|---|---|---|
| v [m/s] | 2 | 0.249 | 0.249 | 0.125 | 0.25 | 0.785 | 0.06% |
| P [N] | 2 | 382.260 | 382.260 | 191.130 | 383.33 | 0.000 | 98.11% |
| s [m] | 2 | 0.444 | 0.444 | 0.222 | 0.44 | 0.656 | 0.11% |
| v [m/s]∗P [N] | 4 | 1.464 | 1.464 | 0.366 | 0.73 | 0.594 | 0.38% |
| v [m/s]∗s [m] | 4 | 0.810 | 0.810 | 0.202 | 0.41 | 0.800 | 0.21% |
| P [N]∗s [m] | 4 | 0.395 | 0.395 | 0.099 | 0.20 | 0.932 | 0.10% |
| Residual Error | 8 | 3.989 | 3.989 | 0.499 | |||
| Total | 26 | 389.611 |
| Initial Parameter | Optimal Parameter | Predicted Parameter | Initial Parameter | Optimal Parameter | Predicted Parameter | |
|---|---|---|---|---|---|---|
| V Dry | V Oil | |||||
| Level | A2B2C2 | A2B1C1 | A2B1C1 | A2B2C2 | A3B1C1 | A3B1C1 |
| V [µm3] | 829,326 | 232,636 | 162,320 | 16,877 | 6186 | 5709 |
| S/N ratio (dB) | −118.375 | −107.334 | −108.905 | −84.546 | −75.828 | −76.164 |
| Initial Parameter | Optimal Parameter | Predicted Parameter | Initial Parameter | Optimal Parameter | Predicted Parameter | |
|---|---|---|---|---|---|---|
| COF Dry | COF Oil | |||||
| Level | A2B2C2 | A1B1C2 | A1B1C2 | A2B2C2 | A2B1C1 | A2B1C1 |
| COF | 0.463 | 0.199 | 0.210 | 0.101 | 0.048 | 0.051 |
| S/N ratio (dB) | 8.685 | 14.023 | 13.857 | 19.914 | 26.375 | 25.717 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dzierwa, A.; Stelmakh, N.; Tikanashvili, N. Application of Taguchi Technique to Study Tribological Properties of Roller-Burnished 36CrNiMo4 Steel. Lubricants 2023, 11, 227. https://doi.org/10.3390/lubricants11050227
Dzierwa A, Stelmakh N, Tikanashvili N. Application of Taguchi Technique to Study Tribological Properties of Roller-Burnished 36CrNiMo4 Steel. Lubricants. 2023; 11(5):227. https://doi.org/10.3390/lubricants11050227
Chicago/Turabian StyleDzierwa, Andrzej, Nataliia Stelmakh, and Nika Tikanashvili. 2023. "Application of Taguchi Technique to Study Tribological Properties of Roller-Burnished 36CrNiMo4 Steel" Lubricants 11, no. 5: 227. https://doi.org/10.3390/lubricants11050227
APA StyleDzierwa, A., Stelmakh, N., & Tikanashvili, N. (2023). Application of Taguchi Technique to Study Tribological Properties of Roller-Burnished 36CrNiMo4 Steel. Lubricants, 11(5), 227. https://doi.org/10.3390/lubricants11050227