1. Introduction
Rolling bearings operated at small oscillating motions or subjected to vibrations risk being damaged after a short period due to wear phenomena such as standstill marks or false brinelling [
1,
2,
3]. Damage resulting from these phenomena can reduce the fatigue life of bearings [
4,
5] and cause friction moment increases due to wear [
6]. These failures do not correlate with standard calculation approaches for life estimation (e.g., ISO 281 [
7]), as these are based on fatigue theories, so application-oriented laboratory tests are necessary to verify and evaluate the suitability of lubricants or bearing modifications.
To ensure that the results of the laboratory tests can also be used in practice, it is essential to simulate the boundary conditions prevailing in the tribological contact as closely as possible [
8,
9]. In the present case of rolling bearings, it is extremely important to consider the so-called amplitude ratio x/2b, which indicates the ratio between the motion of the rolling element (x) and the double Hertzian contact semi-axis (b) [
10,
11] (i.e., the width of the contact surface in the rolling direction). Depending on this ratio, appropriate laboratory test methods must be used to test the lubricating grease practically for the specific application [
8,
9]. For this purpose, there is the Fafnir wear test according to ASTM D4170 [
12], which is also listed in the current NLGI high-performance multi-use specification (HPM) as a release test for lubricating greases (HPM-LL = Long Life and HPM-HL = High Load Carrying Capacity) [
13]. In Europe, the SNR-FEB2 test is frequently used, which is also often required to release greases for blade bearings of wind turbines, among other things. In the case of standstill markings due to very small oscillation angles or vibrations, the Competence Center for Tribology Mannheim has developed a special test (KTM-QSST), which is now established in the industry. The oscillation angles vary in these three different standard tests in the range from ±6° in the Fafnir test to ±3° in the SNR-FEB2 test to ±0.5° in the KTM-QSS test; the amplitude ratios range from 5.5 (Fafnir) to 3.4 (SNR) to 0.5 (KTM-QSST). To complement this series of investigations, “classical” Fretting tests according to ASTM D7594 [
14] were also performed on the SRV test rig in point contact. This publication explains the scientific basis for these special operating and test conditions. It compares the test results of model greases in the aforementioned three standard rolling bearing tests and a classic Fretting test under oscillating sliding friction.
2. State of Research: Scientific Fundamentals of Rolling Bearings at Small Oscillation Angles or under Vibration
Since the lubrication conditions in the tribologically stressed zone have a decisive influence on friction and wear, these must be considered precisely within the framework of the so-called tribological system analysis [
8,
9]. The amplitude ratio x/2b instead of the oscillation angle also allows a transfer of laboratory results to bearings of other dimensions and loads [
15]. The mere comparison of the oscillation angles can lead to erroneous interpretations and thus to an unsuitable lubricant selection since this is not solely responsible for the mechanical and kinematic contact and the lubrication conditions [
3,
16].
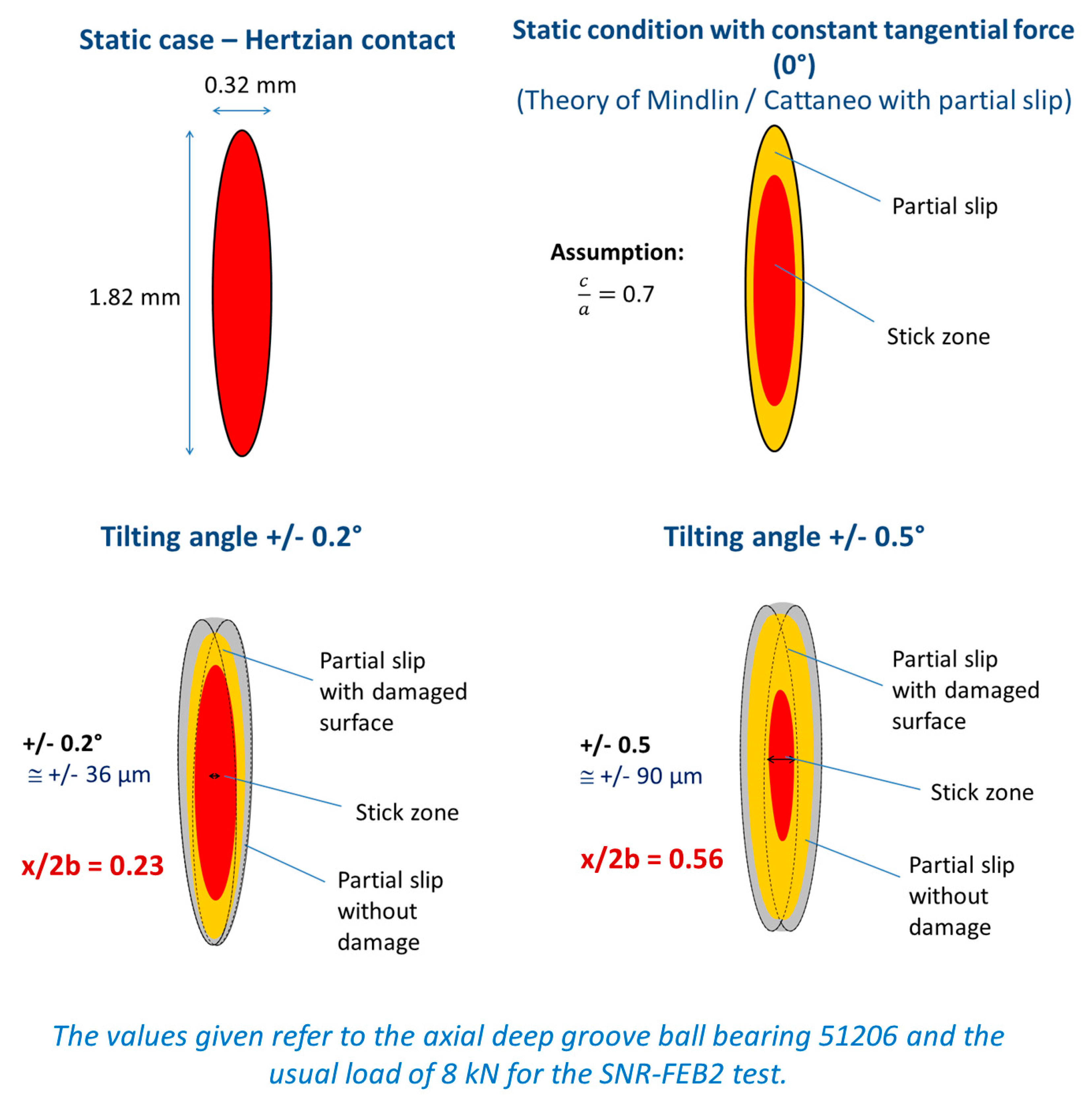
Figure 1 and
Figure 2 below illustrate the change in the contact situation as a function of a tangential force or an increasing oscillation angle for the reference bearing 51206 [
16].
According to MINDLIN or CATTANEO, applying tangential stress to the elliptical contact (top left) leads to partial sliding at the edge of the contact zone [
17,
18] (
Figure 1, 2nd sketch, top row).
Up to a x/2b ratio 1, the contact zone between the rolling element and the raceway is not completely uncovered (
Figure 1). Parts of the Hertzian contact zone show micro-sliding, while the center often experiences no motion. In the case of an axial deep groove ball bearing, this leads to the typical ellipse-shaped markings (
Figure 3).
At x/2b ratios > 1, the contact is cyclically opened (
Figure 2); typical oscillating rolling motions occur. The partial micro slip movements occur only in the reversal points and are not the main damage cause. Instead, the rolling motion leads to displacement of the lubricant like a windscreen wiper. If the lubricant cannot flow back quickly enough into the raceway between the two reversal points, boundary lubrication phenomena or starvation occurs. Oil release, base oil viscosity and shear thinning effects (structural viscosity) play a decisive role [
11,
16]. WANDEL has introduced the so-called Starvation Number to describe this risk of deficient lubrication [
6,
19], which is suitable, for considering blade bearings of wind turbines [
15,
19].
In practice, the damage mechanisms are identified based on the wear phenomena on the bearing raceways. From this, in the best case, conclusions can be drawn about the operating conditions (e.g., whether the bearing is exposed to unknown vibrations). In the literature, the designation of wear damage is often ambiguous, as various terms such as false brinelling, riffles, fretting or fretting corrosion are used quasi-arbitrarily for the observed wear characteristics. Some terms describe the resulting wear based on visual perception, while others refer to the underlying damage mechanisms. However, a clear assignment of damage terminology is necessary since the wear processes are based on different fundamental mechanisms for which different mechanical or lubrication approaches are required.
Fretting is usually used in German to describe a damage mechanism that occurs predominantly in reciprocal sliding contacts [
20]. Combined with the main wear mechanism tribochemical oxidation, this is called fretting corrosion. The definition of fretting goes back to TOMLINSON, who 1927, investigated the influence of vibrations between a spherical and a flat steel surface [
21]. He also used fretting in studies of conformal friction couples (surface contacts) subjected to vibration. Other essential studies on fretting with different vibration amplitudes were carried out by VINGSBO and SOEDERBERG in a sphere-disc contact [
22]. The two researchers looked in detail at the friction force along the sliding path of the drive (displacement) within an oscillation cycle (so-called “friction loop”). They could recognize whether the system slides partially (partial slip regime) or macroscopically (gross slip regime) from the curve shape. With the help of so-called “wear maps”, they showed how much wear can be expected under certain operating conditions and boundary conditions. An interesting recent paper is by JANUSZEWSKI et al. Using a counter body of sapphire glass, they show that damage starts at discrete individual contacts and then spreads rapidly [
11].
These fretting investigations have in common that they were carried out under oscillating sliding conditions. However, the rotation of the ball about an axis perpendicular to the normal of the contact, as is the case in a rolling bearing, even at small angles, leads to different conditions from the point of view of contact mechanics and lubrication. While the terms “fretting” and “fretting corrosion” have the same underlying damage mechanisms as in an oscillating rolling contact, they are usually accompanied by other mechanisms in oscillating rolling contacts, and their contribution to the overall wear process can vary significantly depending on operating conditions [
3,
16,
23].
The term
false brinelling was first used by ALMEN in 1937 and originally referred to the formation of depressions in the bearing raceway, which can easily be mistaken for plastic indentations (“true brinelling”) as produced by Brinell hardness testing [
24]. These trough-shaped damages occur at amplitude ratios x/2b > 1. The SNR-FEB2 test is often used to investigate this and is frequently used, for example, in the European wind industry, to screen greases for rotor blade bearings [
25,
26]. For amplitude ratios above 1, the angles are sufficiently large so that no surface element between the rolling and raceway is permanently in contact. The contact point is thus completely opened cyclically. In general, reflow and, therefore, relubrication of the contact point is therefore possible in principle. Both from the point of view of contact mechanics [
23,
27] and from the point of view of lubrication [
3,
11], the tribological conditions thus differ from operating conditions in which the amplitude ratio is less than one.
False brinelling therefore occurs when a loaded oscillating, slipping rolling contact is inadequately lubricated. Adhesion and tribocorrosion result in a large quantity of wear particles, which further restrict the lubricant flow and thus replenishment. As a result, the wear particles act as an abrasive medium and over time, deep depressions are created, frequently observed in practice. In contrast to rolling or oscillating movements with smaller amplitudes and thus partial sliding, no cracks are usually found in the material surface for false brinelling damage. According to the authors, however, false brinelling is thus firmly associated with depression formation, which only occurs under these operating conditions. A detailed description of the causes and numerous results of lubricant investigations is given in [
3]. The extremely comprehensive publication by DE LA PRESILLA et al. summarizes the current state of science [
28].
At amplitude ratios smaller than 1, visible raceway damage differs from trough-shaped false brinelling damage. A typical mark not altered by over-rolling has an undamaged central stick zone and a damaged outer partial slip zone (
Figure 3). According to GREBE [
16,
29], this damage is a
standstill mark. The damage starts at the ends of the main axis of the ellipse, i.e., in the areas with the largest micro-slip. In these areas, the lubricating film, and the protective surface layers breakthrough, as optical investigations with a sapphire glass disc as a counter body and contact resistance measurements show [
11]. Adhesive wear and tribo-oxidation occur locally. After that, damage development continues along the ellipse contour towards the ends of the minor ellipse axis. As the damage progresses, the damaged and affected area enlarges due to secondary wear effects and the negative influence of generated particles on the further lubrication of the contact. In the case of severe damage, the wear volume increases almost linearly over the number of cycles. In the case of moderate damage, the progression tends to be degressive. The evolution of the wear depth over the number of cycles is always degressive due to the geometric conditions [
5].
Although the elliptical standstill marks caused by small oscillation angles or mere elastic deformation may appear relatively harmless at first glance, there is considerable local surface damage caused by various wear mechanisms. The outer end of the elliptical wear marks exhibits local seizure, tribochemical reactions and surface disruption. No changes are visible in the central sticking zone of the contact, where neither plastic damage nor sliding movements occur. Micro-cracks occur at the boundary between the sticking and micro-slip zones due to large tangential forces introduced locally into the surface (
Figure 4) [
23]. Such cracks by high local stresses are also found in classical fretting conditions at the transition from sticking to partial sliding. This can significantly reduce the service life of the bearing, as tests on an FE8 testing machine with pre-damaged bearings have shown [
4,
5].
The authors, therefore, propose to distinguish the terminologies and use the term fretting for oscillating contacts under pure sliding conditions, the term false brinelling damage for rolling bearings with an x/2b ratio > 1 and standstill marking for x/2b ratios < 1. These terms describe the perception of the damage mark and indicate the underlying damage mechanisms. This term definition is now supported by many other researchers and specialists in industry [
28,
30].
3. Methods and Materials
A total of six different test methods are used in this comprehensive in-house test series. To show how different grease formulations behave in these tests, four model greases were prepared that were known to show differences, at least in the classic Fafnir test according to ASTM D4170. All tests were carried out at least in duplicate. In addition, some statistics result from several single rolling contacts being examined and evaluated in each test.
All rolling bearings are made of the typical rolling bearing steel AISI 52100 (100Cr6, 1.3505) and are through-hardened. Before the tests, the test specimens are thoroughly cleaned in an ultrasonic bath in boiling limit spirit and then dried.
3.1. Grease Samples Used
In this study, four lubricating greases were used, provided by an industrial partner whose composition is known to the research center. The greases differ regarding their NLGI class (3× NLGI 2; 1× NLGI 3), soap thickener (lithium, calcium sulfonate), and oil release. Unfortunately, only individual characteristic values may be published here (
Table 1). They needed to be known for the selection to show significant differences in the Fafnir test.
Samples 1 and 2 are based on the same lithium soap and mineral oil-based base oil. However, they differ in terms of their oil release and NLGI class. Samples 7 and 15 again have the same mineral oil base oil but are thickened with a calcium complex soap. The oil release of both samples is lower than that of the two lithium soap greases. Sample 7 is a commercially available product. The other samples were specially produced for this test series.
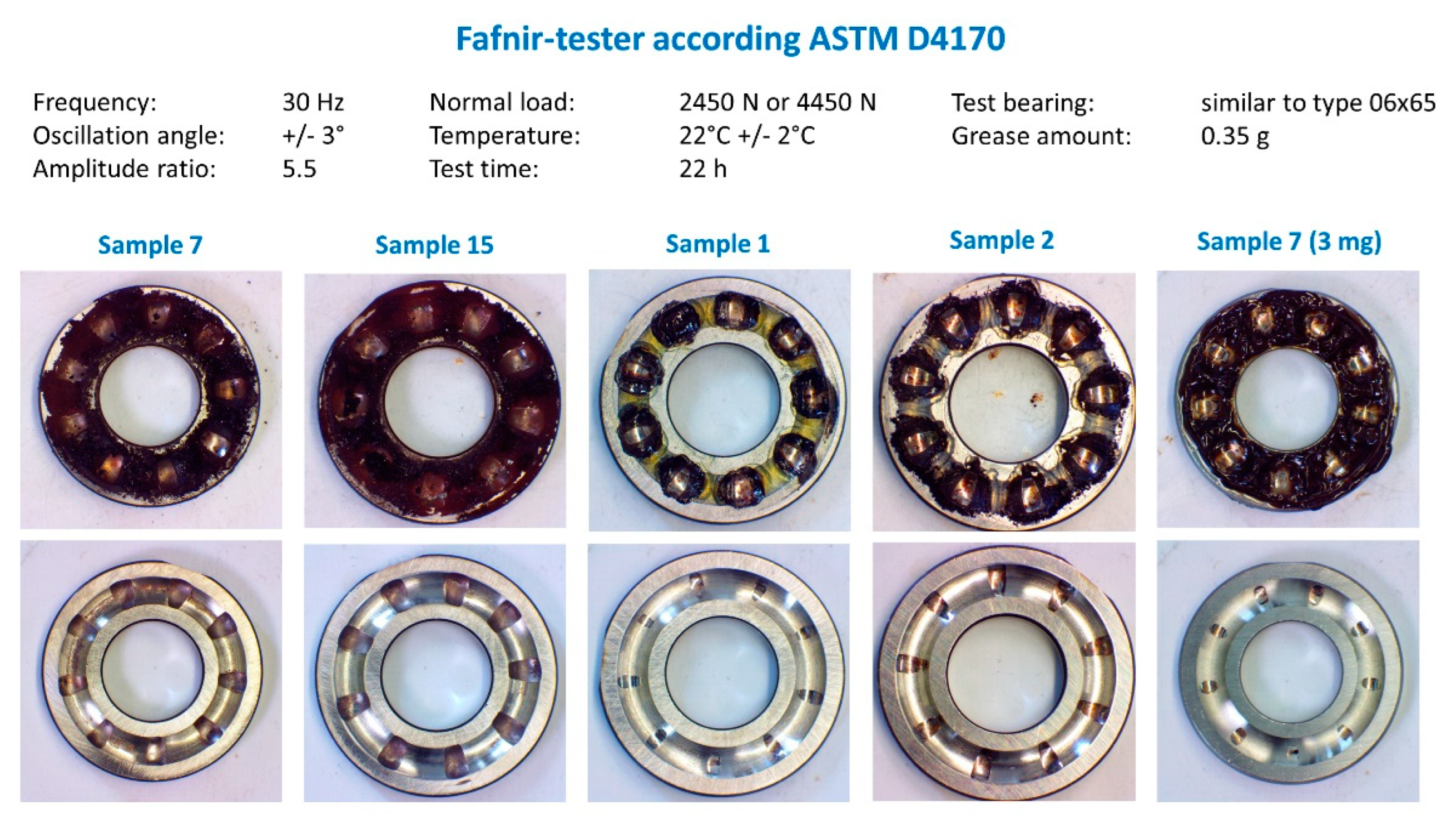
3.2. Test 1: Fafnir Test According to ASTM D4170
The American standard ASTM-D4170 [
11] was the first standardized test method for oscillating rolling bearings and is based on the early research from HUDSON and MORTON at the Fafnir bearing company [
31]. It was introduced in 1982 by the American Society of Testing and Materials, now ASTM International, and is known as the “Fafnir wear test” (
Figure 5). In this test, special test bearings (thrust ball bearings with ground races, similar to type 06×65, di = 16 mm; Da = 35.69 mm; 9 balls; D = 7.142 mm) are subjected to 22 h under 2450 N (max. Hertzian contact pressure approx. 1.87 GPa; C
dyn/P = 7.9) or 4450 N (approx. 2.28 GPa, C
dyn/P = 4.3) at a frequency of 30 Hz with an oscillation angle of ±6°. After testing, the bearings are visually inspected, and the mass loss on the raceways is determined. According to [
26], mass losses below 5 mg in the Fafnir test are acceptable. However, nowadays, the target is 2 mg or even 1 mg for very good greases. The ASTM test is called the “false brinelling test” and the “fretting test”. Due to the oscillating angles of ±6°, which corresponds to an amplitude ratio of approx. 5.5, from a scientific point of view, there is no reason to speak of a fretting test here, even if tribooxidation is triggered by deficient lubrication. Overall, the test has a relatively high scatter, which is why an alternative SRV test (high-frequency, linear-oscillating test machine; SRV = vibration-friction-wear tribometer) was introduced in 2016 as a possible alternative at the urging of the American aerospace industry (ASTM D7594) [
32]. This test will be discussed in detail later. Particularly in the American market, data on Fafnir values can be found for almost all high-performance greases. In Europe, the test is not as widely used. Despite the problems with comparability, the test has been included in the current NLGI grease standard for high-performance greases (High-Performance Multiuse Greases with High Load Carrying Capacity—HPM-HL) [
13].
In addition to comparing greases with different thickeners and oil release rates, this series of investigations focused on how the amount of grease affects the results. Filling and drawing off the bearing ring raceways result in a grease quantity of approx. 0.35 g per bearing. According to the standard, 0.65 g of grease should be distributed in the cage (total grease 1.0 g ± 0.05 g).
3.3. Test 2: Test Bearing 51206 in Fafnir Tester
Since there have been problems with the availability and quality of the Fafnir test bearings, this series of tests also investigated how the typical SNR-FEB2 bearings of type 51206 from FAG behave in the test with adjusted test parameters. For this purpose, 4 of the 12 balls were removed to test at comparable calculated contact pressures (in this case, pmax = 1588 N/mm2). In the case of greasing, only the bearing rings were filled with lubricant (no further grease in the cage).
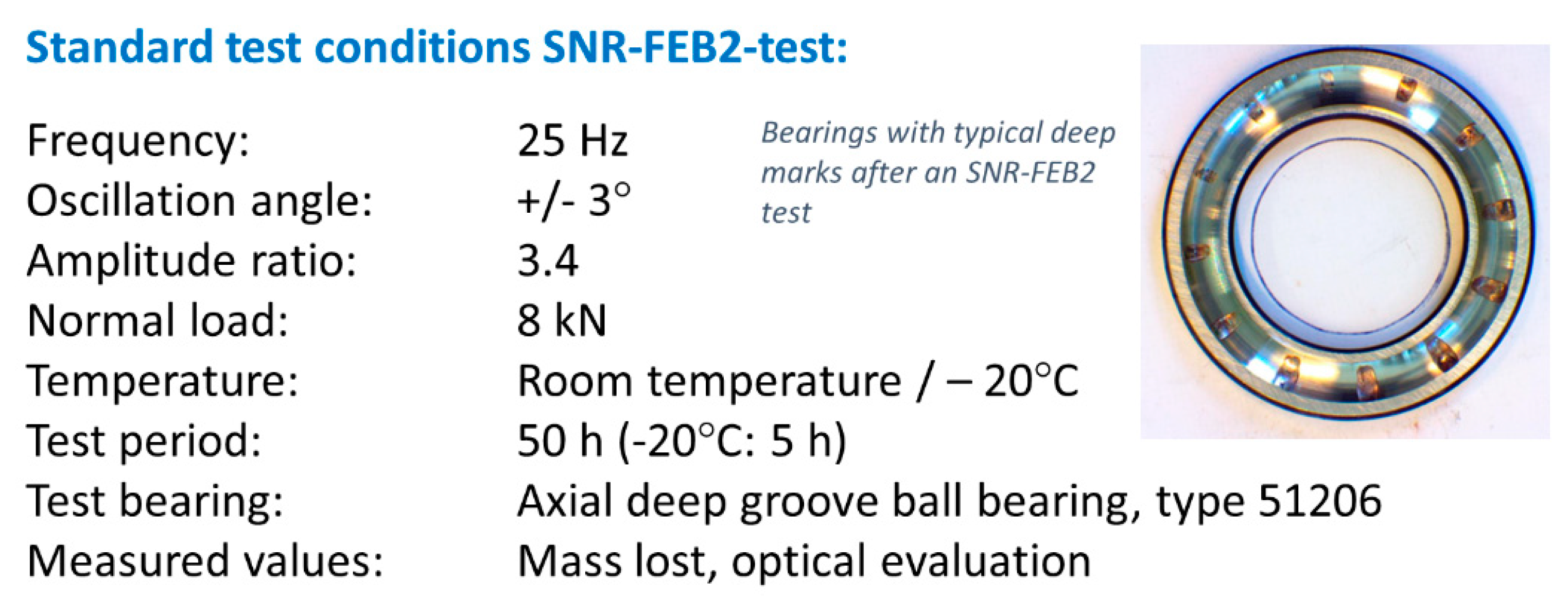
3.4. Test 3: SNR-FEB2-Test
The SNR-FEB2 test and the associated test rig were developed by the French rolling bearing company
Société Nouvelle de Roulements (SNR, now NTN-SNR Group). The test was described in the now-withdrawn French standard NFT60-199 [
33].
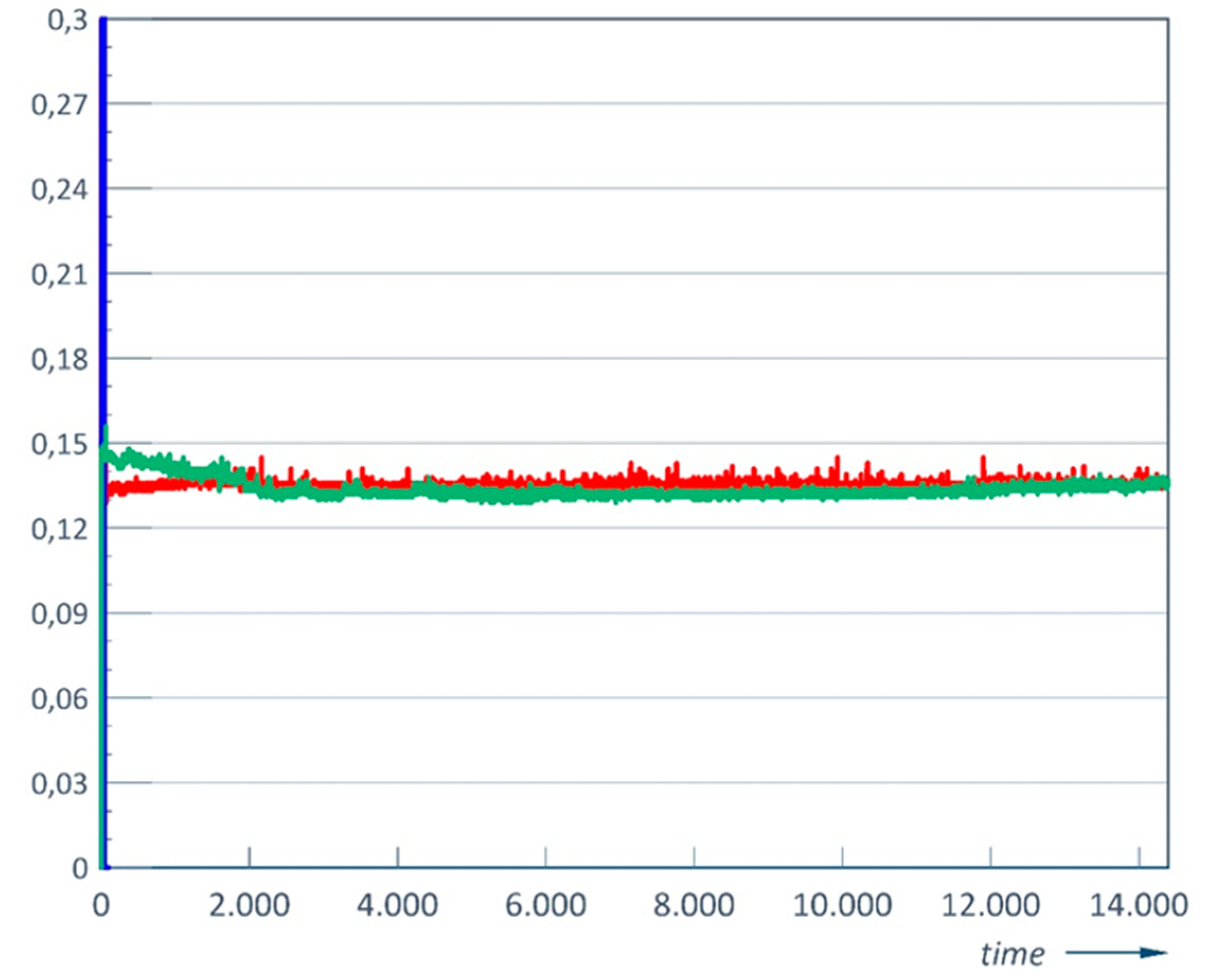
In the standard test, thrust ball bearings of type 51206 are tested in two units (left and right) (
Figure 6) at an angle of ±3° at 25 Hz and a normal force of 8000 N (max. contact pressure approx. 2.3 GPa; C
dyn/P = 3.1) for 50 h. The test temperatures are usually either room temperature or −20 °C (
Figure 7). For lubrication, the races are filled with grease. The bearing is then rotated ten times left and ten times right under load to distribute the grease.
After the run, a visual inspection and weighing of the rolling bearing parts are also carried out. Since unsuitable greases produce relatively deep depressions, the depth of the depressions is often also specified. In SNR-FEB2 testing, values below 2 mg are considered very good; values up to 5 mg are still good [
29,
30] (see
Figure 8).
When damage begins, it progresses and escalates very rapidly, which can then lead to a relatively large scatter of results. The generated wear particles further thicken the grease around the tribologically stressed zone. This worsens the flow so that a self-reinforcing effect begins. The test is widely used in Europe and the wind industry and is always requested as an approval test. It reproduces small pivoting movements of the bearings well.
3.5. Test 4: ASTM D4170 Parameters in the SNR-FEB2 Test Rig
To investigate the influence of the test rig and the test bearings on the test results, tests are also to be carried out with bearing 51206 but with parameters of ASTM D4170 in the SNR-FEB2 test rig. For this purpose, the test rig was modified so that the original test conditions of ASTM D4170 could be simulated (± 6°, 2450 N, max. Hertzian contact pressure approx. 1.87 GPa; Cdyn/P = 7.9).
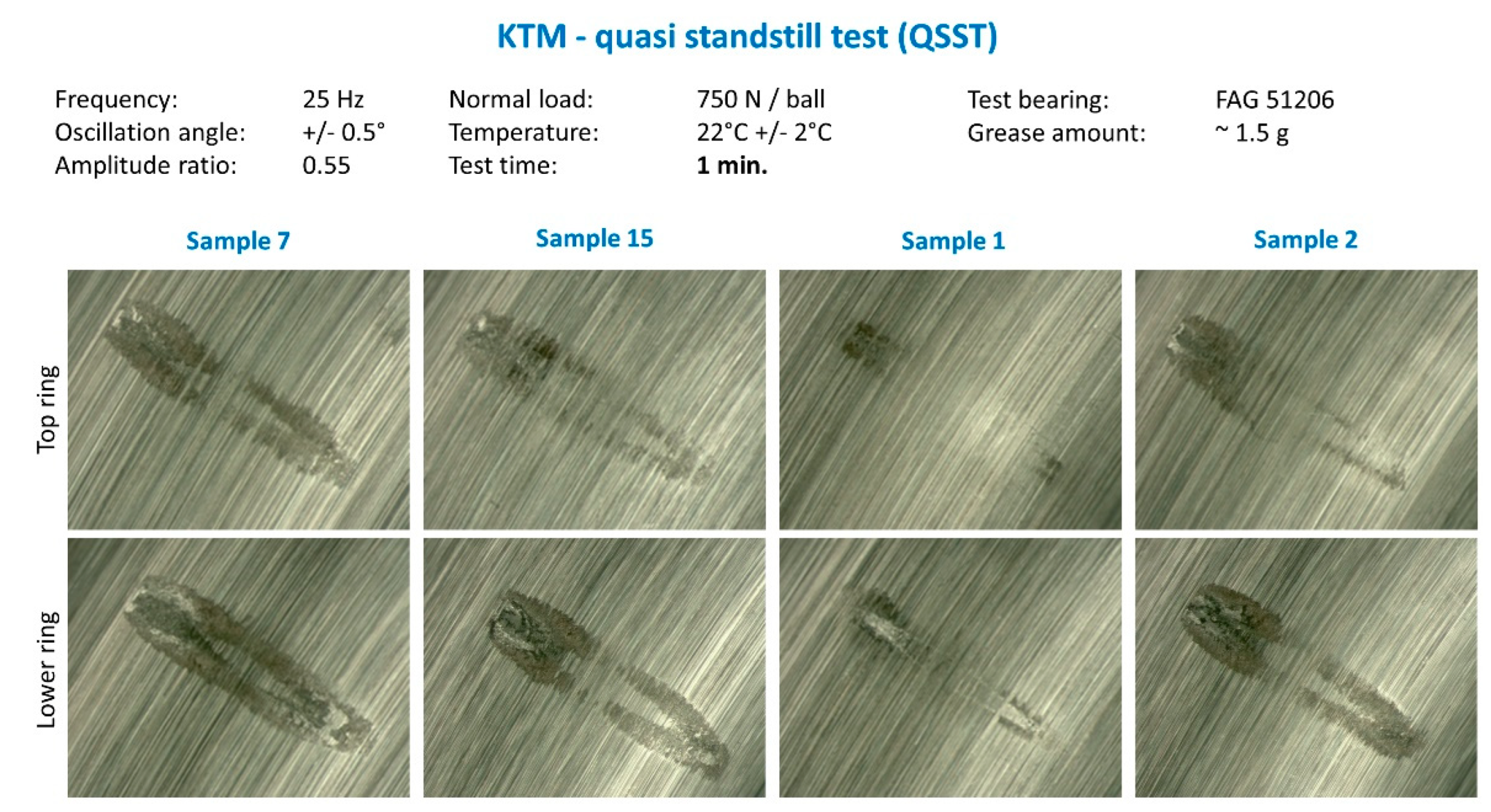
3.6. Test 5: KTM Quasi Standstill Test (KTM-QSST)
The KTM-QSST test was developed to map the lubricant influence in a macroscopically stationary bearing with changing tangential forces, which are introduced due to very small oscillation movements or due to vibrations (QSST—Quasi-StandStill-Test) [
16]. For the test, 8 of the 12 balls are removed. The normal force is set to 3000 N, so a maximum Hertzian contact pressure of 2400 N/mm
2 is achieved. Three test times are run (for greases, 1 min = 1500 load cycles (LC), 6 min (9000 LC), and 80 min (120,000 LC)) to investigate and document the change over time. For each of these three tests, a new set of 4 new balls is used, positioned at an unloaded location on the races. At the end of the test, each race thus shows 12 marks (
Figure 9). Always three marks show the evolution over the number of cycles.
3.7. Test 6: Fretting Test According to ASTM D7594 on the SRV Test Rig
Because of the previously described problems with the precision of the Fafnir test, at the urging of the U.S. aerospace industry, a new fretting test was developed and then standardized (ASTM D7594, pure sliding, point contact, 100 N, amplitude 0.3 mm, 50 Hz, 80 °C [
14]) on the SRV test rig (SRV = oscillating-friction-wear tribometer; high-frequency, linear-oscillating testing machine) [
32]. The authors would refer to this test as a “true” fretting test since a pure oscillatory sliding motion is applied here, and the oscillation amplitude is less than the Hertzian contact width (2b).
The NLGI specification for high-performance multi-use greases (HPM-LL = Long Life and HPM-HL = High Load Carrying Capacity) lists this test as an alternative to the Fafnir test acc. ASTM D4170.
The SRV test rig is now so widespread that a more detailed presentation is omitted here.
4. Test Results and Discussion
In the first step, the images of the rolling bearings after the test are compared. Then the mass losses are graphically displayed and evaluated.
4.1. Test 1: Fafnir Wear Test Acc. ASTM D4170
The tests with 0.35 g grease show clear differences between the four greases (
Figure 10). The lowest mass loss is determined with sample 1, the Lithium soap grease with the highest oil separation rate. Nevertheless, clear troughs can already be seen here. The other Lithium soap grease is ranked second in this test. With the Calciumsulfonat samples 7 and 15, the grease is extremely thickened due to the particle input. Very deep troughs can be seen.
Increasing the amount of grease from 0.35 g to 1 g, as suggested in the standard, leads to a significant reduction in wear for all samples except sample 1, which already gives a good result with the small amount of grease. The grease differences become much smaller with the larger amount of grease. Under these conditions, even grease sample 15 is the best, closely followed by sample 1. The second lithium soap grease (sample 2), with a lower oil separation than sample 1, shows a certain scattering. On average, the result is a little better than that of the second calcium sulphonate grease (sample 7).
The mass losses are compared in detail in the overview diagram in Figure 17 and the discussion of results.
4.2. Test 2: Test Bearing 51206 in Fafnir Tester, Parameters Adapted to ASTM D4170
In this modified test, the bearings of type 51206 known from the SNR-FEB2 test were used in the Fafnir test rig. To keep the contact pressures similar, 4 of the 12 balls were removed. In this case, too, only the raceway grooves were filled with grease and smoothed off. No further grease was spread in the cage.
Figure 11 shows that the four sample greases can again be well differentiated. The ranking corresponds remarkably well to the classic Fafnir test with reduced grease amount (
Figure 10). An influence of the bearing type and manufacturer cannot be detected.
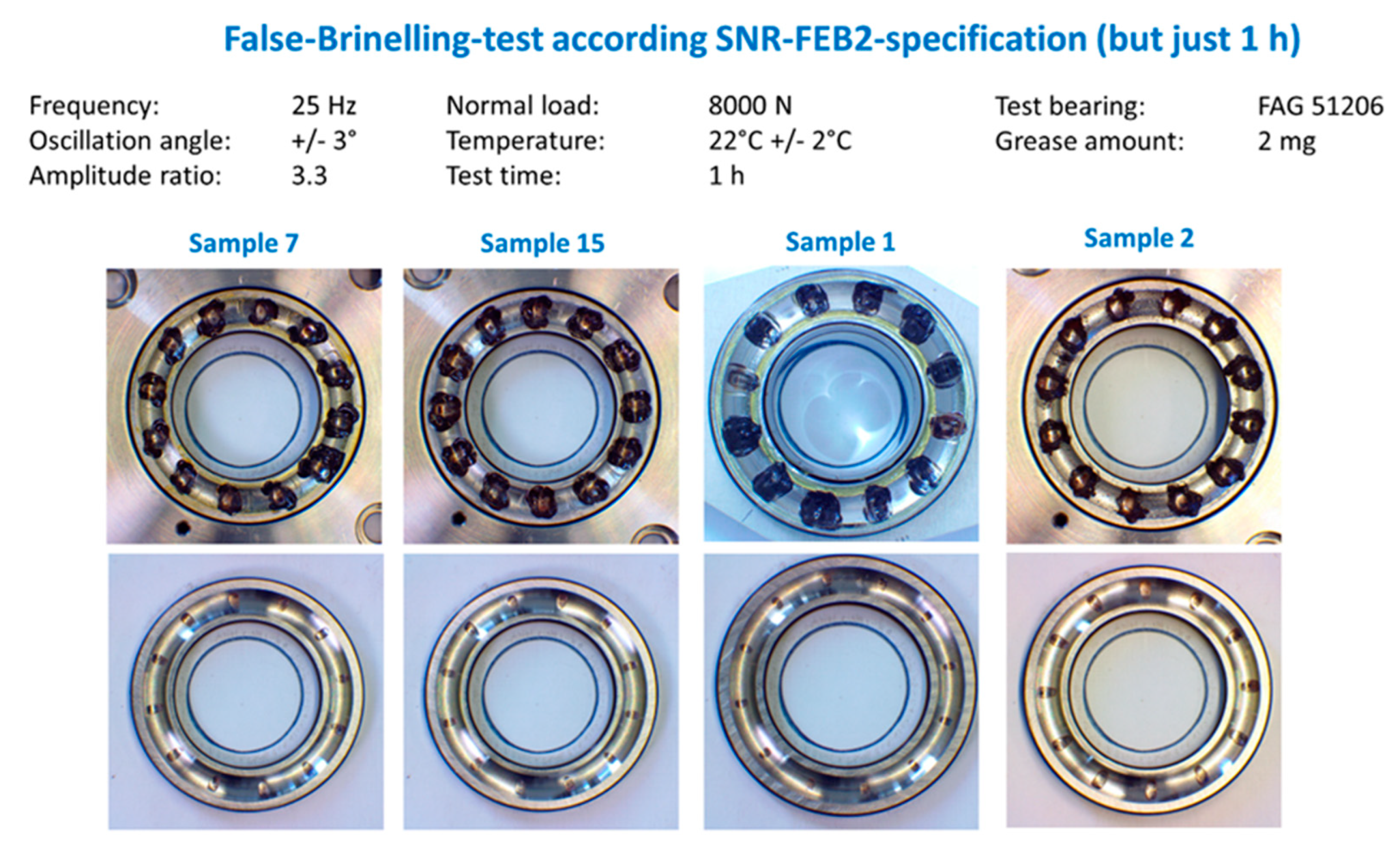
4.3. Test 3: SNR-FEB2-Test
As it was known from previous tests that all four greases did not perform particularly well under the SNR-FEB2 conditions, the test duration was reduced to one hour (instead of 50 h). This way, differences that are later lost due to secondary wear effects can still be seen.
Grease sample 1 also performs best in this test. You can see that the grease is still reasonably fluid. Unlike all three samples, no dry wear particles are visible yet. Nevertheless, hollows are also already visible here (
Figure 12).
4.4. Test 4: ASTM D4170 Parameters in the SNR-FEB2 Test Rig
To investigate the influence of the test rig and the test bearings on the test results, tests are also to be carried out with bearing 51206 but with parameters of ASTM D4170 in the SNR-FEB2 test rig. For this purpose, the test rig was modified to realize the larger oscillating angle (±6°).
Sample 1 also performs best in this test. Here, the wear on all individual bearing components is less than 0.25 mg. The grease still looks very fluid. Sample 15 also shows relatively good results. Greases 2 and 7 perform poorly under these conditions with a large x/2b ratio (
Figure 13).
4.5. Test 5: KTM Quasi Standstill Test (KTM-QSST)
The following overview shows exemplary markings from the quasi-standstill test (
Figure 14 and
Figure 15). For overview purposes, an evaluation using school marks was performed based on a comparison with known reference greases (see [
3]). This, so far, still subjective procedure is currently replaced by an image recognition algorithm based on machine learning.
The microscope images show clear markings are already visible after 1500 cycles (
Figure 14). The markings on the lower ring are always somewhat more pronounced than on the upper ring. However, one would suspect that gravity should lead to more favorable lubrication conditions in the lower running groove. So far, there is no explanation for this phenomenon, which we observe frequently. After 120,000 cycles (
Figure 15), the marking are already very pronounced in all the lubricants examined.
After one minute, clear advantages can be seen for the lithium soap grease 1 with the higher oil release. Grease 7 performs worst here. The other two grease samples show very similar results. None of the greases can reliably prevent the formation of standstill marks. The very low load cycles (1500 LC, test period 1 min) should be noted here.
Even after 80 min, slight advantages can be seen for grease 1. Especially in the lower race, however, the marks are already very pronounced and would not be acceptable in an application.
4.6. Test 6: Fretting Test According to ASTM D7594 on the SRV Test Rig
The “classic” Fretting test under oscillating sliding friction in the SRV shows the problem of the very high contact pressure at the start of the test due to the point contact. Two of the four grease samples could not be tested under these standard test conditions since, in the case of the two lithium soap greases investigated, adhesive failure (seizure) occurred immediately at the start of the test (still in the running-in phase with 50 N). Both calcium sulphonate greases ran through without any problems (
Figure 16).
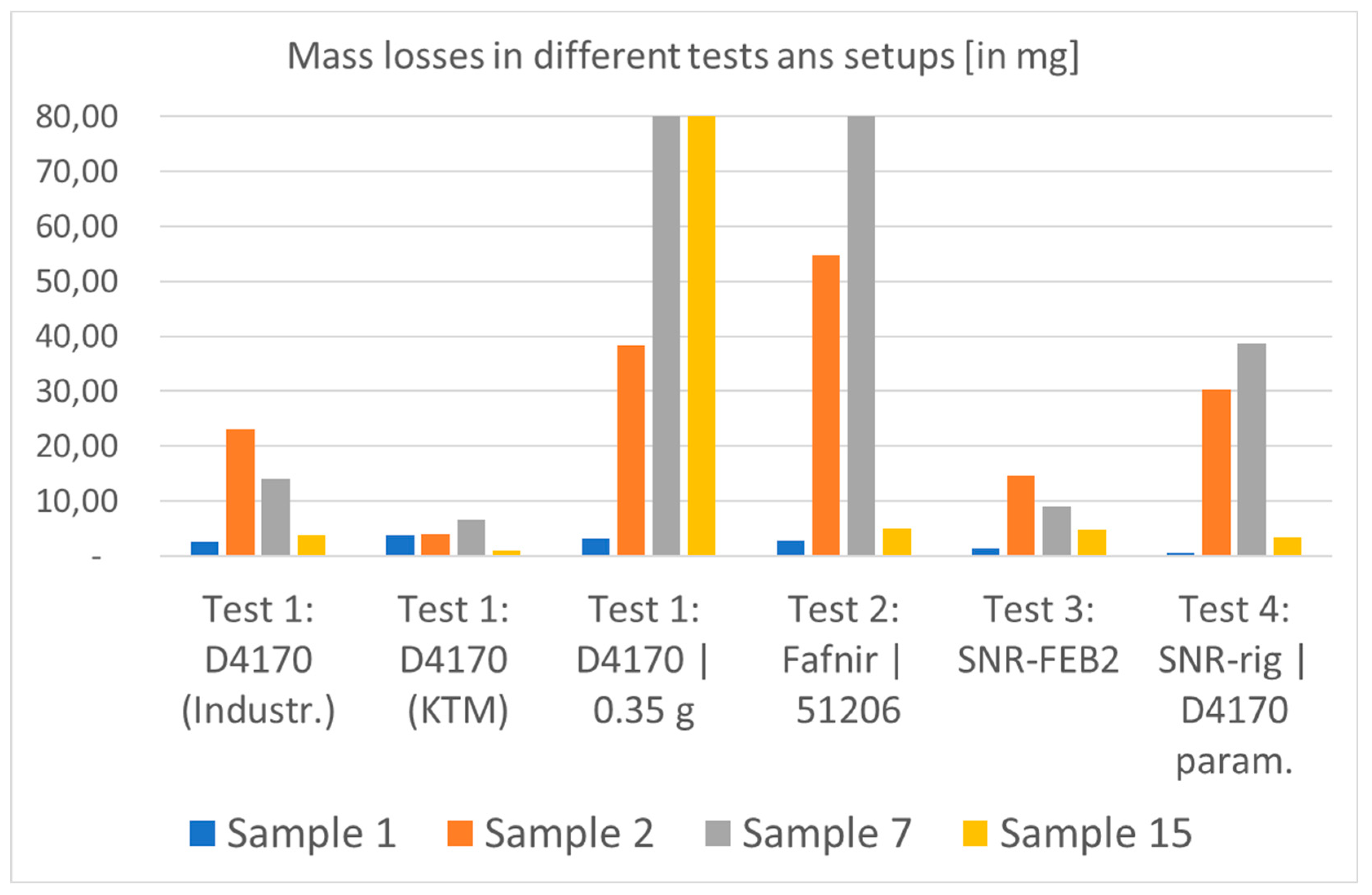
4.7. Overview and Comparisons
The following diagram (
Figure 17) compares all tests with a larger amplitude ratio (SNR-FEB2 and ASTM D4170 standards and variations). “ASTM D4170 (Industr.)” indicates the Fafnir results of the industrial partner, which are listed for comparison.
It can be seen that sample 1 gives a very good result in all six tests. The differences are surprisingly small, although different test bearings, test methods and grease quantities are used here. The grease thus appears to be very suitable for all conditions.
Sample 2 shows a significantly larger scatter. Only in the standard ASTM test at the KTM did it perform similarly well to grease 1. However, a higher Fafnir value was measured at the industry partner. This matches the poorer value in the test, in which Fafnir-test parameters were reproduced on the SNR test bench. In the classic SNR-FEB2 standard test, the sample performs worst. The result is also poor in the test with ASTM D4170 parameters in the SNR test rig. Thus, the grease already has problems providing proper lubrication under these conditions. Smaller quantities of lubricant (only rings filled) seem to be also problematic.
Sample 7 performs the worst in almost all tests. This grease also seems to have problems with small amounts of grease, as shown by the high mass losses in both tests on the Fafnir test rig at a grease quantity of 0.35 g. The grease also performs poorly in the standardised tests according to ASTM D4170 or SNR-FEB2 standards. In the standard-compliant tests according to ASTM D4170 or SNR-FEB2 standards, the grease also performs quite poorly.
In sample 15, the very poor result in the Fafnir test with reduced grease amount is striking. All other results are quite good. The comparison of the two Fafnir tests at the industry partner and the KTM gives similar results within the usual spread for the test. The test result with bearing 51206 based on the Fafnir test, the standard SNR FEB2 test and the test with ASTM D4170 parameters on the SNR test bench show almost the same result.
The results clearly show that in tests with a relatively large amplitude ratio of >>1, the oil release, thickener type and grease quantity are decisive factors. Sample 1, with an oil release of 4.64% according to DIN 51817 [
34], performs by far the best and is also the most reproducible. For the other samples, the statement is not quite so clear. Sample 2, with the same thickener but a significantly lower oil release of 1.18%, performs consistently much worse. The results with reduced grease quantity are particularly poor. Sample 7, with the lowest oil release but based on calcium complex, also shows clear weaknesses with a small amount of grease. The results with larger lubricant quantities are better; however, they also do not come close to those of grease sample 1. Sample 15 shows good results except for the possible outlier in the Fafnir test with 0.35 g grease. This shows the clear influence of the thickener, as the grease has an even lower oil release than sample 2.
With grease samples 1 and 15, two greases with different thickener types and different oil releases perform best on average. This shows that the oil release seems to be important for the lithium soap greases. With a different thickener, however, other variables may be more important. Thus, it should be noted that the complete rheological properties of a lubricant influence the performance under these special operating conditions, and the results cannot simply be reduced to a single variable. For example, the two calcium sulphonate greases clearly show that it is not the oil release alone that is important. However, in the case of lithium soap greases, oil release is a decisive factor, as other researchers have already demonstrated [
4,
5,
11].
The result for the examinations with a small amplitude ratio is completely different. The clearer but unfortunately subjective evaluation based on school grades (1 very good, six very poor) shows that grease sample 1 also has a clear advantage in this test (
Figure 18). Nevertheless, the result is not good. Calcium sulfonate grease 15, which mainly performed very well under wider angles, is rather unsuitable under these conditions. Samples 7 and 15 (both calcium sulphonate greases) differ only minimally. Sample 2 is completely unsuitable. The low oil release combined with the higher NLGI class seems extremely unfavorable with the lithium soap grease. Whether calcium sulphonate greases generally perform relatively poorly under these conditions cannot yet be generalized based on the two samples. Unfortunately, no investigations by other researchers under similar conditions for this modern thickener type are known.
The comparison with the “classic” Fretting test under oscillating sliding friction in the SRV shows the problem of the very high contact pressure at the start of this test due to the point contact. Two of the four grease samples could not be tested under these standard test conditions since, in the case of the two lithium soap greases investigated, adhesive failure occurred immediately in the running-in phase of the test. On the other hand, the two calcium sulfonate greases give almost identical results (mean wear scar diameter 415 mm for sample 15 versus 397 mm for sample 7). The high contact pressure in point contact requires a special lubricant or additive chemistry for these starting conditions, ultimately of secondary importance in rolling bearings. The test should, therefore, only be used if high local pressures and pure sliding friction are to be expected in practice. Greases may be suitable for fretting conditions in surface contact (e.g., for shaft-hub connections [
35,
36]) or rolling bearings, even if they do not pass the SRV test according to ASTM D7591.
5. Discussion, Conclusions and Outlook
This in-house series of tests aimed to compare different laboratory test methods used to evaluate lubricating greases for rolling bearings that only perform small oscillating movements or are only exposed to vibration loads (e.g., blade bearings in wind turbines). According to ASTM D4170, the Fafnir wear test, and the SNR-FEB2 test, frequently required in Europe, can be mentioned here as standard procedure. In addition, an in-house test was carried out that simulated bearings at very small oscillation angles and vibrations (KTM QSST). The new NLGI grease specification for high-performance multi-use greases (HPM) also requires the SRV test according to ASTM D7594 for greases with higher loads, which is why this was also included in the test series. The test series was supplemented by modifications of the tests to investigate the influence of the bearing type and test rig.
Four mineral oil-based grease samples with two types of soap thickener (lithium and calcium sulphonate) were produced for the test series, which gave different results in the Fafnir test. The series of tests aimed not to find a particularly suitable grease for the application but to point out that the greases give different results depending on the tribological stress collective.
The first part of the publication explained the scientific principles of rolling bearings that are only operated under small angles of vibration or subjected to vibrations. In these investigations, it is important to consider the amplitude ratio x/2b, the ratio between the oscillation path of the rolling element (x) and twice the Hertzian contact width (2b). At a ratio smaller than 1, parts of the contact are never opened, which makes the re-entry of lubricant much more difficult or even impossible. At an amplitude ratio greater than 1, reflow is possible in principle and depends strongly on the lubricating grease rheology.
In the second section of the publication, the operating and test conditions of common and partly standardized rolling bearing test methods were presented. Four greases samples with known formulations were compared in these three standard rolling bearing tests, two modified tests, and a classical Fretting test under oscillating sliding friction.
It can be shown that the performance of the lubricants is highly dependent on the test conditions and that, to date, there does not appear to be one universal lubricant for these different operating conditions. A high oil release is advantageous for rolling bearings operating at relatively small oscillation angles. However, changing the thickener can be equally promising.
A comparison with a “classic” Fretting test under oscillating sliding friction in the SRV test rig shows the problem of the very high contact pressure at the start of the test. Two of the four grease samples could not be tested under these standard test conditions. The high contact pressure in point contact requires a special lubricant or additive chemistry to prevent seizure, ultimately of secondary importance in rolling bearings. The test should, therefore, only be used if high local pressures and pure sliding friction are to be expected in practice.
This series of tests aimed to show that a laboratory test must be chosen that reflects practical conditions as well as possible. This could be vividly demonstrated using the specially formulated model greases. In particular, small x/2b-ratios of less than 1 represent a major challenge for the lubricants used. Lubricating greases that still perform very well at x/2b-ratios greater than 1 can be completely unsuitable here. The SRV fretting test (ASTM D7594) is not suitable for reliably predicting the grease performance in a rolling bearing.
If necessary, results from several tests must also be considered if different conditions may prevail in practice. For example, the conditions in the blade bearings of wind turbines differ significantly. During the adjustment movement, large x/2b ratios occur, whereas small x/2b ratios must be considered during a standstill under vibration [
15,
37]. The lubricant selected must, therefore, always represent a compromise.
Since fretting, standstill marks and false brinelling are the main focus of the institute, we will carry out further investigations on this exciting and practically relevant complex of topics. For example, tests are currently being carried out on the effect of standstill marks on the service life of rolling bearings in high-speed applications. In parallel, ionic liquids are being investigated for suitability under fretting conditions.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}