Synergistic Effects of Surface Texture and Cryogenic Treatment on the Tribological Performance of Aluminum Alloy Surfaces

Abstract
1. Introduction
2. Test Methodology
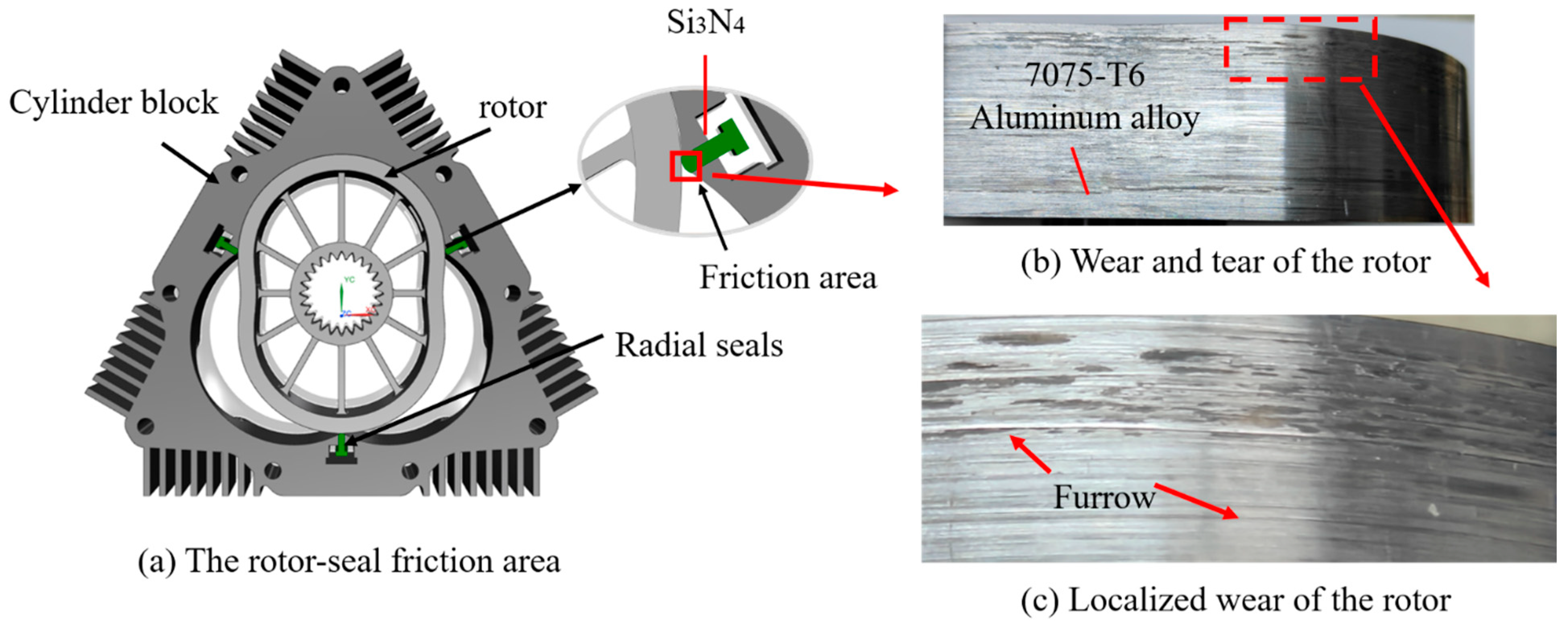
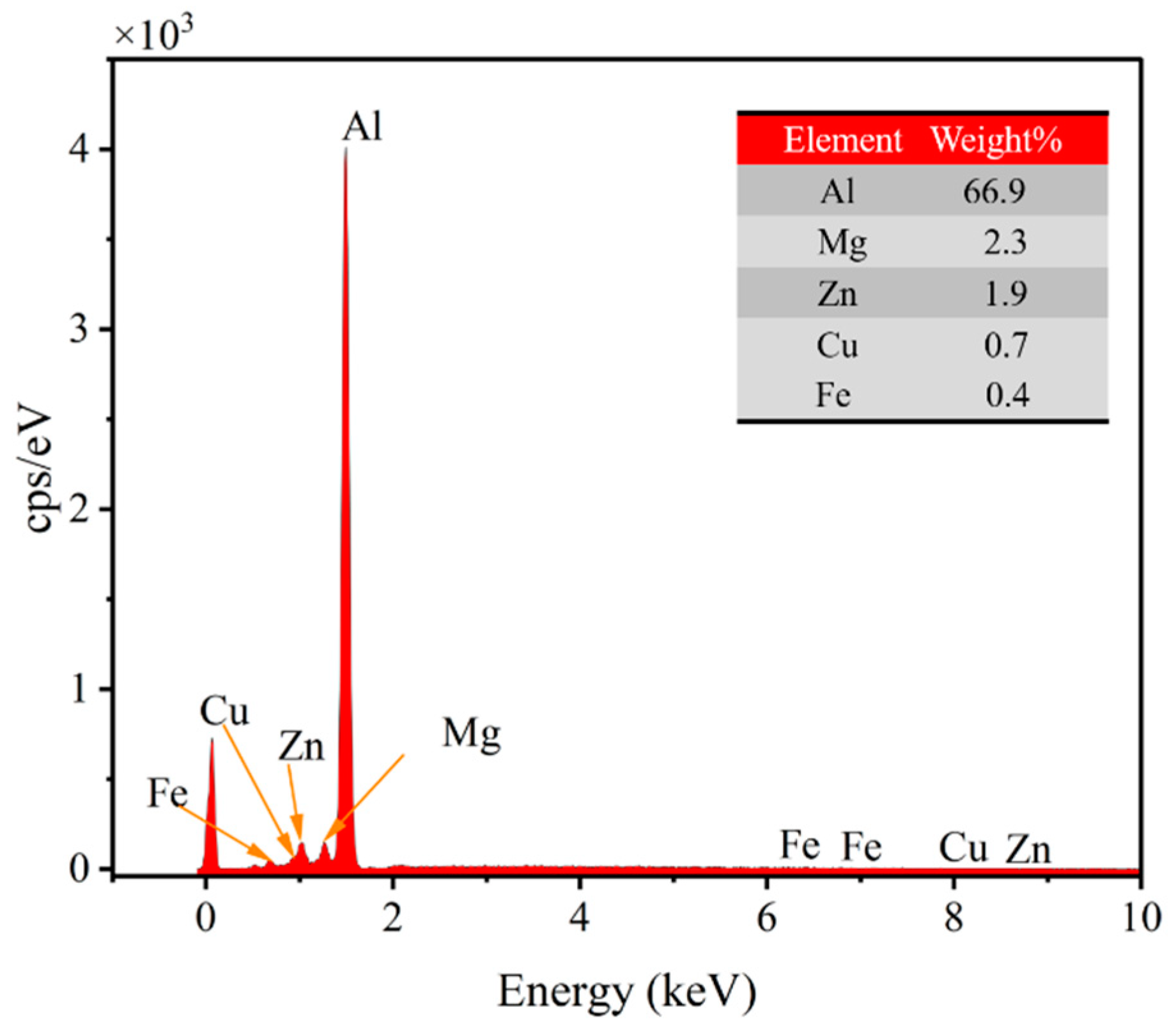
2.1. Test Materials
2.2. Heat Treatment of Aluminium Alloy 7075-T6
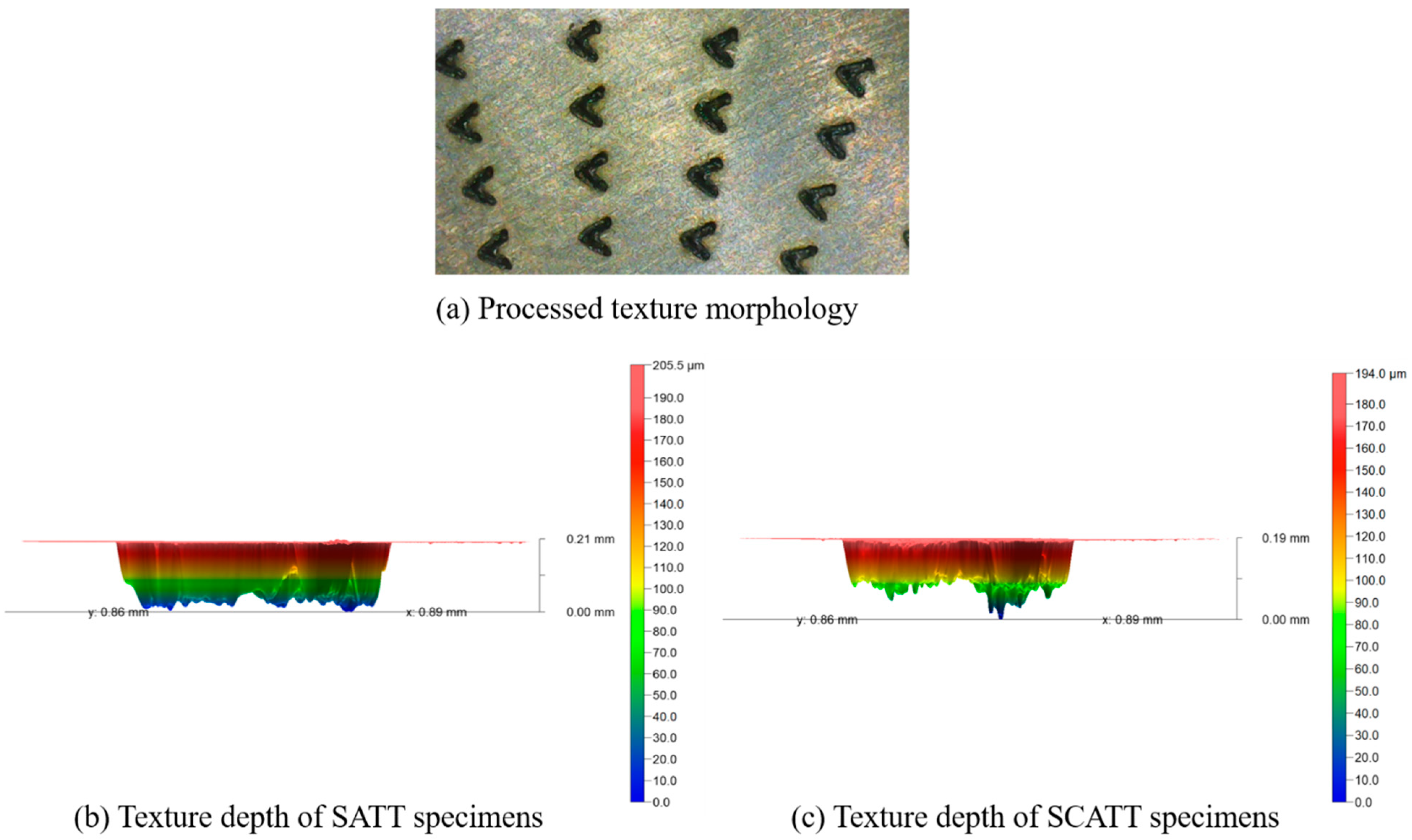
2.3. Methods of Preparation of Texture on Specimen Surfaces
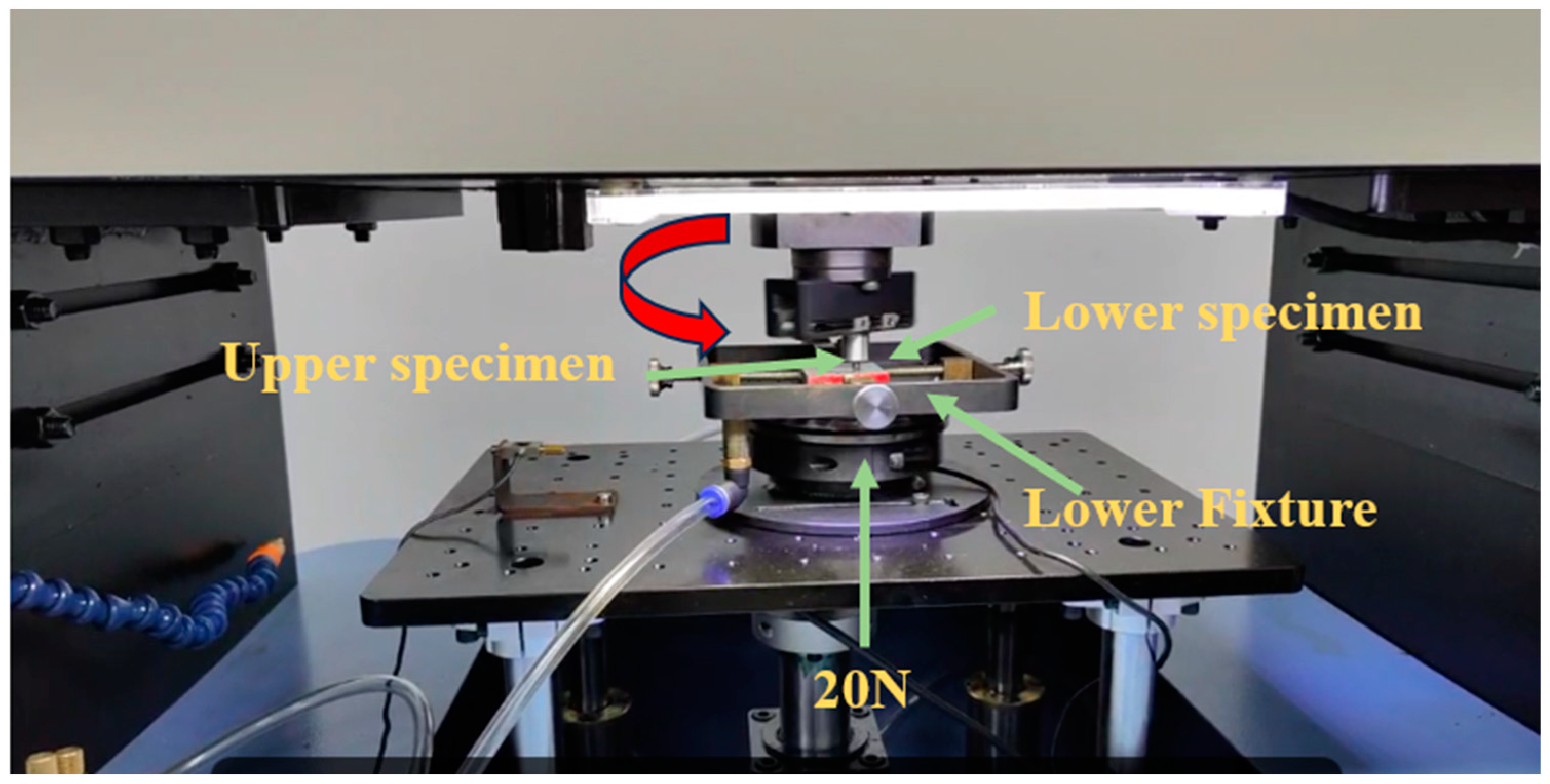
2.4. Tribological Tests
- (1)
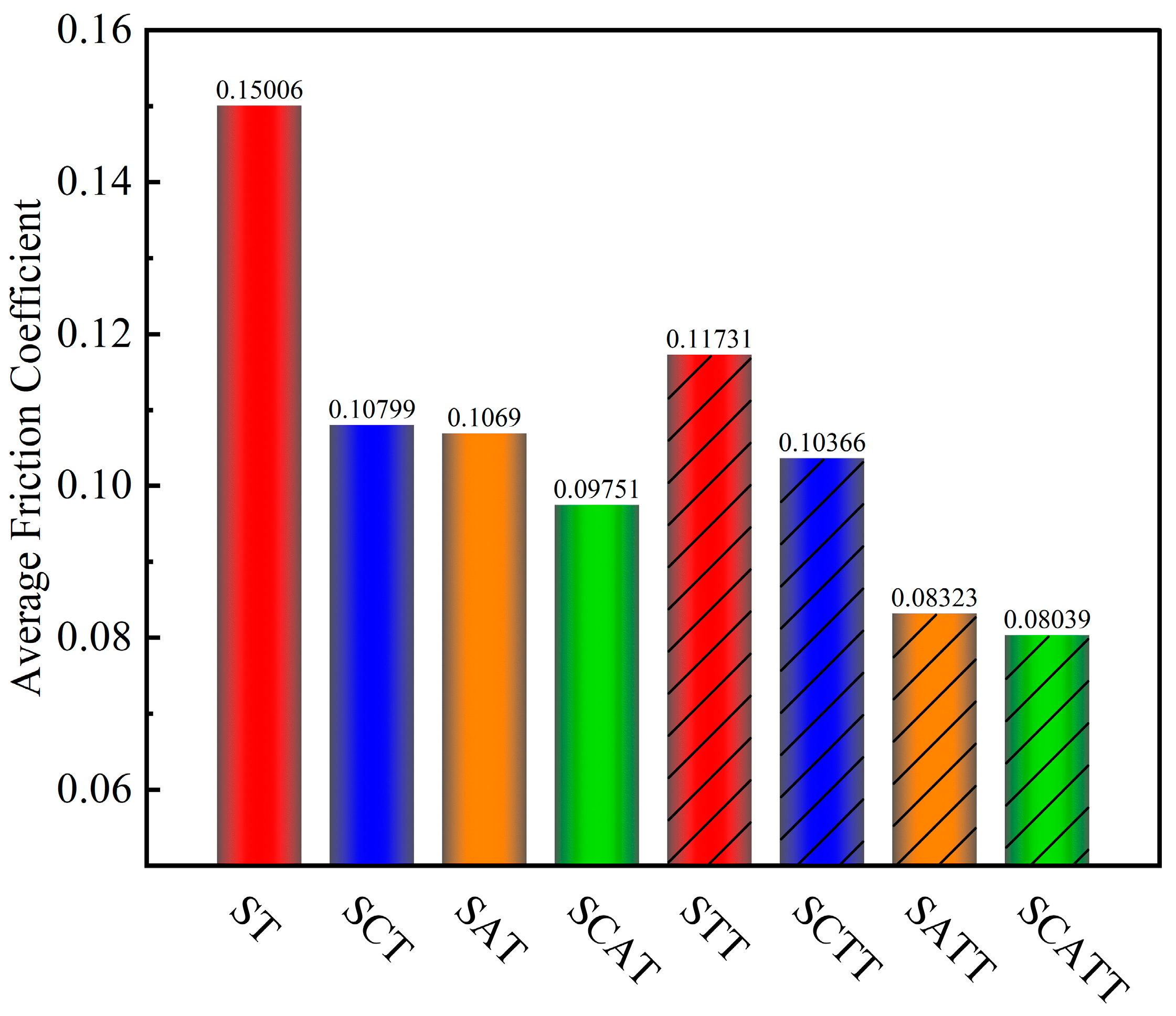
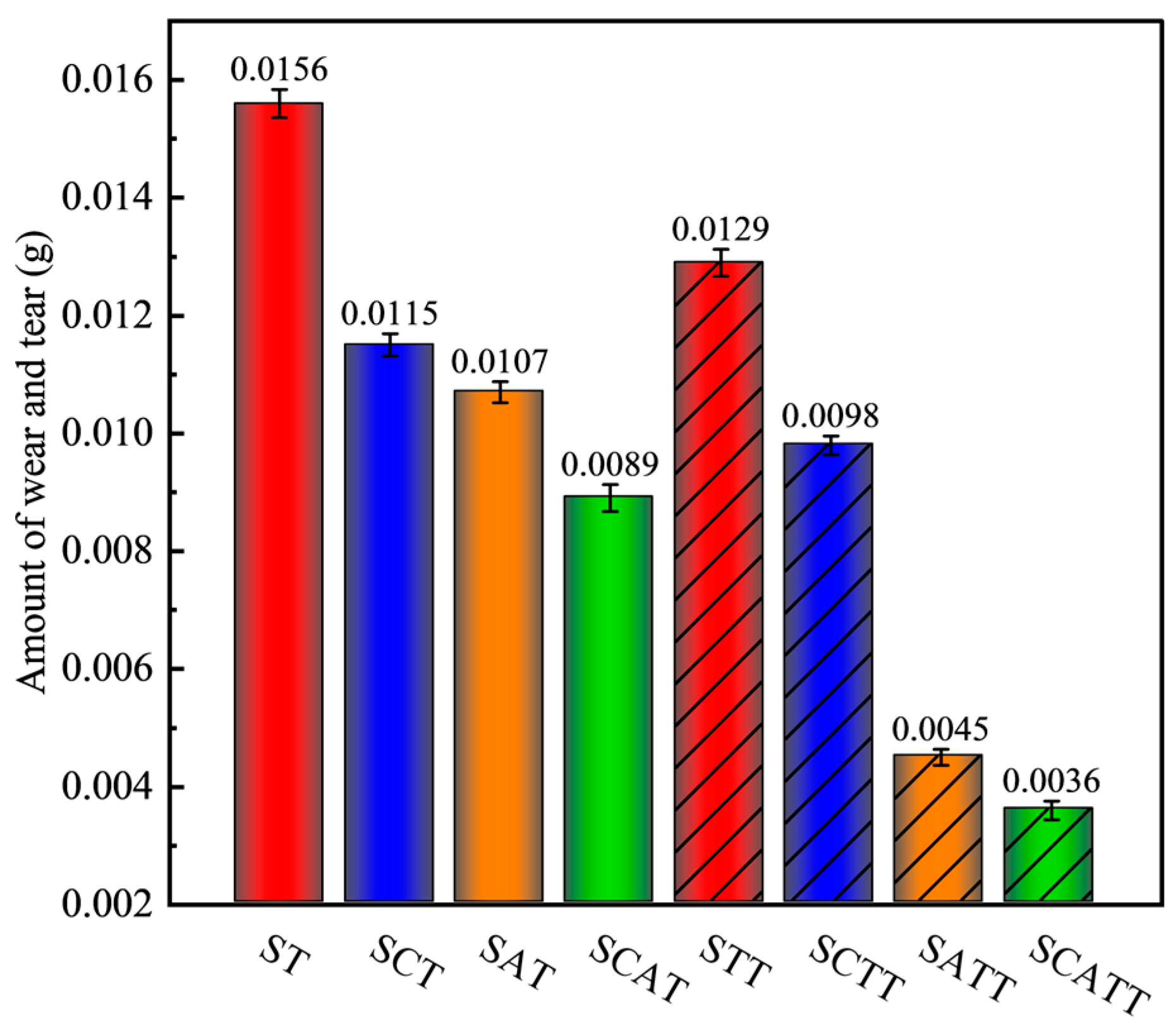
- To investigate the impact of cryogenic treatment and surface texture on the wear and abrasion characteristics of aluminum alloy 7075-T6, eight different surface treatment experimental schemes were devised and compared, denoted as ST (Solution treatment), SAT (Solution treatment and aging treatment), SCT (Solution treatment and cryogenic treatment), SCAT (Solution treatment, cryogenic treatment, and aging treatment), STT (Solution treatment and surface texture treatment), SATT (Solution treatment, aging treatment, and surface texture treatment), SCTT (Solution treatment, cryogenic treatment, and surface texture treatment), and SCATT (Solution treatment, cryogenic treatment, aging treatment, and surface texture treatment). Each set of experiments was conducted under identical rotational speed and load parameters. To ensure result reproducibility, three trials were performed for each factor. Prior to the commencement of the experiments, the surfaces of the specimens were uniformly coated with Mobil Special 2T lubricating oil, with a dynamic viscosity of 0.071 Pa·s. No lubricant was added during the friction and wear tests to simulate the authentic lubrication conditions of the rotor-apex seal friction pair during actual operation.
- (2)
- The specimens were subjected to ultrasonic cleaning using a CJ-009-1 machine before and after the experiments, immersed in anhydrous ethanol for 15 min. Subsequently, they were weighed three times using an electronic balance with an accuracy of 0.1 mg. The wear mass loss of each sample was then computed.
- (3)
- The friction coefficients post-experiment underwent smoothing using graphic software to eliminate noise and reduce data fluctuation, facilitating a clearer observation of data trends. Specifically, the smoothing parameters employed the Savitzky-Golay method with a window size of 2000 data points and a second-order polynomial.
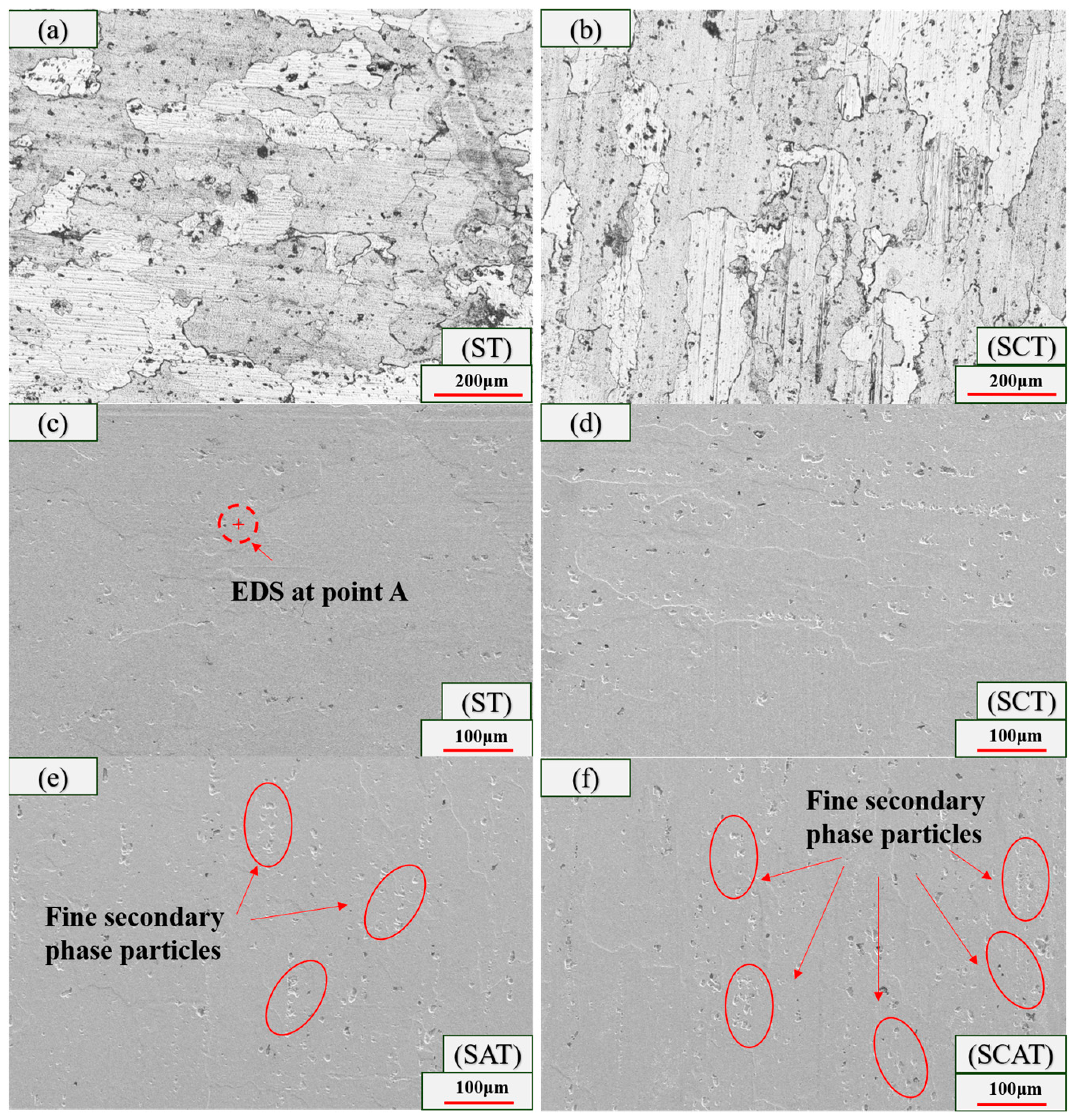
2.5. Microstructural Analysis
3. Computational Fluid Dynamics Simulation Models
3.1. Simulation Model Building and Meshing
3.2. Boundary Conditions and Fluid Properties
4. Results and Discussion
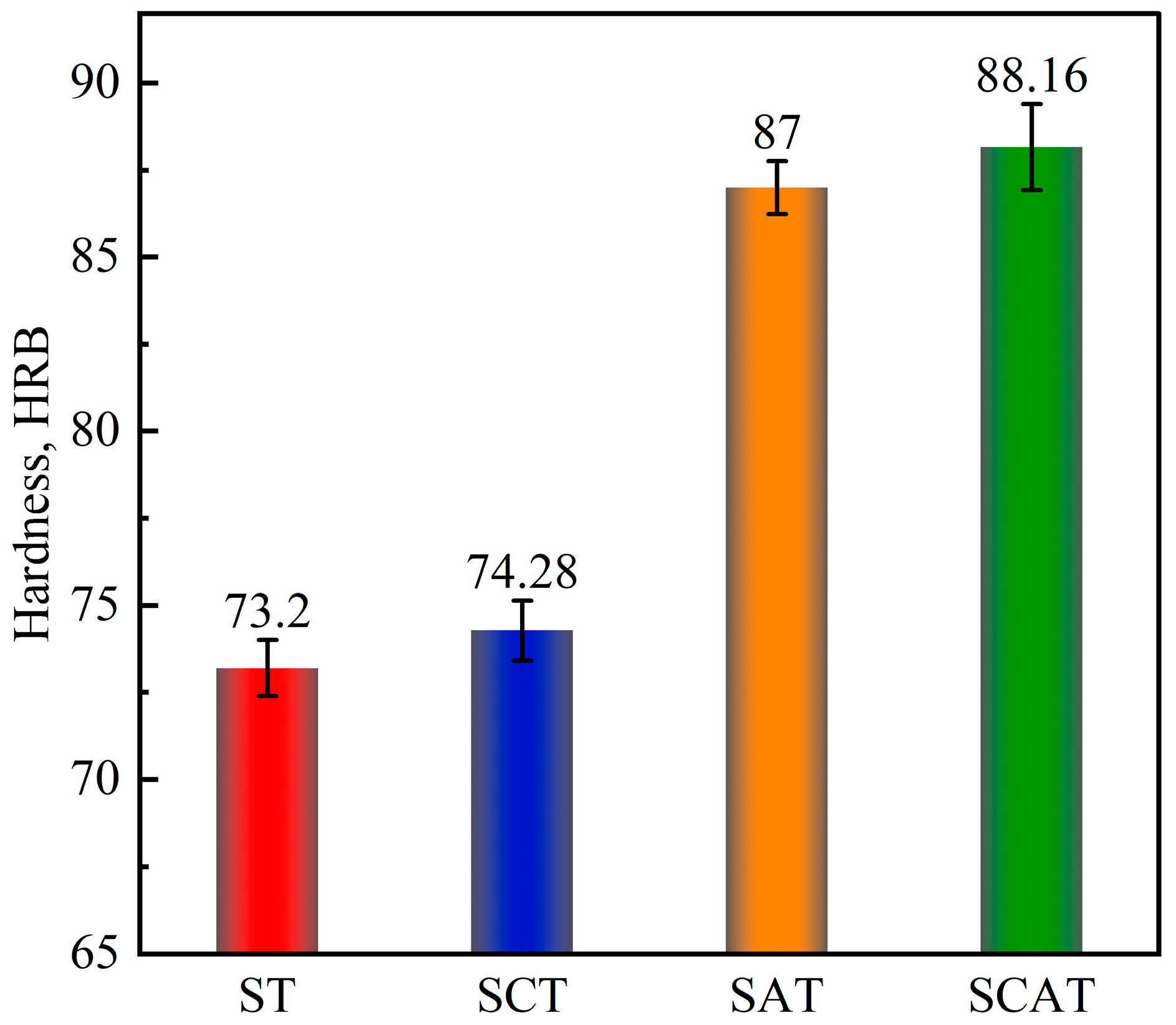
4.1. Effect of Heat Treatment on Mechanical Properties of 7075-T6 Aluminum Alloy
4.2. Texture Results
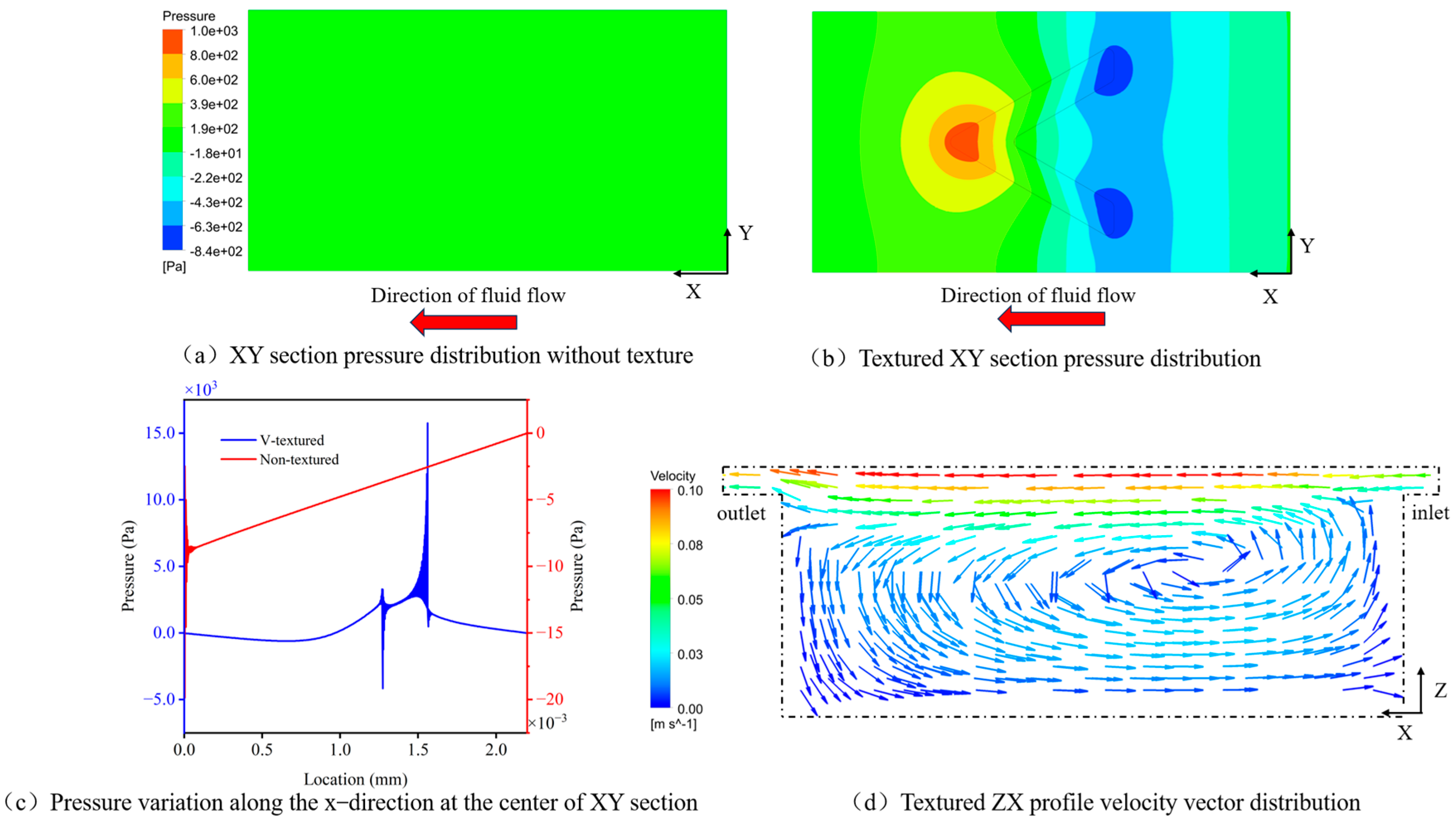
4.3. Analysis of the Effect of Texture on the Lubricity of Friction Surfaces
4.4. Study and Analysis of the Effect of Different Heat Treatments on the Friction Properties of Texture
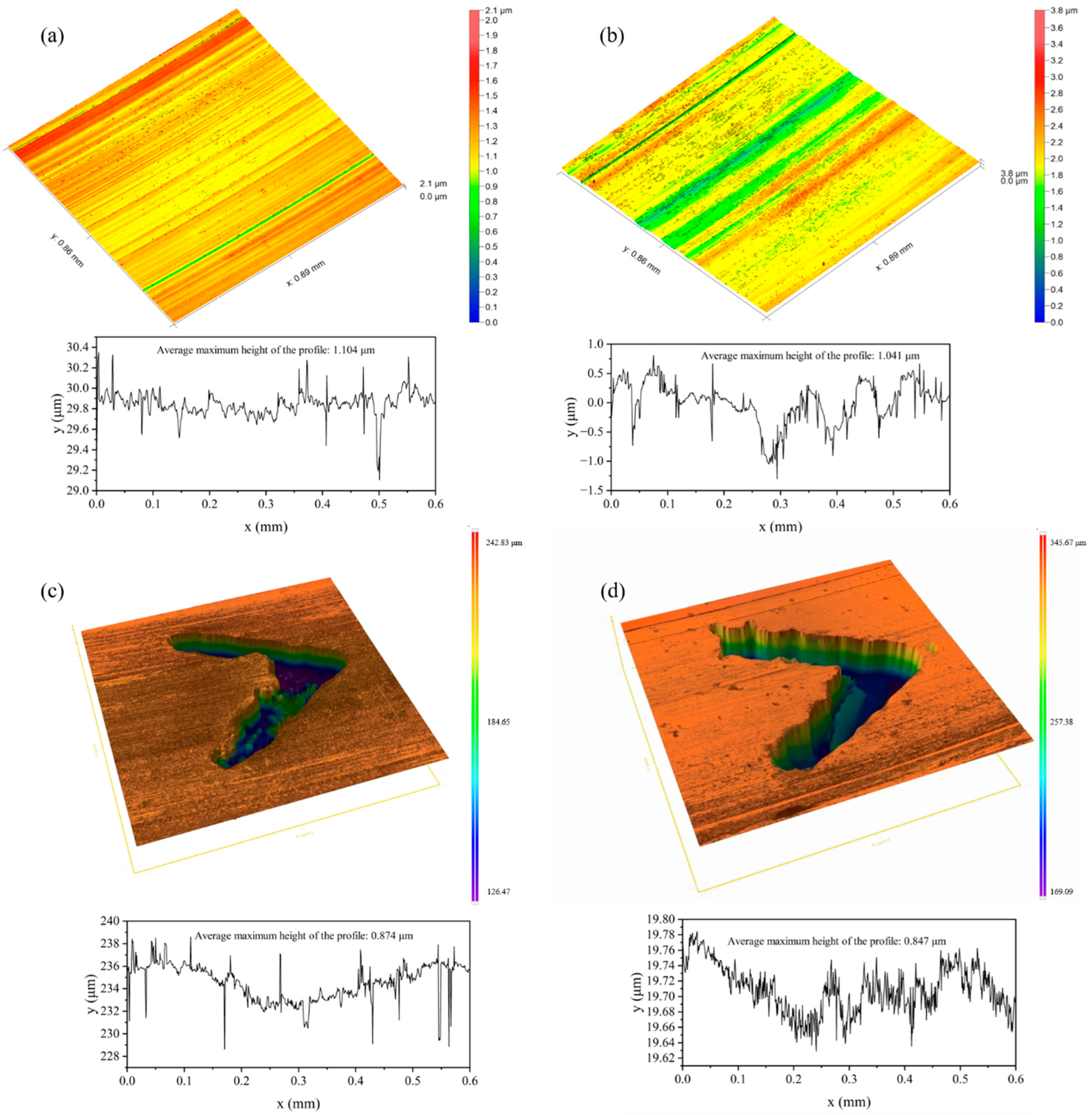
4.5. Wear and Tear Discussion
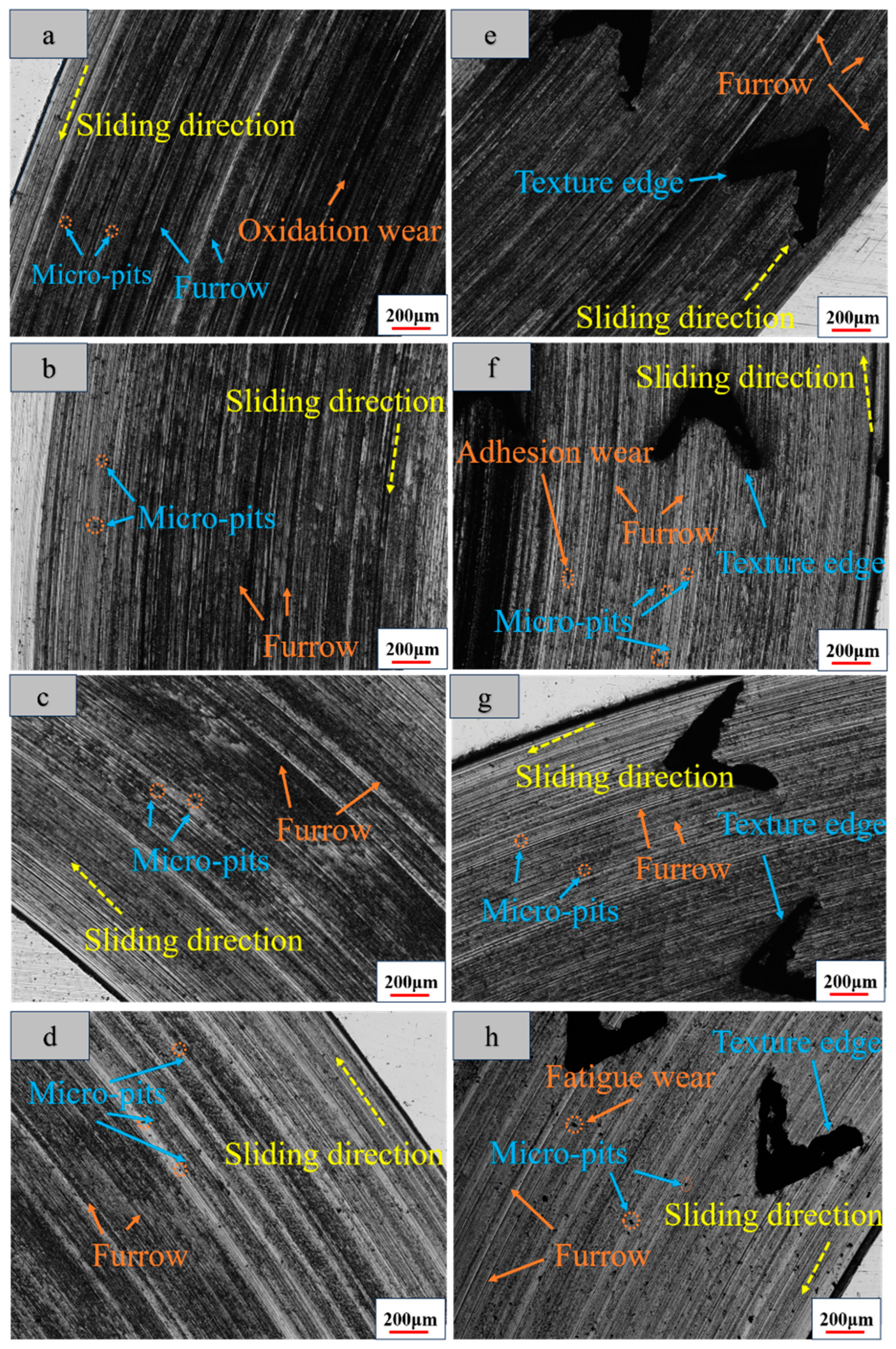
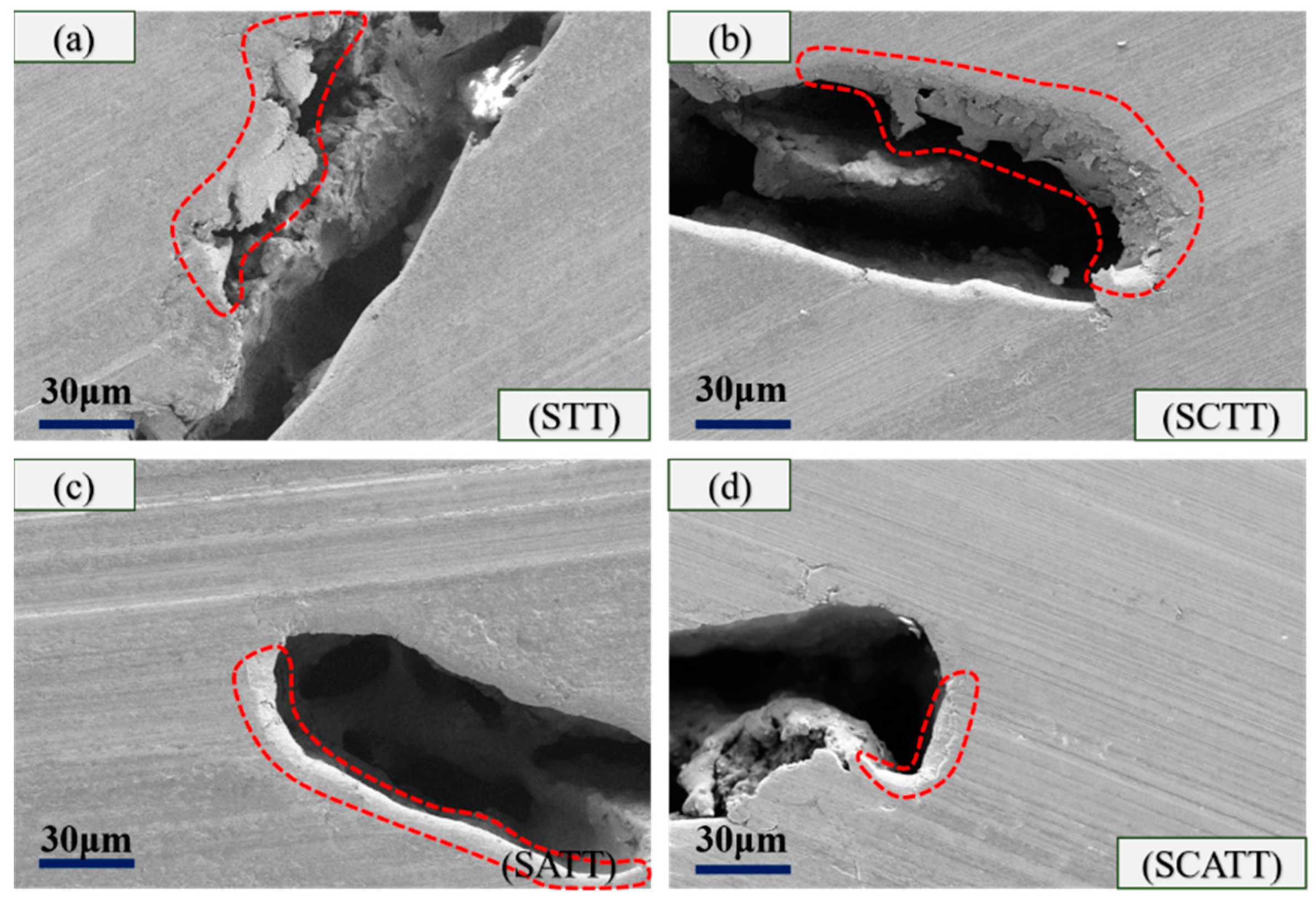
4.6. Wear Mechanism Analysis
5. Conclusions
- (1)
- Surface texture combined with cryogenic treatment effectively enhances the friction performance of 7075-T6 aluminum alloy, reducing the friction coefficient by 24.8% and wear volume by 66.4%.
- (2)
- The texture facilitates a reduction in the contact area of microasperities, concurrently decreasing the wear volume through the hydrodynamic lubrication effect. Simultaneously, cryogenic treatment effectively bolstered wear resistance of the texture, enhancing its wear reliability and retarding processes such as fatigue wear, abrasive wear, and oxidative wear on the material surface. Therefore, the combined approach of surface texture and cryogenic treatment significantly enhanced the tribological performance of 7075-T6 aluminum alloy.
- (3)
- Compared to cryogenic treatment, surface texture has a greater impact on the coefficient of friction and wear resistance of 7075-T6 aluminum alloy. Surface texture and cryogenic treatment can respectively reduce the coefficient of friction by 22.1% and 8.7%, while enhancing wear resistance by 57.9% and 16.8%, respectively.
- (4)
- Cryogenic treatment of 7075-T6 aluminum alloy facilitates the precipitation of fine secondary phase particles and enhances the precipitation strengthening during aging. Introducing cryogenic treatment prior to aging treatment can elevate the microhardness of 7075-T6 aluminum alloy.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature and Abbreviations
| ρ | The density of the lubricating oil (kg·m−3) |
| μ | The dynamic viscosity of the lubricating oil (Pa·s) |
| u | The velocity component of the lubricating oil along the x-axis (m·s−1) |
| v | The velocity component of the lubricating oil along the y-axis (m·s−1) |
| p | The pressure within the lubricating oil flow field (Pa) |
| ST | Solution treatment |
| SAT | Solution treatment and aging treatment |
| SCT | Solution treatment and cryogenic treatment |
| SCAT | Solution treatment, cryogenic treatment, and aging treatment |
| STT | Solution treatment and surface texture treatment |
| SATT | Solution treatment, aging treatment, and surface texture treatment |
| SCTT | Solution treatment, cryogenic treatment, and surface texture treatment |
| SCATT | Solution treatment, cryogenic treatment, aging treatment, and surface texture treatment |
References
- Reitz, R.D.; Ogawa, H.; Payri, R.; Fansler, T.; Kokjohn, S.; Moriyoshi, Y.; Agarwal, A.K.; Arcoumanis, D.; Assanis, D.; Bae, C.; et al. IJER editorial: The future of the internal combustion engine. Int. J. Engine Res. 2020, 21, 3–10. [Google Scholar] [CrossRef]
- Holmberg, K.; Erdemir, A. The impact of tribology on energy use and CO2 emission globally and in combustion engine and electric cars. Tribol. Int. 2019, 135, 389–396. [Google Scholar] [CrossRef]
- Zhang, S.; Liu, J.; Zhou, Y. Effect of DLC coating on the friction power loss between apex seal and housing in small Wankel rotary engine. Tribol. Int. 2019, 134, 365–371. [Google Scholar] [CrossRef]
- Meng, H.; Ji, C.; Yang, J.; Chang, K.; Xin, G.; Wang, S. Experimental understanding of the relationship between combustion/flow/flame velocity and knock in a hydrogen-fueled Wankel rotary engine. Energy 2022, 258, 124828. [Google Scholar] [CrossRef]
- Kotchenruther, R.A. Recent changes in winter PM2.5 contributions from wood smoke, motor vehicles, and other sources in the Northwest U.S. Atmos. Environ. 2020, 237, 117724. [Google Scholar] [CrossRef] [PubMed]
- Yuan, S.; Lin, N.; Wang, W.; Zhang, H.; Liu, Z.; Yu, Y.; Zeng, Q.; Wu, Y. Correlation between surface textural parameter and tribological behaviour of four metal materials with laser surface texturing (LST). Appl. Surf. Sci. 2022, 583, 152410. [Google Scholar] [CrossRef]
- Wang, Z.; Chen, W.; Zhang, L.; Li, D.; Guo, W.; Wang, Y.; Dai, Y.; Mao, Y.; Li, H.; Zheng, L. Surface texture and heat treatment on the friction performance of cam tappet experimental and fluid-solid coupling numerical study. Tribol. Int. 2023, 179, 108124. [Google Scholar] [CrossRef]
- Peng, E.; Huang, S. Wear performance of cylinder liner surface texturing on cylinder liner–piston ring assembly. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2018, 232, 291–306. [Google Scholar] [CrossRef]
- Song, F.; Yang, X.; Dong, W.; Zhu, Y.; Wang, Z.; Wu, M. Research and prospect of textured sliding bearing. Int. J. Adv. Manuf. Technol. 2022, 121, 1–25. [Google Scholar] [CrossRef]
- Zhao, C.; Jia, X.; Zhao, Q.; Ma, H.; Yu, Z.; Zhang, Z.; Du, W.; Zhang, H. Research progress on the effect of surface texture on the friction properties of CoCrMo alloys. Compos. Interfaces 2024, 31, 1269–1290. [Google Scholar] [CrossRef]
- Yin, H.; Chen, W.; Xia, D.; Wu, H.; Jing, P.; Chen, L.; Zhang, L.; Wang, Y.; Wang, Z.; Li, D. Friction properties of graphite coating deposited on wedge-shaped textured aluminum alloys prepared by 3D printing. J. Mater. Res. Technol. 2022, 20, 4452–4472. [Google Scholar] [CrossRef]
- Lu, C.; Shi, P.; Yang, J.; Jia, J.; Xie, E.; Sun, Y. Effects of surface texturing on the tribological behaviors of PEO/PTFE coating on aluminum alloy for heavy-load and long-performance applications. J. Mater. Res. Technol. 2020, 9, 12149–12156. [Google Scholar] [CrossRef]
- Kawasegi, N.; Kawashima, T.; Morita, N.; Nishimura, K.; Yamaguchi, M.; Takano, N. Effect of texture shape on machining performance of textured diamond cutting tool. Precis. Eng. 2019, 60, 21–27. [Google Scholar] [CrossRef]
- Wang, Z.; Dai, Z.; Wu, S.; Zhang, B.; Cao, J.; Ye, R. Combined effect of cavitation and multi-scale texture on the bearing properties of seawater-lubricated friction pair. Phys. Fluids 2023, 35, 087129. [Google Scholar] [CrossRef]
- Huang, J.; Guan, Y.; Ramakrishna, S. Tribological behavior of femtosecond laser-textured leaded brass. Tribol. Int. 2021, 162, 107115. [Google Scholar] [CrossRef]
- Liu, J.; Du, Z.; Su, J.; Tang, J.; Jiang, F.; Fu, D.; Teng, J.; Zhang, H. Effect of quenching residual stress on precipitation behaviour of 7085 aluminium alloy. J. Mater. Sci. Technol. 2023, 132, 154–165. [Google Scholar] [CrossRef]
- Tan, E. Change in the Wear Characteristics of T6 Heat-Treated 2024, 6063, and 7075 Alloys at Different Quenching Temperatures. J. Mater. Eng. Perform. 2023, 32, 5128–5140. [Google Scholar] [CrossRef]
- Yong, A.Y.L.; Seah, K.H.W.; Rahman, M. Performance evaluation of cryogenically treated tungsten carbide tools in turning. Int. J. Mach. Tools Manuf. 2006, 46, 2051–2056. [Google Scholar] [CrossRef]
- Weng, Z.; Liu, X.; Gu, K.; Guo, J.; Cui, C.; Wang, J. Modification of residual stress and microstructure in aluminium alloy by cryogenic treatment. Mater. Sci. Technol. 2020, 36, 1547–1555. [Google Scholar] [CrossRef]
- Wei, L.; Wang, D.; Li, H.; Xie, D.; Ye, F.; Song, R.; Zheng, G.; Wu, S. Effects of Cryogenic Treatment on the Microstructure and Residual Stress of 7075 Aluminum Alloy. Metals 2018, 8, 273. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, S.; Lin, Z.; Liu, Z.; Liu, J.; Mai, Q.; Yue, X. Corrosion mechanism and machinability of 7075-T6 aluminum alloy in high-speed cutting: With and without cryogenic treatment. Mater. Corros. 2023, 74, 872–886. [Google Scholar] [CrossRef]
- Sudeep, U.; Tandon, N.; Pandey, R.K. Vibration studies of lubricated textured point contacts of bearing steels due to surface topographies: Simulations and experiments. Tribol. Int. 2016, 102, 265–274. [Google Scholar] [CrossRef]
- Yao, E.; Zhang, H.; Ma, K.; Ai, C.; Gao, Q.; Lin, X. Effect of deep cryogenic treatment on microstructures and performances of aluminum alloys: A review. J. Mater. Res. Technol. 2023, 26, 3661–3675. [Google Scholar] [CrossRef]
- Li, J.; Jiang, Q.; Pan, Z.; Lv, D.; Wu, S. Fabrication of silicon nitride with high thermal conductivity and flexural strength by hot-pressing flowing sintering. Int. J. Appl. Ceram. Technol. 2024, 21, 2841–2849. [Google Scholar] [CrossRef]
- Jovičević-Klug, M.; Rezar, R.; Jovičević-Klug, P.; Podgornik, B. Influence of deep cryogenic treatment on natural and artificial aging of Al-Mg-Si alloy EN AW 6026. J. Alloys Compd. 2022, 899, 163323. [Google Scholar] [CrossRef]
- Bhaumik, S.; Paleu, V.; Chowdhury, D.; Batham, A.; Sehgal, U.; Bhattacharya, B.; Ghosh, C.; Datta, S. Tribological Investigation of Textured Surfaces in Starved Lubrication Conditions. Materials 2022, 15, 8445. [Google Scholar] [CrossRef] [PubMed]
- Dan, L.; Xuefeng, Y.; Chongyang, L.; Jian, C.; Shouren, W.; Yanjun, W. Tribological characteristics of a cemented carbide friction surface with chevron pattern micro-texture based on different texture density. Tribol. Int. 2020, 142, 106016. [Google Scholar] [CrossRef]
- Shen, Z.; Wang, F.; Chen, Z.; Ruan, X.; Zeng, H.; Wang, J.; An, Y.; Fan, X. Numerical simulation of lubrication performance on chevron textured surface under hydrodynamic lubrication. Tribol. Int. 2021, 154, 106704. [Google Scholar] [CrossRef]
- Xu, D.K.; Birbilis, N.; Lashansky, D.; Rometsch, P.A.; Muddle, B.C. Effect of solution treatment on the corrosion behaviour of aluminium alloy AA7150: Optimisation for corrosion resistance. Corros. Sci. 2011, 53, 217–225. [Google Scholar] [CrossRef]
- Chen, L.; Zhang, Y.; Cui, Y.; Wang, J.; Wang, M. Effects of Snake-Bioinspired Surface Texture on the Finger-Sealing Performance under Varied Working Conditions. Machines 2022, 10, 569. [Google Scholar] [CrossRef]
- Hamilton, D.B.; Walowit, J.A.; Allen, C.M. A theory of lubrication by micro-irregularities. J. Basic Eng. 1966, 88, 177. [Google Scholar] [CrossRef]
- Arghir, M.; Roucou, N.; Helene, M.; Frene, J. Theoretical Analysis of the Incompressible Laminar Flow in a Macro-Roughness Cell. J. Tribol. 2003, 125, 309–318. [Google Scholar] [CrossRef]
- Sahlin, F.; Glavatskih, S.B.; Almqvist, T.; Larsson, R. Two-Dimensional CFD-Analysis of Micro-Patterned Surfaces in Hydrodynamic Lubrication. J. Tribol. 2005, 127, 96–102. [Google Scholar] [CrossRef]
- Rapoport, L. Steady friction state and contact models of asperity interaction. Wear 2009, 267, 1305–1310. [Google Scholar] [CrossRef]
- Zhao, X.; Zhao, B.; Liu, Y.; Cai, Y.; Hu, C. Research on friction and wear behavior of gradient nano-structured 40Cr steel induced by high frequency impacting and rolling. Eng. Fail. Anal. 2018, 83, 167–177. [Google Scholar] [CrossRef]
- Wan, S.; Wang, H.; Xia, Y.; Tieu, A.K.; Tran, B.H.; Zhu, H.; Zhang, G.; Zhu, Q. Investigating the corrosion-fatigue wear on CrN coated piston rings from laboratory wear tests and field trial studies. Wear 2019, 432–433, 202940. [Google Scholar] [CrossRef]
- Ibatan, T.; Uddin, M.S.; Chowdhury, M.A.K. Recent development on surface texturing in enhancing tribological performance of bearing sliders. Surf. Coat. Technol. 2015, 272, 102–120. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| 0.13 | 0.33 | 1.57 | 0.07 | 2.68 | 0.23 | 5.8 | 0.03 | Residuals |
| Solution Treatment | Cryogenic Treatment | Aging Treatment |
|---|---|---|
| 465 °C × 1 h | −120 °C × 2 h | 105 °C × 6 h + 165 °C × 18 h |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, R.; Deng, X.; Sun, X.; Lei, J.; Jia, D.; Chen, W.; Ji, Q. Synergistic Effects of Surface Texture and Cryogenic Treatment on the Tribological Performance of Aluminum Alloy Surfaces. Lubricants 2024, 12, 336. https://doi.org/10.3390/lubricants12100336
Liu R, Deng X, Sun X, Lei J, Jia D, Chen W, Ji Q. Synergistic Effects of Surface Texture and Cryogenic Treatment on the Tribological Performance of Aluminum Alloy Surfaces. Lubricants. 2024; 12(10):336. https://doi.org/10.3390/lubricants12100336
Chicago/Turabian StyleLiu, Rui, Xiwen Deng, Xuejian Sun, Jilin Lei, Dewen Jia, Wengang Chen, and Qiang Ji. 2024. "Synergistic Effects of Surface Texture and Cryogenic Treatment on the Tribological Performance of Aluminum Alloy Surfaces" Lubricants 12, no. 10: 336. https://doi.org/10.3390/lubricants12100336
APA StyleLiu, R., Deng, X., Sun, X., Lei, J., Jia, D., Chen, W., & Ji, Q. (2024). Synergistic Effects of Surface Texture and Cryogenic Treatment on the Tribological Performance of Aluminum Alloy Surfaces. Lubricants, 12(10), 336. https://doi.org/10.3390/lubricants12100336