Investigation of Chemical, Physical, and Tribological Properties of Pyrolysis Oil Derived from End-of-Life Tires (ELTs) against Conventional Engine Oil



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Samples Acquirement and Materials Acquisition
2.2. Characterization Techniques
2.2.1. Physicochemical Characterization
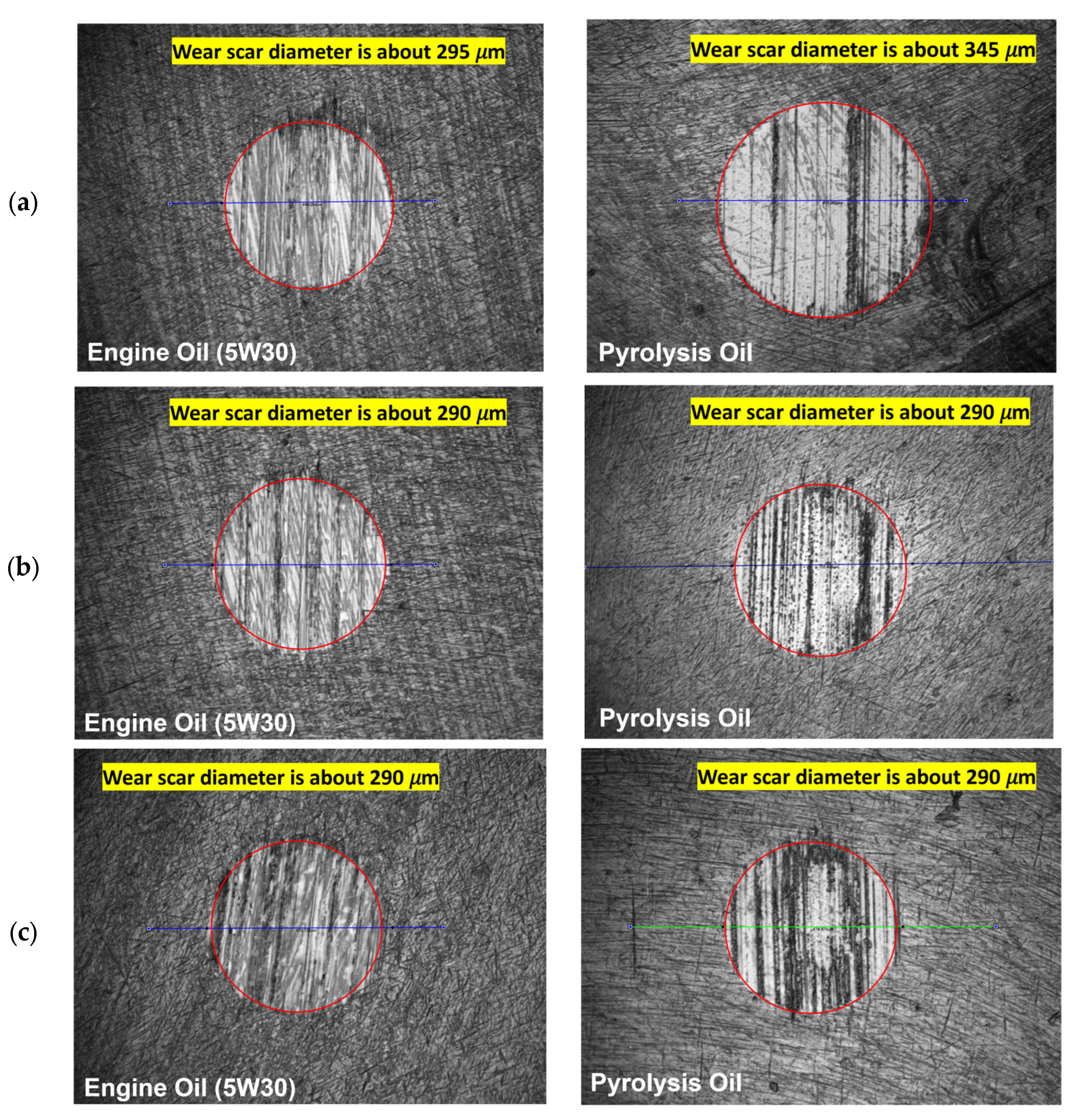
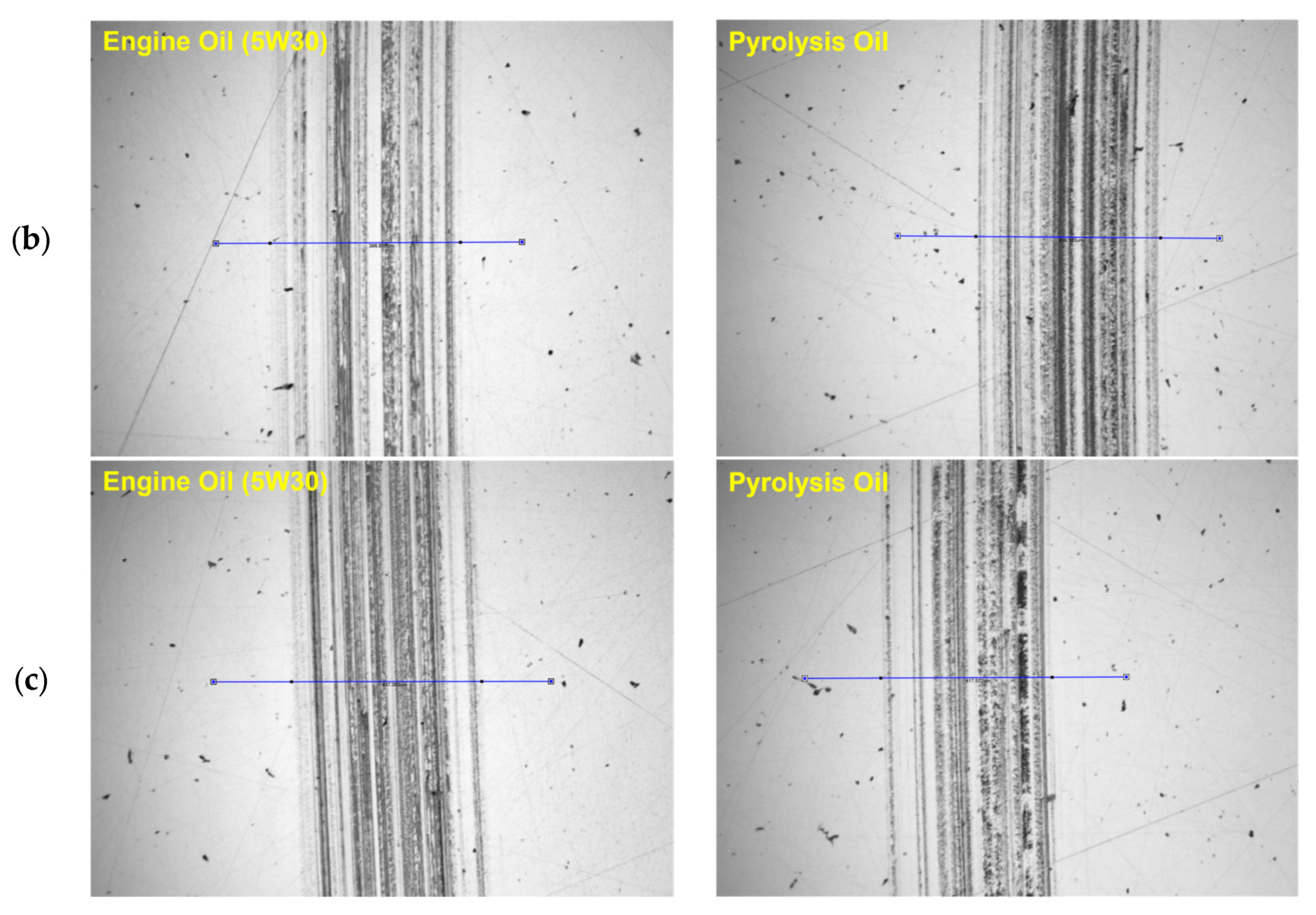
2.2.2. Tribological and Wear Scar Studies
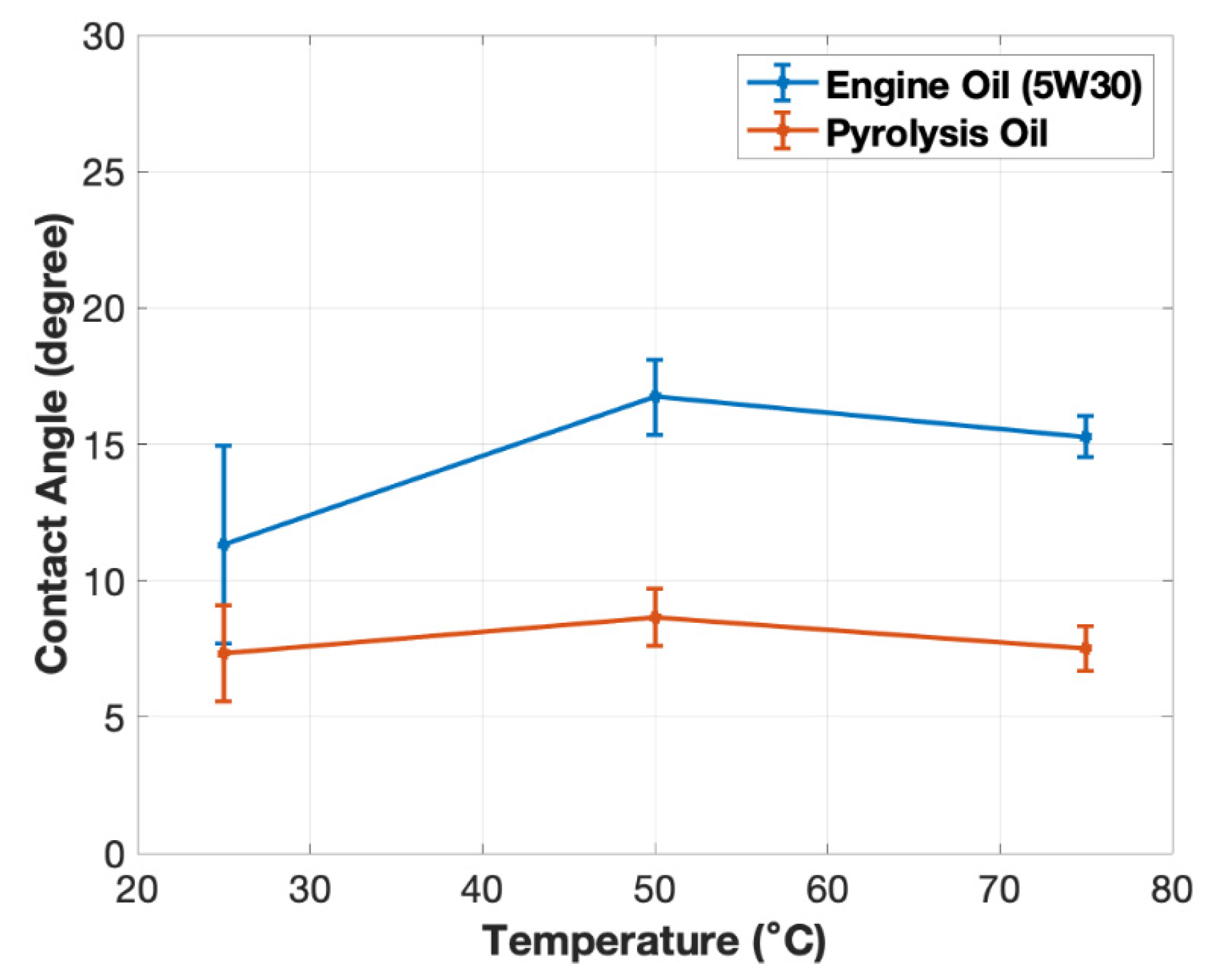
2.2.3. Wettability Analysis
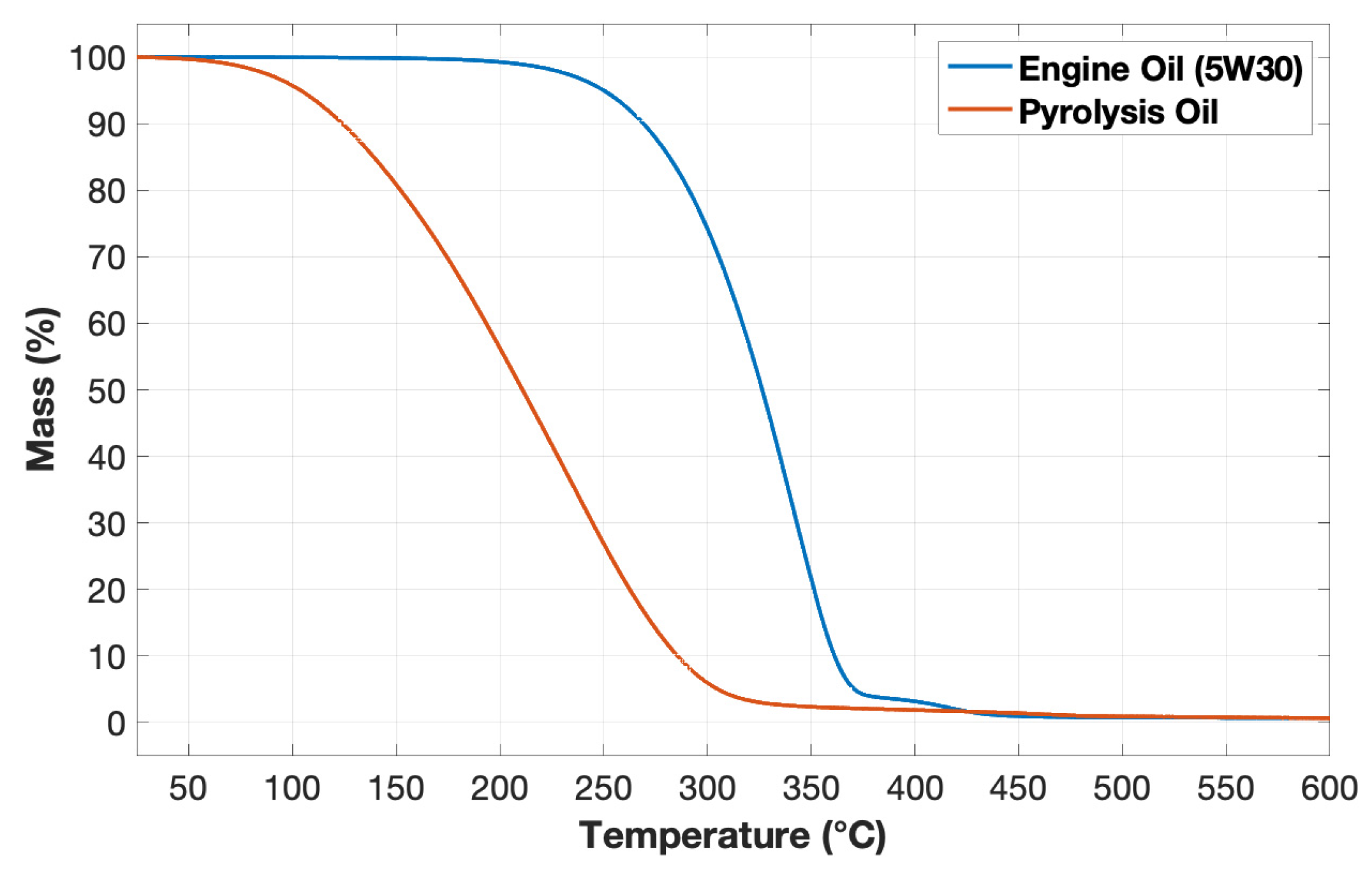
2.2.4. Thermal Stability Analysis
3. Results and Discussion
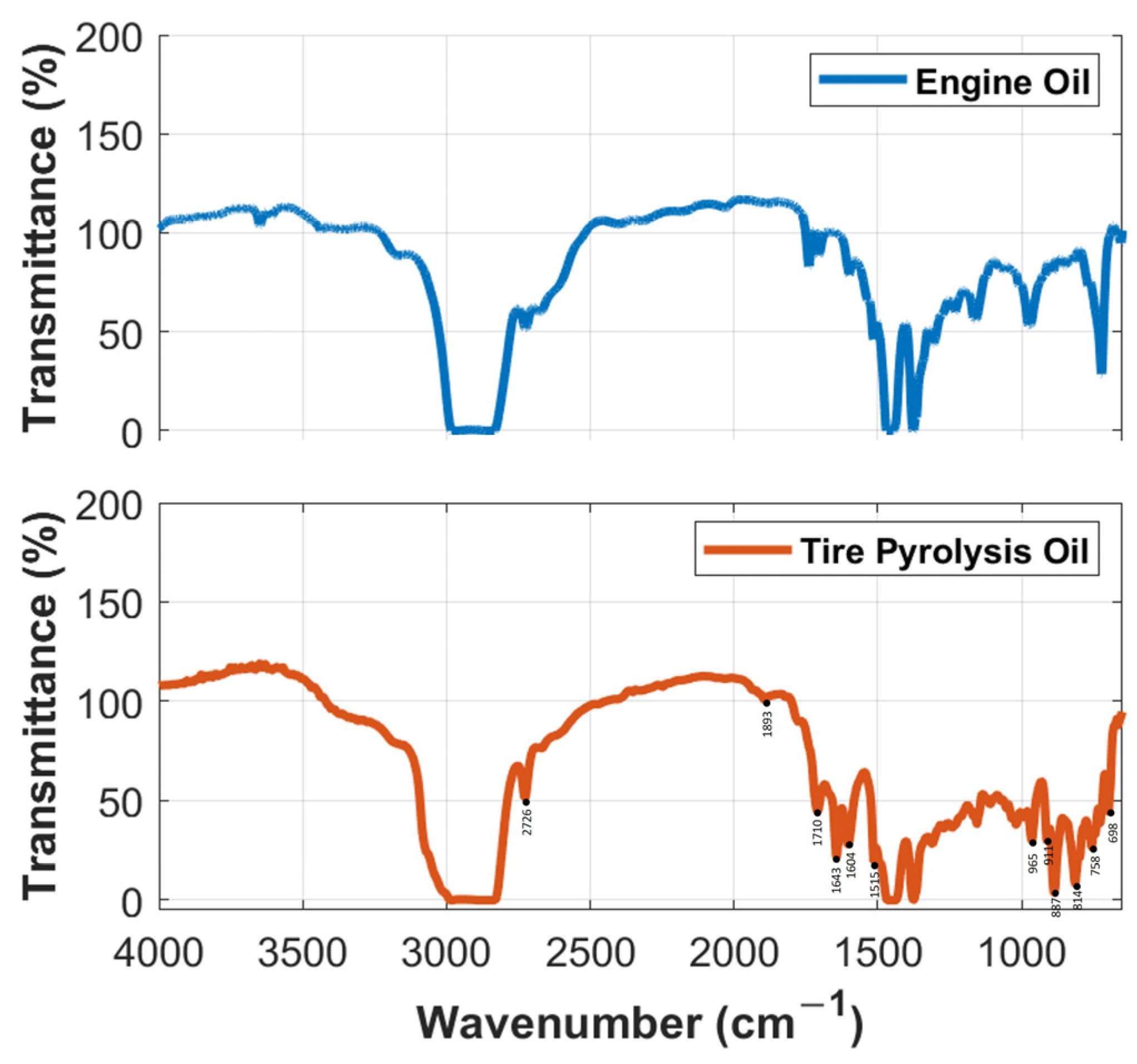
3.1. FTIR Analysis of Oil Samples
3.2. Elemental Composition
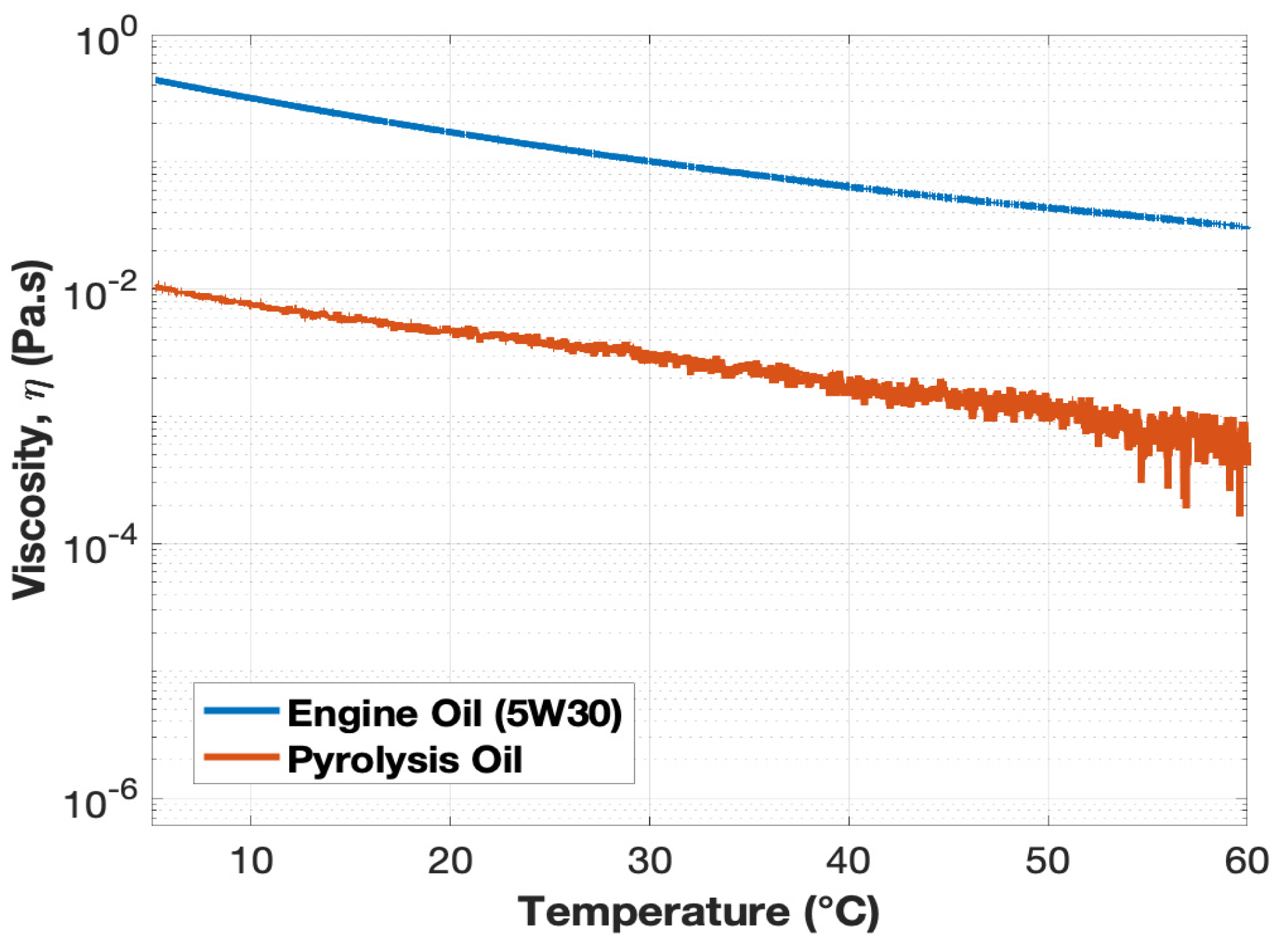
3.3. Rheological Analysis
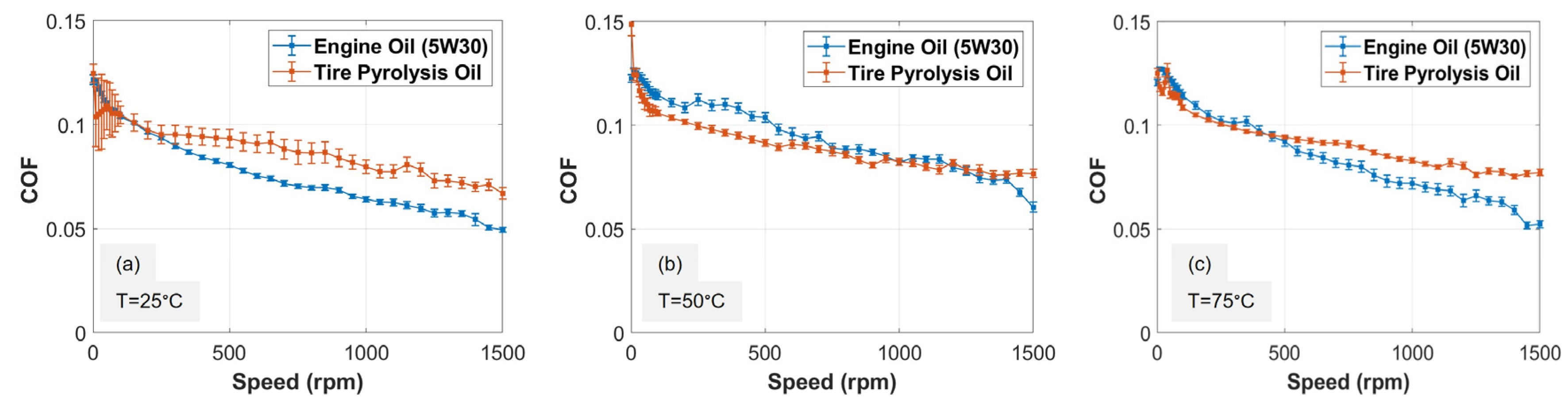
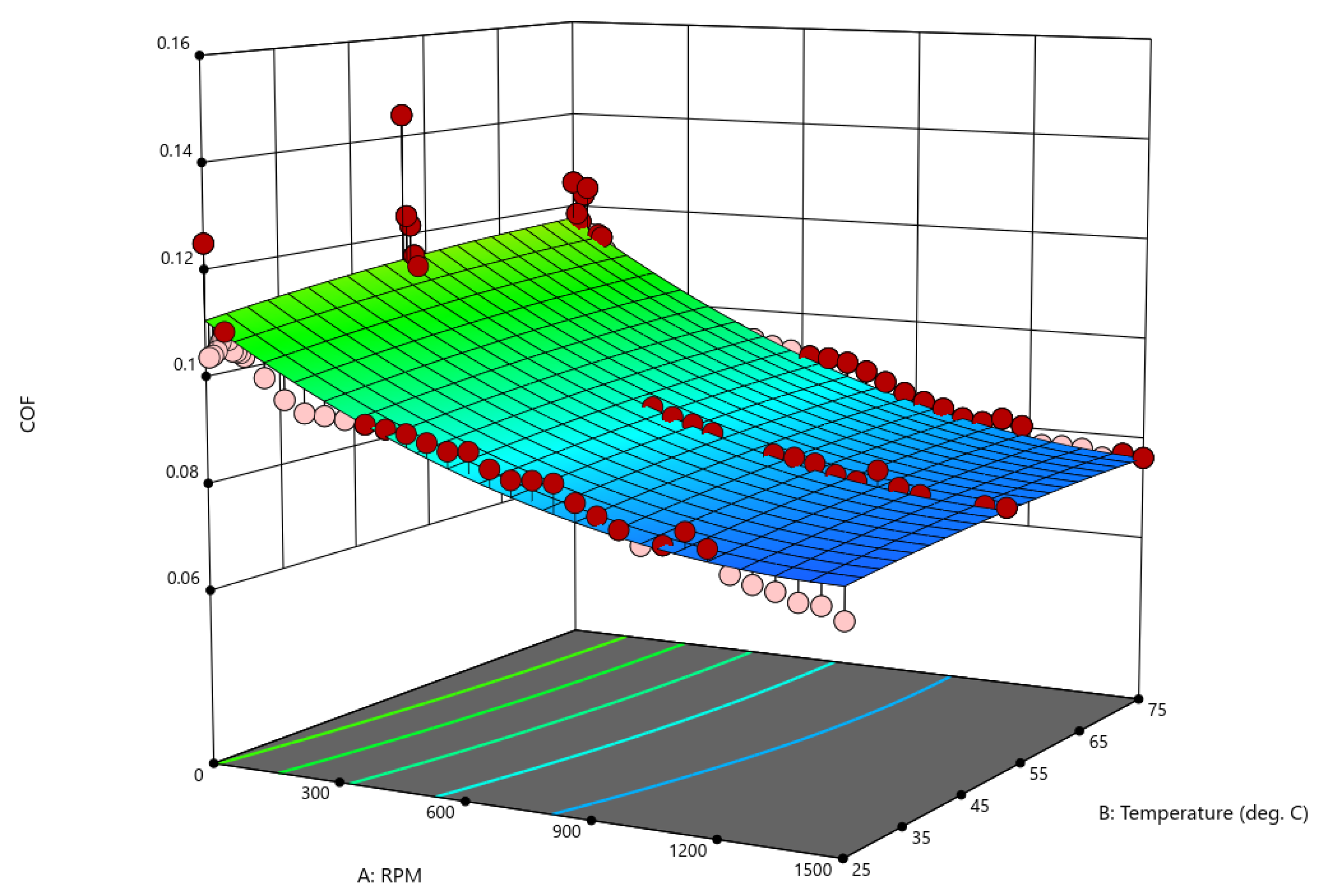
3.4. Tribological Analysis
3.5. Regression Analysis of Tribological Data
3.6. Wettability and Thermal Stability
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Revelo, C.F.; Correa, M.; Aguilar, C.; Colorado, H.A. Waste tire rubber powders based composite materials. In REWAS 2019; Springer: Berlin/Heidelberg, Germany, 2019; pp. 437–445. [Google Scholar]
- EPA. National Overview: Facts and Figures on Materials, Wastes and Recycling. Available online: https://www.epa.gov/facts-and-figures-about-materials-waste-and-recycling/national-overview-facts-and-figures-materials (accessed on 30 June 2022).
- Jang, J.-W.; Yoo, T.-S.; Oh, J.-H.; Iwasaki, I. Discarded tire recycling practices in the United States, Japan and Korea. Resour. Conserv. Recycl. 1998, 22, 1–14. [Google Scholar] [CrossRef]
- Kerekes, Z.; Lubloy, E.; Kopecsko, K. Behaviour of tyres in fire. J. Therm. Anal. Calorim. 2018, 133, 279–287. [Google Scholar] [CrossRef]
- Islam, M.R.; Tushar, M.; Haniu, H. Production of liquid fuels and chemicals from pyrolysis of Bangladeshi bicycle/rickshaw tire wastes. J. Anal. Appl. Pyrolysis 2008, 82, 96–109. [Google Scholar] [CrossRef]
- Sathiskumar, C.; Karthikeyan, S. Recycling of waste tires and its energy storage application of by-products—A review. Sustain. Mater. Technol. 2019, 22, e00125. [Google Scholar] [CrossRef]
- Zhang, G.; Chen, F.; Zhang, Y.; Zhao, L.; Chen, J.; Cao, L.; Gao, J.; Xu, C. Properties and utilization of waste tire pyrolysis oil: A mini review. Fuel Process. Technol. 2021, 211, 106582. [Google Scholar] [CrossRef]
- Abdul-Raouf, M.E.; Maysour, N.E.; Abdul-Azim, A.-A.A.; Amin, M.S. Thermochemical recycling of mixture of scrap tyres and waste lubricating oil into high caloric value products. Energy Convers. Manag. 2010, 51, 1304–1310. [Google Scholar] [CrossRef]
- Williams, P.T. Pyrolysis of waste tyres: A review. Waste Manag. 2013, 33, 1714–1728. [Google Scholar] [CrossRef]
- Evans, A.; Evans, R. The Composition of a Tyre: Typical Components; The Waste & Resources Action Programme: Banbury, UK, 2006; Volume 5. [Google Scholar]
- Derakhshan, Z.; Ghaneian, M.T.; Mahvi, A.H.; Conti, G.O.; Faramarzian, M.; Dehghani, M.; Ferrante, M. A new recycling technique for the waste tires reuse. Environ. Res. 2017, 158, 462–469. [Google Scholar] [CrossRef] [PubMed]
- Tang, L.; Huang, H. An investigation of sulfur distribution during thermal plasma pyrolysis of used tires. J. Anal. Appl. Pyrolysis 2004, 72, 35–40. [Google Scholar] [CrossRef]
- Shulman, V.L. Tire recycling. In Waste; Academic Press: Cambridge, MA, USA, 2019; pp. 489–515. [Google Scholar] [CrossRef]
- Danon, B.; van der Gryp, P.; Schwarz, C.E.; Gorgens, J.F. A review of dipentene (dl-limonene) production from waste tire pyrolysis. J. Anal. Appl. Pyrolysis 2015, 112, 1–13. [Google Scholar] [CrossRef]
- Singh, S.; Nimmo, W.; Gibbs, B.; Williams, P. Waste tyre rubber as a secondary fuel for power plants. Fuel 2009, 88, 2473–2480. [Google Scholar] [CrossRef]
- Al-Qadri, A.A.; Ahmed, U.; Jameel, A.G.A.; Zahid, U.; Ahmad, N.; Shahbaz, M.; Nemitallah, M.A. Technoeconomic Feasibility of Hydrogen Production from Waste Tires with the Control of CO2 Emissions. ACS Omega 2022, 7, 48075–48086. [Google Scholar] [CrossRef] [PubMed]
- Al-Salem, S.M. Pyrolysis of end of life tyres reclaimed from lorry trucks: Part ii–analysis of recovered char. WIT Trans. Eng. Sci. 2021, 133, 113–117. [Google Scholar]
- Al-Salem, S.M. Pyrolysis of end of life tyres reclaimed from lorry trucks: Part i–oil recovery and characterization. WIT Trans. Eng. Sci. 2021, 133, 107–112. [Google Scholar]
- Kupareva, A.; Mäki-Arvela, P.; Murzin, D.Y. Technology for rerefining used lube oils applied in Europe: A review. J. Chem. Technol. Biotechnol. 2013, 88, 1780–1793. [Google Scholar] [CrossRef]
- Emma, A.F.; Alangar, S.; Yadav, A.K. Extraction and characterization of coffee husk biodiesel and investigation of its effect on performance, combustion, and emission characteristics in a diesel engine. Energy Convers. Manag. X 2022, 14, 100214. [Google Scholar] [CrossRef]
- Januszewicz, K.; Hunicz, J.; Kazimierski, P.; Rybak, A.; Suchocki, T.; Duda, K.; Mikulski, M. An experimental assessment on a diesel engine powered by blends of waste-plastic-derived pyrolysis oil with diesel. Energy 2023, 281, 128330. [Google Scholar] [CrossRef]
- Han, D.; Ickes, A.M.; Assanis, D.N.; Huang, Z.; Bohac, S.V. Attainment and load extension of high-efficiency premixed low-temperature combustion with edieseline in a compression ignition engine. Energy Fuels 2010, 24, 3517–3525. [Google Scholar] [CrossRef]
- Kunwer, R.; Ranjit Pasupuleti, S.; Sureshchandra Bhurat, S.; Kumar Gugulothu, S.; Rathore, N. Blending of ethanol with gasoline and diesel fuel—A review. Mater. Today Proc. 2022, 69, 560–563. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Antelava, A.; Constantinou, A.; Manos, G.; Dutta, A. A review on thermal and catalytic pyrolysis of plastic solid waste (PSW). J. Environ. Manag. 2017, 197, 177–198. [Google Scholar] [CrossRef]
- Rajesh, B.; Rajesh, K. Experimental investigation on single cylinder four stroke tri-charged diesel engine using pyrolysis oil at different proportions. Mater. Today Proc. 2022, 52, 675–682. [Google Scholar] [CrossRef]
- Gehrke, I.; Schläfle, S.; Bertling, R.; Öz, M.; Gregory, K. Review: Mitigation measures to reduce tire and road wear particles. Sci. Total Environ. 2023, 904, 166537. [Google Scholar] [CrossRef]
- Kole, P.J.; Van Belleghem, F.G.A.J.; Stoorvogel, J.J.; Ragas, A.M.J.; Löhr, A.J. Tyre granulate on the loose; How much escapes the turf? A systematic literature review. Sci. Total Environ. 2023, 903, 166221. [Google Scholar] [CrossRef]
- Zerin, N.; Rasul, M.; Jahirul, M.; Sayem, A. End-of-life tyre conversion to energy: A review on pyrolysis and activated carbon production processes and their challenges. Sci. Total Environ. 2023, 905, 166981. [Google Scholar] [CrossRef] [PubMed]
- Valentini, F.; Pegoretti, A. End-of-life options of tyres. A review. Adv. Ind. Eng. Polym. Res. 2022, 5, 203–213. [Google Scholar] [CrossRef]
- Tran, T.Q.; Thomas, B.S.; Zhang, W.; Ji, B.; Li, S.; Brand, A.S. A comprehensive review on treatment methods for end-of-life tire rubber used for rubberized cementitious materials. Constr. Build. Mater. 2022, 359, 129365. [Google Scholar] [CrossRef]
- Antoniou, N.; Stavropoulos, G.; Zabaniotou, A. Activation of end of life tyres pyrolytic char for enhancing viability of pyrolysis —Critical review, analysis and recommendations for a hybrid dual system. Renew. Sustain. Energy Rev. 2014, 39, 1053–1073. [Google Scholar] [CrossRef]
- Dong, Y.; Zhao, Y.; Hossain, M.U.; He, Y.; Liu, P. Life cycle assessment of vehicle tires: A systematic review. Clean. Environ. Syst. 2021, 2, 100033. [Google Scholar] [CrossRef]
- Al-Salem, S.; Lettieri, P.; Baeyens, J. Kinetics and product distribution of end of life tyres (ELTs) pyrolysis: A novel approach in polyisoprene and SBR thermal cracking. J. Hazard. Mater. 2009, 172, 1690–1694. [Google Scholar] [CrossRef]
- Al-Salem, S.; Karam, H.; Al-Qassimi, M. Pyro-gas analysis of fixed bed reactor end of life tyres (ELTs) pyrolysis: A comparative study. J. Environ. Manag. 2022, 320, 115852. [Google Scholar] [CrossRef]
- Al-Salem, S. Valorisation of End of Life Tyres (ELTs) in a Newly Developed Pyrolysis Fixed-Bed Batch Process. Process. Saf. Environ. Prot. 2020, 138, 167–175. [Google Scholar] [CrossRef]
- Al-Salem, S. Slow pyrolysis of end of life tyres (ELTs) grades: Effect of temperature on pyro-oil yield and quality. J. Environ. Manag. 2022, 301, 113863. [Google Scholar] [CrossRef] [PubMed]
- Antelava, A.; Jablonska, N.; Constantinou, A.; Manos, G.; Salaudeen, S.A.; Dutta, A.; Al-Salem, S.M. Energy Potential of Plastic Waste Valorisation: A Short Comparative Assessment of Pyrolysis vs. Gasification. Energy Fuels 2021, 35, 3558–3571. [Google Scholar] [CrossRef]
- Decote, P.A.; Negris, L.; Simonassi, P.; Druzian, G.T.; Flores, E.M.; Vicente, M.A.; Santos, M.F. Quality analysis of oil recovered from used locomotive engine oil using ultrasound-assisted solvent extraction. Chem. Eng. Res. Des. 2023, 197, 603–616. [Google Scholar] [CrossRef]
- Aberoumand, S.; Jafarimoghaddam, A. Experimental study on synthesis, stability, thermal conductivity and viscosity of Cu–engine oil nanofluid. J. Taiwan Inst. Chem. Eng. 2017, 71, 315–322. [Google Scholar] [CrossRef]
- ASTM G99-17; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2017.
- Alazemi, A.A.; Etacheri, V.; Dysart, A.D.; Stacke, L.-E.; Pol, V.G.; Sadeghi, F. Ultrasmooth Submicrometer Carbon Spheres as Lubricant Additives for Friction and Wear Reduction. ACS Appl. Mater. Interfaces 2015, 7, 5514–5521. [Google Scholar] [CrossRef]
- Alazemi, A.A.; Alzubi, F.G.; Alhazza, A.; Dysart, A.; Pol, V.G. Rheological and Wettability Properties of Engine Oil with a Submicron Spherical Carbon Particle Lubricant Mixture. Int. J. Automot. Technol. 2020, 21, 1475–1482. [Google Scholar] [CrossRef]
- ASTM E2550-17; Standard Test Method for Thermal Stability by Thermogravimetry. ASTM International: West Conshohocken, PA, USA, 2017.
- Mia, M.; Islam, A.; Rubel, R.I.; Islam, M.R. Fractional Distillation & Characterization of Tire Derived Pyrolysis Oil. Int. J. Eng. Technol. 2017, 3, 1–10. [Google Scholar]
- González, J.F.; Encinar, J.M.; Canito, J.L.; Rodri’guez, J.J. Pyrolysis of automobile tyre waste. Influence of operating variables and kinetics study. J. Anal. Appl. Pyrolysis 2001, 58, 667–683. [Google Scholar] [CrossRef]
- Williams, P.T.; Besler, S.; Taylor, D.T. The pyrolysis of scrap automotive tyres: The influence of temperature and heating rate on product composition. Fuel 1990, 69, 1474–1482. [Google Scholar] [CrossRef]
- Osayi, J.I.; Iyuke, S.; Daramola, M.O.; Osifo, P.; Van Der Walt, I.J.; Ogbeide, S.E. Evaluation of pyrolytic oil from used tires and natural rubber (Hevea brasiliensis). Chem. Eng. Commun. 2018, 205, 805–821. [Google Scholar] [CrossRef]
- Jameel, A.G.A.; Alquaity, A.B.; Islam, K.O.; Pasha, A.A.; Khan, S.; Nemitallah, M.A.; Ahmed, U. Pyrolysis and Oxidation of Waste Tire Oil: Analysis of Evolved Gases. ACS Omega 2022, 7, 21574–21582. [Google Scholar] [CrossRef] [PubMed]
- Menares, T.; Herrera, J.; Romero, R.; Osorio, P.; Arteaga-Pérez, L.E. Waste Tires Pyrolysis Kinetics and Reaction Mechanisms Explained by TGA and Py-GC/M.S. under Kinetically-Controlled Regime. Waste Manag. 2020, 102, 21–29. [Google Scholar] [CrossRef]
- Li, D.; Lei, S.; Lin, F.; Zhong, L.; Ma, W.; Chen, G. Study of scrap tires pyrolysis—Products distribution and mechanism. Energy 2020, 213, 119038. [Google Scholar] [CrossRef]
- Abnisa, F.; Daud, W.M.A.W.; Sahu, J.N. Pyrolysis of mixtures of palm shell and polystyrene: An optional method to produce a high-grade of pyrolysis oil. Environ. Prog. Sustain. Energy 2014, 33, 1026–1033. [Google Scholar] [CrossRef]
- Chandran, M.; Rajamamundi, P.; Kit, A.C. Tire oil from waste tire scraps using novel catalysts of manufacturing sand (M Sand) and TiO2: Production and FTIR analysis. Energy Sources Part A Recovery Util. Environ. Eff. 2017, 39, 1928–1934. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, Y.; Omairey, E.; Cai, J.; Gu, F.; Bridgwater, A.V. Intermediate pyrolysis of organic fraction of municipal solid waste and rheological study of the pyrolysis oil for potential use as bio-bitumen. J. Clean. Prod. 2018, 187, 390–399. [Google Scholar] [CrossRef]
- Stankovikj, F.; Tran, C.-C.; Kaliaguine, S.; Olarte, M.V.; Garcia-Perez, M. Evolution of Functional Groups during Pyrolysis Oil Upgrading. Energy Fuels 2017, 31, 8300–8316. [Google Scholar] [CrossRef]
- Kupareva, A.; Mäki-Arvela, P.; Grénman, H.; Eränen, K.; Sjöholm, R.; Reunanen, M.; Murzin, D.Y. Chemical Characterization of Lube Oils. Energy Fuels 2013, 27, 27–34. [Google Scholar] [CrossRef]
- Kadhim, A.; Al-Amiery, A. X-ray Fluorescence of Copper, Nickle and Zinc Nanoparticles in Motor Oil Prepared by Laser Treatment. J. Adv. Res. Fluid Mech. Therm. Sci. 2021, 83, 178–185. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments; John Wiley & Sons: Hoboken, NJ, USA, 2017. [Google Scholar]
- Kalam, M.; Masjuki, H.; Cho, H.M.; Mosarof, M.; Mahmud, I.; Chowdhury, M.A.; Zulkifli, N. Influences of thermal stability, and lubrication performance of biodegradable oil as an engine oil for improving the efficiency of heavy duty diesel engine. Fuel 2017, 196, 36–46. [Google Scholar] [CrossRef]
- Nik, W.W.; Ani, F.; Masjuki, H. Thermal stability evaluation of palm oil as energy transport media. Energy Convers. Manag. 2005, 46, 2198–2215. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alazemi, A.A.; Alajmi, A.F.; Al-Salem, S.M. Investigation of Chemical, Physical, and Tribological Properties of Pyrolysis Oil Derived from End-of-Life Tires (ELTs) against Conventional Engine Oil. Lubricants 2024, 12, 188. https://doi.org/10.3390/lubricants12060188
Alazemi AA, Alajmi AF, Al-Salem SM. Investigation of Chemical, Physical, and Tribological Properties of Pyrolysis Oil Derived from End-of-Life Tires (ELTs) against Conventional Engine Oil. Lubricants. 2024; 12(6):188. https://doi.org/10.3390/lubricants12060188
Chicago/Turabian StyleAlazemi, Abdullah A., Abdullah F. Alajmi, and Sultan M. Al-Salem. 2024. "Investigation of Chemical, Physical, and Tribological Properties of Pyrolysis Oil Derived from End-of-Life Tires (ELTs) against Conventional Engine Oil" Lubricants 12, no. 6: 188. https://doi.org/10.3390/lubricants12060188
APA StyleAlazemi, A. A., Alajmi, A. F., & Al-Salem, S. M. (2024). Investigation of Chemical, Physical, and Tribological Properties of Pyrolysis Oil Derived from End-of-Life Tires (ELTs) against Conventional Engine Oil. Lubricants, 12(6), 188. https://doi.org/10.3390/lubricants12060188