A Graph-Data-Based Monitoring Method of Bearing Lubrication Using Multi-Sensor


Abstract
1. Introduction
2. Experiment and Analysis
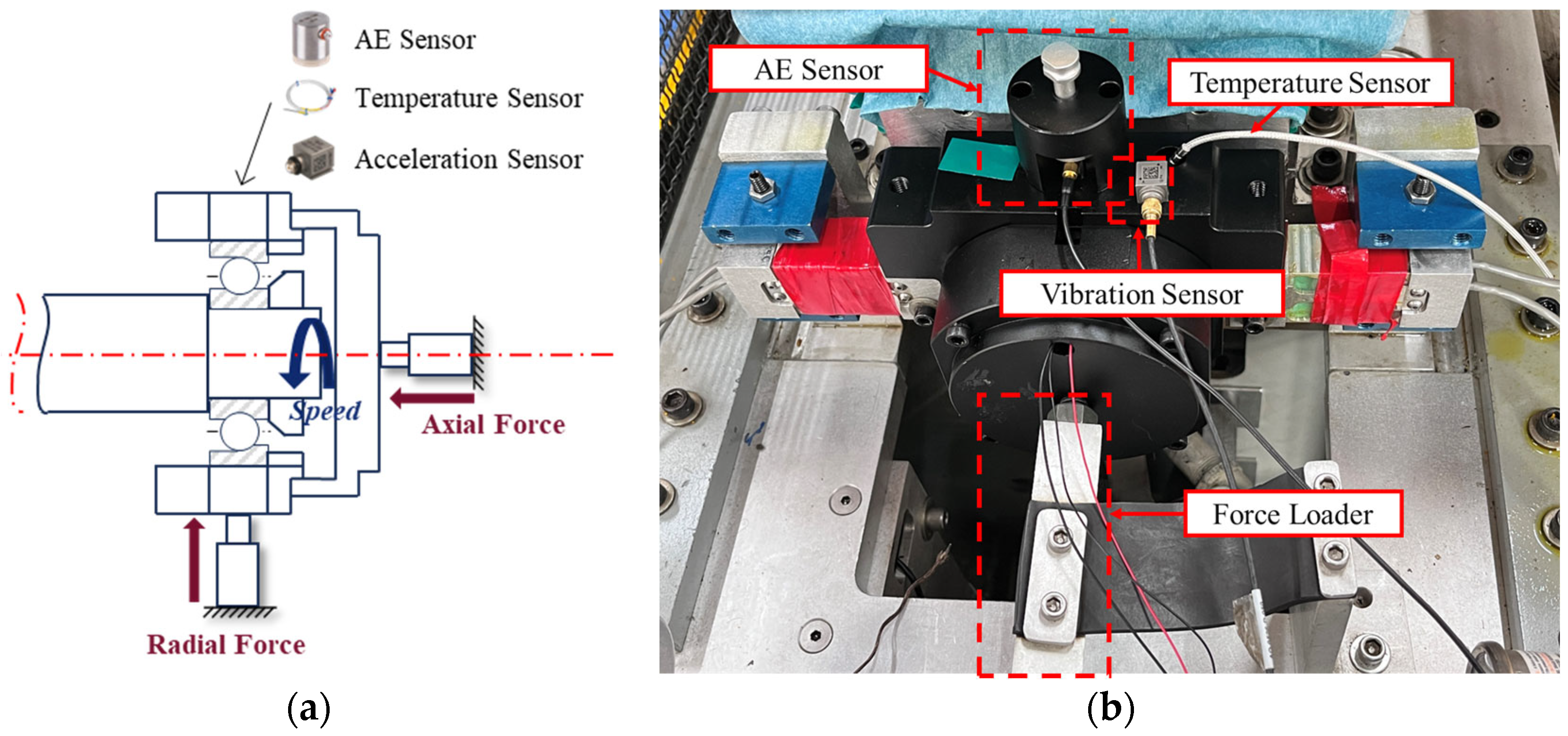
2.1. Experiment Description
2.2. Experimental Analysis
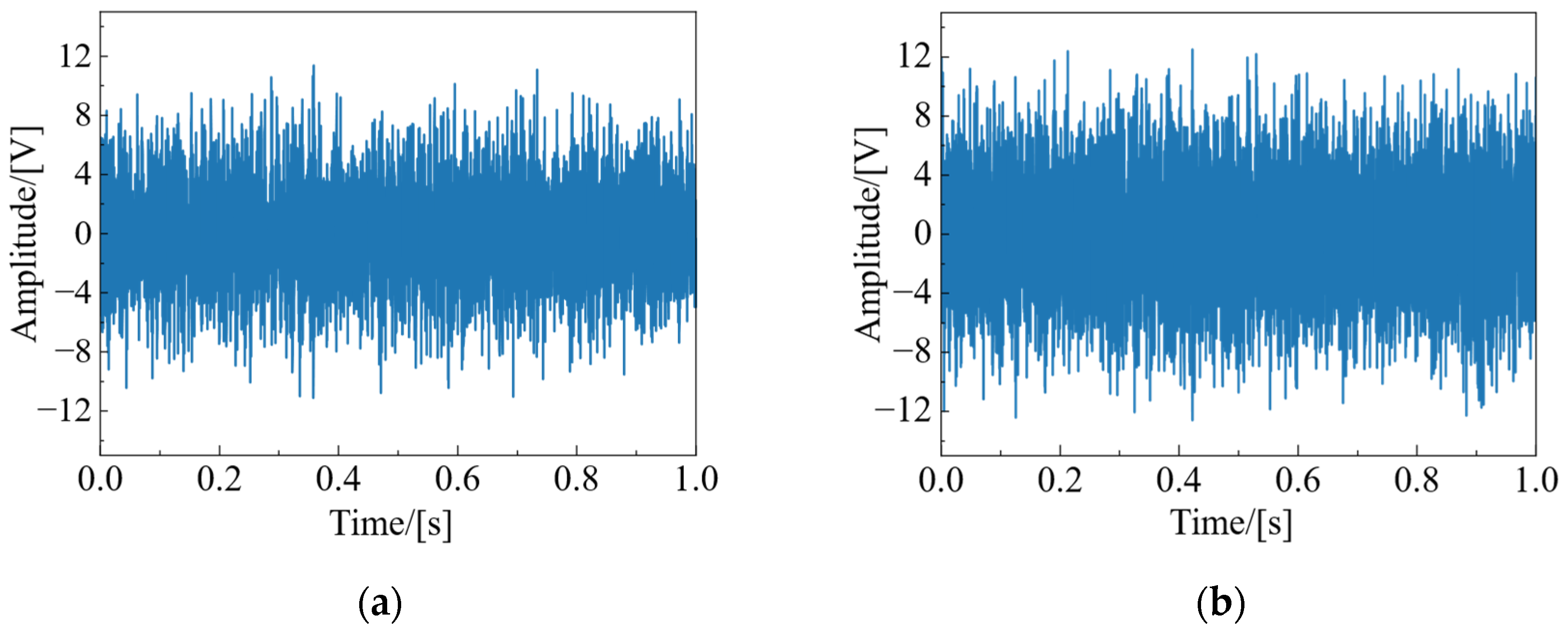
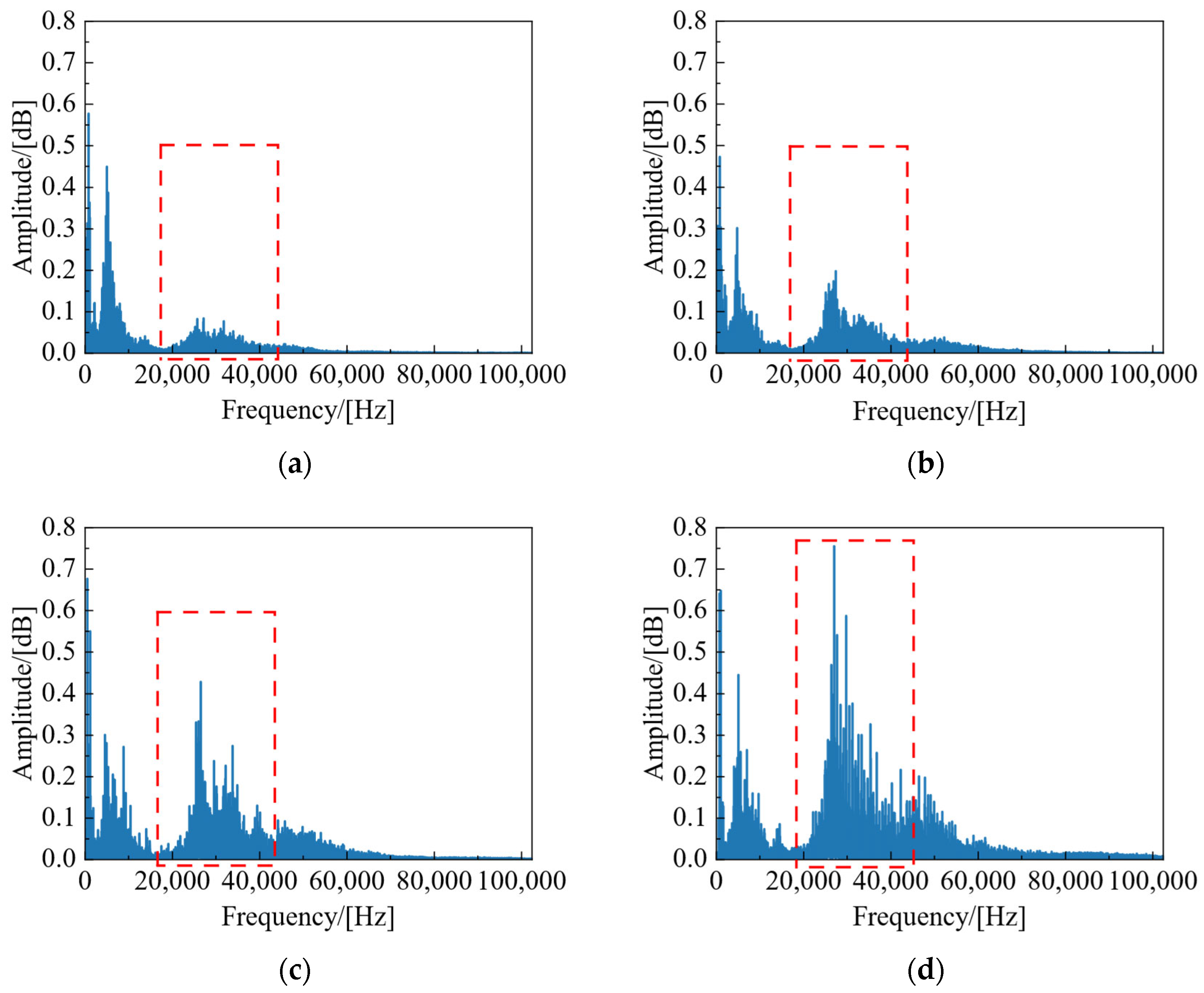
2.2.1. AE Data Analysis
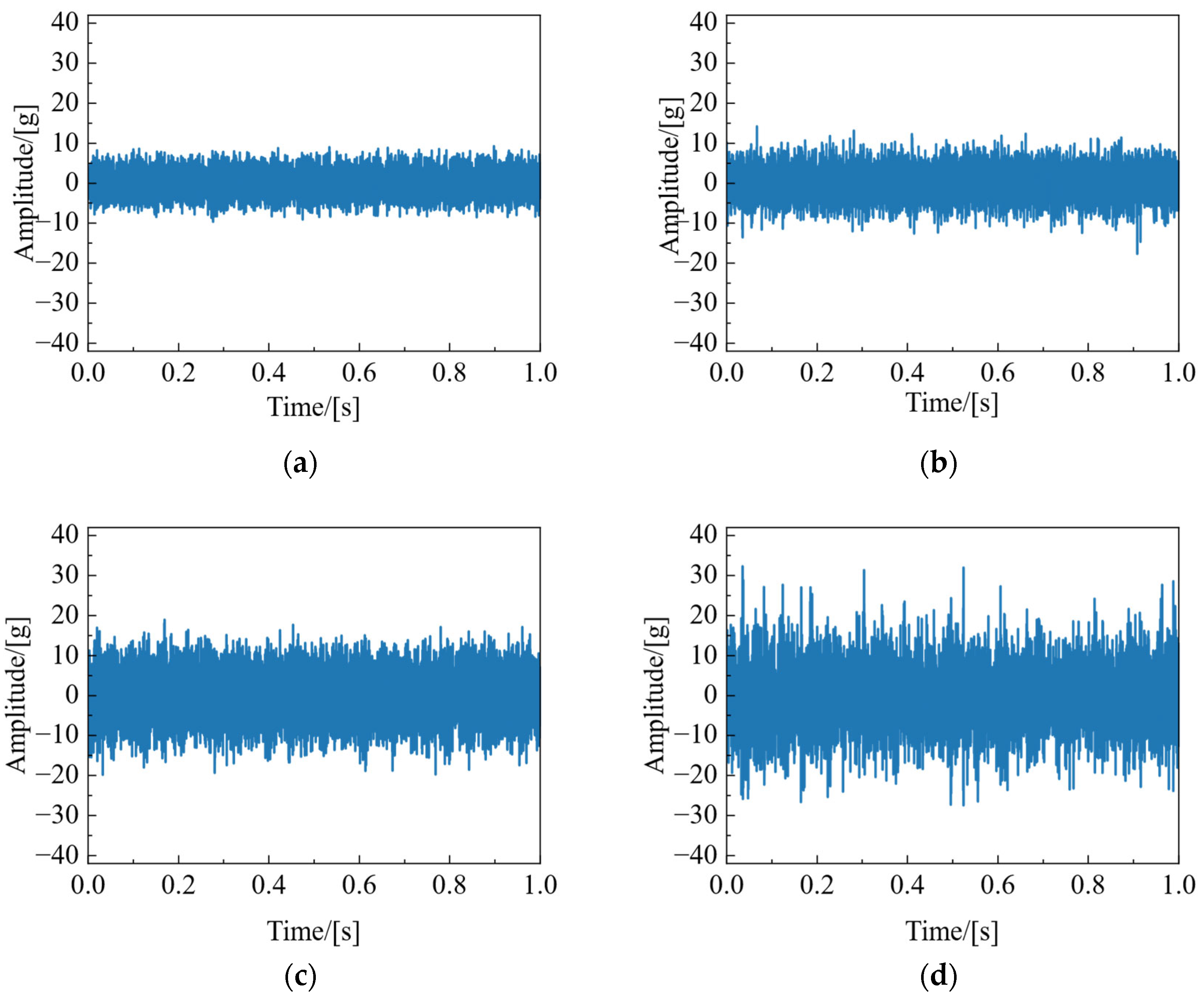
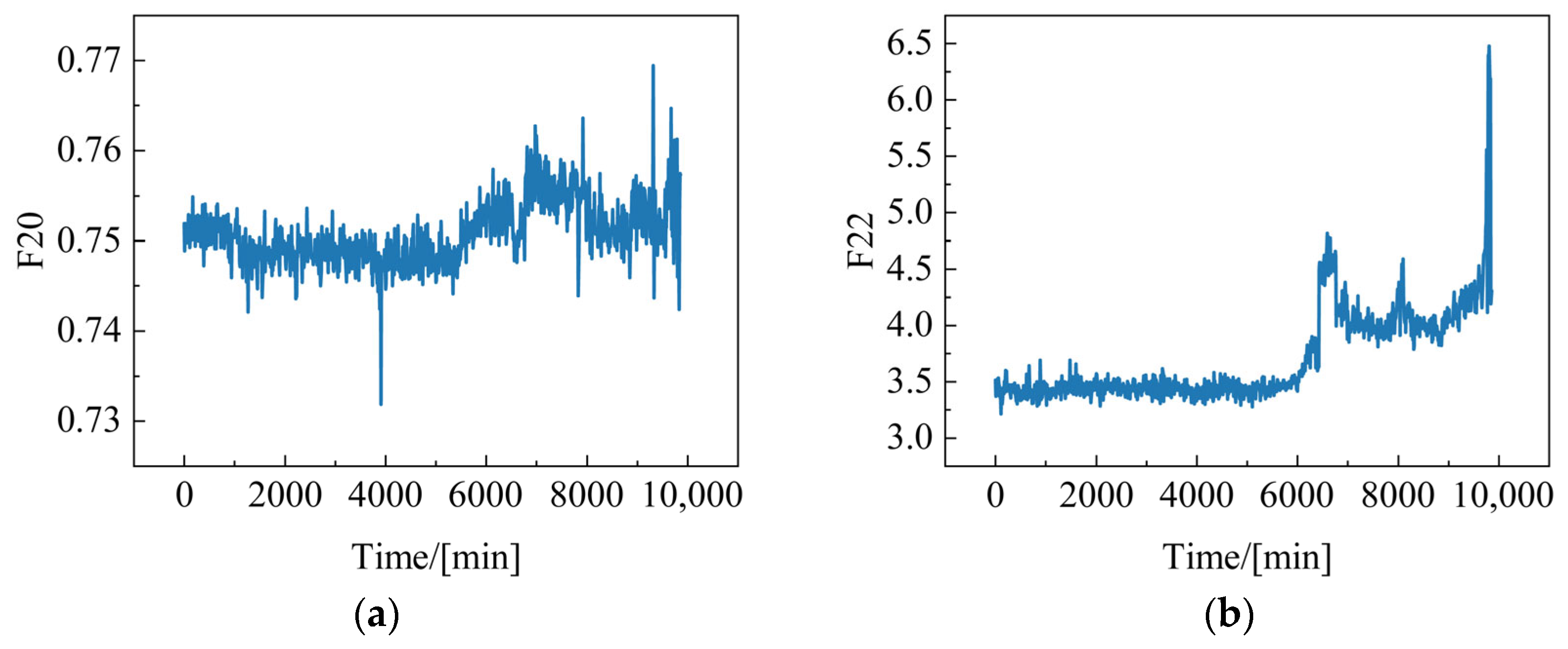
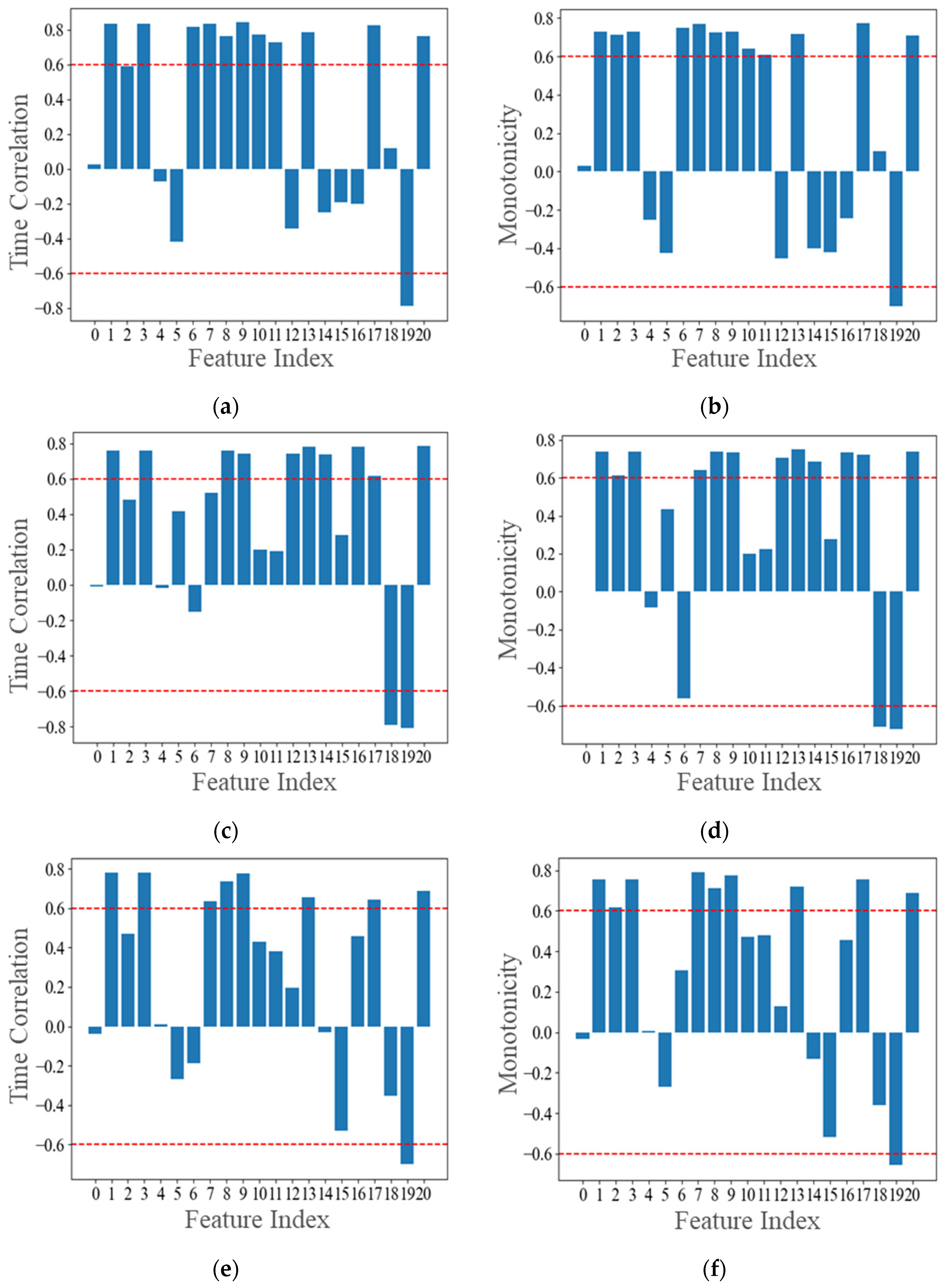
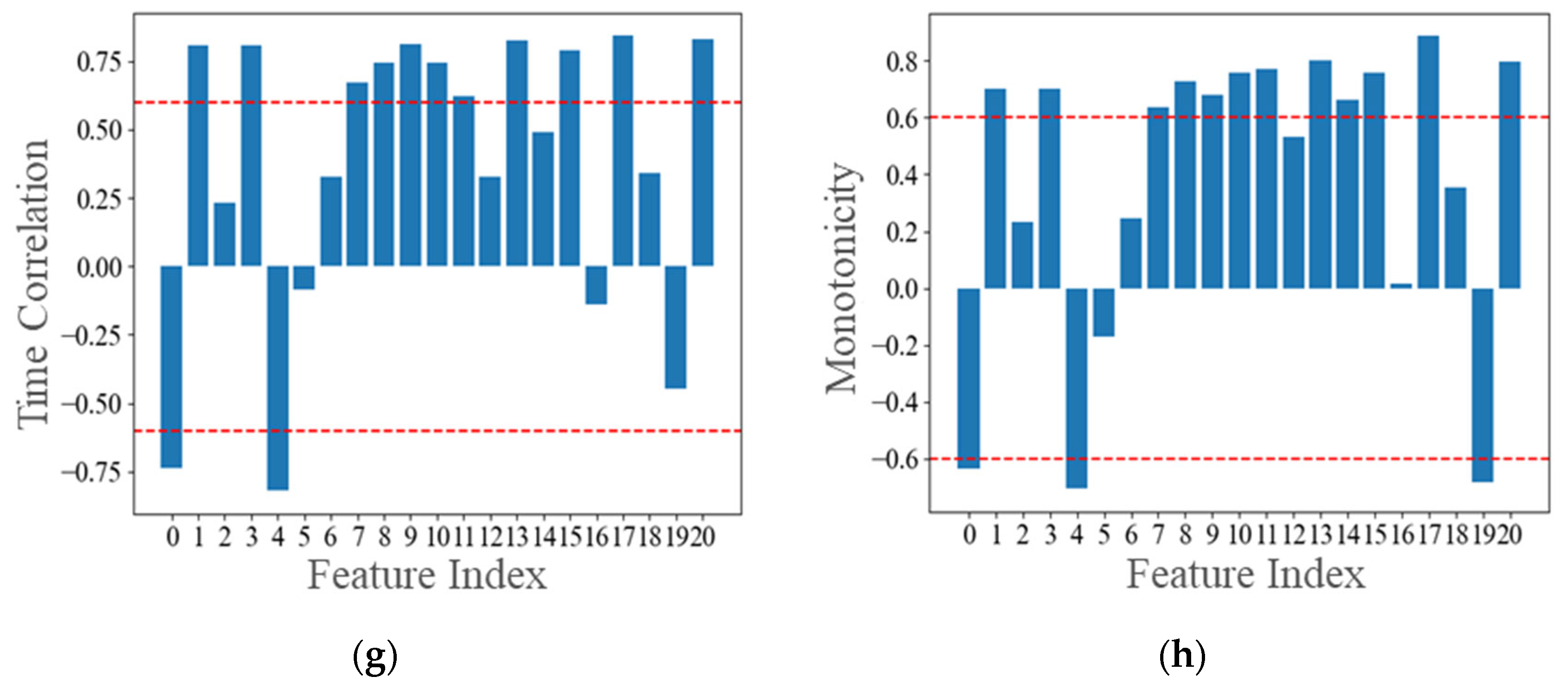
2.2.2. Vibration Data Analysis
2.2.3. Temperature Data Analysis
3. Materials and Methods
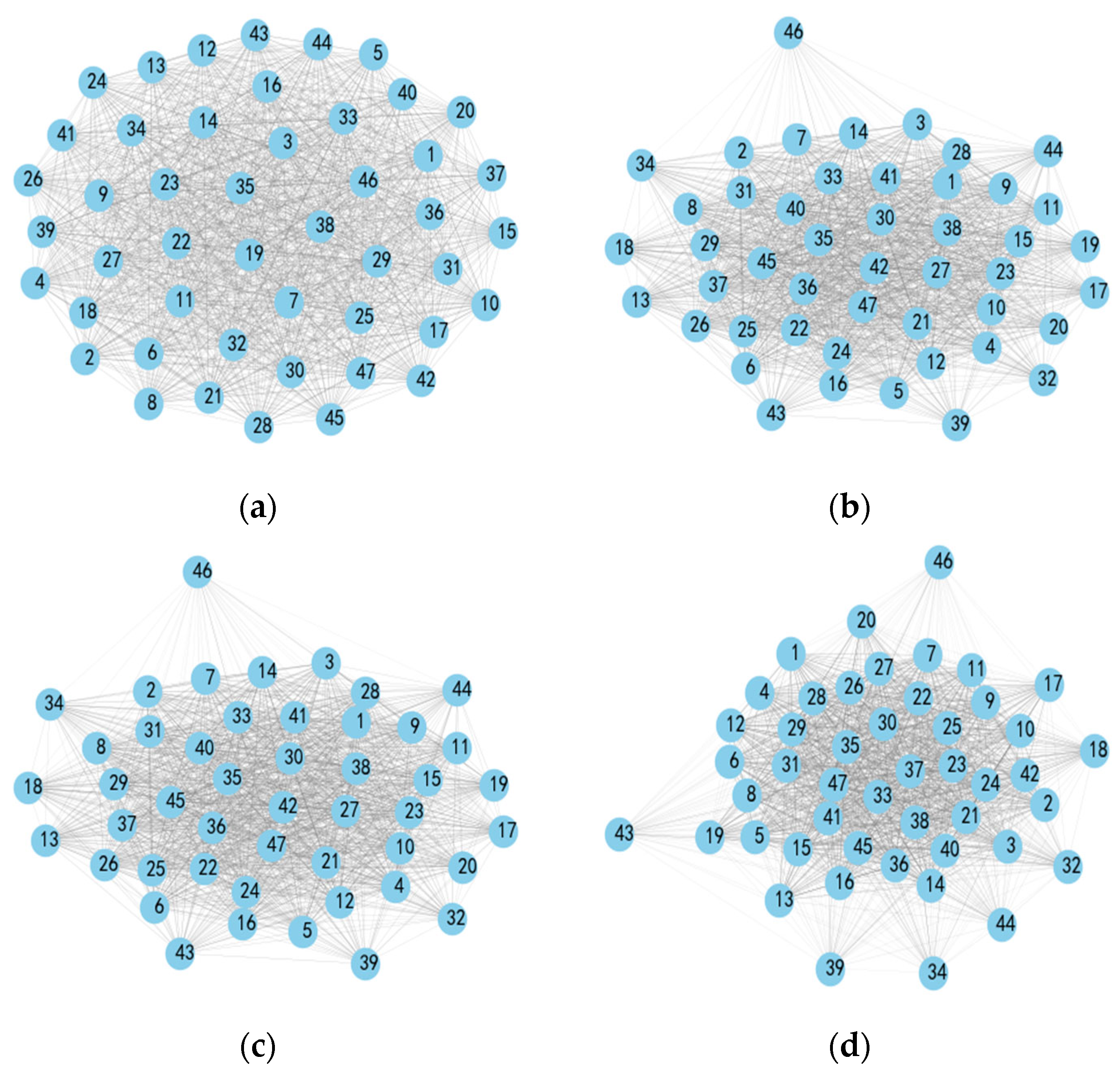
3.1. Construction of Graph Dataset Based on Prior Knowledge
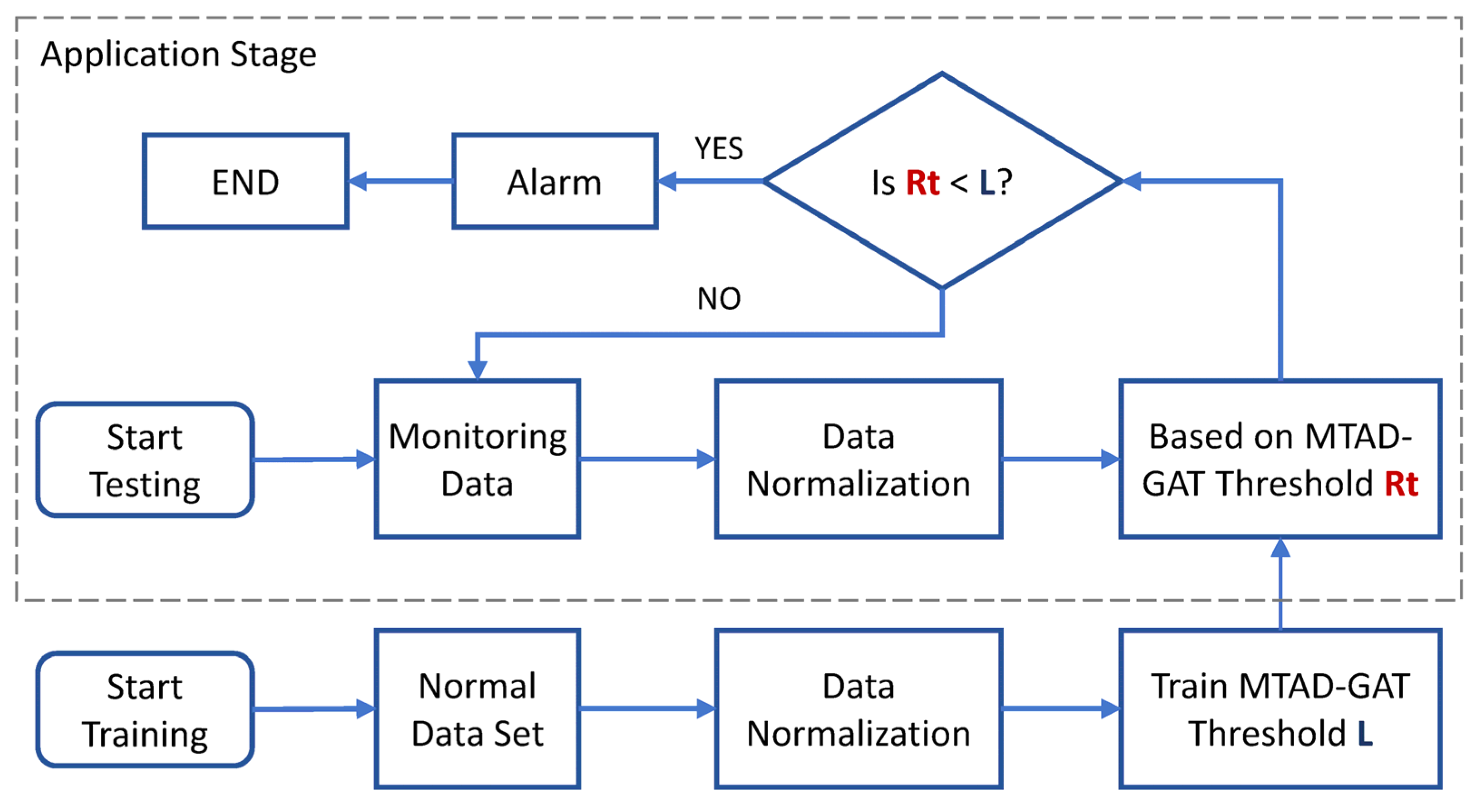
3.2. Lubrication Monitoring Process
4. Discussion
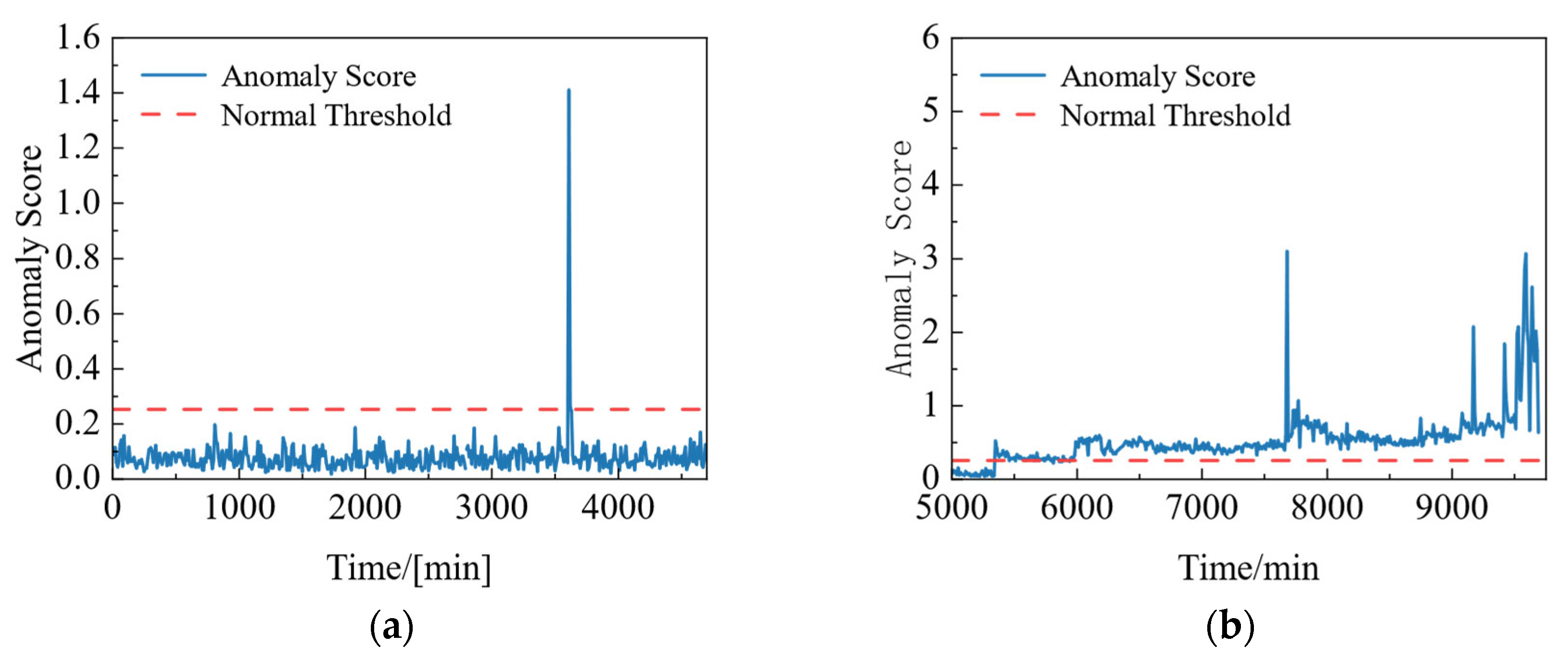
4.1. Lubrication Failure Monitoring
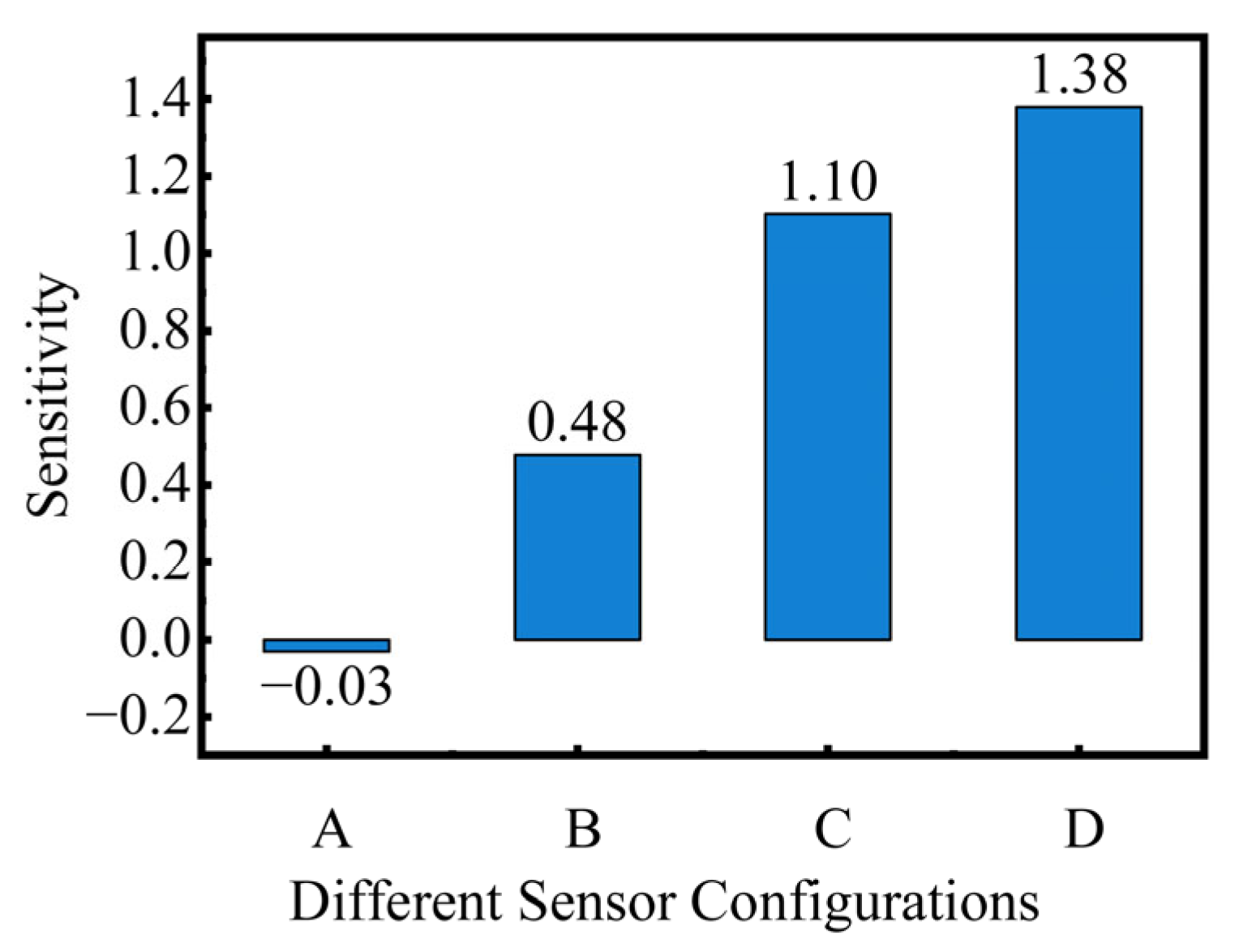
4.2. Impact of Sensor Missing
5. Conclusions
- During the bearing lubrication degradation process, acoustic emission, vibration, and temperature signals can all respond to bearing lubrication failure, but the temperature signal exhibits a certain lag;
- The monitoring model trained on graph data constructed based on prior knowledge is susceptible to early abnormal states and can accurately capture early degradation signals of the bearing lubrication state;
- In the absence of sensor signals, monitoring results using only vibration data exhibit a certain lag. With the increase in signal types and quantities, the model’s detection sensitivity gradually increases, proving the necessity of using multi-source sensors in bearing lubrication state monitoring.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xu, F.; Ding, N.; Li, N.; Liu, L.; Hou, N.; Xu, N.; Guo, W.; Tian, L.; Xu, H.; Wu, C.-M.L.; et al. A Review of Bearing Failure Modes, Mechanisms and Causes. Eng. Fail. Anal. 2023, 152, 107518. [Google Scholar] [CrossRef]
- de Azevedo, H.D.M.; Araújo, A.M.; Bouchonneau, N. A Review of Wind Turbine Bearing Condition Monitoring: State of the Art and Challenges. Renew. Sustain. Energy Rev. 2016, 56, 368–379. [Google Scholar] [CrossRef]
- Yang, Z.; Niu, X.; Li, C.; Zhou, N. Experimental Investigation of the Influence of the Pocket Shape on the Cage Stability of High-Precision Ball Bearings. Precis. Eng. 2023, 82, 62–67. [Google Scholar] [CrossRef]
- NSK. Machine Tool Spindle Bearing Selection & Mounting Guide; Motion & Control NSK: Maynila, Philippines, 2009. [Google Scholar]
- Takegahana, J.; Koyama, M.; Jinno, K. Angular Contact Ball Bearings for High-Speed and Heavy-Cutting Machine Tools. NTN Tech. Rev. 2018, 56–61. Available online: https://www.ntnglobal.com/en/products/review/pdf/NTN_TR86_en.pdf (accessed on 18 June 2024).
- Chang, Z.; Jia, Q.; Yuan, X.; Chen, Y. Main Failure Mode of Oil-Air Lubricated Rolling Bearing Installed in High Speed Machining. Tribol. Int. 2017, 112, 68–74. [Google Scholar] [CrossRef]
- Lugt, P.M. Grease Lubrication in Rolling Bearings; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Jakobsen, M.O.; Herskind, E.S.; Pedersen, C.F.; Knudsen, M.B. Detecting Insufficient Lubrication in Rolling Bearings, Using a Low Cost MEMS Microphone to Measure Vibrations. Mech. Syst. Signal Process. 2023, 200, 110553. [Google Scholar] [CrossRef]
- He, Y.; Li, M.; Meng, Z.; Chen, S.; Huang, S.; Hu, Y.; Zou, X. An Overview of Acoustic Emission Inspection and Monitoring Technology in the Key Components of Renewable Energy Systems. Mech. Syst. Signal Process. 2021, 148, 107146. [Google Scholar] [CrossRef]
- Tiboni, M.; Remino, C.; Bussola, R.; Amici, C. A Review on Vibration-Based Condition Monitoring of Rotating Machinery. Appl. Sci. 2022, 12, 972. [Google Scholar] [CrossRef]
- Mobil. Guide to Electric Motor Bearing Lubrication. 2009. Available online: https://www.mobil.com/lubricants/-/media/files/global/us/industrial/tech-topics/tt-electric-motor-bearing-lubrication-guide.pdf (accessed on 18 June 2024).
- Xu, X.; Liao, X.; Zhou, T.; He, Z.; Hu, H. Vibration-Based Identification of Lubrication Starved Bearing Using Spectral Centroid Indicator Combined with Minimum Entropy Deconvolution. Measurement 2024, 226, 114156. [Google Scholar] [CrossRef]
- Miettinen, J.; Andersson, P.; Wikströ, V. Analysis of Grease Lubrication of a Ball Bearing Using Acoustic Emission Measurement. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2001, 215, 535–544. [Google Scholar] [CrossRef]
- Yoshioka, T.; Shimizu, S. Monitoring of Ball Bearing Operation under Grease Lubrication Using a New Compound Diagnostic System Detecting Vibration and Acoustic Emission. Tribol. Trans. 2009, 52, 725–730. [Google Scholar] [CrossRef]
- Fan, Y.E.; Shi, Z.; Harris, G.; Gu, F.; Ball, A. Monitoring the Lubrication Condition of Rolling Element Bearings Using the Acoustic Emission Technique. In Proceedings of the ASME 8th Biennial Conference on Engineering Systems Design and Analysis, Torino, Italy, 4–7 July 2006; Volume 42495, pp. 843–848. [Google Scholar]
- Krishnamoorthy, V.; Anitha John, A.; Bhaumik, S.; Paleu, V. Mapping Acoustic Frictional Properties of Self-Lubricating Epoxy-Coated Bearing Steel with Acoustic Emissions during Friction Test. Technologies 2024, 12, 30. [Google Scholar] [CrossRef]
- Wang, Z.; Wu, Z.; Li, X.; Shao, H.; Han, T.; Xie, M. Attention-Aware Temporal–Spatial Graph Neural Network with Multi-Sensor Information Fusion for Fault Diagnosis. Knowl.-Based Syst. 2023, 278, 110891. [Google Scholar] [CrossRef]
- Huang, J.; Cui, L. Tensor Singular Spectrum Decomposition: Multisensor Denoising Algorithm and Application. IEEE Trans. Instrum. Meas. 2023, 72, 1–15. [Google Scholar] [CrossRef]
- Meng, Z.; Zhu, J.; Cao, S.; Li, P.; Xu, C. Bearing Fault Diagnosis under Multisensor Fusion Based on Modal Analysis and Graph Attention Network. IEEE Trans. Instrum. Meas. 2023, 72, 1–10. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, X.; Liu, J.; Wu, B.; Hu, Y. Graph Features Dynamic Fusion Learning Driven by Multi-Head Attention for Large Rotating Machinery Fault Diagnosis with Multi-Sensor Data. Eng. Appl. Artif. Intell. 2023, 125, 106601. [Google Scholar] [CrossRef]
- Du, X.; Yu, J. Graph Neural Network-Based Early Bearing Fault Detection. arXiv 2022, arXiv:2204.11220. [Google Scholar]
- Kenning, M.; Deng, J.; Edwards, M.; Xie, X. A Directed Graph Convolutional Neural Network for Edge-Structured Signals in Link-Fault Detection. Pattern Recognit. Lett. 2022, 153, 100–106. [Google Scholar] [CrossRef]
- Zhao, X.; Yao, J.; Deng, W.; Ding, P.; Zhuang, J.; Liu, Z. Multiscale Deep Graph Convolutional Networks for Intelligent Fault Diagnosis of Rotor-Bearing System under Fluctuating Working Conditions. IEEE Trans. Ind. Inform. 2022, 19, 166–176. [Google Scholar] [CrossRef]
- Zheng, H.; Ma, M.; Wen, B.; Zeng, Z.; Liu, W. Network Intrusion Anomaly Detection with GATv2. Front. Data Comput. 2024, 6, 179–190. [Google Scholar]
- Yu, Z.; Zhang, C.; Deng, C. An Improved GNN Using Dynamic Graph Embedding Mechanism: A Novel End-to-End Framework for Rolling Bearing Fault Diagnosis under Variable Working Conditions. Mech. Syst. Signal Process. 2023, 200, 110534. [Google Scholar] [CrossRef]
- Cockerill, A.; Clarke, A.; Pullin, R.; Bradshaw, T.; Cole, P.; Holford, K.M. Determination of Rolling Element Bearing Condition via Acoustic Emission. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2016, 230, 1377–1388. [Google Scholar] [CrossRef]
- Mao, W.; He, J.; Zuo, M.J. Predicting Remaining Useful Life of Rolling Bearings Based on Deep Feature Representation and Transfer Learning. IEEE Trans. Instrum. Meas. 2019, 69, 1594–1608. [Google Scholar] [CrossRef]
- Coble, J.; Hines, J.W. Applying the General Path Model to Estimation of Remaining Useful Life. Int. J. Progn. Health Manag. 2011, 2, 71. [Google Scholar] [CrossRef]
- Lei, J.; Liu, C.; Jiang, D. Fault Diagnosis of Wind Turbine Based on Long Short-Term Memory Networks. Renew. Energy 2019, 133, 422–432. [Google Scholar] [CrossRef]
- Zhao, H.; Wang, Y.; Duan, J.; Huang, C.; Cao, D.; Tong, Y.; Xu, B.; Bai, J.; Tong, J.; Zhang, Q. Multivariate Time-Series Anomaly Detection via Graph Attention Network. In Proceedings of the 2020 IEEE International Conference on Data Mining (ICDM), Sorrento, Italy, 17–20 November 2020; IEEE: New York, NY, USA, 2020; pp. 841–850. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feature | Equation | Feature | Equation |
|---|---|---|---|
| Mean | Skewness | ||
| Standard Deviation | Peak | ||
| Root Mean Square | Kurtosis | ||
| Dominant Frequency | Band-Specific Energy | ||
| Spectral Mean | Spectra Standard Deviation | ||
| Spectral Skewness | Spectral Kurtosis | ||
| Center Frequency | Frequency-Weighted Standard Deviation | ||
| Root Mean Square Frequency | Peak Frequency | ||
| Spectral Flatness | Normalized Frequency Standard Deviation | ||
| Frequency Skewness | Frequency Kurtosis | ||
| Normalized Bandwidth |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Zhang, X.; Zhu, L.; Gao, C.; Ning, B.; Zhu, Y. A Graph-Data-Based Monitoring Method of Bearing Lubrication Using Multi-Sensor. Lubricants 2024, 12, 229. https://doi.org/10.3390/lubricants12060229
Zhang X, Zhang X, Zhu L, Gao C, Ning B, Zhu Y. A Graph-Data-Based Monitoring Method of Bearing Lubrication Using Multi-Sensor. Lubricants. 2024; 12(6):229. https://doi.org/10.3390/lubricants12060229
Chicago/Turabian StyleZhang, Xinzhuo, Xuhua Zhang, Linbo Zhu, Chuang Gao, Bo Ning, and Yongsheng Zhu. 2024. "A Graph-Data-Based Monitoring Method of Bearing Lubrication Using Multi-Sensor" Lubricants 12, no. 6: 229. https://doi.org/10.3390/lubricants12060229
APA StyleZhang, X., Zhang, X., Zhu, L., Gao, C., Ning, B., & Zhu, Y. (2024). A Graph-Data-Based Monitoring Method of Bearing Lubrication Using Multi-Sensor. Lubricants, 12(6), 229. https://doi.org/10.3390/lubricants12060229