Premature Damage in Bearing Steel in Relation with Residual Stresses and Hydrogen Trapping

 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
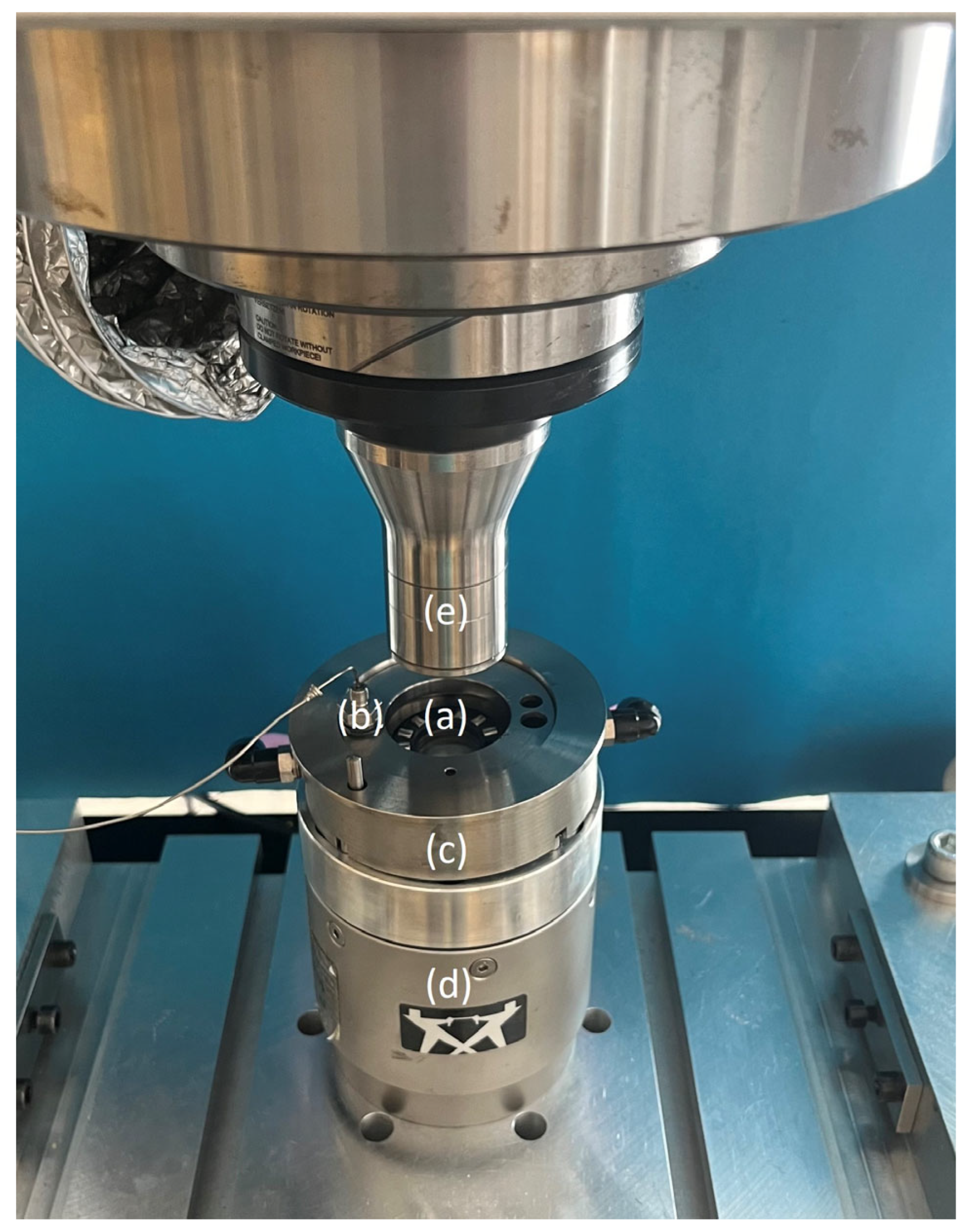
2.1. Full Bearing Tests
2.2. Metallographic Investigations
2.3. X-ray Diffraction Analysis (XRD)
2.4. Thermal Desorption Analysis (TDA)
3. Results
3.1. Experimental Results
3.2. Microsection of Rollers
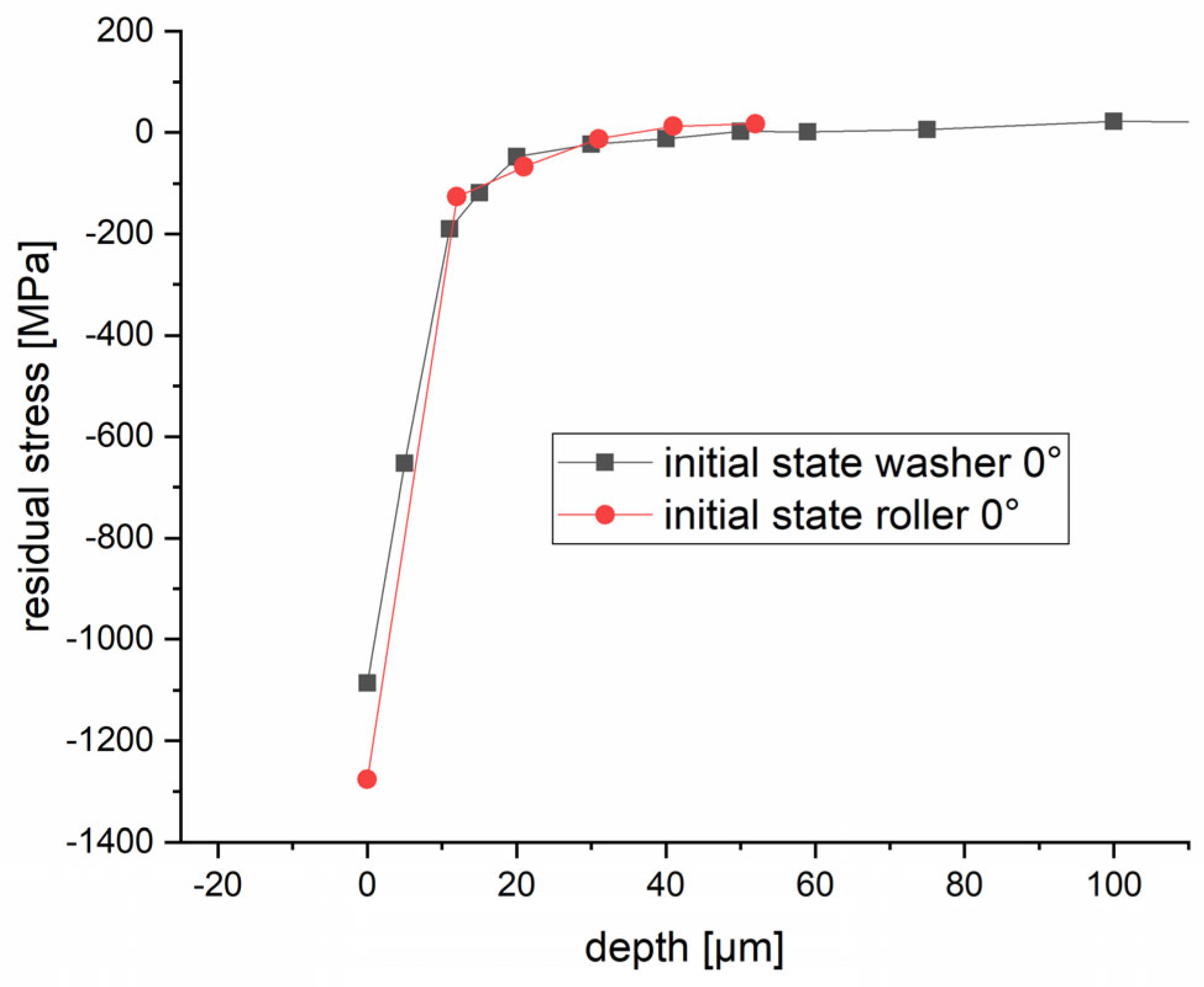
3.3. Residual Stress Measurements
3.4. Thermal Desorption Analysis
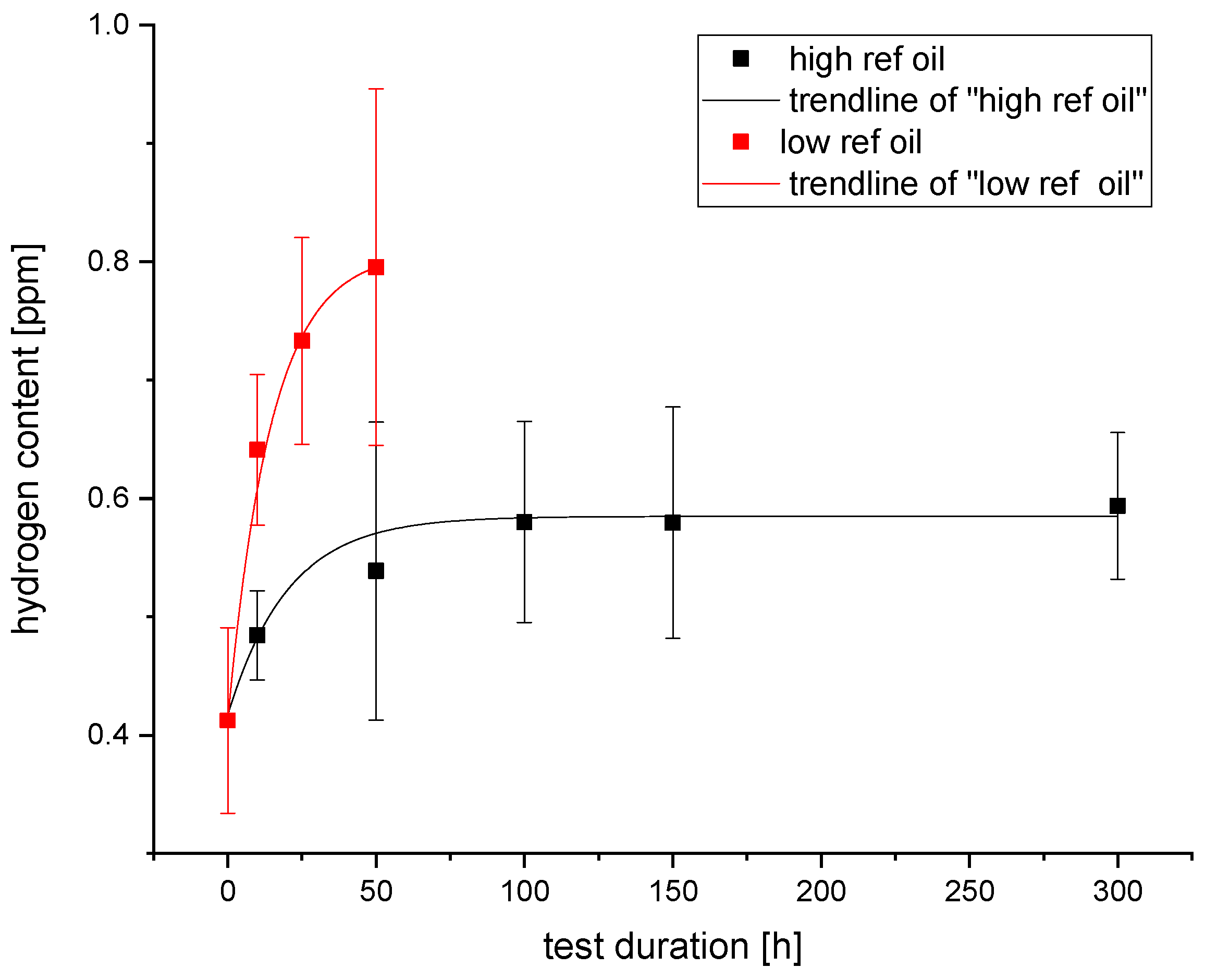
3.4.1. Hydrogen Content Measurement
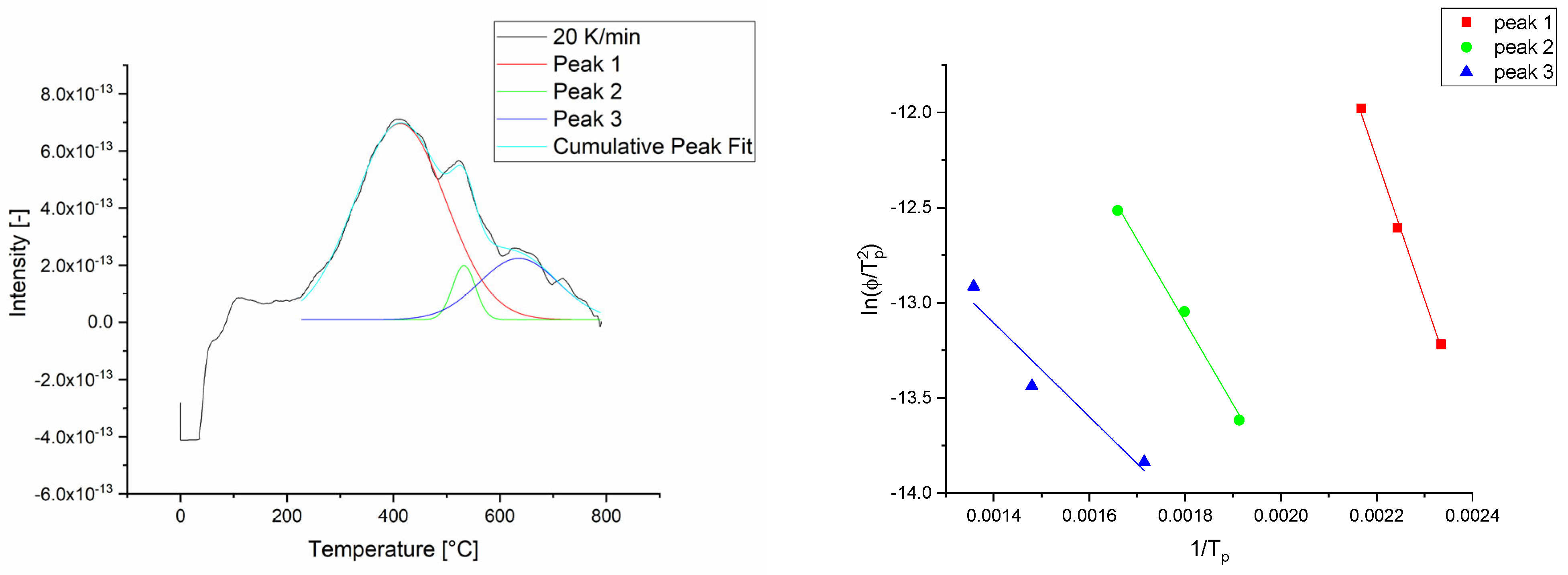
3.4.2. Measurement of Trapping Energies
4. Discussion
5. Conclusions
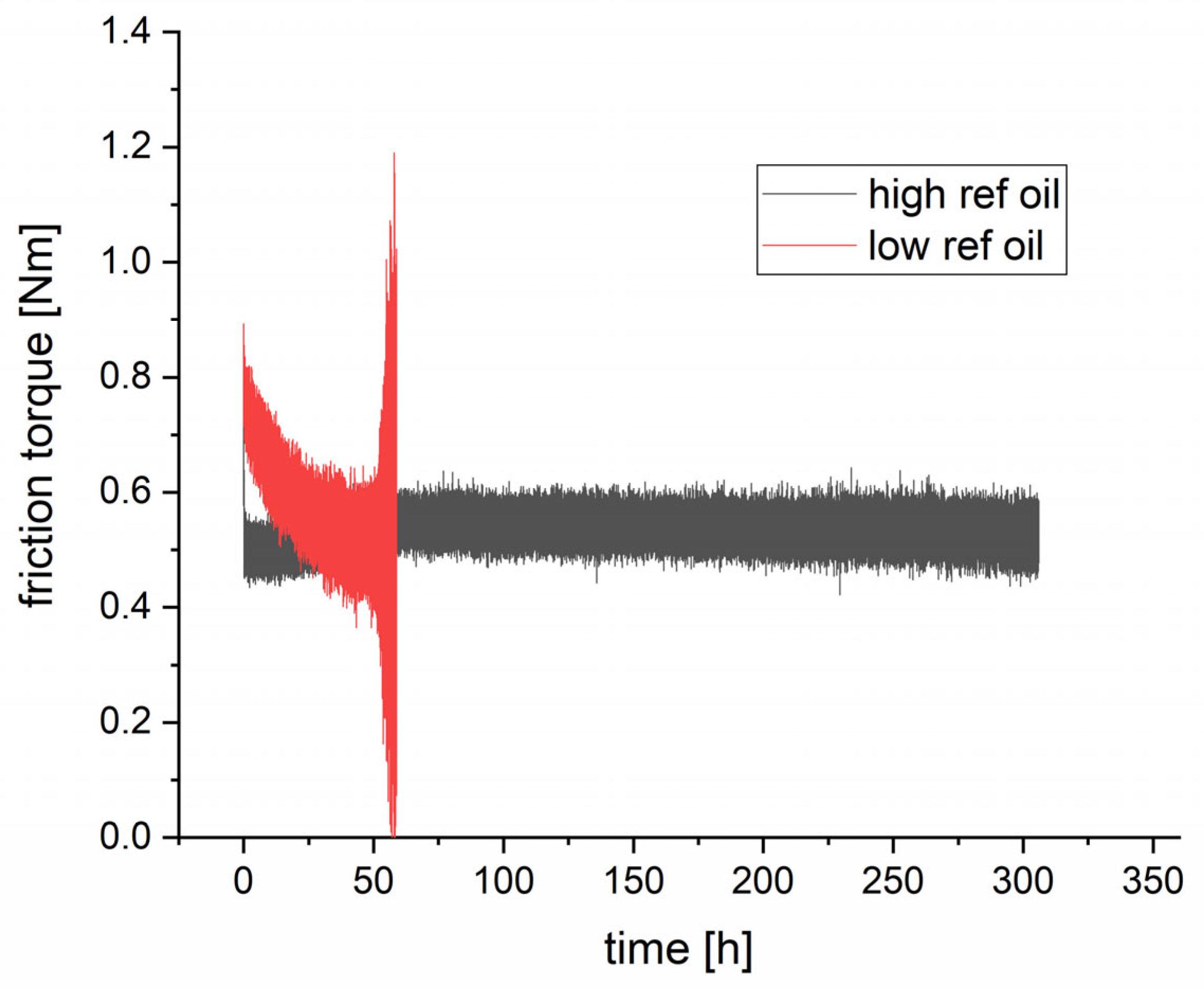
- The tests showed that a running-in behavior occurs using the low ref oil, and practically no running-in occurs using the high ref oil due to different additive mixtures.
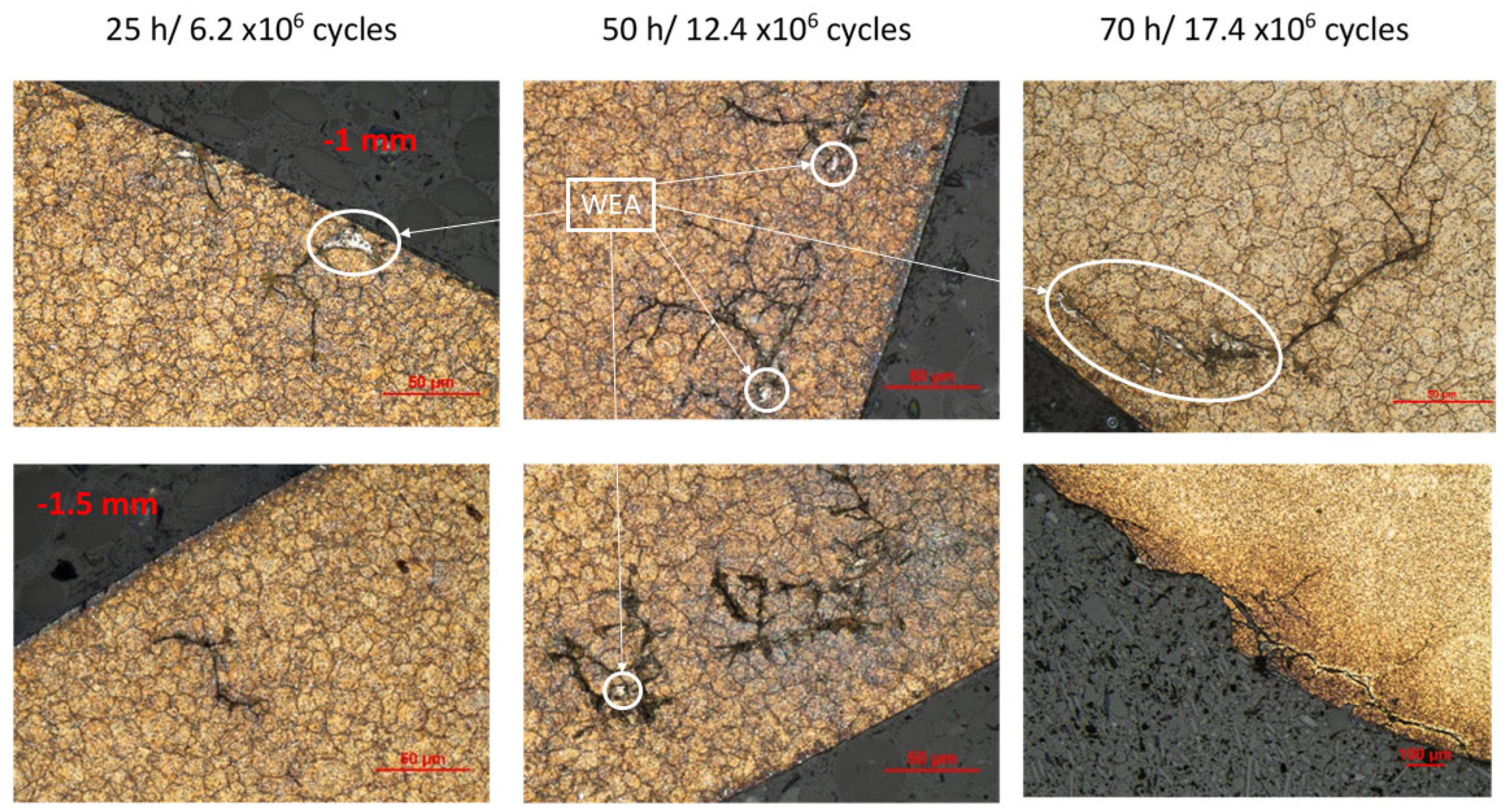
- In the metallographic cuts, it was observed that the initiation of the damage begins at a depth of approximately 25 to 50 µm; cyclic rolling contacts result in damage accumulation and crack propagation.
- The hydrogen content measured in the rollers was higher for the low ref oil when compared to the high ref oil, which indicates that a higher hydrogen content and WEC damage are correlated.
- The trapping energies showed that the trapping sites with higher trapping energy become occupied after a longer runtime; it is assumed that at first the lower energy traps corresponding to dislocations, and subsequently, after 50 h, the high energy traps are occupied by hydrogen atoms.
- The residual stresses ranged from compressive stresses on the surface of the washers, to slight tensile stresses at depths of 20 to 50 µm, to lower tensile stresses at greater depths.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Greco, A.; Sheng, S.; Keller, J.; Erdemir, A. Material wear and fatigue in wind turbine Systems. Wear 2013, 302, 1583–1591. [Google Scholar] [CrossRef]
- Gould, B.; Greco, A.; Stadler, K.; Xiao, X. An analysis of premature cracking associated with microstructural alterations in an AISI 52100 failed wind turbine bearing using X-ray tomography. Mater. Des. 2017, 117, 417–429. [Google Scholar] [CrossRef]
- Spille, J.; Wranik, J.; Barteldes, S.; Mayer, J.; Schwedt, A.; Zürcher, M.; Lutz, T.; Wang, L.; Holweger, W. A study on the initiation processes of white etching cracks (WECs) in AISI 52100 bearing steel. Wear 2021, 477, 203864. [Google Scholar] [CrossRef]
- Stadler, K.; Lai, J.; Vegter, R.H. A Review: The Dilemma with Premature White Etching Crack (WEC) Bearing Failures. In Bearing Steel Technologies: 10th Volume, Advances in Steel Technologies for Rolling Bearings; Beswick, J.M., Ed.; ASTM International: West Conshohocken, PA, USA, 2014; pp. 1–22. [Google Scholar]
- Kürten, D.; Khader, I.; Raga, R.; Casajús, P.; Winzer, N.; Kailer, A.; Spallek, R.; Scherge, M. Hydrogen assisted rolling contact fatigue due to lubricant degradation and formation of white etching areas. Eng. Fail. Anal. 2019, 99, 330–342. [Google Scholar] [CrossRef]
- Evans, M.-H.; Wang, L.; Wood, R. Formation mechanisms of white etching cracks and white etching area under rolling contact fatigue. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2014, 228, 1047–1062. [Google Scholar] [CrossRef]
- Diederichs, A.M.; Barteldes, S.; Schwedt, A.; Mayer, J.; Holweger, W. Study of subsurface initiation mechanism for white etching crack formation. Mater. Sci. Technol. 2016, 32, 1170–1178. [Google Scholar] [CrossRef]
- Holweger, W.; Schwedt, A.; Rumpf, V.; Mayer, J.; Bohnert, C.; Wranik, J.; Spille, J.; Wang, L. A Study on Early Stages of White Etching Crack Formation under Full Lubrication Conditions. Lubricants 2022, 10, 24. [Google Scholar] [CrossRef]
- Šmeļova, V.; Schwedt, A.; Wang, L.; Holweger, W.; Mayer, J. Microstructural changes in White Etching Cracks (WECs) and their relationship with those in Dark Etching Region (DER) and White Etching Bands (WEBs) due to Rolling Contact Fatigue (RCF). Int. J. Fatigue 2017, 100, 148–158. [Google Scholar] [CrossRef]
- Gesellschaft für Tribologie e.V., White Etching Cracks: Positionspapier. Available online: https://www.gft-ev.de/wp-content/uploads/Position-paper-en-Web.pdf (accessed on 10 June 2024).
- Bhadeshia, H. Steels for bearings. Prog. Mater. Sci. 2012, 57, 268–435. [Google Scholar] [CrossRef]
- Gould, B.; Paladugu, M.; Demas, N.G.; Greco, A.C.; Hyde, R.S. Figure the impact of steel microstructure and heat treatment on the formation of white etching cracks. Tribol. Int. 2019, 134, 232–239. [Google Scholar] [CrossRef]
- Evans, M.-H.; Richardson, A.; Wang, L.; Wood, R. Effect of hydrogen on butterfly and white etching crack (WEC) formation under rolling contact fatigue (RCF). Wear 2013, 306, 226–241. [Google Scholar] [CrossRef]
- Gould, B.; Demas, N.; Erck, R.; Lorenzo-Martin, M.C.; Ajayi, O.; Greco, A. The effect of electrical current on premature failures and microstructural degradation in bearing steel. Int. J. Fatigue 2020, 145, 106078. [Google Scholar] [CrossRef]
- López-Uruñuela, F.J.; Macareno, L.M.; Pinedo, B.; Aguirrebeitia, J. Confirming dark groove microstructural alterations as WEC initiation first stage in cylindrical roller thrust bearings lubricated with WEC critical oil. Wear 2024, 550, 205396. [Google Scholar] [CrossRef]
- Gould, B.; Greco, A. The Influence of Sliding and Contact Severity on the Generation of White Etching Cracks. Tribol. Lett. 2015, 60, 29. [Google Scholar] [CrossRef]
- Ruellan, A.; Ville, F.; Kleber, X.; Arnaudon, A.; Girodin, D. Understanding white etching cracks in rolling element bearings: The effect of hydrogen charging on the formation mechanisms. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2014, 228, 1252–1265. [Google Scholar] [CrossRef]
- Szost, B.; Rivera-Díaz-Del-Castillo, P. Unveiling the nature of hydrogen embrittlement in bearing steels employing a new technique. Scr. Mater. 2012, 68, 467–470. [Google Scholar] [CrossRef]
- Kohara, M.; Kawamura, T.; Egami, M. Study on Mechanism of Hydrogen Generation from Lubricants. Tribol. Trans. 2006, 49, 53–60. [Google Scholar] [CrossRef]
- Steinweg, F.; Mikitisin, A.; Janitzky, T.L.; Richter, S.; Weirich, T.E.; Mayer, J.; Broeckmann, C. Influence of additive-derived reaction layers on white etching crack failure of SAE 52100 bearing steel under rolling contact loading. Tribol. Int. 2023, 180, 108239. [Google Scholar] [CrossRef]
- Gould, B.; Demas, N.G.; Pollard, G.; Rydel, J.J.; Ingram, M.; Greco, A.C. The Effect of Lubricant Composition on White Etching Crack Failures. Tribol. Lett. 2018, 67, 7. [Google Scholar] [CrossRef]
- Mikami, H.; Kawamura, T. Influence of Electrical Current on Bearing Flaking Life. In Influence of Electrical Current on Bearing Flaking Life; SAE Technical Paper; SAE: Warrendale, PA, USA, 2007. [Google Scholar]
- Dogahe, K.J.; Guski, V.; Mlikota, M.; Schmauder, S.; Holweger, W.; Spille, J.; Mayer, J.; Schwedt, A.; Görlach, B.; Wranik, J. Simulation of the Fatigue Crack Initiation in SAE 52100 Martensitic Hardened Bearing Steel during Rolling Contact. Lubricants 2022, 10, 62. [Google Scholar] [CrossRef]
- Frappart, S.; Feaugas, X.; Creus, J.; Thebault, F.; Delattre, L.; Marchebois, H. Study of the hydrogen diffusion and segregation into Fe–C–Mo martensitic HSLA steel using electrochemical permeation test. J. Phys. Chem. Solids 2010, 71, 1467–1479. [Google Scholar] [CrossRef]
- Winzer, N.; Rott, O.; Thiessen, R.; Thomas, I.; Mraczek, K.; Höche, T.; Wright, L.; Mrovec, M. Hydrogen diffusion and trapping in Ti-modified advanced high strength steels. Mater. Des. 2016, 92, 450–461. [Google Scholar] [CrossRef]
- Khader, I.; Kürten, D.; Raga, R.; Winzer, N.; Kailer, A. Modeling hydrogen diffusion in a tribological scenario: A failure analysis of a thrust bearing. Wear 2019, 438-439, 203054. [Google Scholar] [CrossRef]
- Siegl, W. Hydrogen Trapping in Iron and Iron-Based Alloys. Ph.D. Thesis, Montanuniversitaet Leoben, Leoben, Austria, 2020. [Google Scholar]
- Zafra, A.; Peral, L.; Belzunce, J. Hydrogen diffusion and trapping in A 42CrMo4 quenched and tempered steel: Influence of tempering temperature. Int. J. Hydrog. Energy 2020, 45, 31225–31242. [Google Scholar] [CrossRef]
- Peral, L.; Amghouz, Z.; Colombo, C.; Fernández-Pariente, I. Evaluation of hydrogen trapping and diffusion in two cold worked CrMo(V) steel grades by means of the electrochemical hydrogen permeation technique. Theor. Appl. Fract. Mech. 2020, 110, 102771. [Google Scholar] [CrossRef]
- Medias Bearing Calculation. Available online: https://medias.schaeffler.de/de/produkt/rotary/waelz--und-gleitlager/rollenlager/axial-zylinderrollenlager/81104-tv/p/395849#Calculation (accessed on 10 June 2024).
- Bragg, W.H. The Reflection of X-rays by Crystals. Nature 1913, 91, 477. [Google Scholar] [CrossRef]
- Spieß, L. Moderne Röntgenbeugung: Röntgendiffraktometrie für Materialwissenschaftler, Physiker und Chemiker, 2nd ed.; Vieweg + Teubner: Wiesbaden, Germany, 2009. [Google Scholar]
- Simoni, L.; Falcade, T.; Ferreira, D.C.; Kwietniewski, C.E. An integrated experimental and modeling approach to determine hydrogen diffusion and trapping in a high-strength steel. Int. J. Hydrogen Energy 2021, 46, 25738–25751. [Google Scholar] [CrossRef]
- Yamabe, J.; Yoshikawa, M.; Matsunaga, H.; Matsuoka, S. Hydrogen trapping and fatigue crack growth property of low-carbon steel in hydrogen-gas environment. Int. J. Fatigue 2017, 102, 202–213. [Google Scholar] [CrossRef]
- Voskamp, A.P.; Österlund, R.; Becker, P.C.; Vingsbo, O. Gradual changes in residual stress and microstructure during contact fatigue in ball bearings. Met. Technol. 1980, 7, 14–21. [Google Scholar] [CrossRef]
- Voskamp, A.P.; Mittemeijer, E.J. State of residual stress induced by cyclic rolling contact loading. Mater. Sci. Technol. 1997, 13, 430–438. [Google Scholar] [CrossRef]
- Khader, I.; Kürten, D.; Kailer, A. The Influence of Mechanical Stresses on the Diffusion and Accumulation of Hydrogen in a CRTB; Bearing World: Frankfurt, Germany, 2020. [Google Scholar]
- Richardson, A.D.; Evans, M.-H.; Wang, L.; Wood, R.J.K.; Ingram, M. Thermal Desorption Analysis of Hydrogen in Non-Hydrogen-Charged Rolling Contact Fatigue-Tested 100Cr6 Steel. Tribol. Lett. 2017, 66, 4. [Google Scholar] [CrossRef]
- Bae, D.-S.; Sung, C.-E.; Bang, H.-J.; Lee, S.-P.; Lee, J.-K.; Son, I.-S.; Cho, Y.-R.; Baek, U.-B.; Nahm, S.-H. Effect of highly pressurized hydrogen gas charging on the hydrogen embrittlement of API X70 steel. Met. Mater. Int. 2014, 20, 653–658. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Park, J.; Nahm, S.H.; Tak, N.; Baek, U.B. Ductility and fatigue properties of low nickel content type 316L austenitic stainless steel after gaseous thermal pre-charging with hydrogen. Int. J. Hydrogen Energy 2019, 44, 28031–28043. [Google Scholar] [CrossRef]
- López-Uruñuela, F.J.; Fernández-Díaz, B.; Pagano, F.; López-Ortega, A.; Pinedo, B.; Bayón, R.; Aguirrebeitia, J. Broad review of “White Etching Crack” failure in wind turbine gearbox bearings: Main factors and experimental investigations. Int. J. Fatigue 2020, 145, 106091. [Google Scholar] [CrossRef]
- Guzmán, F.G.; Oezel, M.O.; Jacobs, G.; Burghardt, G.; Broeckmann, C.; Janitzky, T. Influence of Slip and Lubrication Regime on the Formation of White Etching Cracks on a Two-Disc Test Rig. Lubricants 2018, 6, 8. [Google Scholar] [CrossRef]
- El Laithy, M.; Wang, L.; Harvey, T.J.; Schwedt, A.; Vierneusel, B.; Mayer, J. Mechanistic study of dark etching regions in bearing steels due to rolling contact fatigue. Acta Mater. 2023, 246. [Google Scholar] [CrossRef]
- Chen, W.; Zhao, W.; Gao, P.; Li, F.; Kuang, S.; Zou, Y.; Zhao, Z. Interaction between dislocations, precipitates and hydrogen atoms in a 2000 MPa grade hot-stamped steel. J. Mater. Res. Technol. 2022, 18, 4353–4366. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Tests | Duration Low Ref Oil (h) | Friction Torque (Nm) | Duration High Ref Oil (h) | Friction Torque (Nm) |
|---|---|---|---|---|
| 3 | 10 h | 0.73 ± 0.06 | 25 h | 0.57 ± 0.02 |
| 3 | 25 h | 0.63 ± 0.03 | 50 h | 0.59 ± 0.03 |
| 3 | 50 h | 0.56 ± 0.05 | 150 h | 0.60 ± 0.03 |
| 3 | ~70 h | 0.58 ± 0.10 | 300 h | 0.54 ± 0.03 |
| Peak 1 | Peak 2 | Peak 3 | ||||
|---|---|---|---|---|---|---|
| EB (kJ/mol) | R2 | EB (kJ/mol) | R2 | EB (kJ/mol) | R2 | |
| Initial state | 10.28 | 0.93 | 28.82 | 0.89 | 50.57 | 0.98 |
| High ref oil 150 h | 7.08 | 0.92 | 10.03 | 0.89 | 13.05 | 0.82 |
| High ref oil 290 h | 38.83 | 0.90 | 38.23 | 0.98 | 41.67 | 0.92 |
| Peak 1 | Peak 2 | Peak 3 | ||||
|---|---|---|---|---|---|---|
| EB (kJ/mol) | R2 | EB (kJ/mol) | R2 | EB (kJ/mol) | R2 | |
| Initial state | 10.28 | 0.93 | 28.82 | 0.89 | 50.57 | 0.98 |
| Low ref oil 10 h | 12.87 | 0.95 | 14.92 | 0.98 | 10.36 | 0.94 |
| Low ref oil 10 h | 17.59 | 0.97 | 47.65 | 0.98 | 43.99 | 0.95 |
| Low ref oil 25 h | 13.25 | 0.93 | 6.29 | 0.94 | 28.75 | 0.77 |
| Low ref oil 25 h | 6.28 | 0.92 | 25.54 | 0.99 | 34.58 | 0.98 |
| Low ref oil 50 h | 39.19 | 0.90 | 78.88 | 0.96 | 35.35 | 0.81 |
| Low ref oil 50 h | 14.39 | 0.78 | 13.81 | 0.77 | 24.09 | 0.85 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baur, M.; Khader, I.; Kürten, D.; Schieß, T.; Kailer, A.; Dienwiebel, M. Premature Damage in Bearing Steel in Relation with Residual Stresses and Hydrogen Trapping. Lubricants 2024, 12, 311. https://doi.org/10.3390/lubricants12090311
Baur M, Khader I, Kürten D, Schieß T, Kailer A, Dienwiebel M. Premature Damage in Bearing Steel in Relation with Residual Stresses and Hydrogen Trapping. Lubricants. 2024; 12(9):311. https://doi.org/10.3390/lubricants12090311
Chicago/Turabian StyleBaur, Maximilian, Iyas Khader, Dominik Kürten, Thomas Schieß, Andreas Kailer, and Martin Dienwiebel. 2024. "Premature Damage in Bearing Steel in Relation with Residual Stresses and Hydrogen Trapping" Lubricants 12, no. 9: 311. https://doi.org/10.3390/lubricants12090311