Wear Characterization of Cemented Carbides (WC–CoNi) Processed by Laser Surface Texturing under Abrasive Machining Conditions


Abstract
:1. Introduction
2. Material and Experimental Aspects
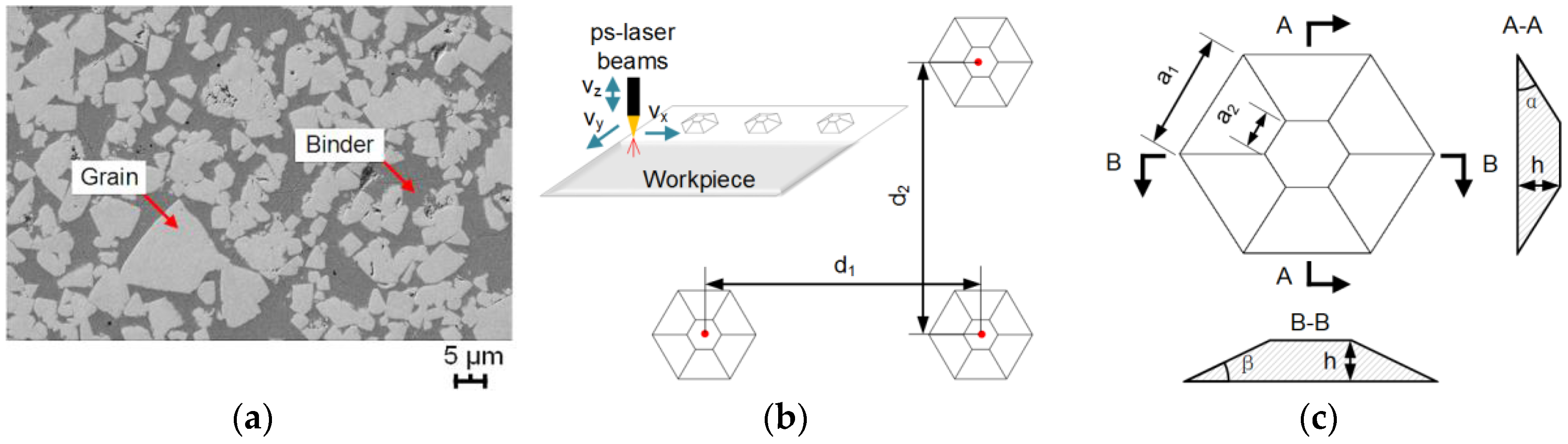
2.1. Studied Material and Surface Machined by Laser Surface Texturing (LST)
- : interval between two adjacent hexagonal pyramids along the X-axis
- : interval between two adjacent hexagonal pyramids along the Y-axis
- : bottom side length of the hexagonal pyramid
- : top side length of the hexagonal pyramid
- : surface area of the pyramid bottom
- : surface area of the pyramid top
- : height the hexagonal pyramid
- : slope at the measuring position A-A
- : slope at the measuring position B-B
2.2. Abrasive Machining Test
3. Results and Remarkable Observations
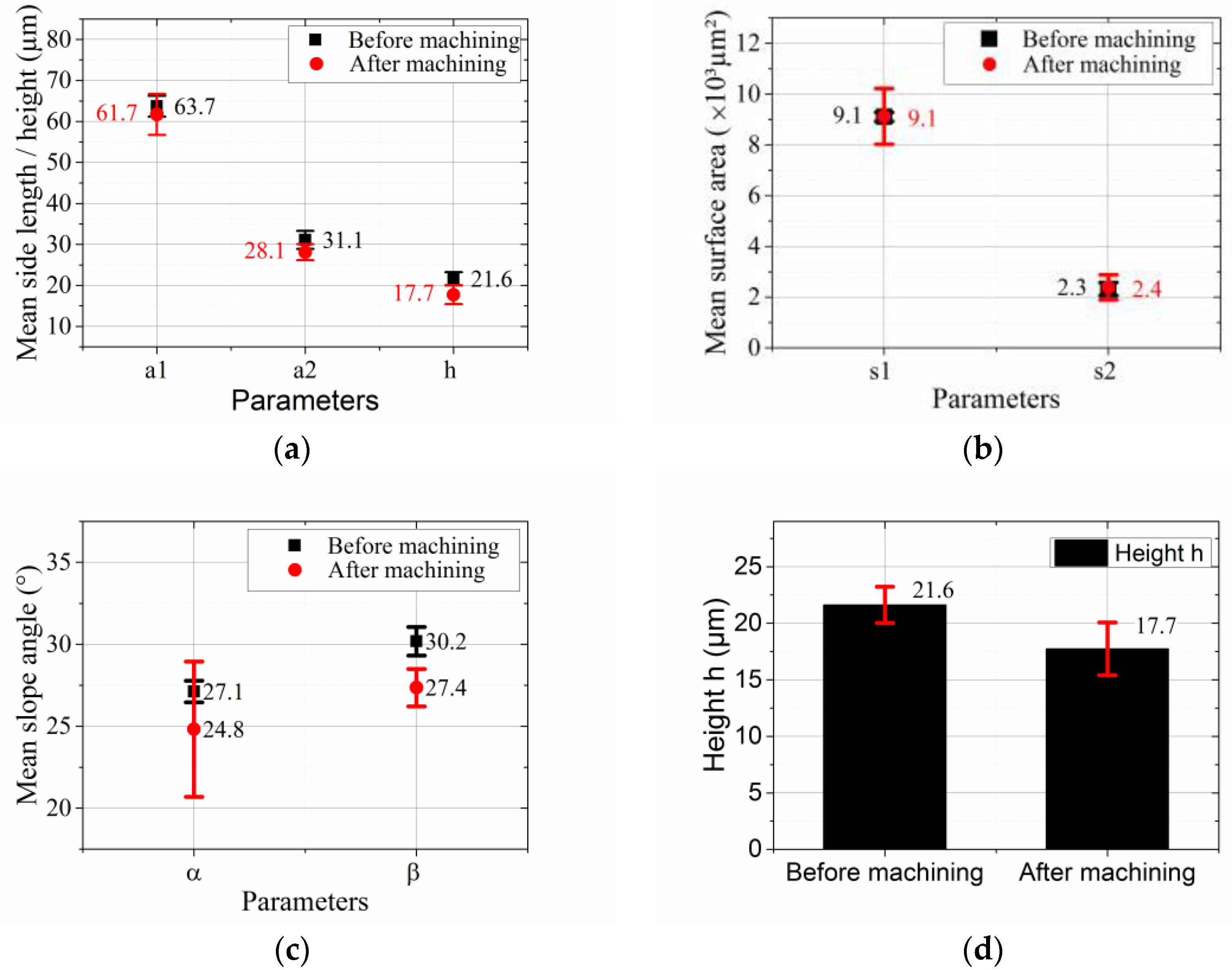
3.1. Geometrical Properties of the Laser-Shaped Structure
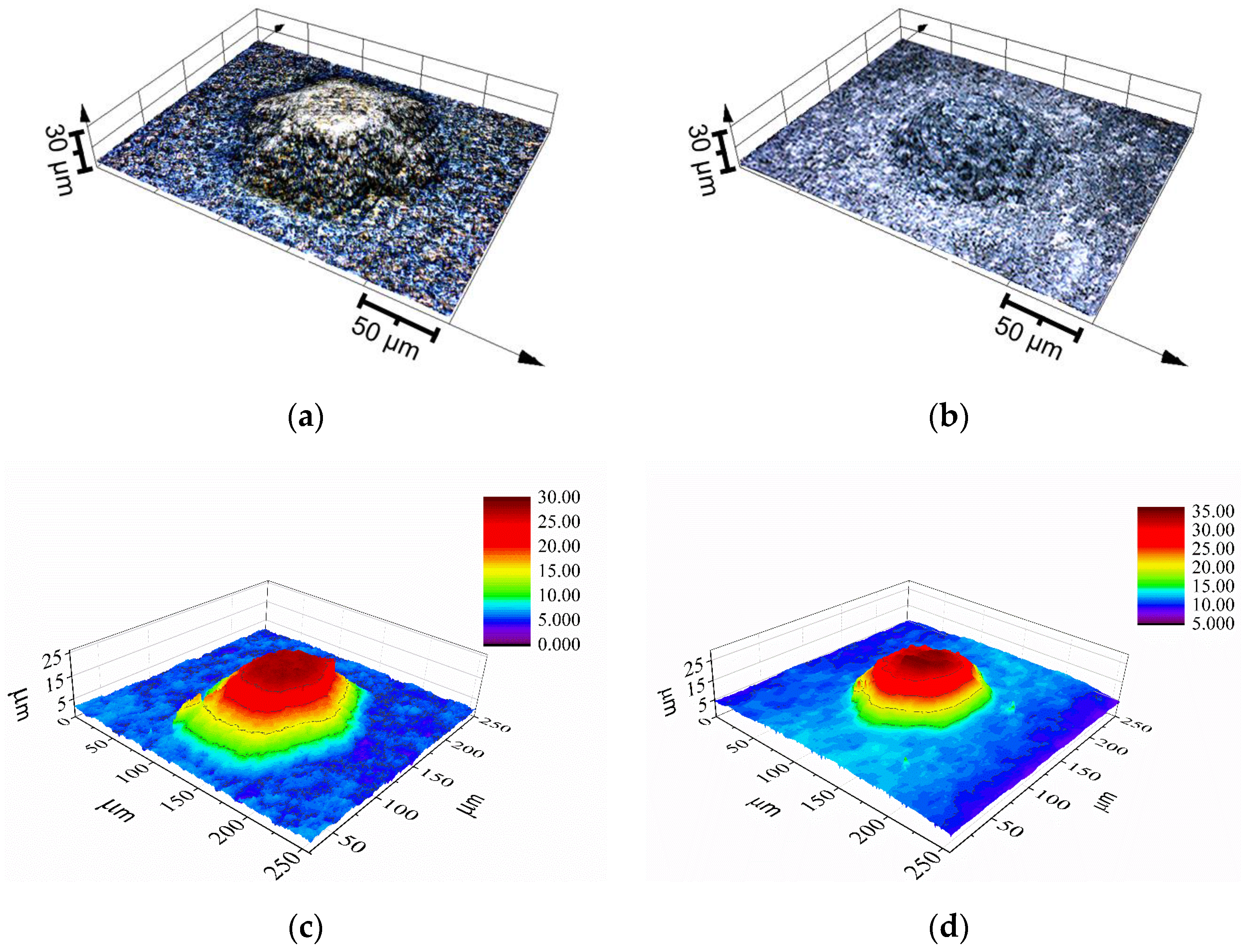
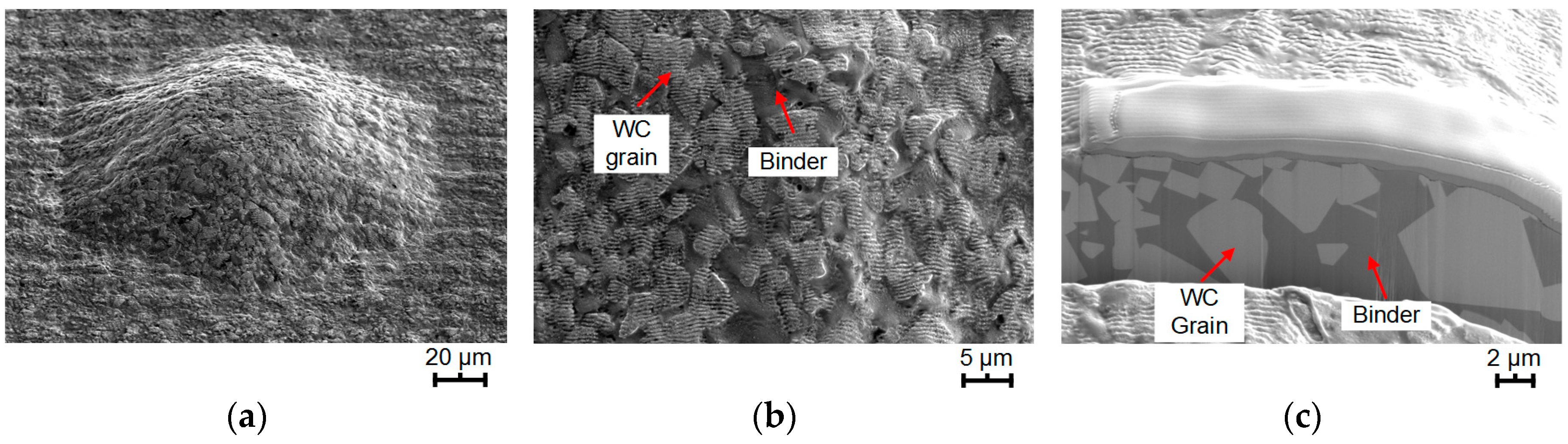
3.2. Surface Integrity Assessment
4. Conclusions and Discussion
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Exner, H.E. Physical and chemical nature of cemented carbides. Int. Met. Rev. 1979, 24, 149–173. [Google Scholar] [CrossRef]
- Gurland, J. New scientific approaches to development of tool materials. Int. Mater. Rev. 1988, 33, 151–166. [Google Scholar] [CrossRef]
- Egashira, K.; Hosono, S.; Takemoto, S.; Masao, Y. Fabrication and cutting performance of cemented tungsten carbide micro-cutting tools. Precis. Eng. 2011, 35, 547–553. [Google Scholar] [CrossRef]
- Jacobson, S.; Hogmark, S. Surface modifications in tribological contacts. Wear 2009, 266, 370–378. [Google Scholar] [CrossRef]
- Konyashin, I.; Ries, B.; Hlawatschek, S. Engineered surfaces on cemented carbides obtained by tailored sintering techniques. Surf. Coat. Technol. 2014, 258, 300–309. [Google Scholar] [CrossRef]
- Momma, C.; Chichkov, B.N.; Nolte, S.; von Alvensleben, F.; Tünnermann, A.; Welling, H.; Wellegehausen, B. Short-pulse laser ablation of solid targets. Opt. Commun. 1996, 129, 134–142. [Google Scholar] [CrossRef]
- Geiger, M.; Roth, S.; Becker, W. Influence of laser-produced microstructures on the tribological behavior of ceramics. Surf. Coat. Technol. 1998, 100, 17–22. [Google Scholar] [CrossRef]
- Chichkov, B.N.; Momma, C.; Nolte, S.; von Alvensleben, F.; Tünnermann, A. Femtosecond, picosecond and nanosecond laser ablation of solids. Appl. Phys. A 1996, 63, 109–115. [Google Scholar] [CrossRef]
- Li, T.; Lou, Q.; Dong, J.; Wei, Y.; Liu, J. Phase transformation during surface ablation of cobalt-cemented tungsten carbide with pulsed UV laser. Appl. Phys. A 2001, 73, 391–397. [Google Scholar] [CrossRef]
- Dumitru, G.; Romano, V.; Weber, H.P.; Sentis, M.; Marine, W. Femtosecond ablation of ultrahard materials. Appl. Phys. A 2002, 74, 729–739. [Google Scholar] [CrossRef]
- Llanes, L.; Martinez, E.; Idañez, E.; Casas, B.; Esteve, J. Infuence of electrical discharge machining on the sliding contact response of cemented carbides. Int. J. Refract. Met. Hard Mater. 2001, 19, 35–40. [Google Scholar] [CrossRef]
- M’Saoubi, R.; Outeiro, J.C.; Chandrasekaran, H.; Dillon, O.W., Jr.; Jawahir, I.S. A review of surface integrity in machining and its impact on functional performance and life of machined products. Int. J. Sustain. Manuf. 2008, 1, 203–236. [Google Scholar] [CrossRef]
- Fatima, A.; Whitehead, D.J.; Mativenga, P.T. Femtosecond laser surface structuring of carbide tooling for modifying contact phenomena. Proc. Inst. Mech. Eng. B 2016, 230, 3–18. [Google Scholar] [CrossRef]
- Dumitru, G.; Romano, V.; Weber, H.P.; Haefke, H.; Gerbig, Y.; Pflüger, E. Laser microstructuring of steel surfaces for tribological applications. Appl. Phys. A 2000, 70, 485–487. [Google Scholar] [CrossRef]
- Geiger, M.; Popp, U.; Engel, U. Excimer laser micro texturing of cold forging tool surfaces—Influence on tool life. CIRP Ann. Manuf. Technol. 2002, 51, 231–234. [Google Scholar] [CrossRef]
- Fang, S.; Herrmann, T.; Rosenkranz, A.; Gachot, C.; Marro, F.G.; Mücklich, F.; Llanes, L.; Bähre, D. Tribological performance of laser patterned cemented tungsten carbide parts. Procedia CIRP 2016, 42, 439–443. [Google Scholar] [CrossRef]
- Fang, S.; Llanes, L.; Engstler, M.; Baehre, D.; Soldera, F.; Muecklich, F. Surface topography quantification of super hard abrasive tools by laser scanning microscopy. Mater. Perform. Charact. 2016, 5, 796–815. [Google Scholar] [CrossRef]
- Bähre, D.; Fang, S.Q.; Gliche, J.; Trapp, K. Set-up of a test bench for the investigation of single parameter effects in abrasive processes by force measurements. Adv. Mater. Res. 2014, 1052, 441–446. [Google Scholar] [CrossRef]
- Llanes, L.; Casas, B.; Idanez, E.; Marsal, M.; Anglada, M. Surface integrity effects on the fracture resistance of electrical-discharge-machined WC-Co cemented carbides. J. Am. Ceram. Soc. 2004, 87, 1687–1693. [Google Scholar] [CrossRef]
- Yao, Y.L.; Chen, H.; Zhang, W. Time scale effects in laser material removal: A review. Int. J. Adv. Manuf. Technol. 2005, 26, 598–608. [Google Scholar] [CrossRef]
- Li, T.; Lou, Q.; Dong, J.; Wei, Y.; Liu, J. Selective removal of cobalt binder in surface ablation of tungsten carbide hardmetal with pulsed UV laser. Surf. Coat. Technol. 2001, 145, 16–23. [Google Scholar] [CrossRef]
- Bonse, J.; Krüger, J.; Höhm, S.; Rosenfeld, A. Femtosecond laser-induced periodic surface structures. J. Laser Appl. 2012, 24, 42006. [Google Scholar] [CrossRef]
- Bonse, J.; Rosenfeld, A.; Krüger, J. On the role of surface plasmon polaritons in the formation of laser-induced periodic surface structures upon irradiation of silicon by femtosecond-laser pulses. J. Appl. Phys. 2009, 106, 104910. [Google Scholar] [CrossRef]
- Okamuro, K.; Hashida, M.; Miyasaka, Y.; Ikuta, Y.; Tokita, S.; Sakabe, S. Laser fluence dependence of periodic grating structures formed on metal surfaces under femtosecond laser pulse irradiation. Phys. Rev. B 2010, 82, 1–5. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| WC-Grain Size (µm) | Co (wt %) | Ni (wt %) | Density (g/cm3) | Hardness (HV30) |
|---|---|---|---|---|
| 20 | 14 | 14 | 12.82 | 610 |
| Laser Type | Laser Source | Pulse Duration (ps) | Wave Length (nm) | Frequency (Hz) | Fluence (J/cm2) |
|---|---|---|---|---|---|
| ps-laser | Nd:YVO4 | 10 | 532 | 200 K | 0.5 |
| Parameters | d1 (µm) | d2 (µm) | a1 (µm) | a2 (µm) | S1 (µm2) | S2 (µm2) | h (µm) | α (°) | β (°) |
|---|---|---|---|---|---|---|---|---|---|
| Mean | 404.5 | 403.5 | 63.7 | 31.1 | 21.6 | 27.1 | 30.2 | ||
| Standard Deviation | 1.9 | 1.4 | 2.5 | 2.2 | 0.2 | 0.3 | 1.6 | 0.7 | 0.8 |
| Parameters | a1 (µm) | a2 (µm) | S1 (×103 µm2) | S2 (×103 µm2) | h (µm) | α (°) | β (°) |
|---|---|---|---|---|---|---|---|
| Mean | 61.7 | 28.1 | 9.1 | 2.4 | 17.7 | 24.8 | 27.4 |
| Standard Deviation | 5.0 | 2.0 | 1.1 | 0.5 | 2.3 | 4.1 | 1.1 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, S.; Llanes, L.; Bähre, D. Wear Characterization of Cemented Carbides (WC–CoNi) Processed by Laser Surface Texturing under Abrasive Machining Conditions. Lubricants 2017, 5, 20. https://doi.org/10.3390/lubricants5030020
Fang S, Llanes L, Bähre D. Wear Characterization of Cemented Carbides (WC–CoNi) Processed by Laser Surface Texturing under Abrasive Machining Conditions. Lubricants. 2017; 5(3):20. https://doi.org/10.3390/lubricants5030020
Chicago/Turabian StyleFang, Shiqi, Luis Llanes, and Dirk Bähre. 2017. "Wear Characterization of Cemented Carbides (WC–CoNi) Processed by Laser Surface Texturing under Abrasive Machining Conditions" Lubricants 5, no. 3: 20. https://doi.org/10.3390/lubricants5030020
APA StyleFang, S., Llanes, L., & Bähre, D. (2017). Wear Characterization of Cemented Carbides (WC–CoNi) Processed by Laser Surface Texturing under Abrasive Machining Conditions. Lubricants, 5(3), 20. https://doi.org/10.3390/lubricants5030020