Investigation of Galling Wear Using Acoustic Emission Frequency Characteristics



Abstract
:Highlights
- AE burst waveform can be used to investigate galling.
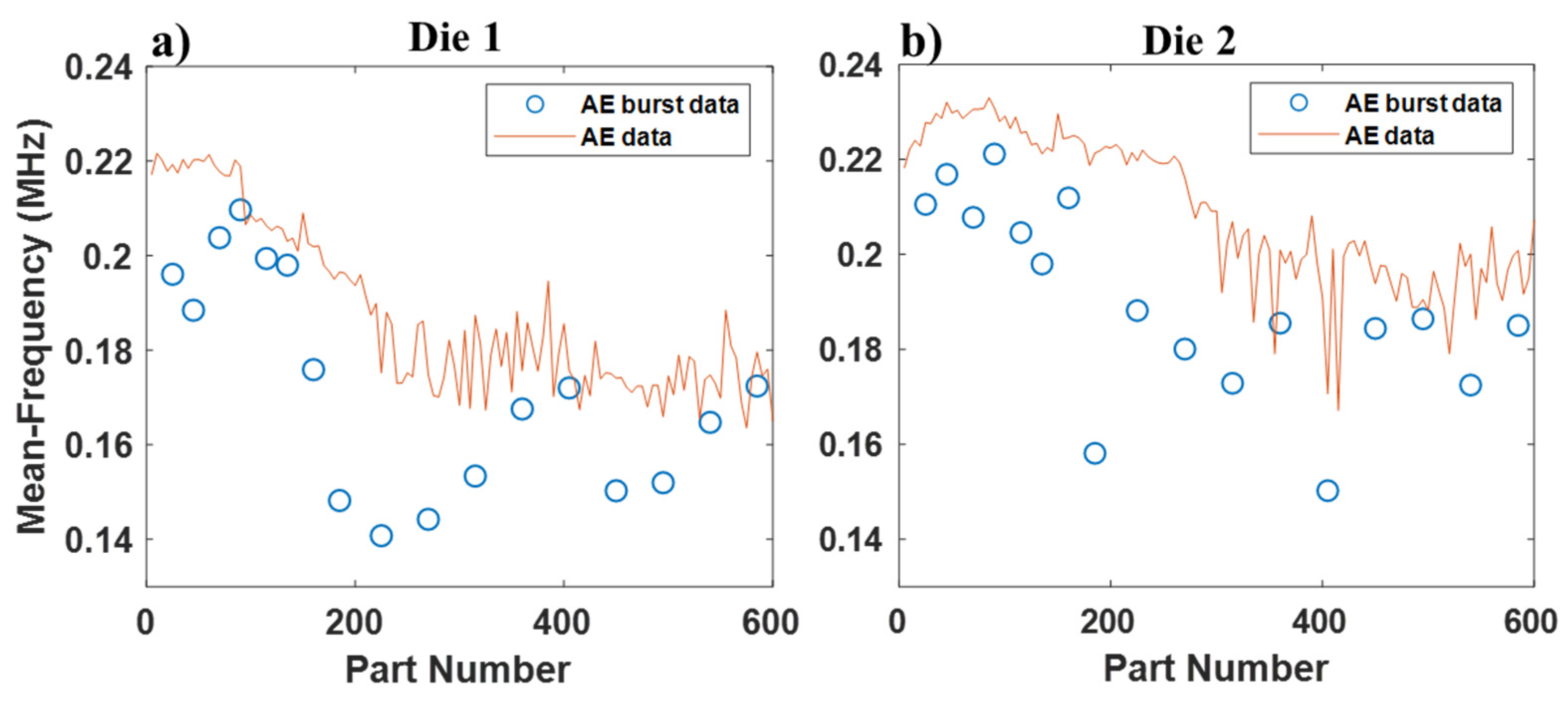
- AE mean-frequency can indicate galling wear initiation at industrial and tribological condition.
- Profile depth wear feature can be used quantitatively to correlate with AE frequency features.
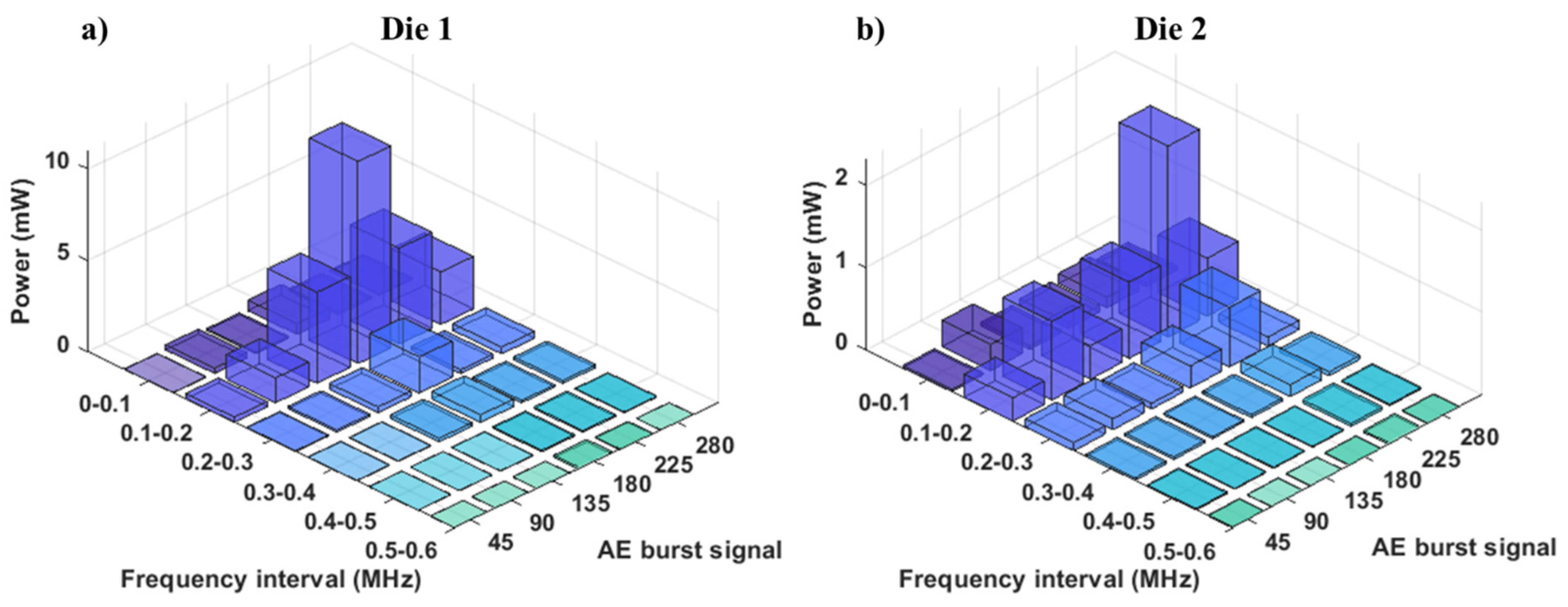
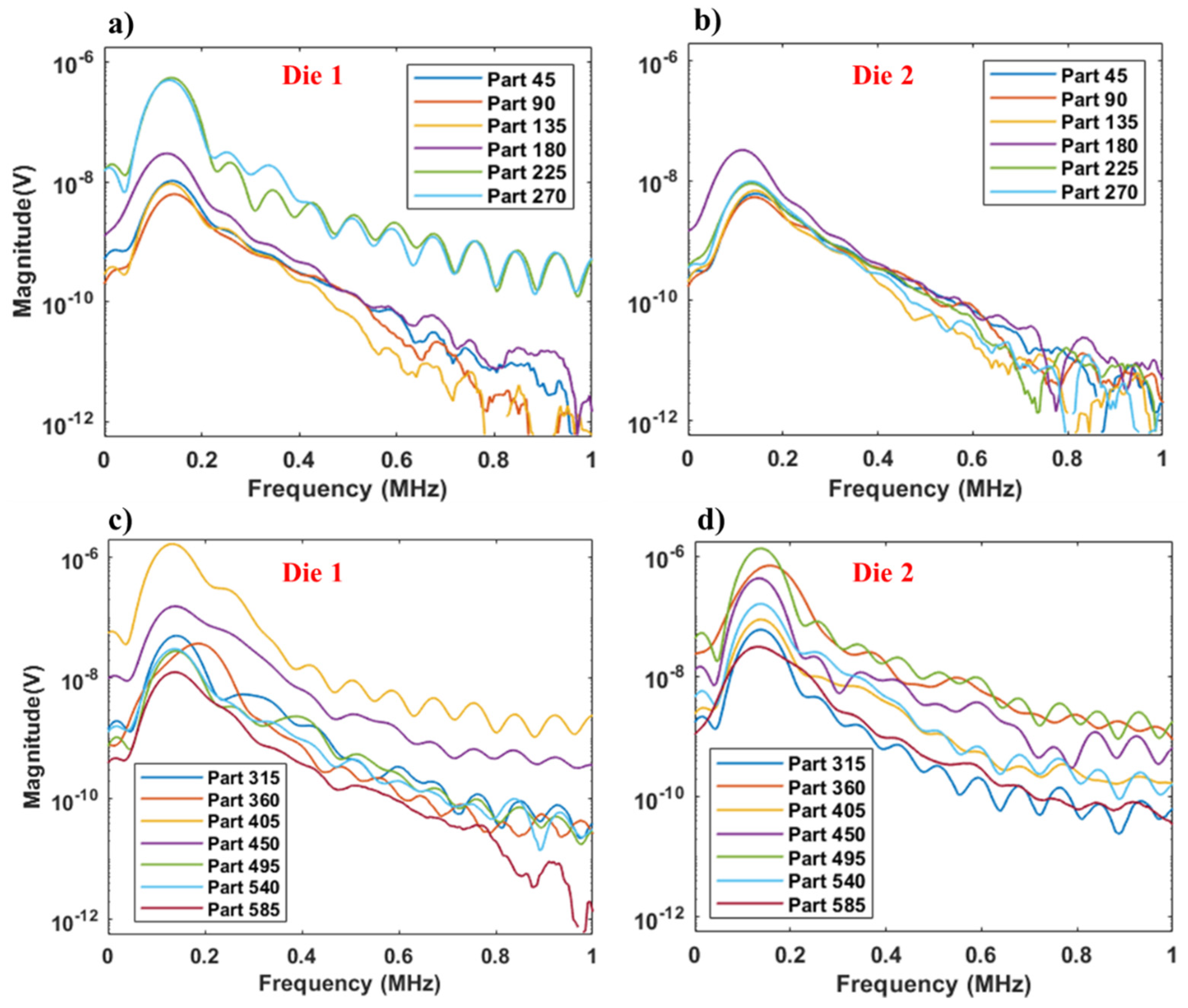
- Frequency-magnitude and bandpower increased with increase in galling severity.
1. Introduction
2. Experimental Details
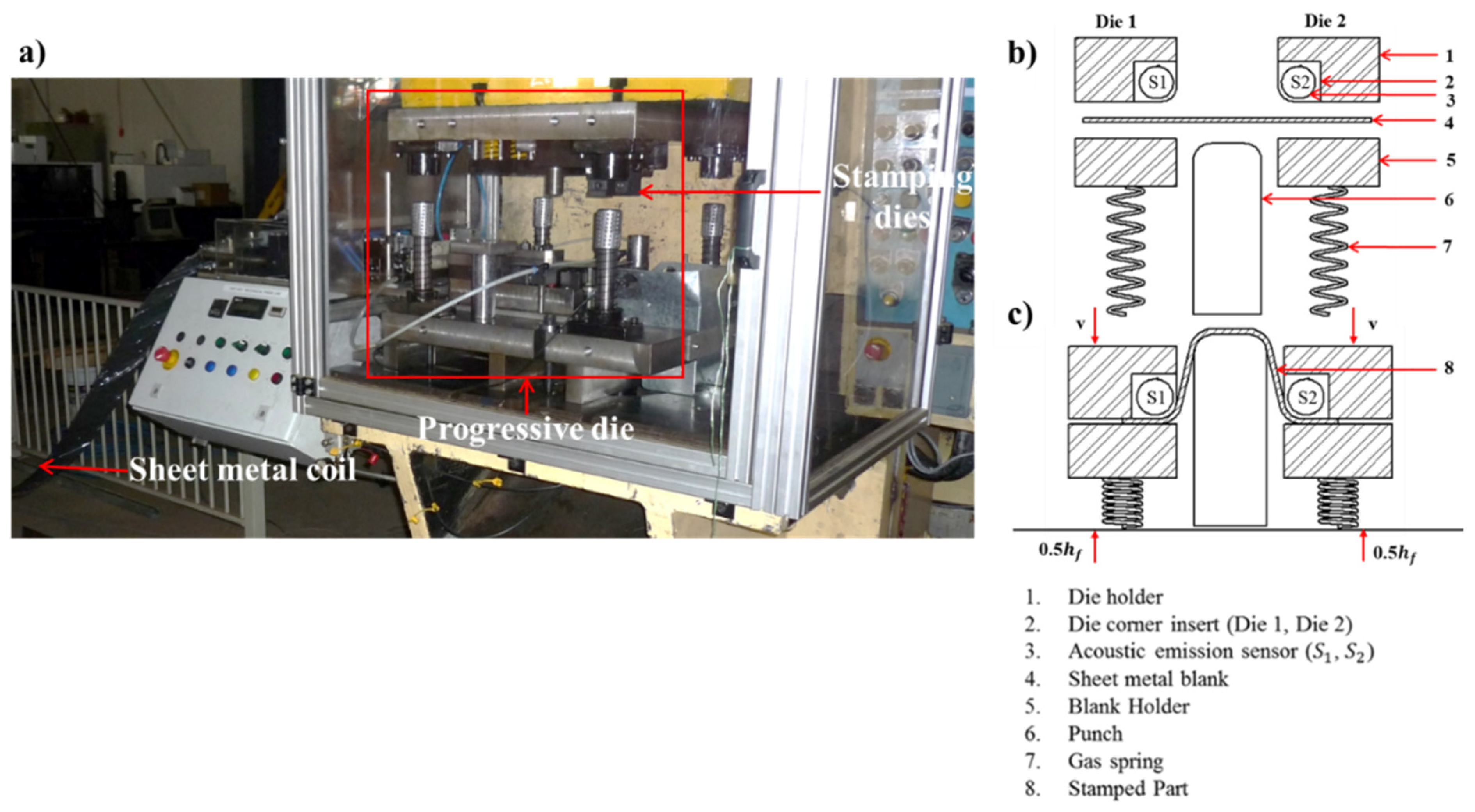
2.1. Experimental Test Setup
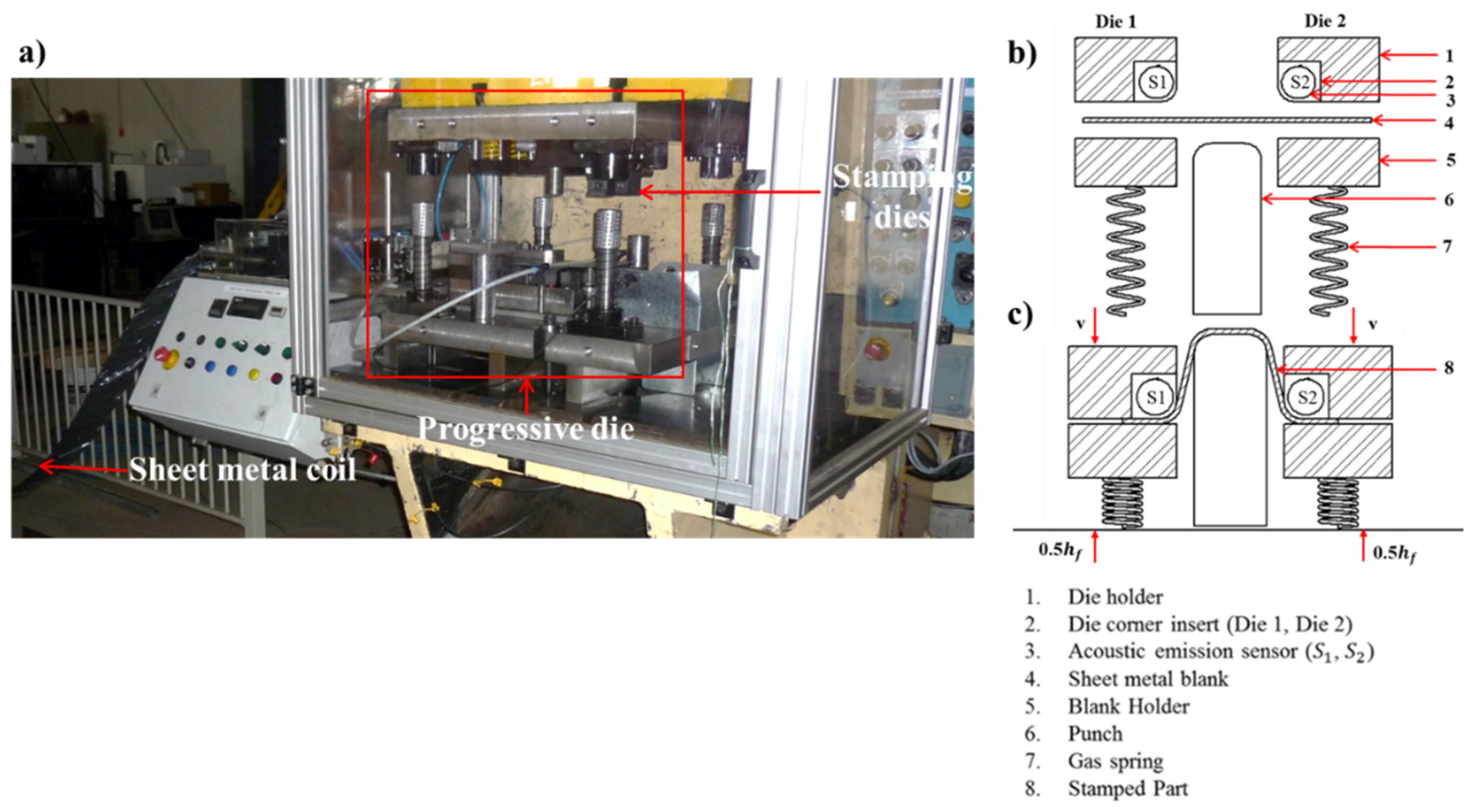
2.1.1. Semi-Industrial Stamping Test
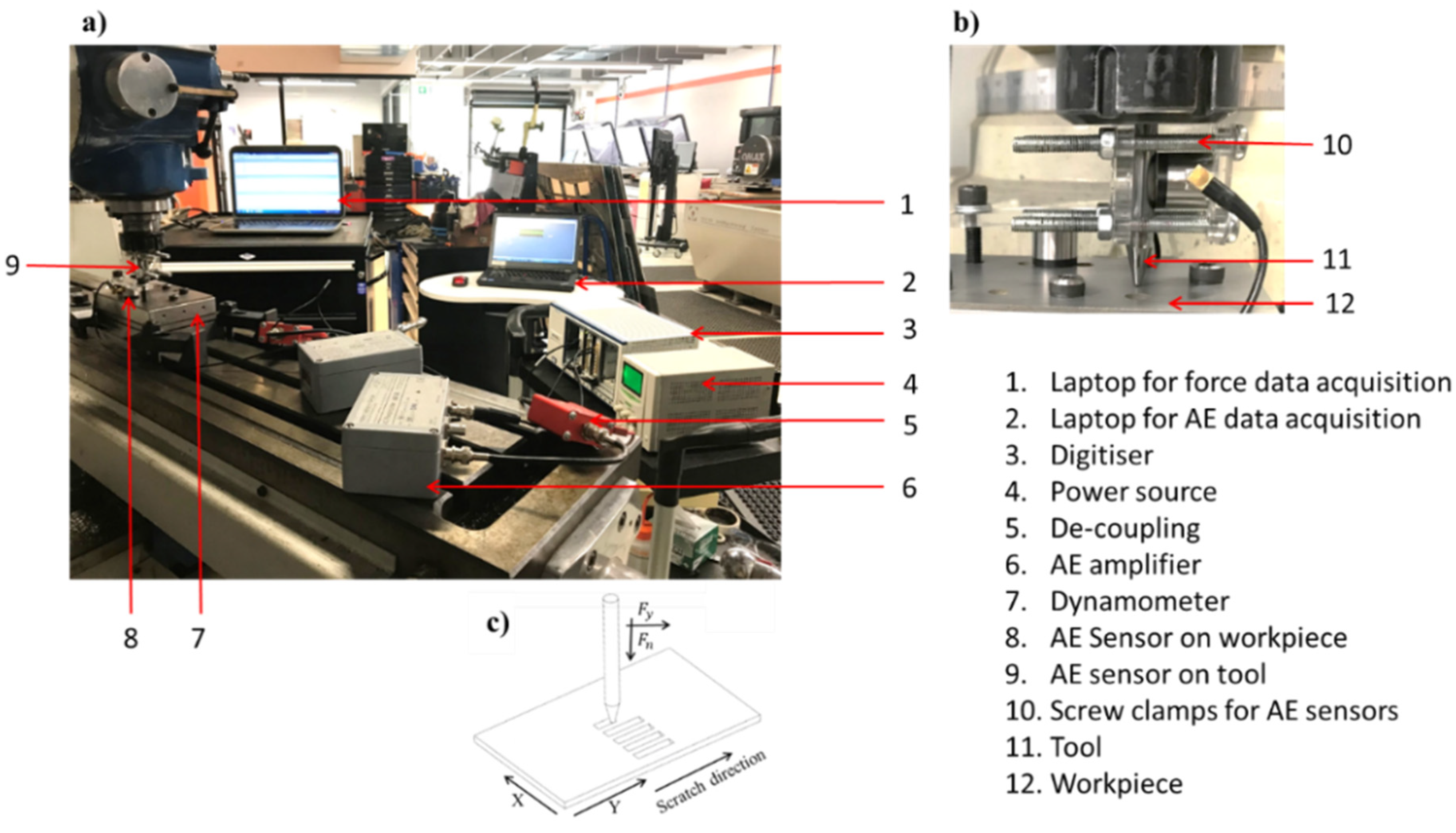
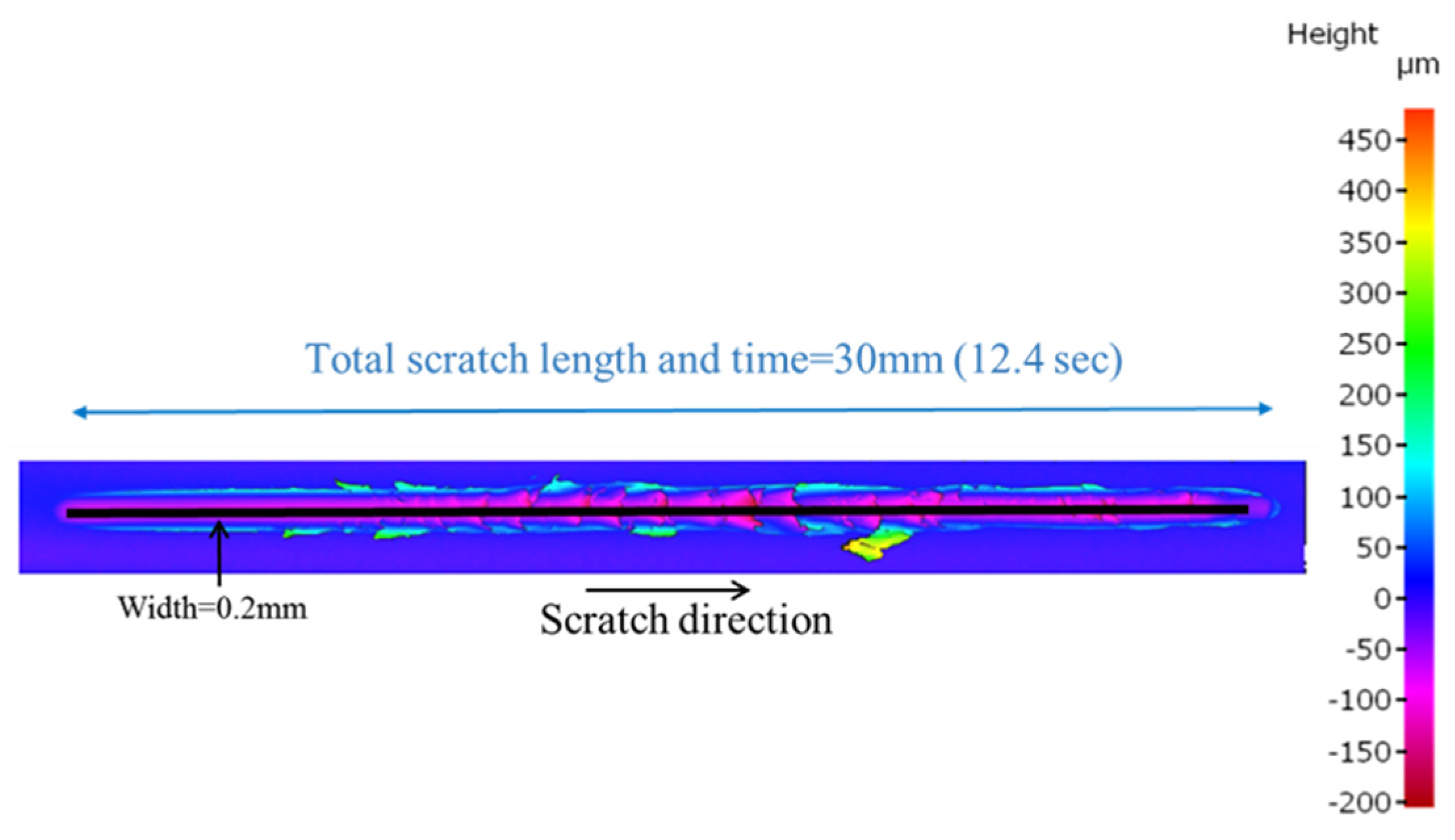
2.1.2. Scratch Test
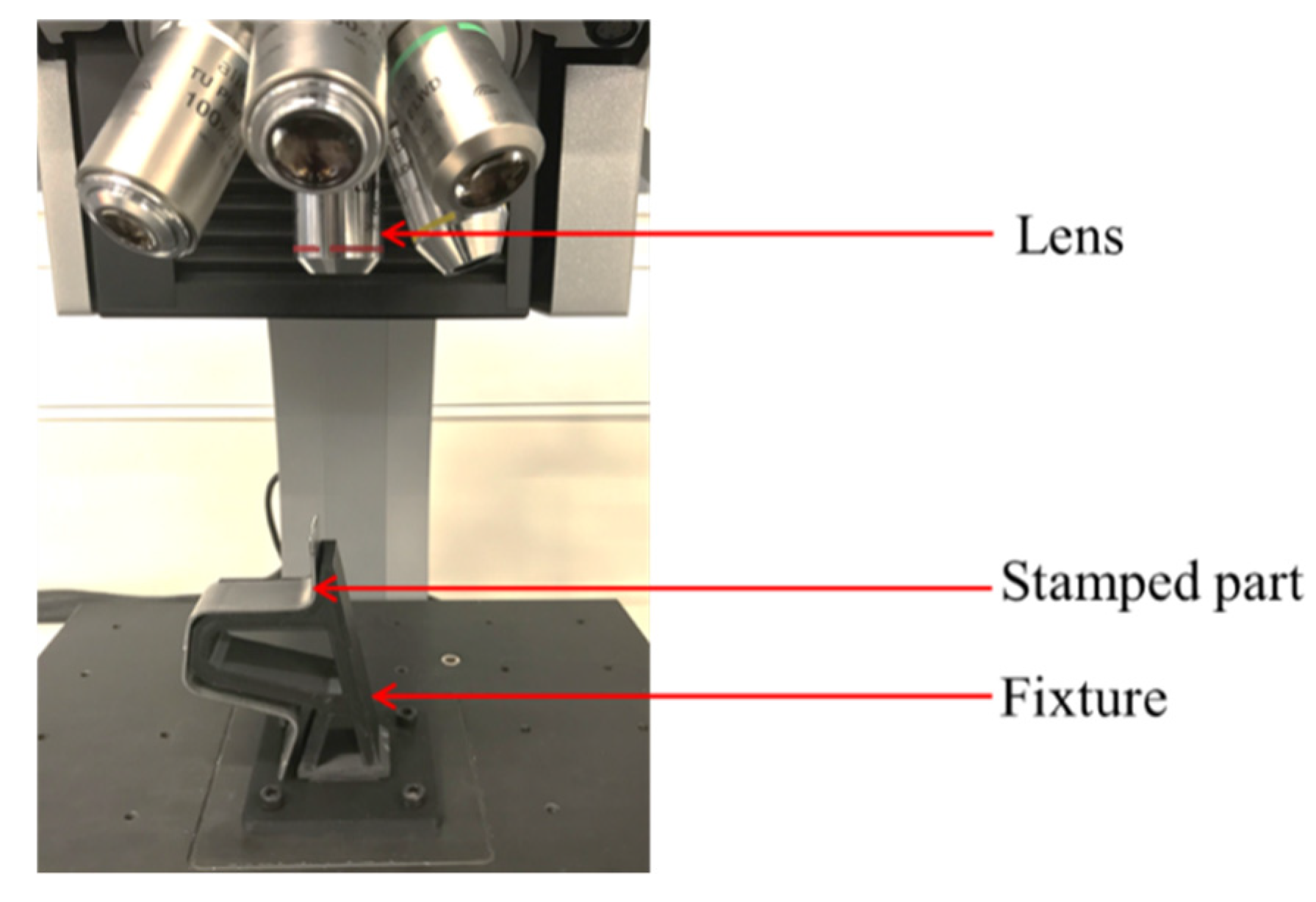
2.2. Profilometry Study
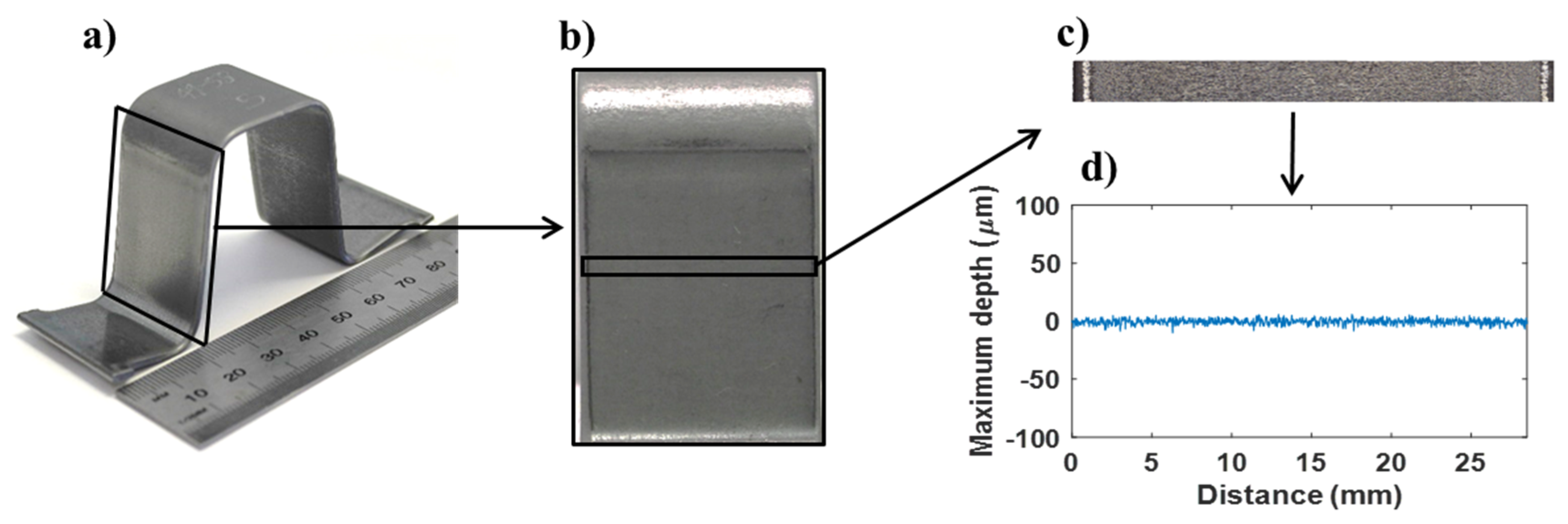
2.2.1. Stamping Test
2.2.2. Scratch Test
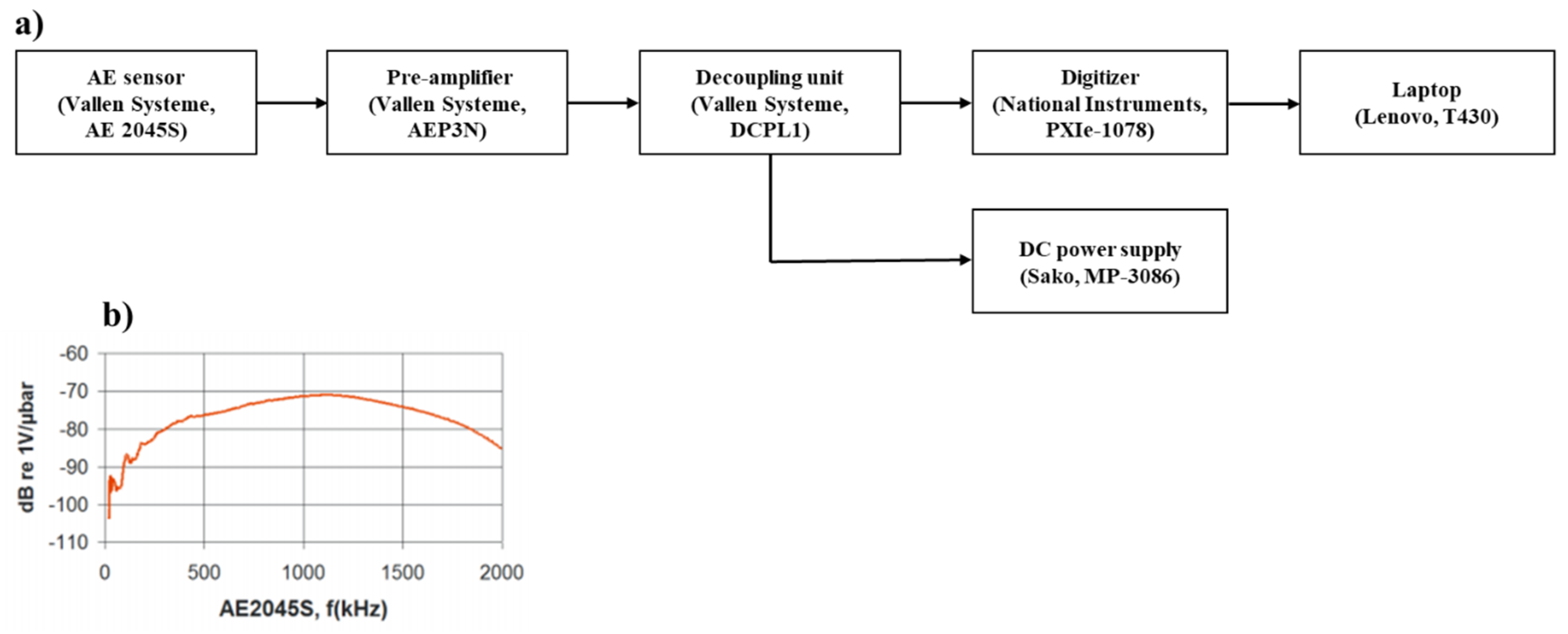
2.3. AE Data Acquisition
2.4. Extraction of the AE Burst Waveform
2.4.1. Stamping Test
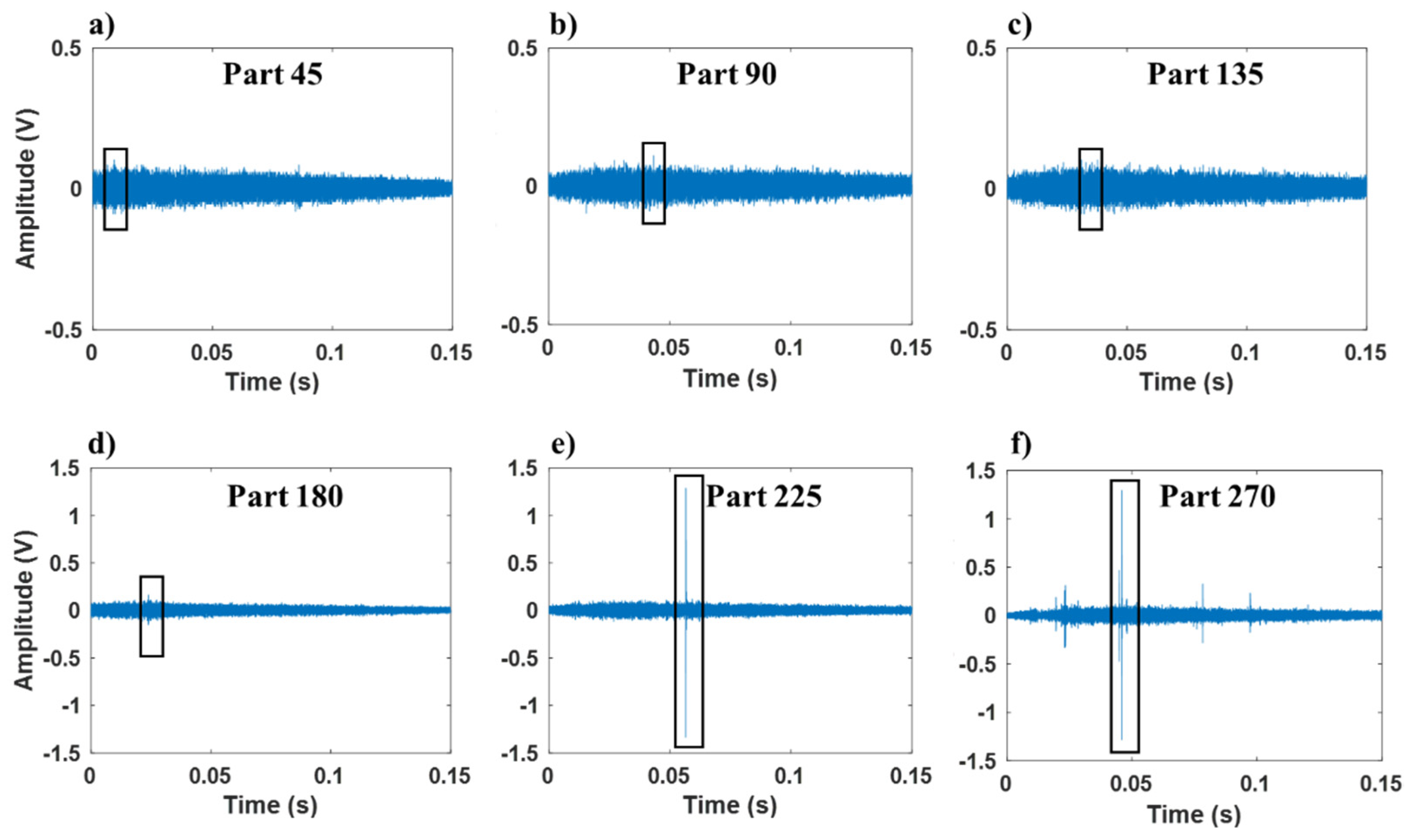
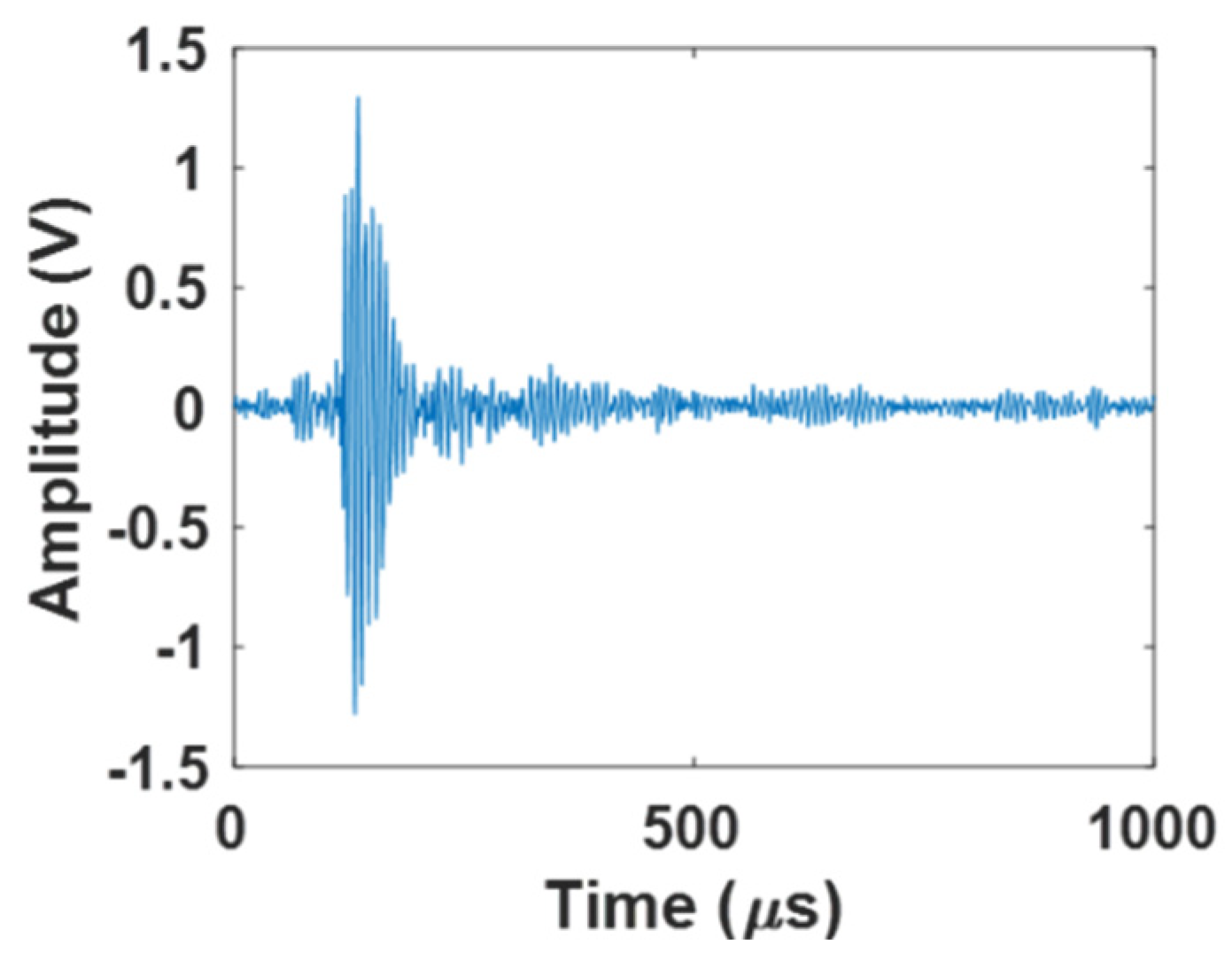
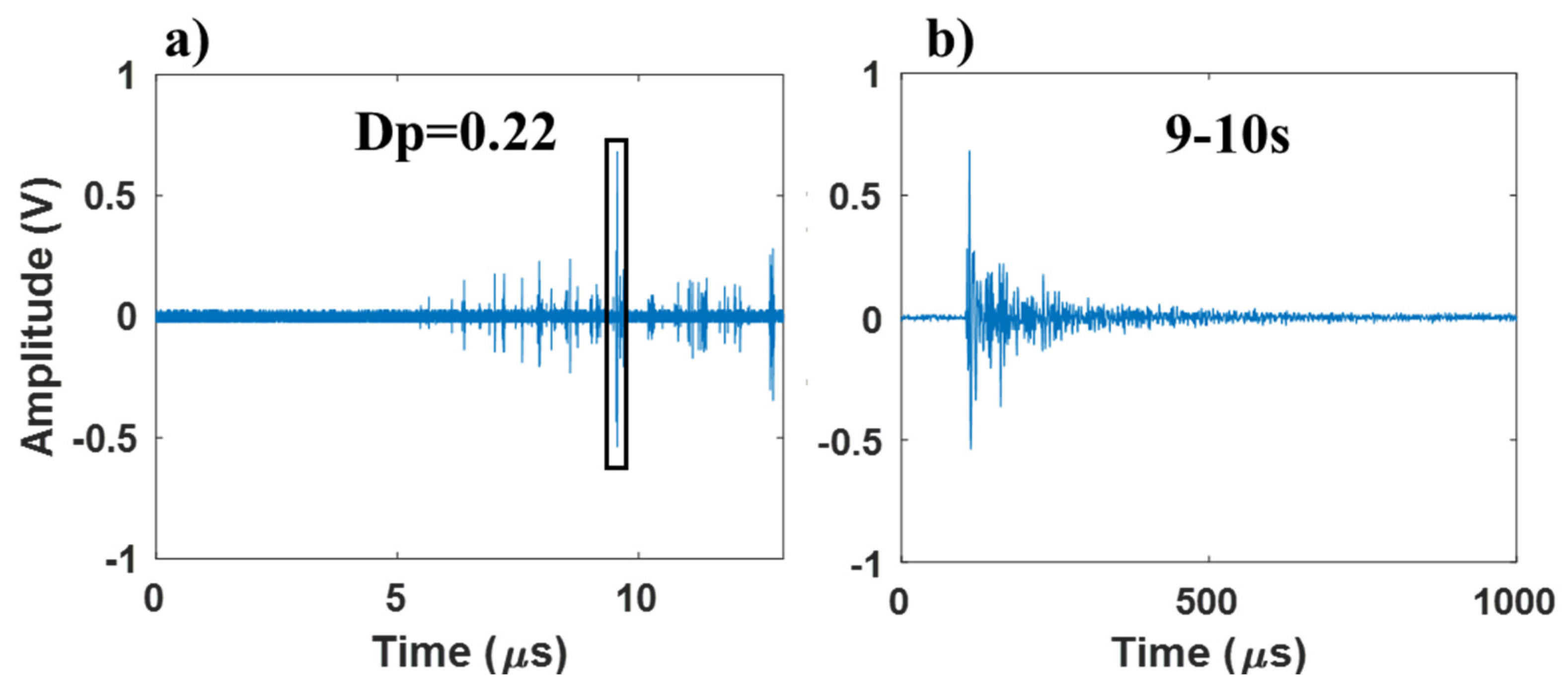
2.4.2. Scratch Test
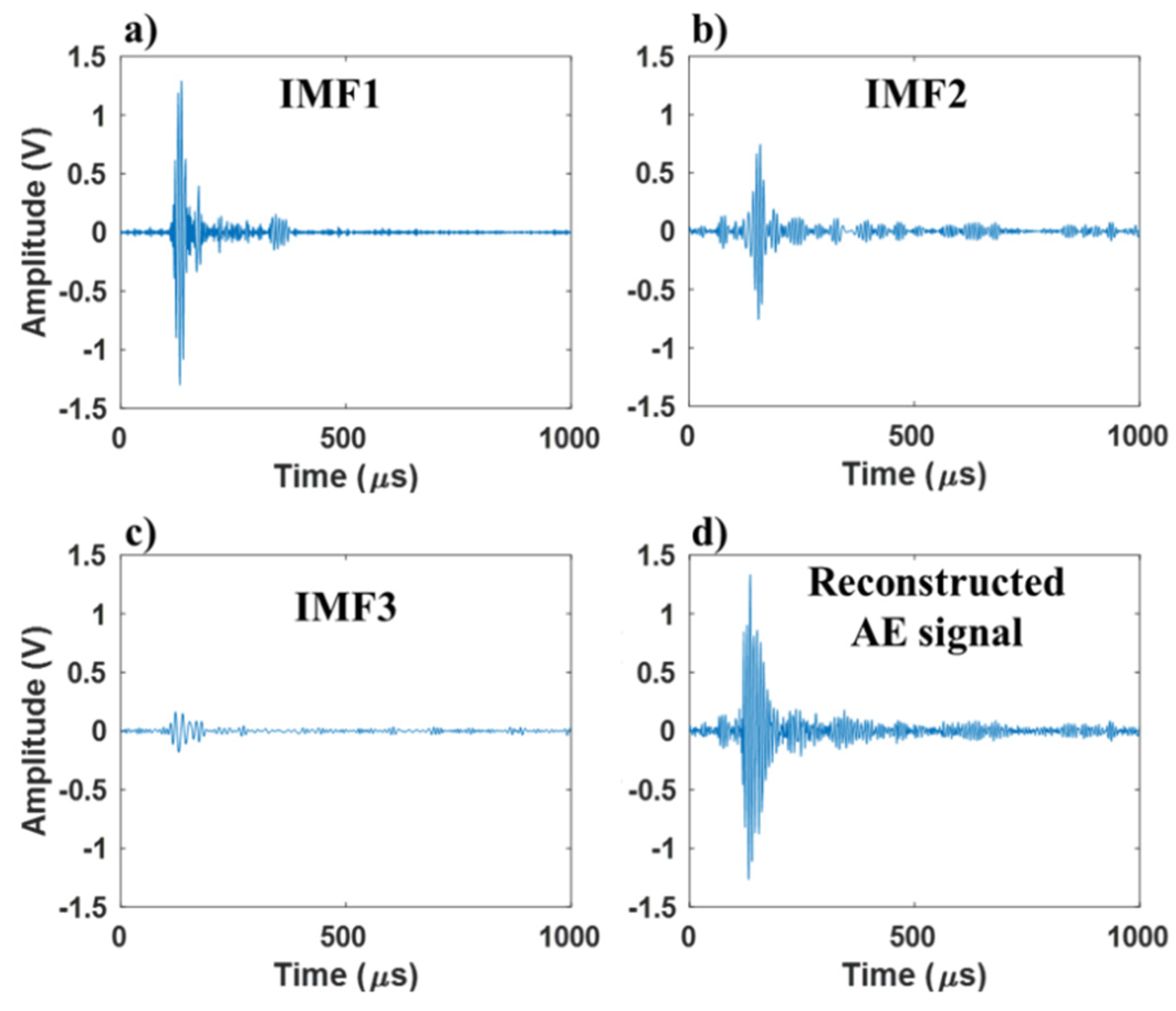
2.5. Analysis of the AE Burst Waveform
3. Results
3.1. Stamping Test Analysis
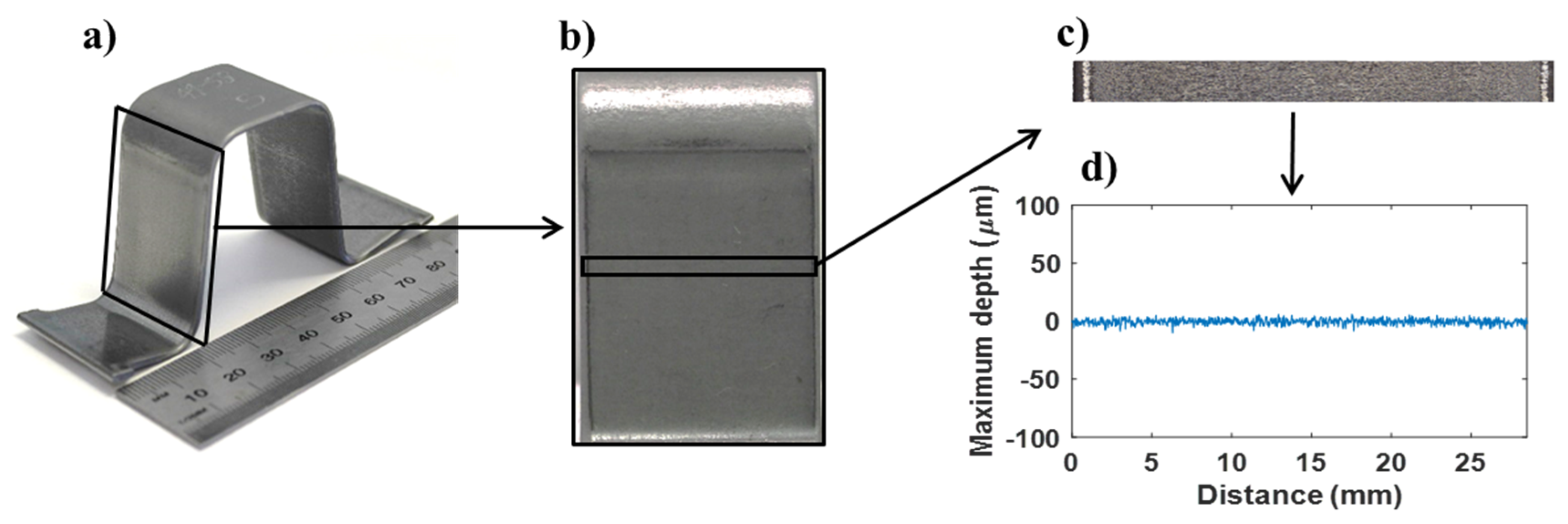
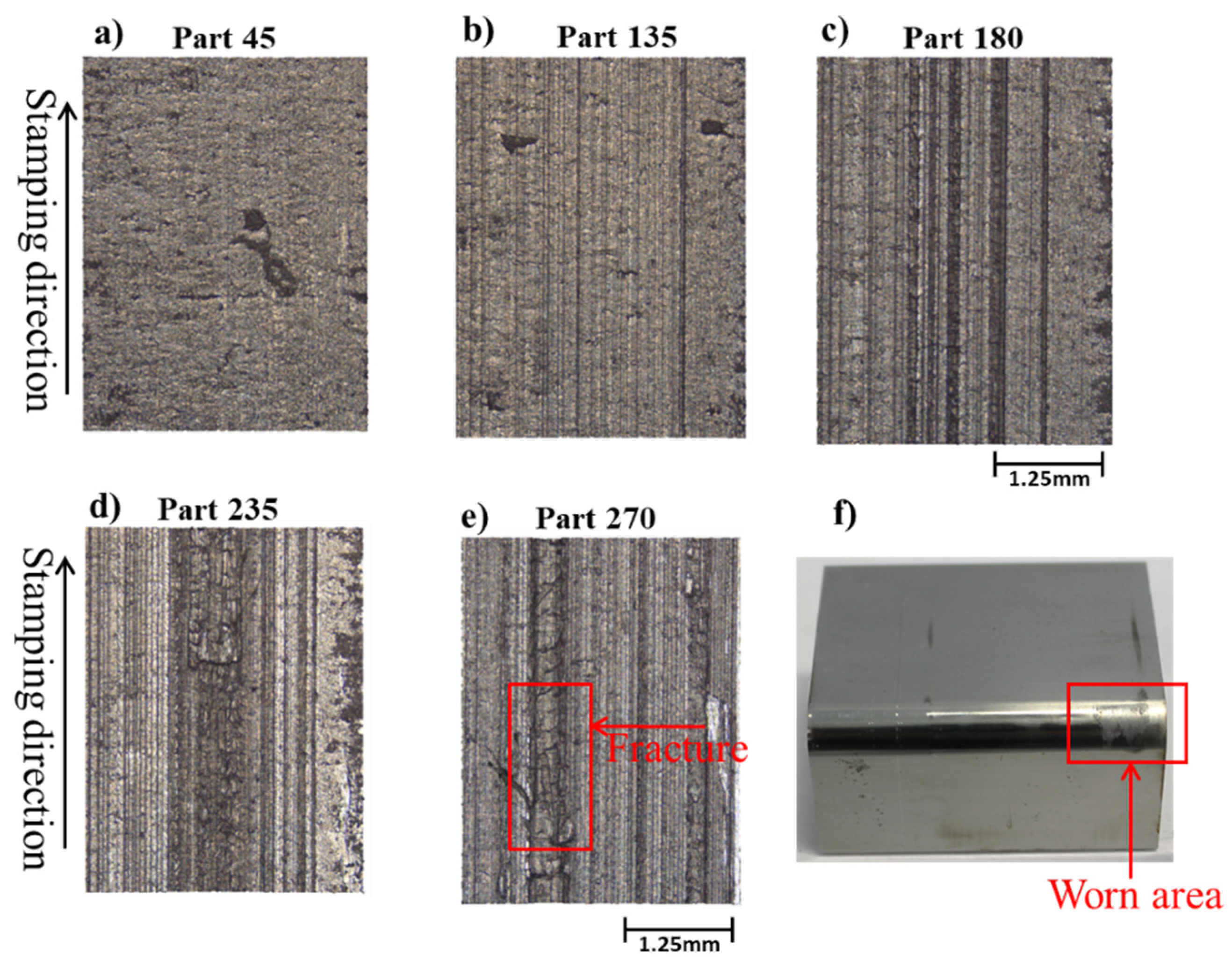
3.1.1. Profilometry Study of Stamped Parts
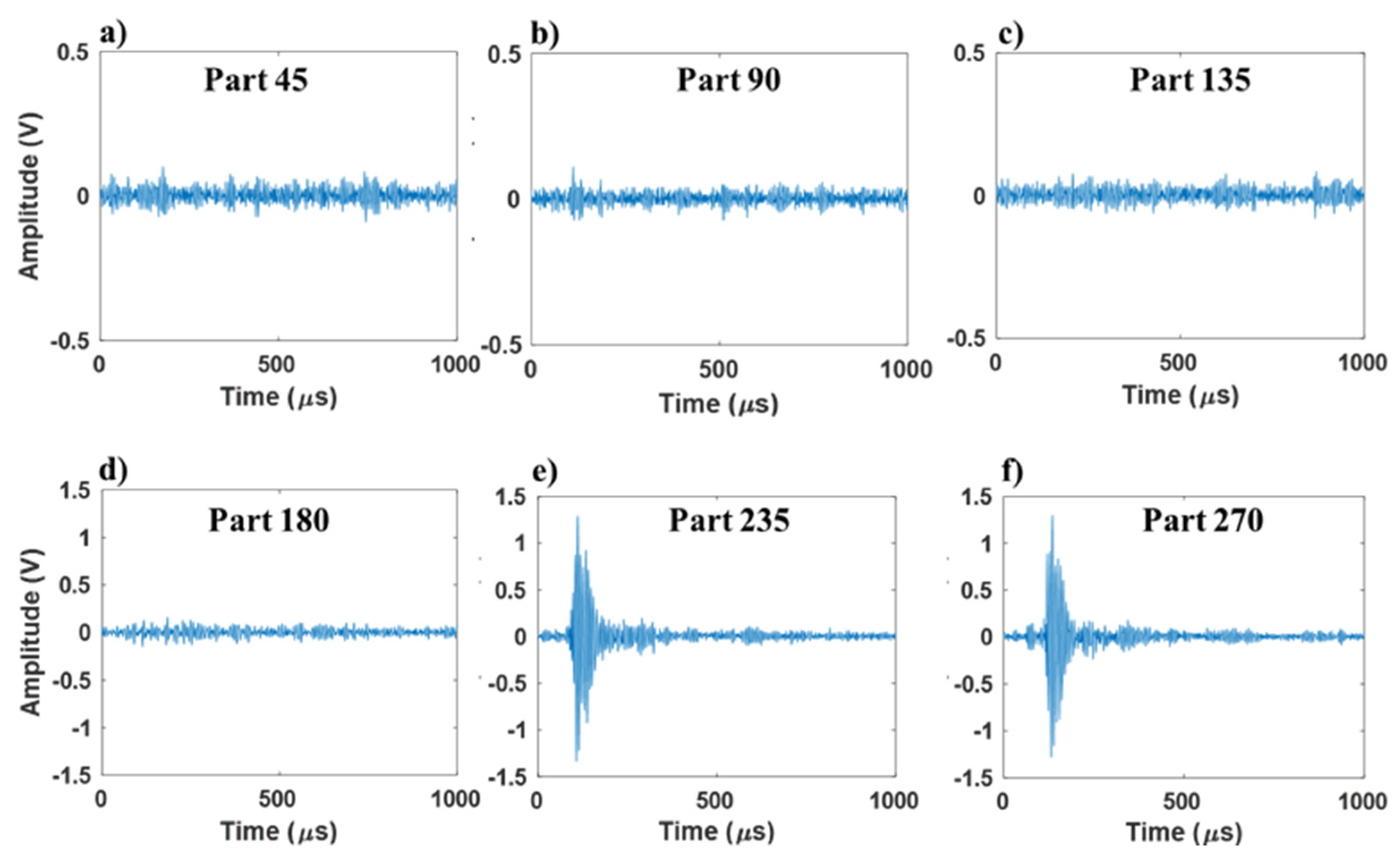
3.1.2. AE Burst Waveform From The Stamping Test
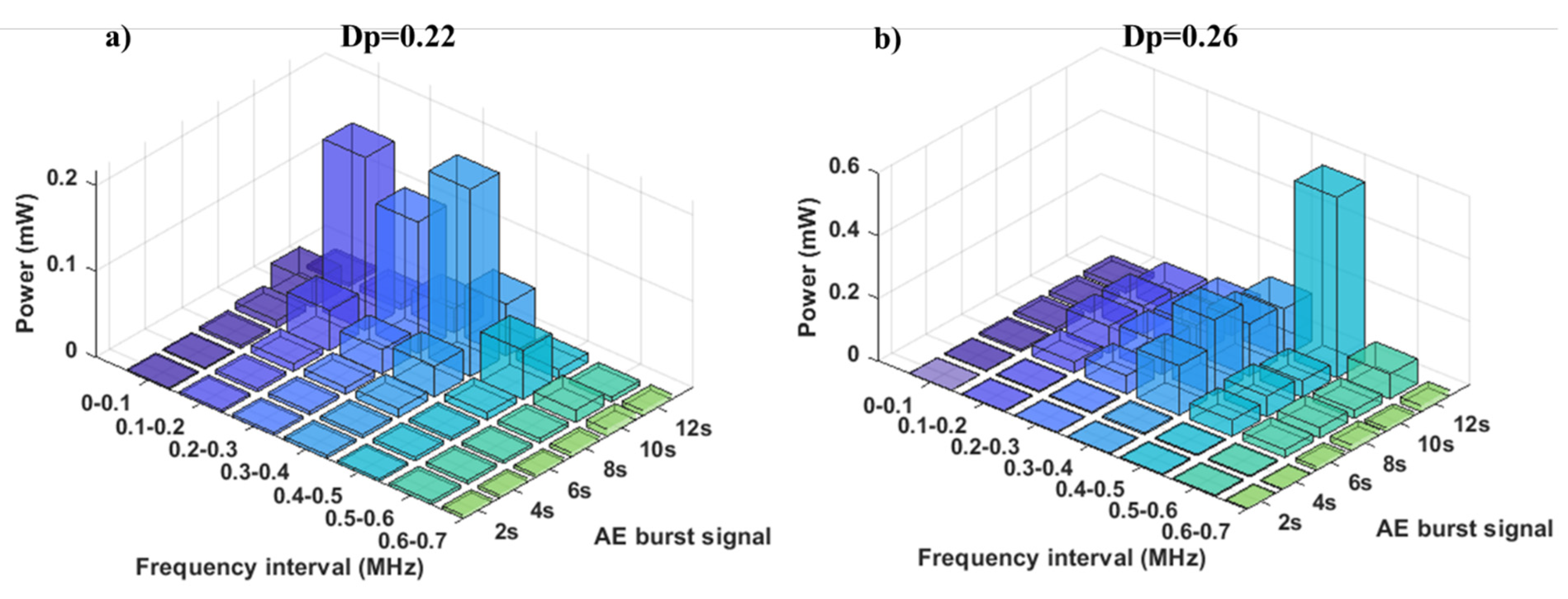
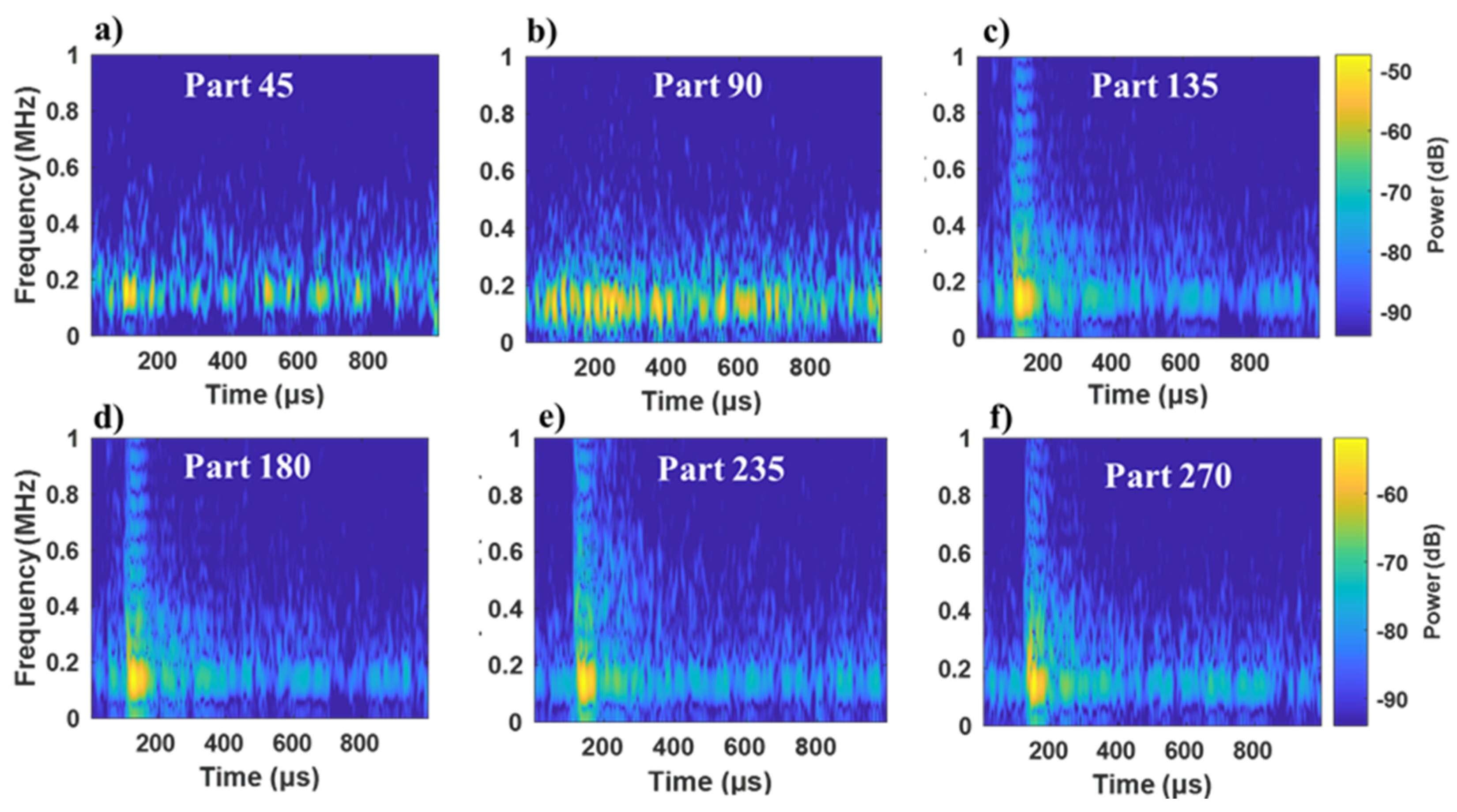
3.1.3. Frequency Characteristics of the AE Burst Waveform during Wear Progression (Stamping Test)
3.2. Scratch Test Analysis
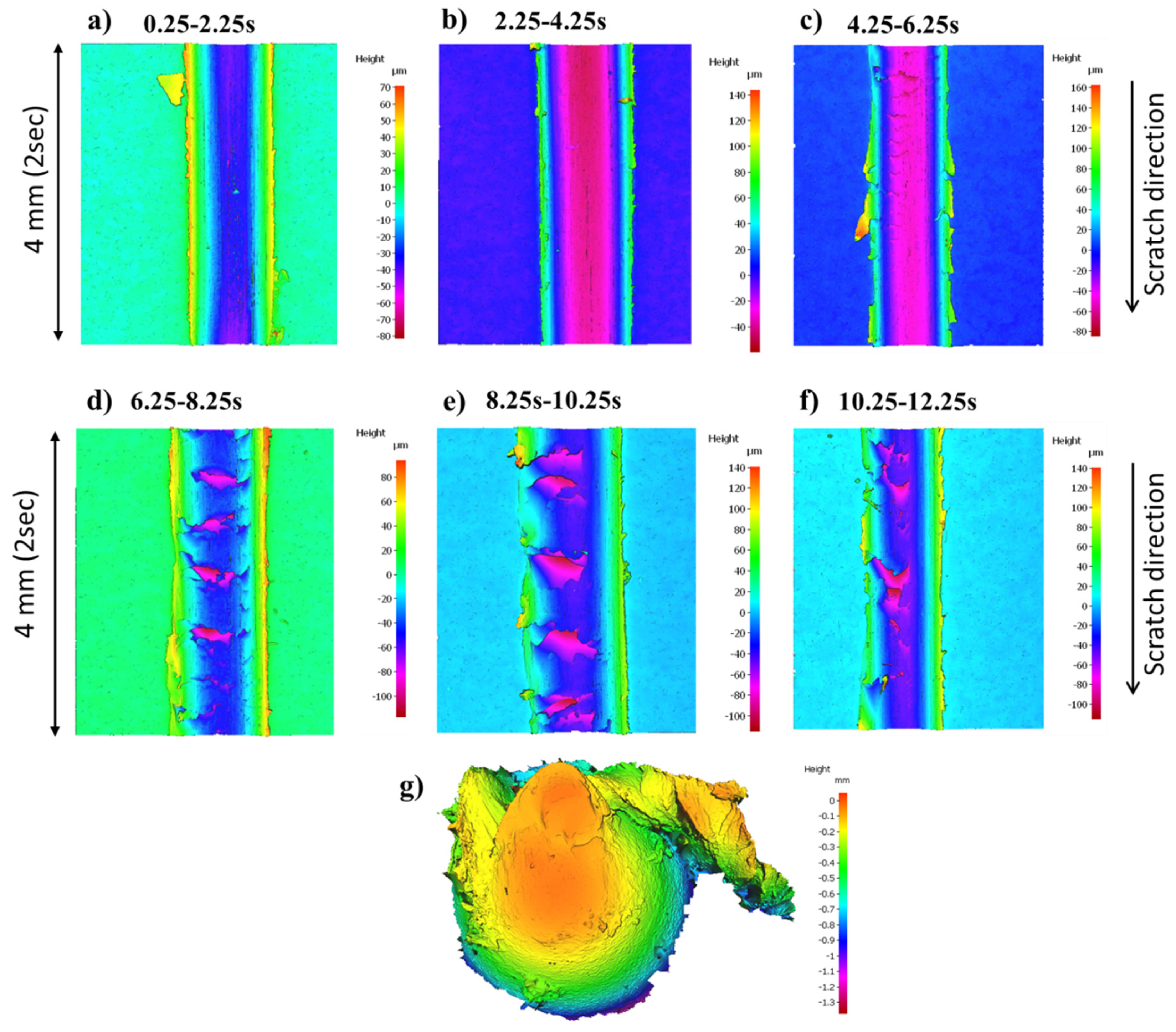
3.2.1. Profilometry Study of Scratch Test Workpiece and Tool
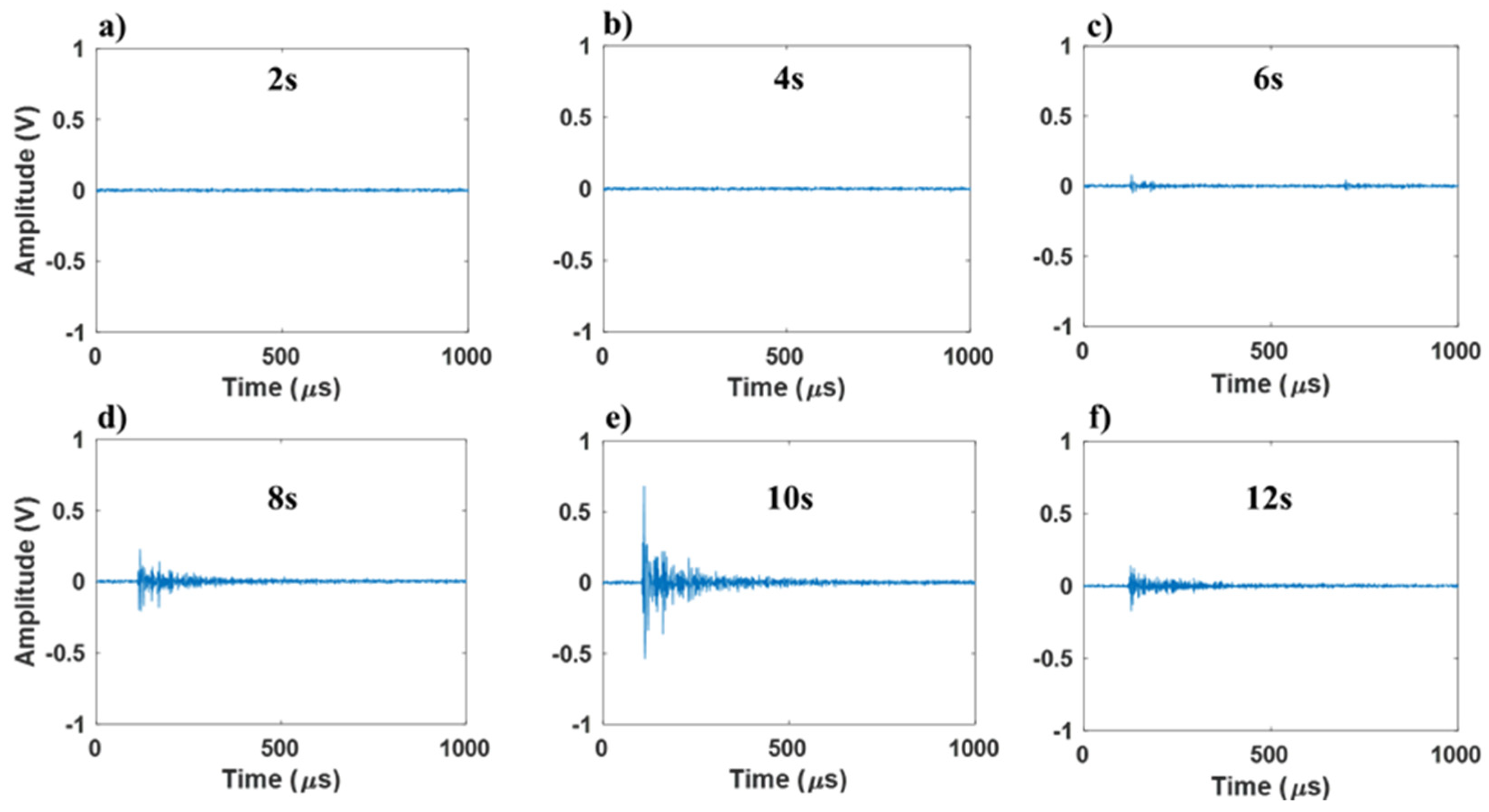
3.2.2. AE Burst Waveform from Scratch Test
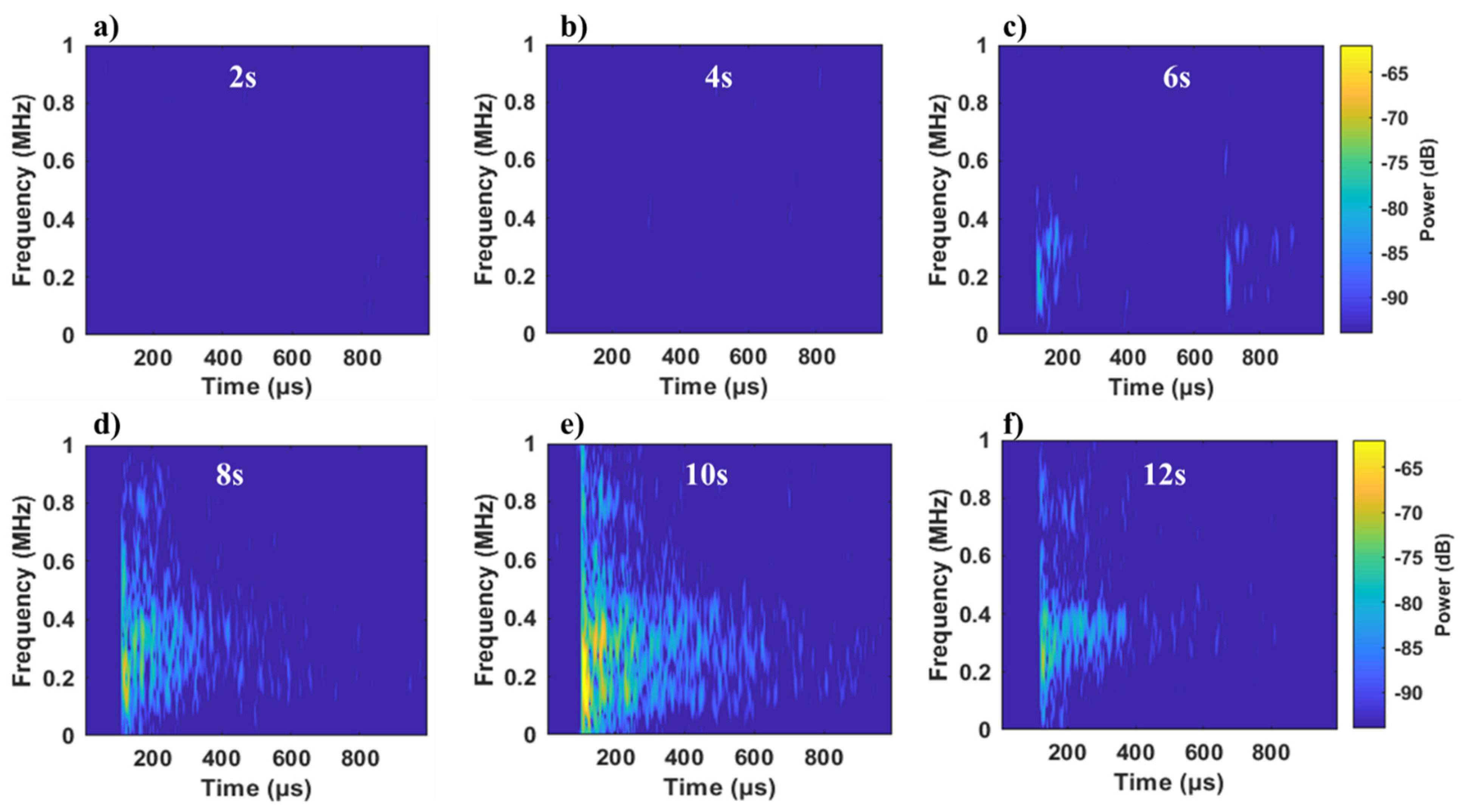
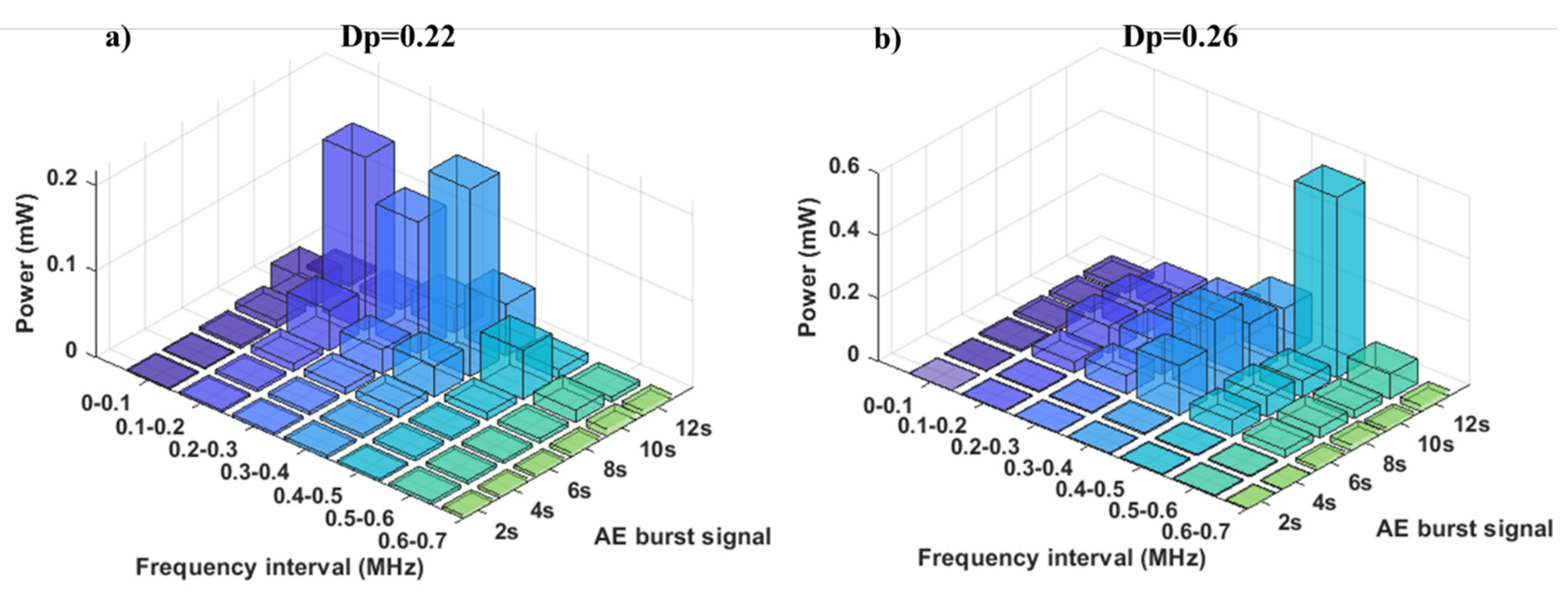
3.2.3. Frequency Characteristics of the AE Burst Waveform During Wear Progression (Scratch Test)
3.3. Discussion
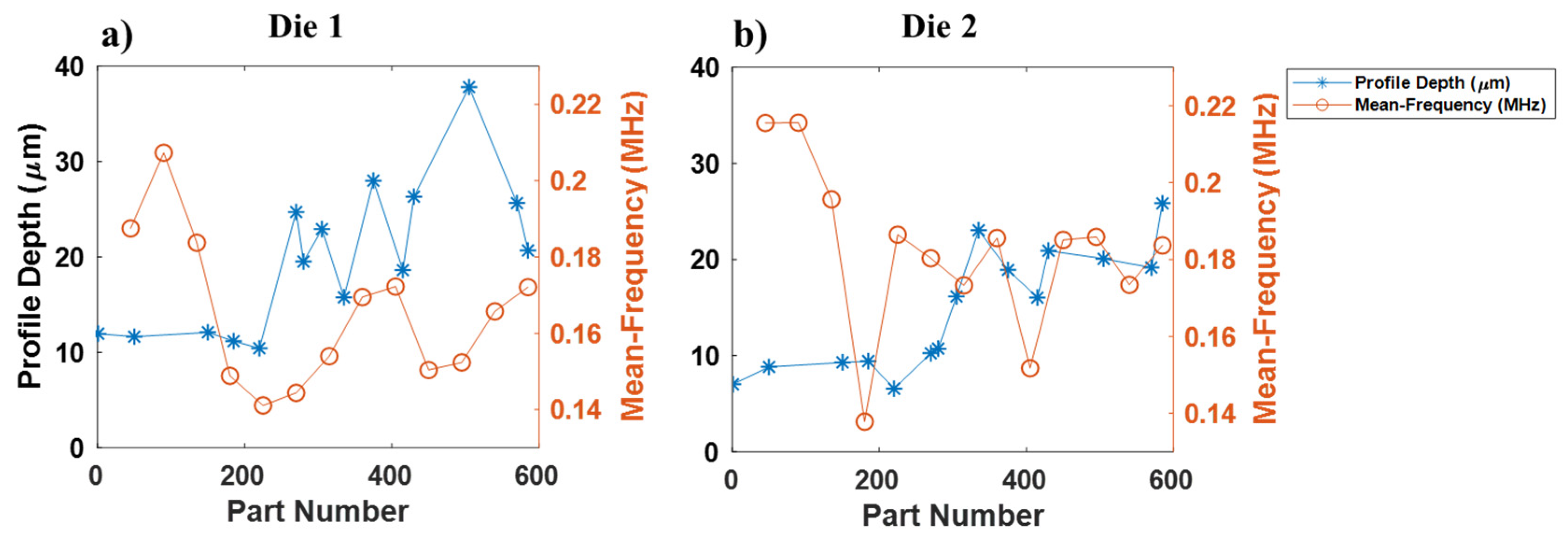
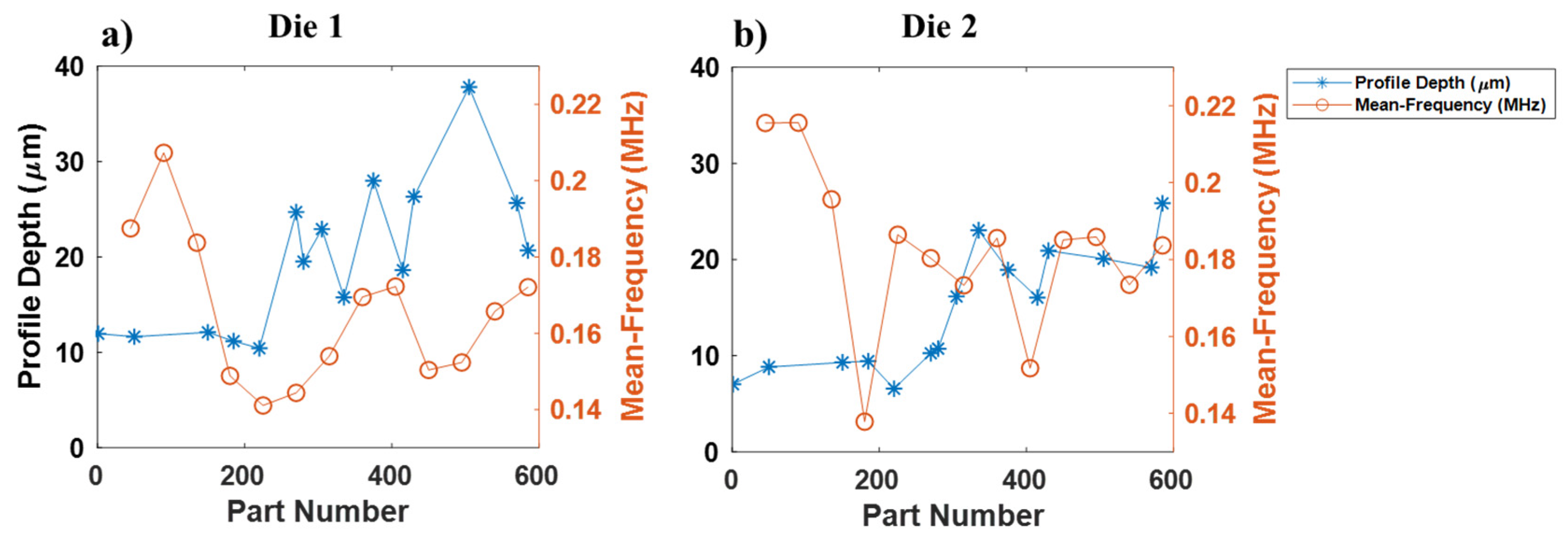
3.3.1. Performance of the AE mean-frequency feature with the profile depth wear feature for stamping tests
3.3.2. Performance of the AE Mean-Frequency Feature with the Profile Depth Wear Feature for Stamping Tests
3.3.3. AE Frequency Characteristics of the Stamping Tests
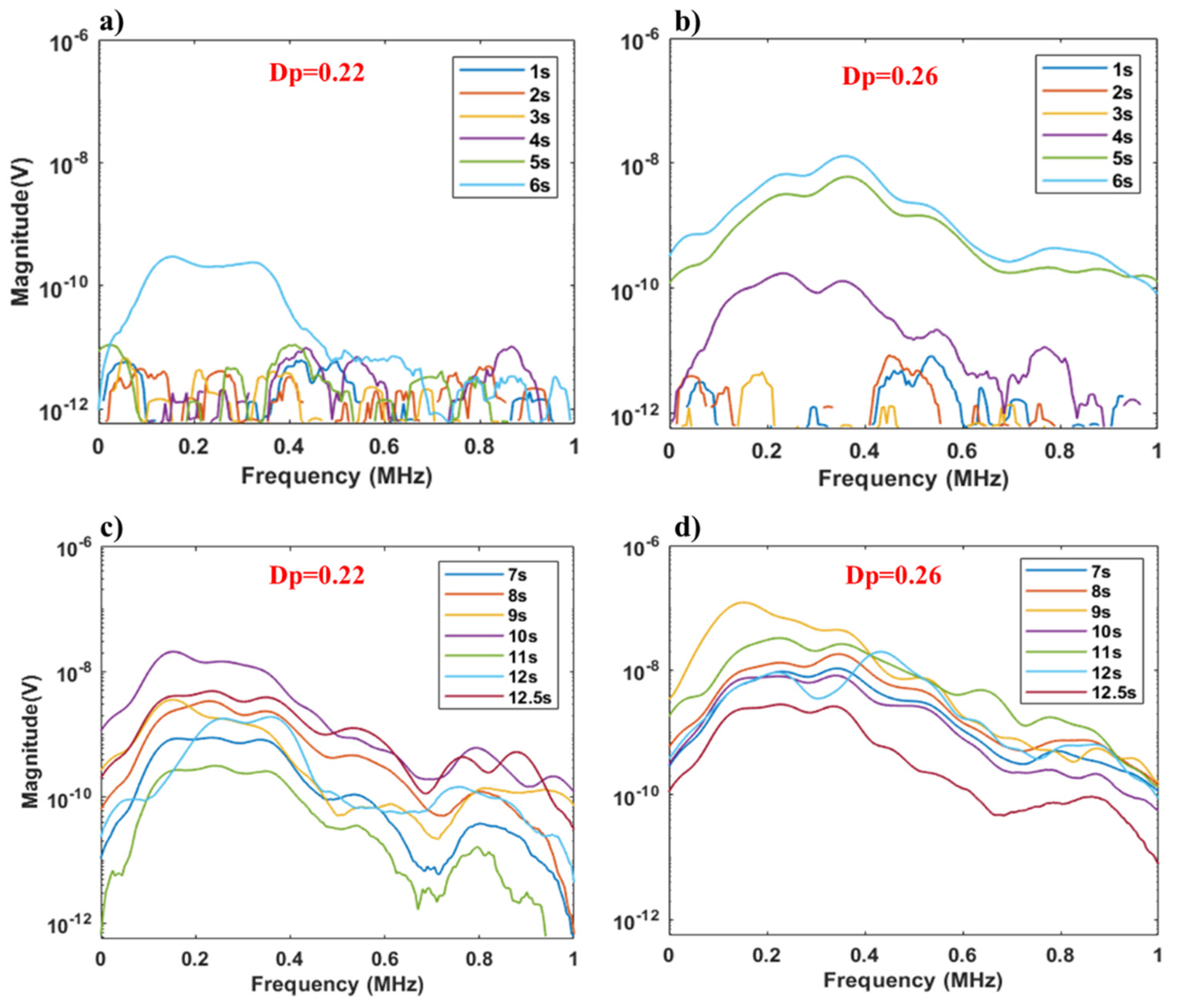
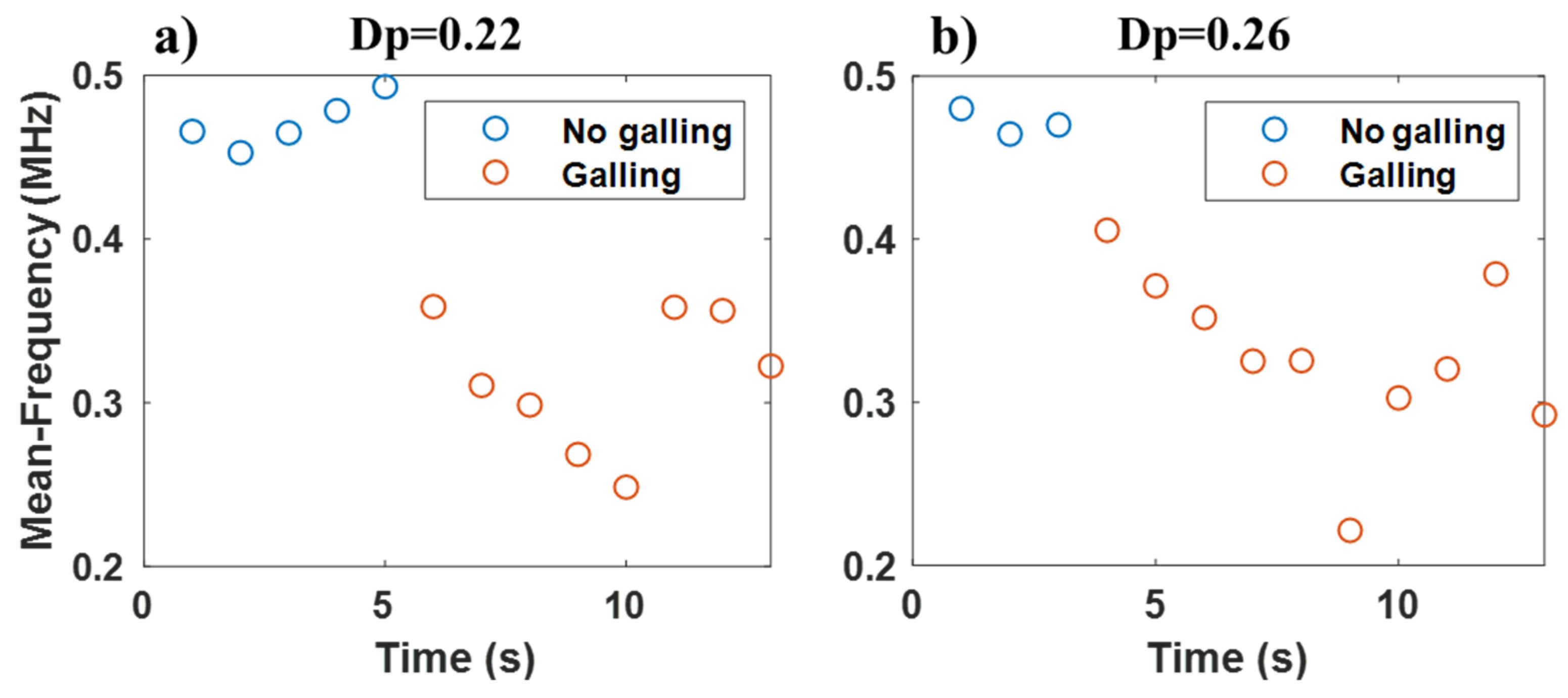
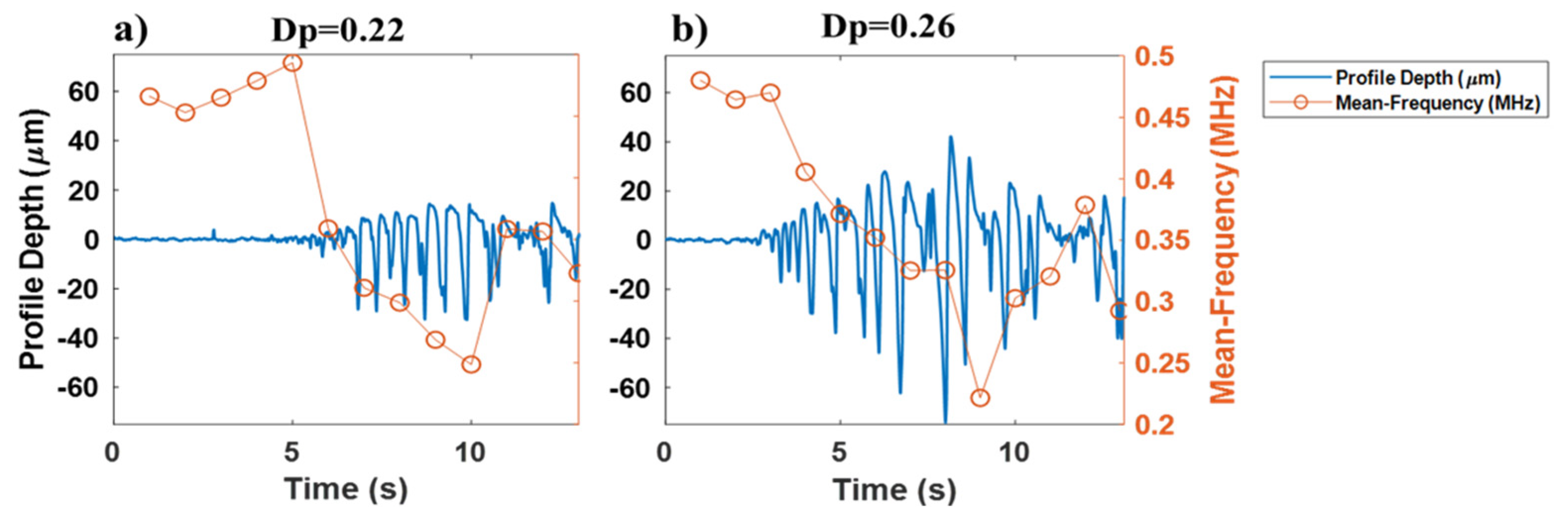
3.3.4. AE Frequency Characteristics of the Scratch Tests
3.3.5. Correlation of the AE and Galling Wear Characteristics (for Both Tests Types)
4. Conclusions
- The AE burst waveform related to galling wear occurs only when the profile depth feature increases more than 15 µm. The increase in the profile depth feature greater than 15 µm indicated fracture on the workpiece due to the galling wear.
- With increase in galling wear severity, the amplitude of the AE burst waveform increased. The AE frequency information related to the fracture on the workpiece due to the galling wear was observed to be in the AE frequency range of 0.1–0.2 MHz for the stamping and scratch tests.
- The AE mean-frequency of the AE burst waveform indicated a prior change in the AE mean-frequency trend compared to the AE mean-frequency of the continuous AE waveform in the stamping test.
- The AE mean-frequency of the AE burst waveform for the worn tool is reduced compared to that of the unworn tool for both processes. This similarity in the trend observed in the AE mean-frequency feature for both processes indicates that it can be used for condition monitoring, to identify the non-galling and galling conditions.
Author Contributions
Funding
Conflicts of Interest
References
- Ubhayaratne, I.; Pereira, M.P.; Xiang, Y.; Rolfe, B.F. Audio signal analysis for tool wear monitoring in sheet metal stamping. Mech. Syst. Signal Process. 2017, 85, 809–826. [Google Scholar] [CrossRef]
- ASTM. Standard Terminology Relating to Wear and Erosion; ASTM G40-13; ASTM: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Challen, J.M.; Oxley, P.L.B. An explanation of the different regimes of friction and wear using asperity deformation models. Wear 1979, 53, 229–243. [Google Scholar] [CrossRef]
- Pereira, M.P.; Yan, W.; Rolfe, B.F. Wear at the die radius in sheet metal stamping. Wear 2012, 274, 355–367. [Google Scholar] [CrossRef]
- Shanbhag, V.V.; Rolfe, B.F.; Arunachalam, N.; Pereira, M.P. Understanding the source of acoustic emission signals during the wear of stamping tools. IOP Conf. Ser. Mater. Sci. Eng. 2018. [CrossRef]
- Schedin, E. Galling mechanisms in sheet forming operations. Wear 1994, 179, 123–128. [Google Scholar] [CrossRef]
- Gåård, A.; Krakhmalev, P.V.; Bergström, J.; Hallbäck, N. Galling resistance and wear mechanisms-cold work tool materials sliding against carbon steel sheets. Tribol. Lett. 2007, 26, 67–72. [Google Scholar] [CrossRef]
- Karlsson, P.; Gåård, A.; Krakhmalev, P.; Bergström, J. Galling resistance and wear mechanisms for cold-work tool steels in lubricated sliding against high strength stainless steel sheets. Wear 2012, 286, 92–97. [Google Scholar] [CrossRef]
- Sindi, C.T.; Najafabadi, M.A.; Salehi, M. Tribological behavior of sheet metal forming process using acoustic emission characteristics. Tribol. Lett. 2013, 52, 67–79. [Google Scholar] [CrossRef]
- Hase, A.; Mishina, H.; Wada, M. Correlation between features of acoustic emission signals and mechanical wear mechanisms. Wear 2012, 292, 144–150. [Google Scholar] [CrossRef]
- Shanbhag, V.V.; Rolfe, B.F.; Griffin, J.M.; Arunachalam, N.; Pereira, M.P. Understanding galling wear initiation and progression using force and acoustic emissions sensors. Wear 2019, 436, 202991. [Google Scholar] [CrossRef]
- Ge, M.; Du, R.; Zhang, G.; Xu, Y. Fault diagnosis using support vector machine with an application in sheet metal stamping operations. Mech. Syst. Signal Process. 2004, 18, 143–159. [Google Scholar] [CrossRef]
- Bassiuny, A.M.; Li, X.; Du, R. Fault diagnosis of stamping process based on empirical mode decomposition and learning vector quantization. Int. J. Mach. Tools Manuf. 2007, 47, 2298–2306. [Google Scholar] [CrossRef]
- Skåre, T.; Krantz, F. Wear and frictional behaviour of high strength steel in stamping monitored by acoustic emission technique. Wear 2003, 255, 1471–1479. [Google Scholar] [CrossRef]
- Shanbhag, V.V.; Rolfe, B.F.; Arunachalam, N.; Pereira, M.P. Investigating galling wear behaviour in sheet metal stamping using acoustic emissions. Wear 2018, 414, 31–42. [Google Scholar] [CrossRef]
- Filippov, A.V.; Rubtsov, V.E.; Tarasov, S.Y. Acoustic emission study of surface deterioration in tribocontacting. Appl. Acoust. 2017, 117, 106–112. [Google Scholar] [CrossRef]
- Filippov, A.V.; Nikonov, A.Y.; Rubtsov, V.E.; Dmitriev, A.I.; Tarasov, S.Y. Vibration and acoustic emission monitoring the stability of peakless tool turning: Experiment and modeling. J. Mater. Process. Technol. 2017, 246, 224–234. [Google Scholar] [CrossRef]
- Filippov, A.V.; Tarasov, S.Y.; Fortuna, S.V.; Podgornykh, O.A.; Shamarin, N.N.; Rubtsov, V.E. Microstructural, mechanical and acoustic emission-assisted wear characterization of equal channel angular pressed (ECAP) low stacking fault energy brass. Tribol. Int. 2018, 123, 273–285. [Google Scholar] [CrossRef]
- Hokkirigawa, K.; Kato, K.; Li, Z.Z. The effect of hardness on the transition of the abrasive wear mechanism of steels. Wear 1988, 123, 241–251. [Google Scholar] [CrossRef]
- IF-MeasurementSuite 5.1. Available online: https://www.ita-polska.com.pl/upload/documents/IF-MeasureSuite_5.1_ProductInfo_EN1.pdf (accessed on 21 January 2017).
- Acoustic Emission Sensor Specifications. Available online: http://www.atgndt.com/wp-content/uploads/2016/01/vallen-ae-sensors.pdf (accessed on 10 February 2020).
- Peng, Z.K.; Peter, W.T.; Chu, F.L. A comparison study of improved Hilbert-Huang transform and wavelet transform: Application to fault diagnosis for rolling bearing. Mech. Syst. Signal Process. 2005, 19, 974–988. [Google Scholar] [CrossRef]
- Peng, Z.K.; Peter, W.T.; Chu, F.L. An improved Hilbert-Huang transform and its application in vibration signal analysis. J. Sound Vib. 2005, 286, 187–205. [Google Scholar] [CrossRef]
- Bandpower. Available online: https://au.mathworks.com/help/signal/ref/bandpower.html (accessed on 7 September 2019).
- Meanfreq. Available online: https://au.mathworks.com/help/signal/ref/meanfreq.html (accessed on 7 September 2019).
- Schedin, E.; Lehtinen, B. Galling mechanisms in lubricated systems: A study of sheet metal forming. Wear 1993, 170, 119–130. [Google Scholar] [CrossRef]
- Voss, B.M.; Pereira, M.P.; Rolfe, B.F.; Doolan, M.C. A new methodology for measuring galling wear severity in high strength steels. Wear 2017, 390, 334–345. [Google Scholar] [CrossRef] [Green Version]
- Gåård, A.; Krakhmalev, P.; Bergström, J. Wear mechanisms in deep drawing of carbon steel-correlation to laboratory testing. Tribotest 2008, 14, 1–9. [Google Scholar] [CrossRef]
- Li, X. A brief review: Acoustic emission method for tool wear monitoring during turning. Int. J. Mach. Tools Manuf. 2002, 42, 157–165. [Google Scholar] [CrossRef] [Green Version]
- de Rooij, M.B.; Schipper, D.J. Analysis of material transfer from a soft workpiece to a hard tool: Part I—Lump growth model. J. Tribol. 2001, 123, 469–473. [Google Scholar] [CrossRef] [Green Version]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stamping Tests | Scratch Tests | ||
|---|---|---|---|
| Lubrication | Anti-corrosive oil | Dry | |
| Sheet material | XF 300 | DP 780 | |
| Tool/indenter material | D2 tool steel (60 HRC) | Tungsten carbide | |
| Sheet hardness | 10 HRC (Brinell test) | 28 HRC (Brinell test) | |
| Yield strength of sheet material | 321 MPa | 530 MPa | |
| Ultimate tensile strength of sheet material | 485 MPa | 880 MPa | |
| Other Parameters | |||
| Punch width | 30 mm | Indenter shaft diameter | 10 mm |
| Die to punch gap | 2.35 mm | Indenter length | 100 mm |
| Die corner radius | 5 mm | Indenter radius | 1.5 mm |
| Punch radius | 5 mm | Indenter conical angle | 30° |
| Sheet size (L × W × t) | 150 × 26 × 1.6 mm | Sheet size (L × W × t) | 165 × 100 × 2 mm |
| No of Stamping die | 2 | No of scratch indenters | 2 |
| Draw depth | 40 mm | Dp | 0.22, 0.26 |
| Average blank holder force (hf) | 28 kN | Initial load | 1000 N, 1400 N |
| Press stroke rate | 32 strokes per minute | Speed | 2.2–2.4 mm/s |
| Number of parts formed | 600 | Sliding distance | 30 mm |
| AE and Wear Characteristics | Stamping Test | Scratch Test |
|---|---|---|
| Profile depth | >0.15 µm | >0.15 µm |
| Maximum bandpower | 0.1–0.2 MHz | 0.1–0.5 MHz |
| Maximum frequency magnitude | 0.1–0.2 MHz | 0.1–0.2 MHz |
| AE mean-frequency | <0.19 MHz | <0.4 MHz |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shanbhag, V.V.; Rolfe, B.F.; Pereira, M.P. Investigation of Galling Wear Using Acoustic Emission Frequency Characteristics. Lubricants 2020, 8, 25. https://doi.org/10.3390/lubricants8030025
Shanbhag VV, Rolfe BF, Pereira MP. Investigation of Galling Wear Using Acoustic Emission Frequency Characteristics. Lubricants. 2020; 8(3):25. https://doi.org/10.3390/lubricants8030025
Chicago/Turabian StyleShanbhag, Vignesh. V., Bernard. F. Rolfe, and Michael. P. Pereira. 2020. "Investigation of Galling Wear Using Acoustic Emission Frequency Characteristics" Lubricants 8, no. 3: 25. https://doi.org/10.3390/lubricants8030025
APA StyleShanbhag, V. V., Rolfe, B. F., & Pereira, M. P. (2020). Investigation of Galling Wear Using Acoustic Emission Frequency Characteristics. Lubricants, 8(3), 25. https://doi.org/10.3390/lubricants8030025