Conversion of Waste Plastic to Oils for Tribological Applications


Department of Mechanical Engineering, University of Nevada, Reno, NV 89557, USA
*
Authors to whom correspondence should be addressed.
Lubricants 2020, 8(8), 78; https://doi.org/10.3390/lubricants8080078
Submission received: 11 May 2020
/
Revised: 17 June 2020
/
Accepted: 18 July 2020
/
Published: 22 July 2020
Abstract
:Plastics are widely used owing to their light weight, easy production, and low cost. Even though plastics find application in different fields of industries and households, they do not degrade easily. If plastics are not disposed of appropriately, it has been shown that they cause widespread environmental pollution, which poses risks to human health. Recycling waste plastics has been an alternative to mitigating plastic pollution, which usually requires high labour costs and produces contaminated water during processing. If plastic recycling will contribute to the development of tribological products like lubricating oils, it is a safer alternative to disposing of plastics in the environment. In order to understand the tribological use of plastics by recycling, the present study reviews different techniques that can be employed to transform waste plastics into petroleum-based oils. The viscosity, density, and friction of pyrolyzed waste plastic oils are investigated and compared with commercial lubricants to assess their potential lubrication applications. The segregation processes, catalytic isomerization dewaxing, and Fischer–Tropsch method to recycle waste plastics are also reviewed to provide an insight into the methods to transform pyrolyzed waste plastic into lubricants.

1. Introduction
Plastics have been an important material in the routine life of humans since 1907, when the first synthetic plastic was produced in New York. Polymers are a class of materials including plastics, rubbers, cellulose, and wax, to name a few, and are broadly classified on the basis of their origin as natural, synthetic, and semi-synthetic. Polymers are large molecules made up of smaller units known as monomers. The improper disposal of waste polymers such as those from plastic products causes environmental pollution. There are a few industries presently converting waste plastics into petroleum products and oils. Many of these industries are located in countries like the USA, China, the United Kingdom, Ireland, India, Japan, and Germany, to name a few [1,2]. Although laboratory setups have been able to obtain an acceptable yield of output, the lower yield of outputs has limited the use of these oils in industries. The renewed enthusiasm to protect the environment has resulted in an increase in the number of research papers pertaining to the conversion of waste plastic to petroleum oils. This was mostly observed from the year 2014, as can be seen in Figure 1. The increase in the research of these petroleum oils indicates that finding feasible and economical techniques for converting waste plastics into oils has a future commercial prospect and is of academic importance. First, the present study details various factors involved in the waste plastic pyrolyzation process and post-processing of pyrolyzed waste plastic to produce oils for tribological applications. The study further investigates the friction, viscosity, and density of recently developed recycled plastic oils as potential lubricants. The observed data were compared with existing bio-lubricants and motor oils to analyse their potential as lubricants with similar tribological applications.
There is a high demand for the conversion of recycled plastics into suitable petroleum oils. A recent study conducted by Transparency Market Research predicts an increase in the demand for recycled plastic and plastic waste to oil in different regions of the world between 2019 and 2027. It can be noted from Figure 2 that there is a huge cost and market value predicted for the year 2027 related to oil produced from waste plastics [3]. Diesel is projected to have the highest output production compared with other fuels and oils by 2027.
It can be observed from Figure 3 that low density polyethylene (LDPE) is the most commonly used polymer for the conversion process of waste plastic polymers. Numerous variants of fuels and oils can be generated from this conversion process and it is commonly used in major regions of the world involved in the waste plastic conversion process. The pyrolyzed waste plastic oils produced are relatively economical compared with the conventional petroleum oils.
The oil produced from the pyrolysis of waste polymer plastics can be a potential substitute lubricant compared with conventional mineral and vegetable lubricants. To understand the potential of oil from waste polymer plastics, the kinematic viscosity values obtained at a fixed temperature are compared against other bio and petroleum-based lubricants. Lee et al. [4] carried out a pyrolysis process on mixed plastic wastes, where the kinematic viscosity of the oil produced was found to be 1.19 cSt at 40 °C. The density of the oil at the same temperature was noted to be 0.75 kg/cm3. Similarly, Khan et al. [5] carried out a pyrolysis process on waste high density polyethylene (HDPE) polymer plastics and the oil produced from this process was observed to have a kinematic viscosity value of 1.98 cSt at 40 °C. The density of the oil at the same temperature was noted to be 0.0007477 kg/cm3. Further, the use of catalysts and various forms of oil mixtures have been shown to enhance the viscosity required for lubrication. Heikal et al. [6] carried out an experiment on producing environmentally friendly bio-lubricants from vegetable oils using similar pyrolysis techniques as for waste plastic oils. The jatropha and palm oil mixtures were subjected to several chemical reactions with catalysts in order to extract bio-lubricants. The obtained bio-lubricant from palm oil had a kinematic viscosity value of 4.59 cSt at 40 °C and the obtained bio-lubricant from jatropha oil had a kinematic viscosity value of 4.6 cSt at 40 °C. Additionally, Severa et al. [7] investigated the temperature-dependent kinematic viscosity of six engine lubricant oils. The six different motor oils employed were Synthetic Moto 4T off road, Synthetic Motex 4T-X, Silkolene Comp 4, Synthetic 5100 Ester 4T, semi-synthetic Power 1GPS, and semi-synthetic Dura blend 4T, with densities of 0.00083, 0.000834, 0.000852, 0.000839, 0.000840, and 0.00086 kg/cm3 at 40 °C, respectively. It was observed that the kinematic viscosity values of the pyrolyzed waste HDPE polymer plastic oil and bio-lubricants were in the same range. It is expected that the pyrolyzed waste plastic oil can be a potential substitute lubricant for the vegetable refined bio-lubricant. The densities of the six motor oil lubricants have been observed to be in a similar range as that of the pyrolyzed waste plastic oil. Moreover, the cost of the pyrolyzed waste plastic oil is relatively cheaper compared with the bio-lubricant. There is also an abundance of waste plastics available, which can mitigate the resources and expenses spent on processing the vegetable oils. The cost of pyrolyzed waste plastic polymer oil upon further treatment will still be cheaper compared with engine lubricant oil. Hence, pyrolyzed waste plastic oil subjected to future treatment can be a potential replacement for both mineral- and vegetable-based lubricant oils.
The present study attempts to analyse the recyclability of waste plastic for tribological use as a lubricant by first reviewing the input and output products obtained from the conversion of waste plastics [8]. The study then reviews different techniques that can be employed to transform waste plastics into petroleum-based oils based on the available lubricant manufacturing techniques. Specifically, the segregation processes, catalytic isomerization dewaxing, and Fischer–Tropsch method to recycle waste plastics are reviewed to provide an insight into the methodology that can transform pyrolyzed waste plastic into lubricants. Furthermore, a study conducted on friction, viscosity, and density of pyrolyzed waste plastic-based oils for lubricant application is discussed and compared to similar bio-lubricants and motor oils.
2. Products Resulting from the Conversion of Waste Plastics
Plastic polymers are mainly made up of artificial and natural types. Polyethylene terephthalate (PET), polyethylene (PE), poly propylene (PP), polystyrene (PS), poly vinyl chloride (PVC), nylon, teflon, and epoxy are examples of a few artificial polymers. Starch, silk, protein, and chitin are a few examples of natural polymers. The quantity of polymer in plastic can differ from less than 20% to 100% [9]. The presence of additives like anti-oxidants and stabilizers enable waste plastic polymers dumped in landfills to resist bio-degradation for decades [10]. Additionally, the composition of large carbon atoms in PE, PP, PS, and PVC are not easily degradable [11]. Hence, the reusability and recyclability of such waste plastic polymer have been a practical need for environmental sustainability over the last few decades.
Polymers like polyamides or nylon, PET, poly carbonates (PC), and polyurethane (PE) are called condensation polymers as they contain different atoms like oxygen (O) and nitrogen (N), in addition to the carbon (C) atoms. They can be degraded by the hydrolytic cleavage process as hydrophilic amide or ester linkage are present within their monomers. The process of biodegradation is initiated when the molecular weight of the polymers is a few tens of thousands, which is generally a low value for many commercial polymers [12,13]. Another factor that impacts biodegradation and pyrolyzation of polymers is their crystallinity [14]. The different physical phenomena that occur during pyrolysis are reliant on the nature of the material. Thermosetting polymers on formation are insoluble, and thus phase changes are not feasible during pyrolysis. Thermoplastics, however, can be softened during the pyrolysis process with reversible phase changes until a minimum pyrolysis temperature is not attained. There are no fully crystalline polymers, but there are fully amorphous ones [15]. A crystalline material under a given pressure has a single melting temperature, but not a range, while glass transitions occur over a temperature range, but not at a single temperature.
Polymer bio degradation is dependent on the chemical and physical nature of the polymer. Crystallinity and the molecular weight of the polymer are the vital properties that help in the bio degradation process. Incrementing the molecular weight of a polymer reduces its degradability. For example, it was noted that polymer polycaprolactone (PCL), having a higher molecular weight (>4000), was slowly degraded by hydrolysis process using Rhizopus delemar lipase, compared with PCL having a lower molecular weight [16]. Various enzymes of micro-organism aid in bio degradation of polymers by oxidation and hydrolysis processes [17,18]. Crystallinity further impacts the rate of bio degradation in bio-polymers [19]. In the absence of additives, many commercial polymeric materials would have limitations in their usage. However, additives like phthalates and bisphenol have been found to be damaging to human health by biological mechanisms [20]. When comparing various waste plastic conversion techniques, it can be seen in Table 1 that the pyrolysis and catalytic depolymerisation techniques are more efficient when compared with the gasification process in terms of both mass and energy.
Efficient pyrolyzation of waste plastics can result in different products that are resultant of various chemical conversions occurring during the process. These products can be in the form of solids, liquids, or gases. The literature of various catalytic experiments on waste plastic polymers shows the production of different compositions of pyrolyzed oils obtained after the pyrolysis conversion process. Table 2 lists the composition of some hydrocarbons (based on chain length) in the pyrolyzed oil obtained during the conversion of waste polymers.
The pyrolysis process also leads to the formation of by-products in the form of solid char residue and gaseous products. The formation of by-products depends on many factors like operational temperature, heating rate, pressure, and residence time. Usually, slow heating rates at low temperature and higher residence time enhance the production of char during the pyrolysis process. Although the production of char is relatively low during quick pyrolysis, it is better to understand their properties and application in order to improve the prospects of the pyrolysis process. A group of researchers investigated the properties of char attained from the pyrolysis of waste HDPE [25]. It was noticed from the study that the major constituents of the produced char were a few volatile matter and fixed carbons. Apart from these two products, there were insignificant proportions of moisture and ash produced from the char. The produced char was observed to possess a calorific value of around 18 MJ/kg. In addition, a lower sulphur quantity in the char made it a potential source of oil after further treatment processes. In another study, Bernardo et al. [26] investigated the multi-stage improvement of chars attained from the co-pyrolysis of waste polymer plastics. When these chars were treated with organic solvents, it allowed recovery of 63 to 81% of pyrolyzed oil stuck in the char. In addition, there was also a significant reduction in the ash quantity of the char. The adsorption properties of the improved char were analysed and it was observed that the char comprised of mesoporous and macro porous material with an adsorption potential on the scale of 3.59 to 22.2 mg/g pertaining to blue dye of methylene. Pyrolysis processes leading to the generation of gaseous products can also be used as a reason for heating pyrolysis plants [22]. Gaseous products from pyrolysis could also be employed in gas turbines in order to produce an electric current, and can also be applicable in the firing of boilers without the requirement of treatment of flue gases [27].
3. Recycling of Waste Plastic for Conversion
Management of waste plastics is an important process to effectively dispose of plastics or manufacture new products. Some of the important techniques for the management of waste plastics are reduction in usage, re-usage, recyclability, and energy recovery [28]. Land filling is not a good waste plastic management process; its usage should be reduced [29] and the life span of most plastics is large. Considering their poor biodegradability rates, waste plastics remain in land for prolonged periods of time and cause environmental pollution in the long run [1,30,31]. The materials used for manufacturing waste plastics cannot be recovered or recycled by this process. In addition, land fill sites are decreasing and are compounded with the increase in the cost of land filling [32,33]. Incineration of waste plastics causes the release of particulate matter along with toxic gases. Hence, land filling and incineration are not good practices in plastic waste management. Recycling of waste plastics is a better waste management technique compared with land filling and incineration [34]. Recycled polymers are considerably cheaper than new plastic materials, but the price varies based on the polymer category. As per the definition by the American Society for Testing and Materials (ASTM) D5033, there are four classes of recycling: primary, secondary, tertiary, and quaternary. Primary recycling is concerned mainly with the reuse of a product, whereas tertiary and quaternary recycling are considered to be valorization. Valorization is a process used to convert waste products into productive materials. This conversion might include a process that takes place either by re-usage or recycling. The techniques associated with the four classes of recycling process are shown in Figure 4.
3.1. Primary Recycling
Primary recycling (Figure 4) is a mechanical process where a waste plastic material is recycled in order to produce a plastic material that has the same functional purpose and composition as that of the original waste plastic [35]. This type of waste plastic is expected to have similar properties as that of a virgin plastic. The advantage of this process is that it is simple and relatively inexpensive. However, the process cannot accommodate multiple solid plastic wastes to recycle owing to impurities and, as such, is not popular [36]. In this process, increasing the portion of waste plastics in a feed mixture decreases the quality of the output product. To further increase the efficiency of the process, the following steps are performed. (a) The wastes are segregated based on particular resins and in various colours. Later, they are thoroughly washed. (b) The good melting properties of the waste plastics allow for re-extrusion in the form of pellets, and hence are combined with the original resin to obtain better output products [37]. Manufacturing plastic bottles from a mixture of recycled PET and fresh PET is an example of this process [38].
3.2. Secondary Recycling
Secondary recycling (Figure 4) is a mechanical process, where the waste materials are recycled by employing a few physical techniques. The physical techniques involved in this process are collection, separation, washing, cleaning, drying, chipping/sizing, fillers, coloring, agglomeration, and pelletization/extrusion, respectively [28,39]. The polymeric waste from plastics in this process is converted into granules by an extrusion process after removal of contaminants. This recycling process can employ contaminated or lesser segregated plastics [37]. The major limitation of this process is the deterioration of the properties of the recycled product because of the reduction in molecular weight after every cycle owing to chain scissions [28]. This process is mainly suitable for the recycling of thermoplastics as they can be re-melted followed by processing into new products. Materials like thermoset plastics, composites, and high melt viscosity polymers like fluoro polymers are not suitable for recycling by this process. Polymers like PET, HDPE, and LDPE can be recycled in this process. The products obtained from this process are of a relatively lower quality compared with the original plastic material. This process is often known as ‘downgrading’ or ‘down cycling’ [38].
3.3. Tertiary Recycling
Tertiary recycling (Figure 4) is a chemical process in which plastics are disintegrated into smaller components of monomers or other low molecular weighted small parts. These monomers can be re polymerized further to fabricate a new polymer similar to the original polymer [40]. The tertiary recycling process is comprised of chemical and thermolysis processes, wherein if the waste plastic is subjected to a chemical process such as solvolysis or pyrolysis, then there can be a substantial recovery of chemical constituents as well as useful energy. The waste plastics subjected to the thermolysis process can be subjected to further sub treatment processes like pyrolysis, gasification, and hydrogenation. The constituents recovered from the chemical process can be subcategorized as heterogeneous and homogeneous constituents to obtain a better yield output (Figure 4). The advantage of this process is that it lowers energy and feed stock demand, and the flow of material is repetitive. Pyrolysis, hydro cracking, thermal cracking, and catalytic cracking are some of the processes that are considered part of this technique.
The pyrolysis process is carried out in order to break down plastics at elevated temperatures and in the absence of oxygen (especially in a nitrogen environment) [41]. This process can be executed in the presence or absence of a catalyst. If pyrolysis is carried out at a lower temperature in the presence of a catalyst, it will result in faster degradation of polymers. A limitation with the usage of commercial catalysts is that they are not cheap and cannot be regenerated every time [42,43]. Chain scission is a term used in polymer chemistry to explain the degradation of a polymer chain and is a process that occurs when thermal decomposition of polymers takes place, resulting in low molecular weight portions.
Hydro cracking is a process in which polymers from waste plastic are reacted with hydrogen in the presence of a catalyst within moderate temperatures and pressure ranges (423 to 673 K and 3 to 10 MPa of hydrogen, respectively). To make this process more effective, solvents such as 1-methyl naphthalene, tetralin, and decalin can be employed. Catalysts comprising transition metals such as Pt, Ni, Mo, or Fe are added in this process along with acids like alumina, zeolites, or sulphated zirconia to obtain higher quantity outputs [1]. These catalysts added in the process aid in both hydro cracking and hydrogenation of polymers. Research is being carried out to find out better catalysts that can help improve process output.
Breaking down of plastics at higher temperatures (350 to 900 °C) is known as thermal degradation or thermal cracking. This process results in the formation of char and a few volatile products. These volatile products can be segregated and can be condensed into paraffins, olefins, napthenes, aromatic hydro carbons, and non-condensable gases [1]. Breaking down of plastics at lower temperatures in the presence of a catalyst is known as catalytic degradation/cracking. The addition of a catalyst helps in reducing the reaction temperature as well as operation time. This process results in the formation of hydrocarbons with products containing narrower carbon atom numbers. In this process, catalysts can be attempted for re-usage, which can help in reducing the overall cost of operation.
If the tertiary recycling process results in products comprising mainly of carbon and hydrogen atoms, they can be utilized to produce high-quality oils. However, the plastics recycled by the tertiary process contains a greater number of contaminants. Hence, this process is often not popular. To recycle additional polymers like polyolefins, acrylics, polystyrenes, and vinyl types, chemical processes like gasification, catalytic cracking, and liquid–gas hydrogenation are usually employed. To recycle condensation polymers like polyesters, polyamides, polyurethanes, and ether polymers, chemical processes like hydrolysis, glycolysis, methanolysis, and aminolysis are usually employed. Degradation of polymers in the existence of glycols such as diethylene or glycol ethylene is known as glycolysis. Similarly, the deterioration of polymers in the existence of methanol is known as methanolysis [44]. Research is being carried out to develop new techniques that can help obtain other useful products from the recycled polymer plastics.
3.4. Quaternary Recycling
Quaternary recycling (Figure 4) is a process that is concerned with obtaining the energy content from waste plastics mainly by the incineration process. Incineration of plastic waste results in the emission of pollutants like CO2, NOx, and SOx. However, there are techniques that can help in controlling the pollutants like activated carbon addition, cooling by flue gas, neutralization of acid, addition of ammonia to a combustion chamber, and filtration [45]. The physical properties of plastics in terms of their calorific value energy are invaluable and this energy can be reutilized for various applications. The benefit of this process is that it helps in reducing the content of volatile organic materials from waste plastic. Although energy can be retrieved from waste plastics by this process, the limitation of this process is that it causes environmental pollution. The energy generated by incinerating waste plastics is much lower than the energy that can be conserved by other recycling processes [46].
4. Waste Plastic to Oil Conversion Techniques
The yield of oil from waste plastics is gaining considerable attention from researchers across the world to reduce the direct dependence on non-renewable energy resources and the abundance of waste plastics. There are different techniques available for the transformation of waste plastics into oils. Some of these methods are thermochemical treatment/thermal cracking/pyrolysis, hydrocracking/hydrogenation, and catalytic degradation/catalytic pyrolysis. Most of the oils obtained after converting waste polymer plastic into oils are further subjected to other processes to generate the required lubricating base oil. Miller et al. [47] attempted a process to convert waste plastics into lubricating base oils. In this process, waste plastics containing polyethylene (PET) were subjected to the pyrolysis process, thereby producing 1-olefins and n-paraffins. The pyrolyzed products contained a heavy fraction of hydrocarbons as well as medium fraction hydrocarbons. The heavy fraction hydrocarbon was then subjected to hydro treating conditions using a hydro treating catalyst. This process resulted in a hydro treated pyrolysis heavy fraction hydrocarbon. This hydro treated heavy fraction hydrocarbon was then made to contact an isomerization dewaxing catalyst, where the heavy fraction hydrocarbon was converted into a high viscosity indexed (VI) lubricating oil composition. The obtained lubricating oil was noted to possess a kinematic viscosity of at least 8cSt at 100 °C.
In another study, Miller et al. [48] attempted to obtain lubricating base oil from waste polymer plastics by a different technique. Fischer–Tropsch (FT) technology transforms synthetic gas obtained from the coal gasification process into wax-based products. Similarly, FT technology can be employed to obtain waxes from waste PET and HDPE plastics. The wax produced from the FT technique, if subjected to the isomerization process, can result in a range of hydrocarbons that can be considered to be lubricating oils. Here, the polymers are initially subjected to the pyrolysis process from which wax is obtained. The pyrolyzed wax and FT wax are then subjected to hydro treating and hydro isomerization to obtain hydrocarbons in the range of lubricating oils. If the obtained hydrocarbons were highly olefinic in nature, then they would be subjected to an oligomerization process that would result in a higher yield of lubricating base oil. Other potential plastic waste to oil conversion techniques are discussed in this section. The techniques discussed can be adopted for pyrolyzation of plastic followed by post-processing, as discussed by Miller [47,48].
4.1. Thermochemical Treatment/Thermal Cracking/Pyrolysis
In the pyrolysis process, large polymers are fragmented down into smaller hydrocarbons of different carbon numbers and boiling points in an inert, oxygen free condition and operated at high temperatures (350 to 900 °C). This process results in the production of a wide range of condensable liquid hydro carbons consisting of paraffin, iso paraffin, olefin, napthenes and aromatics, gaseous products, and solid residues [1,49,50,51]. The liquid yield obtained contains a low octane number, as can be observed in Figure 5. The process of pyrolysis is executed in four main steps: initiation, propagation, hydrogen chain transfer, and termination [52,53]. Initiation reactions disintegrate the carbon chain of polymers into smaller free radicals and molecules. The propagation process indicates scission of free radicals produced from the initiation step. The propagation process further disintegrates the free radicals obtained from the initiation reaction into alkene molecules and smaller free radicals. The hydrogen chain transfer step is a proton transfer reaction that reduces the molecular weight of polymer and can occur by an intermolecular transfer reaction as well as intramolecular transfer reaction. The former reaction takes place between free radical and other constituents of the polymer, whereas the latter reaction shifts the free hydrogen proton from the end to the middle of the free radicals. The termination reaction takes place by fusion of two free radicals, which impacts the chain length of output product [54]. Hydrocarbons obtained with boiling points between 35 and 185 °C can be employed as gasoline, those with boiling points between 185 and 350 °C can be employed as diesel, those with boiling points between 350 and 538 °C can be employed as vacuum gas oil, and those with boiling points above 538 °C are the left over residue [50]. These products can be attained in various amounts by employing the optimum type of feedstock, reactor system, operating temperature, heating rate, operating pressure, category of plastics, degradation time, presence of hydrogen or hydrogen giving compounds, and catalysts [55,56,57]. However, a higher amount of impurities is obtained from this process. Further, the product output of liquid, gas, and solid residue differ based on the type of polymer, operating temperature, pressure, and atmosphere. The pyrolysis process is further divided into slow and fast pyrolysis [58,59]. Each of these processes has different operating parameters, as shown in Table 3.
It can be seen from Table 3 that slow pyrolysis decreases process efficiency, so a majority of research work has been carried out under fast pyrolysis. There is another subcategory of thermal cracking known as gasification. In gasification, plastics are decomposed into combustible gaseous products at elevated temperatures by employing an oxidizing or gasification agent [60,61]. Gasification can be defined as a thermal treatment process of waste plastics by employing limited levels of oxygen in order to generate syngas that can be later refined for different applications or directly ignited [62]. Generally, gasification would result in the generation of a high calorific value gas with a completely combusted solid residue. There are, however, a few limitations to this process. Gasification requires prior treatment of feed plastics, availability of pure oxygen, and frequent cleaning of syn gas from reactors [63]. Gasification produces large amounts of tar from the produced syn gas, which can cause hazardous problems to the process as well as reactor equipment parts like compressors, heat exchangers, filters, gas turbines, and engines. Hence, extra physical and chemical treatments are necessary for the gasification process to solve these limitations [63]. Some limitations of tar formation are erosion of compressors, ceramic filters, heat exchangers, damage to machine parts of gas turbines and engines, and deactivation of sulfur removal systems of machinery [63]. The physical treatment process is further classified as dry and wet. Wet physical treatment involves condensation of the gaseous tar product, filtration of droplets, and gas or liquid mixture segregation. The main limitation of this process is that the tars get transported to waste water, and thus their heating value is lost. In addition, the wastewater should be discarded in an environmentally friendly manner. Dry physical treatment employs metallic, ceramic, and fabric filters to segregate tar. However, at temperatures higher than 150 °C, tars might become sticky, resulting in operational difficulties.
4.2. Hydro Cracking
The hydro cracking process is defined as the processing of organic materials in a hydrogen environment to generate an oil range of hydrocarbons at high temperature and pressure. Generally, heterogeneous and acid-base catalysts are useful in this process to provide cracking properties for the plastics [64]. Hydro cracking, also referred to as hydrogenation, is useful in end processes of products resulting from pyrolysis. The main benefit of this process is the generation of high gaseous products with a minimum amount of char developed, which helps reduce cleanup activity [65]. In one study reported pertaining to hydro cracking process, feed materials included PE, PET, PS, PVC, mixed polymers, polymers co-mixed with vacuum gas-oil, and polymers mixed with coal [1]. In order to facilitate proper mixing and reaction of the components, solvents like 1-methyl naphthalene, decalin, and tetralin were employed [66,67,68]. A few catalysts like Ni, Pt, Mo, and Fe supported on acid solids like alumina, amorphous silica-alumina, sulphated zirconia, and zeolites were employed in the hydro cracking process [69,70,71]. These catalysts facilitated both cracking as well as the hydrogenation process and helped to obtain a gasoline range of output products.
4.3. Catalytic Cracking/Pyrolysis
Catalytic pyrolysis is a chemical process that involves employing a catalyst in the pyrolysis process, which helps in lowering reaction temperature and residence time. This process helps in the removal of impurities from the obtained liquid yield product (Figure 5) [21,42] and results in a formation of a lower liquid yield that possesses narrower hydrocarbon product distribution occurring at lower temperatures. The liquid yield obtained has a high-octane number. There is also an increase in the formation of gases generated from this process and the major benefit from this process is that there is a reduction in the generation of unwanted solid wastes like char, especially if the catalyst employed has a high BET surface area (Figure 5). To optimize the cost of operation, a few of the catalysts can be regenerated and reused in this pyrolysis process. This process is an efficient way to solve critical environmental problems related to waste plastic disposal.
4.4. Microwave-Assisted Pyrolysis (MAP)
Microwave-assisted pyrolysis (MAP) is a new pyrolysis technique where microwave power is applied to polymeric materials. This results in the conversion of heat at a faster rate. In the MAP, microwave energy is transferred to the polymers via molecular interaction with an electromagnetic field and there is a limited wastage of energy or time in heating the surrounding area of the reactor. This leads to reduced operational costs and reduced heating times [27]. A limitation with this process is that waste plastic has a low dielectric constant and has to be blended thoroughly with an absorbent material such as a carbon material or a metallic material to absorb the microwave radiation and obtain the desired temperature [72,73]. It has been reported from one study that higher microwave power produced effective cracking of polymers [74]. This report highlighted the potential of MAP to convert mixed polymer wastes, which are not easily segregated from the impurities, by employing a manual sorting process. This is a benefit of MAP relative to the conventional pyrolysis process. The structure and size of the absorbent material have a vital role as it influences the flux of heat generated from the microwave [75]. Hussain et al. [72] researched the influence of aluminum metal absorbent in MAP of PS. It was noticed, when an entire aluminum cane was used in MAP, that the microwave wavelength was reflected instead of being absorbed, and thus no pyrolysis took place. However, when the aluminum cane was converted into smaller fragments, successful pyrolysis occurred, signifying the conversion of microwave into heat. Further, when the coil of the aluminum cane was employed as an absorbent material, the large surface area of the coil and multiple reflections of microwave within the coil enhanced the pyrolysis process. Moreover, the increase of coil dimensions was observed to increase the reaction temperature, which in turn brought down the operational time for MAP.
4.5. Pyrolysis in Super Critical Water
In several studies, the employment of a sub critical water (CW) system and super critical water (SCW) system was attempted for waste plastic recycling as super critical water acts as a catalyst and solvent at the same time in the pyrolysis process [76,77]. Sub critical water is a tunable solvent that exists between 100 and 400 °C and is used to extract polar as well as non-polar compounds from a solution [78]. Luing et al. [79] studied the pyrolysis of LDPE in sub critical water. The scale of reaction temperature employed was 162 to 338 °C and the reaction time in the process ranged from 37 to 143 min. It was noticed that the liquid oil formed from the pyrolysis process consisted of hydrocarbons ranging from carbon number C10 to C50. The liquid oil product consisted of 60% alkane and 32% alkene compounds, which were like compounds found in conventional lubricants and fuels. The optimum condition for producing a maximum amount of liquid oil was observed to be at 153 °C. At this temperature, the yield of liquid oil was noted to be 13.6 weight. %. The conditions required in this sub critical water process were observed to be less severe compared with the pyrolysis of LDPE under super critical water. In another study, it was noted that small hydro carbons formed during pyrolysis of the polymer could comfortably spread in SCW, thereby reducing the possibility of ensuing condensation and formation of coke [80,81]. In another study, it was noted that employing SCW during the pyrolysis of waste polymer resulted in the minimum proportion of NOx, SOx, and particulate emissions [82].
5. Catalysts for the Conversion Process
Catalysts are materials that help in speeding up a chemical reaction. They are used in pyrolysis processes to help boost the quality and quantity of yield product as well as optimize operational temperature and retention time (Figure 5). The different catalysts employed for waste plastic conversion processes are summarized in Table 4. Waste plastics may contain a variety of pollutants like sulfur, nitrogen, and chlorine owing to the presence of surface contaminants, additives, and other materials [42]. The standard of obtained liquid oil from the conversion process is often degraded owing to the presence of these contaminants, and catalysts help in overcoming this limitation. Upon the addition of a catalyst, the activation energy of a process is reduced, which then helps in increasing the rate of reaction [83]. Non-catalytic pyrolysis processes require high energy and temperature and delays the process, causing economic drawbacks. Employing a catalyst can significantly reduce the requirement of high heat, which can help operational cost savings. The characteristics of a catalyst like surface area, pore volume, pore size, and acidity are some of the important factors that impact the catalytic process of any catalyst employed in a pyrolysis process [42]. Generally, there are two types of catalysts that are employed for the conversion process. Homogeneous catalysts contain one phase of the material, whereas heterogeneous catalysts contain more than one phase of the material. Homogeneous catalysts are mainly comprised of classic Lewis acids such as aluminum trichloride and metal tetracholoroaluminates [84]. The most usual type of catalyst used is heterogeneous because the fluid product mixture obtained from the catalysis process can be segregated from the solid catalyst easily. Some of these catalysts can be regenerated and reused later. Heterogeneous catalysts are relatively economical. These catalysts can be arranged as nano crystalline zeolites, meso structured catalysts, conventional acid solids, aluminum pillared clays, super acid solids, gallo silicates, and metals supported on carbon and basic oxides. Some of the widely used nano crystalline zeolites are HUSY, n-HZSM-5, HY, Hβ, and HMOR as detailed in Table 4. In addition to these, non-zeolite catalysts that have been used for pyrolysis of waste plastics are silica-alumina, Mobil Composition of Matter (MCM-41) and silicate respectively. The most commonly used catalyst types for the pyrolysis process of waste plastics are zeolites, fluid catalytic cracking (FCC), and silica-alumina catalysts.
5.1. Zeolite Catalyst
Zeolite catalysts are crystalline aluminosilicate structures possessing open pores and have the capability to exchange ions [98]. The ratio of SiO2/Al2O3 influences the reactivity of zeolite and impacts the final product of pyrolysis. Artetxe et al. [85] conducted a catalytic pyrolysis experiment on HDPE in the presence of the HZSM-5 zeolite catalyst (Table 4). It was highlighted that the ratio of SiO2/Al2O3 impacted the fraction yield of the product obtained from the pyrolysis process. During the experiment, three different weight ratios of SiO2/Al2O3 were taken into consideration. They were 30, 80, and 280, respectively. As shown in Table 5, different oil bases obtained corresponding to various SiO2/Al2O3 weight ratios are highlighted. These oil-bases require further processing to be used as lubricants, as discussed earlier. A low ratio of SiO2/Al2O3 indicated the highest acidity of the zeolite.
The lowest weight ratio of SiO2/Al2O3 component from the study produced a higher percentage of lighter products like olefins and a higher percentage of heavy fractions like C12–C20 compounds. The advantage of the high acidic SiO2/Al2O3 component is that it produced a hydrocarbon possessing a high octane number. This hydrocarbon comprised of a higher volume percentage of aromatic and benzene products and a relatively lower volume percentage of olefins. A lower acidic SiO2/Al2O3 component resulted in a lower weight percentage of olefins (58%) and a higher weight percentage of heavy products C12–C20. It could be concluded that a higher acidic SiO2/Al2O3 of the HZSM-5 zeolite catalyst could improve the octane number of hydrocarbons produced.
Elordi et al. [55] studied the catalytic pyrolysis of HDPE using HY, HZSM-5, Hβ, and zeolite-based catalysts at 500 °C and atmospheric pressure (Table 4). The ratio of SiO2/Al2O3 in the three catalysts was 75, 30, and 5.2, respectively, with a Brunauer–Emmett–Teller (BET) surface area of 182, 221, and 231 m2 g−1, respectively. It was seen that HZSM-5 had the smallest pore size, followed by HY, and Hβ had the largest pore size. It was observed from the experiment that HZSM-5 produced the highest percentage of lighter olefins, followed by the Hβ catalyst, though it had a larger pore size. HY produced the lowest number of olefins. The pore size of the catalyst had a vital role in determining the number of olefins obtained from the pyrolysis process. Catalyst pore size also influenced the distribution of the fraction of non-aromatic compounds. The yield of non-aromatic hydrocarbons and heavy weight fraction of hydrocarbons were found to be higher with catalysts having large pore sizes. The limitations of HY and Hβ catalysts were that they produced higher fractions of coke compared with that of the HZSM-5 catalyst. Acid strength of the catalyst was also observed to influence the yield of single ring aromatic hydrocarbons. HZSM-5 catalyst possessing the highest acidity yielded the highest amount of single ring aromatic hydrocarbons followed by the HY catalyst and the least amount produced by the Hβ catalyst. It was deduced that both pore size and acid strength of catalysts played an important role in the yield of pyrolyzed products.
Miskolczi et al. [86] probed the pyrolysis of waste plastics at 520 °C obtained from agricultural and packaging sectors by utilizing the HZSM-5 catalyst (Table 4). The waste plastics comprising HDPE and PP polymers were washed and shredded before carrying out the pyrolysis process. It was observed that both the waste plastics contained sulphur content (HDPE contained 238 mg/kg, PP contained 35 mg/kg). PP waste plastic polymer was found to have additional impurities of nitrogen, phosphorous, and calcium (963 mg/kg, 47 mg/kg, and 103 mg/kg, respectively). After the pyrolysis process, the used catalyst was analysed by Scanning Electron Microscope (SEM) and Energy Dispersive X-Ray Analysis (EDAX). The results from these processes exhibited traces of sulphur, nitrogen, and phosphorous on the surfaces of the catalyst in addition to traces of silica-alumina structure on the HZSM-5 zeolite. This explained that the traces of impurities originated from waste plastic. However, the impurities fixed on the surface of the catalyst did not degrade the properties of the pyrolyzed product. The properties of the pyrolyzed product were influenced by grain diameter and pore structure of the catalyst. In addition, the catalyst employed here could be reused because the pore diameter of the used catalyst was found to be similar to that of the fresh catalyst. The experimental results showed that there was a decrease of sulphur content in the gasoline obtained from pyrolysis of waste HDPE from 75 mg/kg to 37 mg/kg. A similar reduction of nitrogen and phosphorous content was observed from other pyrolyzed products. It could be understood from this catalytic pyrolysis process that zeolite catalysts can help in the reduction of impurities.
Overall, it could be concluded that employing a zeolite catalyst can increase the yield of liquid pyrolyzed oil as well as reduce the content of impurities. The lower deactivation rate of HZSM-5 also enabled the pyrolyzed oil to be regenerated and reused.
5.2. FCC Catalyst (Fluid Catalytic Cracking)
FCC catalyst is comprised of zeolite crystals and non-zeolite acid matrix known as silica alumina with the binder [99,100]. Since 1960, a major FCC catalyst used is zeolite-Y because of its high product selectivity and thermal stability [101]. FCC catalysts are employed in the oil refining industry to transform a heavy fraction of petroleum oil to lighter products. These catalysts can be reutilized in a pyrolysis process. FCC catalysts that have already been used in a pyrolysis process and are being reused again are often termed ‘spent FCC catalysts’ [102,103,104]. Although these catalysts get contaminated, they can still be reused for a pyrolysis process.
Lee et al. [87] investigated non-catalytic pyrolysis and catalytic pyrolysis of waste plastics using spent FCC catalysts (Table 4). The waste plastics in this study constituted HDPE, LDPE, PS, and PP, and the experiment was conducted at 400 °C under atmospheric pressure. Between the catalytic and the non-catalytic process, there was an increase of lighter liquid olefin products from LDPE to the value of 50% weight and above 80% weight for both HDPE and PP. Correspondingly, the weight of paraffin and naphthene products was reduced in the catalytic process compared with the non-catalytic process. The major product obtained from the pyrolysis of waste PS was a single benzene ring from both catalytic and non-catalytic processes having above 95% weight fraction. It was observed from this study that the spent FCC catalyst helped in improving the rate and quality of liquid products and significantly reduced the costs of catalyst.
Barbarias et al. [88] utilized spent FCC catalyst to study the pyrolysis of HDPE by a two-step reaction process (Table 4). The first reaction process was conducted at 500 °C without any catalyst and resulted in the yield of mainly heavy hydrocarbon chains like C12–C21 and 90 weight % of wax owing to a lower residence time in the reactor and a lower operating temperature. During the second reaction process, the spent FCC catalyst was employed, which resulted in a rise of operating temperature to 550 °C. This caused an increase of lighter olefin products weight from 12 to 28% and an increase of non-aromatic hydrocarbons C5–C11 weight from 34 to 52%, respectively. The yield of wax was observed to have a decrease in weight from 36 to 1%. It was concluded that spent FCC catalysts could be utilized as prospective catalysts for the pyrolysis process of waste plastics and are also economical.
Abadi et al. [89] analysed the pyrolysis of waste HDPE and PS employing used FCC and gallium (Ga)/used FCC at 450 °C (Table 4). It was observed from the experiment that the pyrolysis of HDPE only produced light oil in the gasoline range as the main product. Ga/used FCC produced more amount of liquid oil (olefin) compared with used FCC. The pyrolysis of PS without the catalysts produced more content of styrene. With the addition of catalysts, the styrene content gradually decreased. A 50:50 weight mixture of waste HDPE and waste PS was subjected to the pyrolysis process by both catalysts. From Table 6, it was observed that Ga/used catalyst on PS exclusively produced a lower amount of olefins relative to the equal mixture of PS and HDPE.
In the presence of PS and HDPE mixture in equal weights and low FCC content, a low amount of olefin and a high amount of paraffin was produced. The highest weight of the FCC catalyst was observed to produce more olefin content in the mixture of PS and HDPE. It could be observed from Table 7 that the maximum weight of used FCC compared with Ga/used FCC gave rise to a higher yield of olefin and paraffin content and a lower yield of napthenes and aromatics. From the experiment, it was concluded that the weight of the catalyst plays a vital role in the pyrolysis process along with the weight of the mixture’s content.
5.3. Silica-Alumina Catalyst (Si-Al)
Silica-alumina catalysts are amorphous acid catalysts that possess Bronsted acid sites having an ionisable hydrogen atom, a Lewis acid site, and electron accepting sites [83]. These catalysts can increase liquid oil production [42]. The magnitude of acid concentration is given by the mole ratio of SiO2/Al2O3. A higher mole ratio of SiO2/Al2O3 specified a higher strength of acidity and, the higher the acidity of the catalysts, the lower the production of liquid oil.
Wang et al. [91] performed catalytic pyrolysis of municipal plastic wastes comprising PP, PE, and PS polymers, and converted them to oils by employing silica-alumina catalysts (Table 4). The pyrolysis process was conducted in a temperature range of 270 to 500 °C. Three different Si/Al ratios of 0:1, 1:3, and 1:1, respectively, were taken into consideration for the preparation of the catalyst. It was observed that there was an increase in product yield of gasoline and heavy oil fractions and a corresponding decline in solid residues and gas yields relative to non-catalytic pyrolysis. An increase of Si/Al ratio from 0:1 to 1:3 resulted in the formation of a more gasoline range of products. Increasing the Si/Al ratio from 1:3 to 1:1 led to a decrease of gasoline fraction. This change could be linked with the acidity of the catalyst. It was observed from the experiment that the Si/Al ratio of 1:3 relative to other ratios produced the highest gasoline fraction of around 45% and a low solid residue yield of approximately 21%. It could be understood from the study that a Si/Al ratio of 1:3 was the optimum ratio for maximum liquid oil production.
Sakata et al. [92] evaluated the usefulness of silica-alumina catalyst under liquid phase and vapor phase on PP at 380 °C (Table 4). It was observed from the study that the catalyst in the liquid phase resulted in a yield of higher liquid fraction (68.8 wt. %) because of the decomposition of waste residue into lighter hydrocarbons. However, the catalyst in vapor phase was observed to produce a higher yield of the gaseous fraction (35 wt. %) owing to further decomposition of hydrocarbons into gaseous products. Thus, it was understood that the mode of catalyst is an important parameter that impacts the final products during a pyrolysis process.
Murata et al. [93] studied the pyrolysis of polymers including PE, PP, and PS using silica- alumina catalysts (Table 4). The silica-alumina catalysts were prepared using a mole ratio of 5.0 (SA-1) and 0.42 (SA-2), respectively. The pyrolysis process was carried out between temperatures of 200 °C and 500 °C. The final degradation temperatures of 420, 380, and 360 °C were kept for PE, PP, and PS, respectively. It was observed that non-catalytic pyrolysis gave a lower volume of gases for PE (5.1% weight), PP (1.3% weight), and PS (0.02% weight), respectively. The addition of the silica-alumina catalyst increased the production of gases and this effect depended on both the polymer type as well as the catalyst type used. Because of the higher degradation temperature of PE, the mean carbon number of liquid products obtained employing the same catalysts was relatively higher compared with PS and PP. It was inferred that a high temperature contributes significantly to enhancing the catalyst performance in order to increase liquid oil production.
Sangpatch et al. [94] studied the pyrolysis process of waste plastics using Al-Si catalysts (Table 4). Four atomic ratios (wt. %) of Al-Si were prepared in the ratio of 20:80, 40:60, 60:40, and 80:20. It was observed that, at 350 °C from the four atomic ratios of the catalyst, Al-Si (40:60) ratio produced the highest percentage of liquid oil. From this same catalyst, the percentage of the gaseous product obtained was also observed to be the lowest compared with all the other atomic ratios of catalysts.
5.4. Clay Catalyst
Catalytic pyrolysis employing clay is an economical alternative compared with conventional catalysts. Clay has been used as a catalyst for a long time in the petroleum industry prior to the discovery of zeolites. Even though these catalysts are relatively less active than traditional catalysts, their properties can be modified and used in the pyrolysis process. Acidity and activity of clay catalysts can be enhanced by applying pillaring agents and acid treatment operations [105]. Layered clay can form a two-dimensional porous network containing a micro porous dimension bigger than zeolites. Pillared clays are used in pyrolysis studies as they have a network of pores and are rigid compared with the original clays [106].
Panda et al. [95] carried out a thermal and catalytic pyrolysis of individual polymer plastics like LDPE, HDPE, PP, and a mixture of the same three polymer plastics in the presence of calcium bentonite clay catalyst (Table 4). The pyrolysis process was accomplished between the temperature ranges of 400 to 600 °C. It was observed that three different products were obtained: (a) a volatile liquid oil at a lower temperature (400 and 450 °C) and a waxy oil at a temperature above 475 °C, (b) combustible non-condensable gases, and (c) traces of solid residue. It was noted from all the polymers that, at lower temperatures, the yield (wt. %) of condensable liquid was lower. Almost all the polymers and mixed polymer plastics exhibited the highest yield of condensable liquid oil at 500 °C, as can be observed in Figure 6. After 500 °C, it was noted that there was a gradual decline in the yield of condensable liquid, indicating the fact that 500 °C was the optimum temperature for obtaining maximum condensable liquid. It was even noted that PP formed the highest wt. % of liquid oil owing to the existence of side chain group and lower crystallinity, when contrasted to other individual polymers and mixed plastics. The yield (wt. %) of non-condensable gases for all the polymers exhibited similar curves and there was an increase of non-condensable gases for all polymers after 500 °C. The yield of residue produced from all plastics was identical.
It was observed that a 10% weight of catalyst concentration on PP produced the highest amount of liquid lubricant. It can be observed from Figure 7 that the maximum yield (wt. %) of condensable liquid for all polymers were obtained at 10% weight of catalyst concentration. Similarly, a 10% weight of catalyst concentration produced the least amount of gases from all polymers. The yield (wt. %) of solid residue was almost the same for all polymers irrespective of the catalyst concentration. Thus, it could be inferred from the study that temperature as well as catalyst concentration (wt. %) played an important role in the determination of condensable and gaseous products from the pyrolysis process.
Uzair et al. [96] experimented with the pyrolysis of waste PP subjected to catalytic pyrolysis employing acid-treated kaolin clay (Table 4). To improve the yield of output product, the kaolin clay was treated with distinct molar concentrations of hydrochloric acid (HCl) of 1M, 3M, and 5M, respectively. The pyrolysis process was conducted within the temperature ranges of 400 to 500 °C. It was observed that at 500 °C, 3M HCl treated kaolin clay produced the highest amount of liquid yield. This highest yield could be attributed to the fact for an increase in the acidity of the kaolin clay from 1M to 3M only. The 5M HCl treated kaolin clay was noted to produce the highest amount of gaseous yield. Pyrolysis of PP without any catalyst was observed to produce the highest amount of solid residue. It could be concluded from the study that acid treatment of clay catalysts can improve the output (wt. %) of liquid yield in a pyrolysis process.
Patil et al. [97] studied the thermo catalytic pyrolysis of HDPE by employing a fire clay catalyst [Table 4]. The process was conducted within a temperature range of 400 to 600 °C. The catalysts were treated with nitric acid to improve the yield properties of the output products. Three different weight proportions of the acid-treated clay catalysts in the range of 5, 10, and 20% were added to HDPE in the pyrolysis process. It was observed that the incorporation of the acid-treated catalysts significantly improved the yield of liquid oil. The 20 wt. % catalyst exhibited the highest production of liquid yield. It could be concluded from the case studies that clay catalysts significantly modified the properties of yield products obtained from the pyrolysis processes.
6. Potential of Waste Plastic-Based Oils as Lubricants
The products obtained from the conversion of waste plastics can be employed in various applications. Distillation of the liquid yield will result in the formation of hydrocarbons similar to that of gasoline, kerosene, and diesel, to name a few. Lee et al. [4] and Rehan et al. [107] developed an electric current by employing obtained pyrolyzed oil in a diesel engine generator. Saptoadi et al. [108] employed pyrolyzed oil as a substitute in a kerosene stove for heating. Some of the aromatic compounds produced from the pyrolysis process could be employed as raw material pertaining to the polymerization process in many chemical industries [109,110]. Several researchers have employed the pyrolyzed oil as a transportation fuel after mixing it with conventional diesel in various ratios. Mixed pyrolyzed oil and traditional diesel in a specific ratio were noted to provide similar engine performance compared with that of traditional diesel and the mixed fuel was relatively economical [4,111]. A limitation, as noted in one study, was that there was an increase in the exhaust emission from the engine when there was an increase in the mixture amount of pyrolyzed oil [112].
There are various integral parameters that influence the conversion of waste plastics into lubricants. Parameters like the condition of the waste plastics and the existence of impurities in the waste plastics should be optimized to obtain better output products. There should be more studies carried out to optimize operational pressure, temperature, and residence time of the conversion process, which can lead to a superior and higher yields. Design and type of reactors need to be further explored to obtain better output yields [113]. In the future, there should be research for new catalysts possessing lower acidity, which will generate a greater amount of desired output products. Studies on multifunctional catalysts need to be carried out that can enhance the yield from the conversion process [114]. While it has been observed from studies that an acceptable product yield and configuration is achievable in a laboratory scale, it is difficult to obtain the desired result in the industrial scale. More research should be carried out to explore the feasibility of obtaining optimum results in industrial fields. Microwave assisted pyrolysis is an effective treatment for mixed plastic wastes. However, more research is required relating to this process on its viability to be applicable during the recycling of mixed plastic wastes. Further, the dissolution of plastic wastes in appropriate suitable solvents before carrying out the pyrolysis process may help overcome the limitation of the feasibility of the process [115,116]. Attempts need to be made to obtain hydrogen from waste plastics that can act as a green fuel for the automobile industry. Further research is required to help optimize the capital and operating costs necessary to improve output yield from the pyrolysis conversion process. It is important to reduce the moisture content and production of solid residues obtained from the pyrolysis process to obtain better liquid products. New techniques need to be investigated that can help overcome these limitations. Tribological tests on liquid and solid yield converted from waste plastics is another field where experiments can be performed to explore the feasibility of yields as potential lubricants. The next section discusses a study conducted to investigate the viscosity, density, and friction properties of a newly mixed waste polymer pyrolyzed oil to gauge the potential of waste plastics as potential sources of efficient lubricants. Further, the section details various experiments that can be used to study and analyse waste polymer pyrolyzed oils for tribological applications.
6.1. Commercial Conversion of Waste Plastics to Oil, Wax, and Chemical Feedstocks
The conversion of plastics to oil has been studied for many years. Beginning in the 1960s, efforts were made to convert plastics to a more basic hydrocarbon form using pyrolysis and a number of patents were issued for the process. In subsequent years, additional efforts were made to refine the process and produce materials ranging from oil and wax to what is considered “drop in” fuels and oils that could be used directly in engines [1]. The principal was and still continues to be executed profitably on a commercial scale.
Today, companies employ the same basic pyrolysis process that has been explored and developed over many years and discussed in this article. The commercial system uses a process known as thermal depolymerization, where plastic polymers are subjected to heating within an oxygen-free environment. While the heat inside the reactor is easily sufficient to combust the plastic feedstock, without oxygen, the plastic polymer composed of carbon and hydrogen components essentially breaks apart into smaller “pieces” or hydrocarbon chains that exit the reactor and condense into a range of hydrocarbon products such as gases, oils, and waxes [95].
The industries that produce waste plastic-based oils receive bulk plastic from a variety of sources and sort these materials to remove contaminants including paper, cardboard, metal, and materials such as PET and PVC plastics, as well as nylons, urethanes, thermoset plastics, and other types of “plastic” that either does not create oil or produce chemicals that can damage both the system hardware and the oil product. Polyvinyl chloride (PVC) is a good example of a material that is not well-suited to the oil production process because, as it is heated, it begins to decompose and releases gas and aqueous-phase hydrogen chloride [117]. Hydrogen chloride can easily combine with the moisture that is always present in the feedstock and become extremely corrosive to process equipment (leading to premature failure), and it can become entrained in the oil, which can overall affect oil quality and create corrosion issues downstream with end-users.
Once the incoming feedstock has been sorted and as many contaminants as possible are removed, the plastic is shredded. Shredding allows the size of the plastic to be reduced, which in turn allows it to feed properly into the downstream conveying and processing equipment. A schematic of a typical pyrolysis plant is shown in Figure 8. Shredded plastic is moved into an equipment where it is heated and then moved to the primary processing reactors where it enters a “bath” of molten plastic and is heated to the temperatures necessary for achieving the pyrolysis reaction. (a) The PID (proportional integral derivative) controller in the plant is meant for controlling and maintaining temperatures along with the thermocouple. (b) The furnace electrical heater supplies heat continuously during the conversion process. Temperature control on the reactor’s heated surfaces is critical to avoid creating char from the plastic and the flow pattern of the molten plastic across the reactor’s heated surfaces is critical to maintaining the pyrolysis reaction, while at the same time preventing production of char. (c) The thermocouple monitors temperature in the plant during the conversion process. (d) The stainless steel (SS) reactor is a vacuum chamber that is supplied with heat from (e) the furnace used in the pyrolysis process. (f) The waste plastic granules accumulate at a chamber inside the furnace. (g) The water inlet connection supplies the required water for the plant to aid in the condensation of gases. The waste water leaves the plant by (h) water outlet pipes. (i) The condenser helps in cooling the gases. (j) Vacuum gauge helps in measurement and monitoring of pressure flow in the plant and (k) vacuum pump aids in the removal of excess gas molecules from the plant. (l) The measuring cylinder measures the volume of the pyrolyzed product obtained after the pyrolysis process. The next paragraph explains solid residues generated in a pyrolysis plant.
Small amounts of paper and cardboard that make their way through the sorting process and end up in the reactor are converted into char, which accumulates within the molten bath and settles on the reactor bottom along with any inorganic material that enters the reactor. Char and other settled materials are drawn out of the reactor regularly to maintain the reactor char level within acceptable limits. As the plastic inside the reactor is depolymerized, it enters a vapour phase and exits the reactor. The vapour travels through a series of condensers where it is condensed at specific temperatures to yield the wax and oil in a liquid phase. The non-condensable gases formed during the pyrolysis reaction, such as butane and propane, are collected, compressed, and directed back to the main reactors, where it is consumed as a fuel for the reactor heating elements. Wax and oil that have been condensed from the vapours exiting the reactor are pumped to large storage tanks where they are stored until being pumped into commercial tanker trucks for highway transport to their end destination.
There have been and currently are a large number of companies attempting to scale plastic pyrolysis to a commercial level. Creating small amounts of oil from plastic in a laboratory or pilot scale setting is relatively easy. However, operating a commercial-scale system is quite different owing to the extremely large number of process variables that must be controlled while maintaining both operating and capital costs to the point where the company can be a viable and profitable entity. Some new companies have been able to commercially scale a very efficient and economical system, but they require further improvements. There is a need to work towards improvements that can allow such technologies to be deployed at a level that will make a genuine contribution to the widespread efforts to reduce plastic wastes in the environment.
In order to analyse the physical properties of the liquid oil obtained by a pyrolysis process, the tests and standards detailed in Table 8 are employed.
A study was conducted on a mixed waste polymer pyrolyzed oil obtained from a local oil and lubricant industry that did not contain any catalyst or additives as part of its manufacturing process. A reactor-based manufacturing process as described earlier was used in the production of a waste plastic pyrolyzed oil. The oil has a viscosity range that is close to kerosene and other such crude petroleum products. Some of the physical and chemical properties of the waste plastic pyrolyzed oil are detailed in Table 9. These oils were further tested for their kinematic viscosity, which was compared against other lubricants.
6.2. Kinematic Viscosity
To investigate kinematic viscosity (cSt) of the liquid oil, tests can be performed at different temperatures. As per many case studies, the kinematic viscosity for the pyrolyzed liquid oil is noted at room temperature, 40 °C, and 100 °C [119,120,121]. The kinematic viscosity test can be carried out using a viscometer. To further investigate the dynamic nature of the liquid oils, the rpm of the spindle can be varied as per requirement. These steps are repeated with the liquid oil at temperatures of 40 °C and 100 °C for further insight into the working range of oils.
The kinematic viscosity of the mixed waste polymer pyrolyzed oils detailed in Table 9 was measured in a similar manner and compared with eight other lubricants currently used as bio-based lubricants [4] and motor oils [5,6,7]. Figure 9 shows the kinematic viscosity at 40 °C for waste plastic polymer pyrolyzed oils (1,2) compared with bio-lubricants (3,4), and motor oils (5–10). Further, the densities of the pyrolyzed oils, bio-lubricants, and motor oils are compared, as shown in Figure 10.
The results indicate that the kinematic viscosity of the mixed waste polymer pyrolyzed oil (1) was 1.19 cSt, which was slightly lower than the minimum kinematic viscosity standard of petroleum oils as per ASTM D975 standard [50], but close to the bio-lubricant viscosity as per ASTM D445 standards in the United States [6]. The density of the same mixed waste polymer pyrolyzed oil was 0.75 × 10−3 kg/cm3, which was less than the conventional motor oils that had an average density of 0.83 × 10−3 kg/cm3 (Figure 10). The kinematic viscosity of waste HDPE pyrolyzed oil (2) was 1.98 cSt at 40 °C, which was closer to the bio-lubricants viscosity, but still lower than conventional petroleum oils. The density of the small-scale commercially used HDPE pyrolyzed oil was similar to that of the mixed waste pyrolyzed oil (Figure 10). The literature indicates that the density of these waste polymer plastic-based oils can be improved with further treatments as the lubricity of these oils are comparable to other petroleum crude oils, as discussed earlier in this article [50]. The review finds that the pyrolyzed oil can also be blended with conventional petroleum oils in a specific volumetric ratio to enhance thermal efficiency [4]. This indicates that this lubricant in its current state can be used as an additive to conventional lubricants, but with further treatment. They are found to be a suitable alternative to bio-lubricant sources of lubricant or for similar applications. It is recommended that the use of additives can enable control of the aspects of viscosity and density in addition to the treatments discussed in this article. Additionally, the sulphur and ash content in the pyrolyzed plastic oil is 0.246%, which is relatively low and reduces environmental issues [5].
6.3. Tribological Properties
The mixed waste polymer pyrolyzed oil was subjected to tribological tests to understand its friction and wear properties. The oil is examined under a pin-on-disk set up, where the disk material is made up of AISI 1020 stainless steel having an average surface roughness value (Ra) of 0.1 ± 0.04 µm after polishing. The pin material is made up of aluminium 2017 alloy. The tribological tests were performed over a sliding distance of 1000 m for a period of 60 minutes at room temperature condition and 50 N normal load. A friction study was performed using the pin-on-disk test where the coefficient of friction (COF) of the mixed waste plastic oil is measured for sliding between aluminium and steel tribo-pair. In order to explore physical nature of friction between pin and disk, it is important to establish the lubrication regime for which pin-on-disk experiments are performed. The Hamrock and Dowson equation [122] can be employed to evaluate the film thickness at the lubricated contacts. The fluid film thickness parameter () can be calculated using the following equation.
where is the minimum film thickness (m) and and are the root mean square (r.m.s) roughness of the pin and disk surface, respectively. Equation (1) will give information on the nature of lubricating regime by comparing the thickness of the lubricant fluid film and combined asperity heights of the tribo-pair taken into consideration for the experiment. Mathematically, the minimum fluid film thickness () can be obtained from the following equation [123].
where is the minimum film thickness (m) and is the reduced radius of curvature, that is, , where and are the reduced radius of curvatures in x and y directions, respectively. is the entraining surface velocity (m/s), that is, , where the subscripts A and B indicate the velocities of the pin and disk, respectively. is the viscosity of the lubricant at atmospheric pressure (Pa s). is the reduced Young’s modulus (Pa). is the pressure-viscosity coefficient (m2/N), that is, is the constant load (N). is the ellipticity parameter, defined as = , where is the semi axis of the contact ellipse in the transverse direction (m) and is the semi axis in the direction of motion (m).
Employing experimental variables of Equation (2) obtained from the experiment and substituting in Equation (1), the lubricating film thickness parameter ( for the experimental loading condition can be calculated. If the value obtained is less than 1, it will represent the boundary lubrication regime. If the obtained value is greater than 1, but less than 3, it will represent the mixed lubrication regime. If the obtained value is greater than 3, it will represent the hydrodynamic lubrication regime [124].
In the present study, the Equation (2) variables for the mixed waste polymer pyrolyzed oil were as follows: the r.m.s roughness value of the pin before test was 0.2 ± 0.05 μm and, for the disk, was 0.1 ± 0.05 μm, respectively. The other variables that were calculated from the experiment are the pin’s tip radius = 3.175 mm, sliding speed = 0.277 mm/s, kinematic viscosity of the mixed waste polymer pyrolyzed oil at atmospheric pressure ranging between 5 and 10 mPa s, and Young’s modulus of the pin = 72 Gpa and that of the disk = 205 GPa, in order to obtain the reduced Young’s modulus, respectively. Substituting these values into Equation (2) and then into Equation (1) gave the film thickness parameter () as ranging between 0.0002 and 0.0004. As the value of was less than 1, the lubrication regime in which the mixed waste polymer pyrolyzed oil existed was boundary lubrication, for the normal load of 50 N applied. The COF obtained from the experiments pertaining to the mixed waste polymer pyrolyzed oil also confirms the same lubrication regime.
The was also calculated for jatropha-based bio-lubricant and Silkolene Comp 4 motor oil. The value for the jatropha-based bio-lubricant was found to range between 0.0112 and 0.0276, and for Silkolene Comp 4 motor oil, it was found to range between 0.0927 and 0.1710, respectively, for the normal load of 50 N applied. As the value was less than 1 in both lubricants, it could be concluded that the lubrication regime here was boundary lubrication.
In a study conducted by Syahrullail et al. [125], different bio-lubricants such as jatropha, Refined Bleached and Deodorized (RBD) kernel oil, palm oil, and soya bean oil, as well as mineral oils such as commercial stamping and commercial hydraulic oil, were investigated to compare their tribological properties using four ball tester equipment. It was observed that palm oil exhibited the least COF of 0.025 among all the bio-lubricants and commercial stamping oil produced the highest COF of 0.11 among the mineral oils. The commercial stamping oil exhibited a maximum wear scar diameter of 800 μm among the mineral oils, whereas jatropha and soya bean oil exhibited the highest wear scar diameter of 500 μm and 550 μm, respectively, among the bio-lubricants. Studies have indicated that, above a threshold load, the oxidation stability of the mineral oil degrades, leading to an abrasive form of wear. The large wear scar diameter in bio-lubricants could be attributed to the phenomenon of hydrogenation occurring during the experiment. Hydrogenation enhances the oxidation rate and volume of free fatty acid in the bio-lubricant that accelerates corrosion rate in the tribo system. Additionally, during the run-in process, the ball’s protective layer gets worn out and the unworn part is exposed to free fatty acid of the bio-lubricants. As a result of wear-initiated reactions with the fatty acids, the unworn area on the ball is oxidized, rendering the surface brittle and leading to corrosive wear. The wear also causes an increase in the surface roughness of the balls. The results indicate that the susceptibility of surfaces to wear and corrosion in bio-lubricants causes the surfaces to become brittle, which can be mitigated by employing the mixed waste polymer pyrolyzed oil. The mixed waste polymer pyrolyzed oil does not undergo hydrogenation, and hence can provide high resilience to wear and corrosion.
Moreover, as the viscosity and density of mixed waste polymer pyrolyzed oil are found to be similar to the bio-lubricants (from Figure 9 and Figure 10), the observed friction for this mixed waste polymer pyrolyzed oil was compared with bio-lubricants and a motor oil lubricant, as shown in Figure 11.
The observed results for the COF behaviour indicate that the friction behaviour of the waste plastic oil is similar to, or in some cases better than, the bio-lubricants (Figure 11). This can be attributed to the long-chain polymers used in the waste plastics for recycling and conversion to oil. The long chain polymer-based oils such as synthetic oils have been found to provide enhanced lubrication by reducing the friction drastically [126,127]. Similar sliding mechanisms are expected to occur at the tribo interface lubricated with mixed waste polymer pyrolyzed oils. These basic insights into a new source of lubricant should drive the tribological research towards studying environmentally beneficial products. Increased research in this area can promote and shape the market needs and demands for the petroleum lubricant alternatives and recycling of waste plastics for tribological needs.
7. Conclusions
This article provides an overview of the different processes and parameters involved during the conversion of waste plastics into petroleum oils. The products obtained from the conversion of waste plastic to oils are first discussed, followed by reviewing various recycling processes used to process waste plastics into petroleum oils. The different techniques and pyrolysis catalysts available for the conversion of waste plastics are also discussed in detail. Finally, the article discusses the potential of waste-plastic oils as lubricants based on preliminary studies conducted on mixed waste polymer pyrolyzed oils. Some of the major conclusions from this study are as follows:
- The products resulting from the pyrolyzed waste plastic can have varying commercial values that can compete with bio-lubricants and similar uses.
- The waste plastic conversion processes and recycling techniques are found to be feasible for the production of waste plastic oil to serve tribological applications.
- Using pyrolyzed waste plastics for the production of lubricants and oils is found to be an effective way to reduce the environmental impact of plastic waste.
- There is a need to scale-up the laboratory or pilot scale settings of pyrolyzed waste plastic oil production and post-treatments to make the process more economical and widespread.
- The kinematic viscosity and density of the pyrolyzed waste plastic oil are found to be comparable to bio-lubricants, which can be improved with further chemical treatments.
- The friction behaviour of the pyrolyzed waste plastic oil is found to be similar to, or in some cases better than, bio-lubricants.
- Waste plastic-based pyrolyzed oils for tribological applications are found to be a plausible way to mitigate plastic pollution and the use of more petroleum products.
- Mixed waste polymer pyrolyzed oil’s resilience to hydrogenation can aid in providing enhanced wear and corrosion resistance to the system.
Author Contributions
For preparation of the manuscript, conceptualization was done by P.L.M.; methodology was done by A.S. and S.S.; software was not involved; validation was done by P.M., A.S., and S.S.; formal analysis done by P.L.M., A.S., and S.S.; investigation was done by A.S. and S.S.; resources were collected by A.S. and S.S.; data curation was done by A.S. and S.S.; writing—original draft preparation was done by A.S. and S.S.; writing—review and editing was done by A.S. and S.S.; visualization was done by P.L.M.; supervision was done by A.S. and S.S.; project administration was not involved; funding acquisition was done by P.L.M. All authors have read and agreed to the published version of the manuscript.
Funding
The authors are thankful for the start-up funds provided as financial support by the Dept. of Mechanical Eng. at the University of Nevada, Reno.
Conflicts of Interest
The authors declare no conflicts of interest
Abbreviations
| PET | Polyethylene terephthalate |
| PP | Polypropylene |
| PS | Polystyrene |
| PVC | Poly vinyl chloride |
| PC | Poly carbonate |
| PE | Polyurethane |
| HDPE | High density polyethylene |
| LDPE | Low density polyethylene |
| FeO | Iron oxide |
| NOx | Nitrogen oxide |
| SOx | Sulphur oxide |
References
- Panda, A.K.; Singh, R.K.; Mishra, D. Thermolysis of waste plastics to liquid fuel: A suitable method for plastic waste management and manufacture of value added products—A world prospective. Renew. Sustain. Energy Rev. 2010, 14, 233–248. [Google Scholar] [CrossRef]
- Sharuddin, S.D.A.; Abnisa, F.; Daud, W.M.A.W.; Aroua, M.K. Energy recovery from pyrolysis of plastic waste: Study on non-recycled plastics (NRP) data as the real measure of plastic waste. Energy Convers. Manag. 2017, 148, 925–934. [Google Scholar] [CrossRef]
- Recycled Plastic and Plastic Waste to Oil Market. 2019. Available online: https://www.transparencymarketreserach.com/recycled-plastics-plastic-waste-oil-market.html (accessed on 19 March 2020).
- Lee, S.; Yoshida, K.; Yoshikawa, K. Application of waste plastic pyrolysis oil in a direct injection diesel engine: For a small scale non-grid electrification. Energy Environ. Res. 2015, 5, 18. [Google Scholar] [CrossRef] [Green Version]
- Khan, M.; Sultana, M.; Al-Mamun, M.; Hasan, M. Pyrolytic waste plastic oil and its diesel blend: Fuel characterization. J. Environ. Public Health 2016, 8, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Heikal, E.K.; Elmelawy, M.; Khalil, S.A.; Elbasuny, N. Manufacturing of environment friendly biolubricants from vegetable oils. Egypt. J. Pet. 2017, 26, 53–59. [Google Scholar] [CrossRef] [Green Version]
- Severa, L.; Havlíček, M.; Kumbár, V. Temperature dependent kinematic viscosity of different types of engine oils. Acta Univ. Agric. Et Silvic. Mendel. Brun. 2014, 57, 95–102. [Google Scholar] [CrossRef] [Green Version]
- Haig, S.; Morrish, L.; Morton, R.; Onwuamaegbu, U.; Speller, P.; Wilkinson, S. Plastics to Oil IFM002 Final Report. Available online: https://www.zerowastescotland.org.uk/sites/default/files/Plastics%20to%20Oil%20Report.pdf (accessed on 19 March 2020).
- Francis, R. Recycling of Polymers: Methods, Characterization and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2016. [Google Scholar]
- Müller, R.-J.; Kleeberg, I.; Deckwer, W.-D. Biodegradation of polyesters containing aromatic constituents. J. Biotechnol. 2001, 86, 87–95. [Google Scholar] [CrossRef]
- Zheng, Y.; Yanful, E.K.; Bassi, A.S. A review of plastic waste biodegradation. Crit. Rev. Biotechnol. 2005, 25, 243–250. [Google Scholar] [CrossRef]
- Bonhomme, S.; Cuer, A.; Delort, A.; Lemaire, J.; Sancelme, M.; Scott, G. Environmental biodegradation of polyethylene. Polym. Degrad. Stab. 2003, 81, 441–452. [Google Scholar] [CrossRef]
- Arnaud, R.; Dabin, P.; Lemaire, J.; Al-Malaika, S.; Chohan, S.; Coker, M.; Scott, G.; Fauve, A.; Maaroufi, A. Photooxidation and biodegradation of commercial photodegradable polyethylenes. Polym. Degrad. Stab. 1994, 46, 211–224. [Google Scholar] [CrossRef]
- Nishida, H.; Tokiwa, Y. Distribution of poly (β-hydroxybutyrate) and poly (ε-caprolactone) aerobic degrading microorganisms in different environments. J. Environ. Polym. Degrad. 1993, 1, 227–233. [Google Scholar] [CrossRef]
- Brostow, W.; Lobland, H.E.H. Materials: Introduction and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2016. [Google Scholar]
- Tokiwa, Y.; Calabia, B.P.; Ugwu, C.U.; Aiba, S. Biodegradability of plastics. Int. J. Mol. Sci. 2009, 10, 3722–3742. [Google Scholar] [CrossRef] [PubMed]
- Pathak, V.M. Review on the current status of polymer degradation: A microbial approach. Bioresour. Bioprocess. 2017, 4, 15. [Google Scholar] [CrossRef]
- Banerjee, A.; Chatterjee, K.; Madras, G. Enzymatic degradation of polymers: A brief review. Mater. Sci. Technol. 2014, 30, 567–573. [Google Scholar] [CrossRef]
- Gleadall, A.; Pan, J.; Atkinson, H. A simplified theory of crystallisation induced by polymer chain scissions for biodegradable polyesters. Polym. Degrad. Stab. 2012, 97, 1616–1620. [Google Scholar] [CrossRef] [Green Version]
- Meeker, J.D.; Sathyanarayana, S.; Swan, S.H. Phthalates and other additives in plastics: Human exposure and associated health outcomes. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2097–2113. [Google Scholar] [CrossRef] [Green Version]
- Miandad, R.; Rehan, M.; Barakat, M.A.; Aburiazaiza, A.S.; Khan, H.; Ismail, I.M.; Dhavamani, J.; Gardy, J.; Hassanpour, A.; Nizami, A.-S. Catalytic pyrolysis of plastic waste: Moving towards pyrolysis based biorefineries. Front. Energy Res. 2019, 7, 27. [Google Scholar] [CrossRef] [Green Version]
- Jung, S.-H.; Cho, M.-H.; Kang, B.-S.; Kim, J.-S. Pyrolysis of a fraction of waste polypropylene and polyethylene for the recovery of BTX aromatics using a fluidized bed reactor. Fuel Process. Technol. 2010, 91, 277–284. [Google Scholar] [CrossRef]
- Budsaereechai, S.; Hunt, A.J.; Ngernyen, Y. Catalytic pyrolysis of plastic waste for the production of liquid fuels for engines. RSC Adv. 2019, 9, 5844–5857. [Google Scholar] [CrossRef] [Green Version]
- Çepelioğullar, Ö.; Pütün, A.E. Utilization of two different types of plastic wastes from daily and industrial life. J. Selcuk Univ. Nat. Appl. Sci. 2013, 2, 694–706. [Google Scholar]
- Jamradloedluk, J.; Lertsatitthanakorn, C. Characterization and utilization of char derived from fast pyrolysis of plastic wastes. In Proceedings of the 4th DAAM International Symposium on Intelligent Manufacturing and Automation 2013, Zadar, Croatia, 23–26 October 2013. [Google Scholar]
- Bernardo, M.; Lapa, N.; Gonçalves, M.; Mendes, B.; Pinto, F.; Fonseca, I.; Lopes, H. Physico-chemical properties of chars obtained in the co-pyrolysis of waste mixtures. J. Hazard. Mater. 2012, 219, 196–202. [Google Scholar] [CrossRef] [PubMed]
- Fernández Díez, Y.; Arenillas de la Puente, A.; Menéndez Díez, J.Á. Microwave heating applied to pyrolysis. In Advances in Induction and Microwave Heating of Mineral and Organic Materials; Grundas, S., Ed.; InTech: Rijeka, Croatia, 2011; pp. 723–753. [Google Scholar]
- Okan, M.; Aydin, H.M.; Barsbay, M. Current approaches to waste polymer utilization and minimization: A review. J. Chem. Technol. Biotechnol. 2019, 94, 8–21. [Google Scholar] [CrossRef] [Green Version]
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics recycling: Challenges and opportunities. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2115–2126. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Brems, A.; Baeyens, J.; Dewil, R. Recycling and recovery of post-consumer plastic solid waste in a European context. Therm. Sci. 2012, 16, 669–685. [Google Scholar] [CrossRef]
- Ali, S.; Garforth, A.; Harris, D.; Rawlence, D.; Uemichi, Y. Polymer waste recycling over “used” catalysts. Catal. Today 2002, 75, 247–255. [Google Scholar] [CrossRef]
- Huang, S.J. Polymer waste management–biodegradation, incineration, and recycling. J. Macromol. Sci. Part. A Pure Appl. Chem. 1995, 32, 593–597. [Google Scholar] [CrossRef]
- Karayıldırım, T.; Yanik, J.; Ucar, S.; Sağlam, M.; Yüksel, M. Conversion of plastics/HVGO mixtures to fuels by two-step processing. Fuel Process. Technol. 2001, 73, 23–35. [Google Scholar] [CrossRef]
- Munir, D.; Irfan, M.F.; Usman, M.R. Hydrocracking of virgin and waste plastics: A detailed review. Renew. Sustain. Energy Rev. 2018, 90, 490–515. [Google Scholar] [CrossRef]
- Miknius, L.; BUTKUTĖ, R. Properties of residual marine fuel produced by thermolysis from polypropylene waste. Mater. Sci. 2015, 21, 249–254. [Google Scholar] [CrossRef] [Green Version]
- Yu, J.; Sun, L.; Ma, C.; Qiao, Y.; Yao, H. Thermal degradation of PVC: A review. Waste Manag. 2016, 48, 300–314. [Google Scholar] [CrossRef]
- Patni, N.; Shah, P.; Agarwal, S.; Singhal, P. Alternate strategies for conversion of waste plastic to fuels. Isrn Renew. Energy 2013, 2013, e902053. [Google Scholar] [CrossRef]
- Rahimi, A.; García, J.M. Chemical recycling of waste plastics for new materials production. Nat. Rev. Chem. 2017, 1, 1–11. [Google Scholar] [CrossRef]
- Jagtap, M.M.D.; Khatavkar, M.S.S.; Quazi, T. Methods for waste plastic recycling. Int. J. Recent Technol. Mech. Electr. Eng. 2015, 2, 120–122. [Google Scholar]
- Sinha, V.; Patel, M.R.; Patel, J.V. PET waste management by chemical recycling: A review. J. Polym. Environ. 2010, 18, 8–25. [Google Scholar] [CrossRef]
- Das, P.; Tiwari, P. Valorization of packaging plastic waste by slow pyrolysis. Resour. Conserv. Recycl. 2018, 128, 69–77. [Google Scholar] [CrossRef]
- Miandad, R.; Barakat, M.; Aburiazaiza, A.S.; Rehan, M.; Nizami, A. Catalytic pyrolysis of plastic waste: A review. Process. Saf. Environ. Prot. 2016, 102, 822–838. [Google Scholar] [CrossRef]
- Shah, S.H.; Khan, Z.M.; Raja, I.A.; Mahmood, Q.; Bhatti, Z.A.; Khan, J.; Farooq, A.; Rashid, N.; Wu, D. Low temperature conversion of plastic waste into light hydrocarbons. J. Hazard. Mater. 2010, 179, 15–20. [Google Scholar] [CrossRef] [PubMed]
- Singh, N.; Hui, D.; Singh, R.; Ahuja, I.; Feo, L.; Fraternali, F. Recycling of plastic solid waste: A state of art review and future applications. Compos. Part B Eng. 2017, 115, 409–422. [Google Scholar] [CrossRef]
- Yassin, L.; Lettieri, P.; Simons, S.; Germana, A. Energy recovery from thermal processing of waste: A review. In Proceedings of the Institution of Civil Engineers-Engineering Sustainability; Thomas Telford Ltd.: London, UK, 2005; Volume 158, pp. 97–103. [Google Scholar]
- Morris, J. Recycling versus incineration: An energy conservation analysis. J. Hazard. Mater. 1996, 47, 277–293. [Google Scholar] [CrossRef]
- Miller, S.J.; Huffman, G.P.; Shah, N. Method for Conversion of Waste Plastics to Lube Oil. Google Patents 6,150,577, 21 November 2000. [Google Scholar]
- Miller, S.J.; Shah, N.; Huffman, G.P. Conversion of waste plastic to lubricating base oil. Energy Fuels 2005, 19, 1580–1586. [Google Scholar] [CrossRef]
- Demirbas, A. Pyrolysis of municipal plastic wastes for recovery of gasoline-range hydrocarbons. J. Anal. Appl. Pyrolysis 2004, 72, 97–102. [Google Scholar] [CrossRef]
- Sharma, B.K.; Moser, B.R.; Vermillion, K.E.; Doll, K.M.; Rajagopalan, N. Production, characterization and fuel properties of alternative diesel fuel from pyrolysis of waste plastic grocery bags. Fuel Process. Technol. 2014, 122, 79–90. [Google Scholar] [CrossRef]
- Sipra, A.T.; Gao, N.; Sarwar, H. Municipal solid waste (MSW) pyrolysis for bio-fuel production: A review of effects of MSW components and catalysts. Fuel Process. Technol. 2018, 175, 131–147. [Google Scholar] [CrossRef]
- Blazsó, M. Composition of liquid fuels derived from the pyrolysis of plastics. In Feedstock Recycling and Pyrolysis of Waste Plastics: Converting Waste Plastics into Diesel and Other Fuels; Scheirs, J., Kaminsky, W., Eds.; Wiley & Sons: Hoboken, NJ, USA, 2006; pp. 315–344. [Google Scholar]
- Murata, K.; Sato, K.; Sakata, Y. Effect of pressure on thermal degradation of polyethylene. J. Anal. Appl. Pyrolysis 2004, 71, 569–589. [Google Scholar] [CrossRef]
- Gao, F. Pyrolysis of Waste Plastics into Fuels. Ph.D. Thesis, University of Cantebury, Cantebury, New Zealand, 2010. [Google Scholar]
- Elordi, G.; Olazar, M.; Lopez, G.; Amutio, M.; Artetxe, M.; Aguado, R.; Bilbao, J. Catalytic pyrolysis of HDPE in continuous mode over zeolite catalysts in a conical spouted bed reactor. J. Anal. Appl. Pyrolysis 2009, 85, 345–351. [Google Scholar] [CrossRef]
- Syamsiro, M.; Saptoadi, H.; Norsujianto, T.; Noviasri, P.; Cheng, S.; Alimuddin, Z.; Yoshikawa, K. Fuel oil production from municipal plastic wastes in sequential pyrolysis and catalytic reforming reactors. Energy Procedia 2014, 47, 180–188. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.; Prakash, R.; Murugan, S.; Singh, R. Performance and emission analysis of blends of waste plastic oil obtained by catalytic pyrolysis of waste HDPE with diesel in a CI engine. Energy Convers. Manag. 2013, 74, 323–331. [Google Scholar] [CrossRef]
- Velghe, I.; Carleer, R.; Yperman, J.; Schreurs, S. Study of the pyrolysis of municipal solid waste for the production of valuable products. J. Anal. Appl. Pyrolysis 2011, 92, 366–375. [Google Scholar] [CrossRef]
- Bridgwater, A. Principles and practice of biomass fast pyrolysis processes for liquids. J. Anal. Appl. Pyrolysis 1999, 51, 3–22. [Google Scholar] [CrossRef]
- Belgiorno, V.; De Feo, G.; Della Rocca, C.; Napoli, R. Energy from gasification of solid wastes. Waste Manag. 2003, 23, 1–15. [Google Scholar] [CrossRef]
- Singh, R.; Tyagi, V.; Allen, T.; Ibrahim, M.H.; Kothari, R. An overview for exploring the possibilities of energy generation from municipal solid waste (MSW) in Indian scenario. Renew. Sustain. Energy Rev. 2011, 15, 4797–4808. [Google Scholar] [CrossRef]
- Robinson, G. Recovering value from mixed plastics waste. In Proceedings of the Institution of Civil Engineers-Waste and Resource Management; Robinson, G., Ed.; Thomas Telford Ltd.: London, UK, 2009; pp. 207–213. [Google Scholar]
- Panepinto, D.; Tedesco, V.; Brizio, E.; Genon, G. Environmental performances and energy efficiency for MSW gasification treatment. Waste Biomass Valorization 2015, 6, 123–135. [Google Scholar] [CrossRef]
- Butler, E.; Devlin, G.; Meier, D.; McDonnell, K. A review of recent laboratory research and commercial developments in fast pyrolysis and upgrading. Renew. Sustain. Energy Rev. 2011, 15, 4171–4186. [Google Scholar] [CrossRef] [Green Version]
- Scott, D.; Czernik, S.; Piskorz, J.; Radlein, D.S.A. Fast pyrolysis of plastic wastes. Energy Fuels 1990, 4, 407–411. [Google Scholar] [CrossRef]
- Luo, M.; Curtis, C.W. Effect of reaction parameters and catalyst type on waste plastics liquefaction and coprocessing with coal. Fuel Process. Technol. 1996, 49, 177–196. [Google Scholar] [CrossRef]
- Rothenberger, K.S.; Cugini, A.V.; Thompson, R.L.; Ciocco, M.V. Investigation of first-stage liquefaction of coal with model plastic waste mixtures. Energy Fuels 1997, 11, 849–855. [Google Scholar] [CrossRef]
- Tang, Y.; Curtis, C.W. Thermal and catalytic coprocessing of waste tires with coal. Fuel Process. Technol. 1996, 46, 195–215. [Google Scholar] [CrossRef]
- Ferraz, S.G.; Zotin, F.M.Z.; Araujo, L.R.R.; Zotin, J.L. Influence of support acidity of NiMoS catalysts in the activity for hydrogenation and hydrocracking of tetralin. Appl. Catal. A Gen. 2010, 384, 51–57. [Google Scholar] [CrossRef]
- Pyra, K.; Tarach, K.A.; Śrębowata, A.; Melián-Cabrera, I.; Góra-Marek, K. Pd-modified beta zeolite for modulated hydro-cracking of low-density polyethylene into a paraffinic-rich hydrocarbon fuel. Appl. Catal. B Environ. 2020, 119070. [Google Scholar] [CrossRef]
- Wu, T.; Chen, S.-L.; Yuan, G.-m.; Pan, X.; Du, J.; Zhang, Y.; Zhang, N. High Metal–Acid Balance and Selective Hydrogenation Activity Catalysts for Hydrocracking of 1-Methylnaphthalene to Benzene, Toluene, and Xylene. Ind. Eng. Chem. Res. 2020, 59, 5546–5556. [Google Scholar] [CrossRef]
- Hussain, Z.; Khan, K.M.; Perveen, S.; Hussain, K.; Voelter, W. The conversion of waste polystyrene into useful hydrocarbons by microwave-metal interaction pyrolysis. Fuel Process. Technol. 2012, 94, 145–150. [Google Scholar] [CrossRef]
- Ludlow-Palafox, C.; Chase, H.A. Microwave-induced pyrolysis of plastic wastes. Ind. Eng. Chem. Res. 2001, 40, 4749–4756. [Google Scholar] [CrossRef]
- Undri, A.; Rosi, L.; Frediani, M.; Frediani, P. Efficient disposal of waste polyolefins through microwave assisted pyrolysis. Fuel 2014, 116, 662–671. [Google Scholar] [CrossRef]
- Wong, S.; Ngadi, N.; Abdullah, T.; Inuwa, I. Current state and future prospects of plastic waste as source of fuel: A review. Renew. Sustain. Energy Rev. 2015, 50, 1167–1180. [Google Scholar] [CrossRef]
- Goto, M. Chemical recycling of plastics using sub-and supercritical fluids. J. Supercrit. Fluids 2009, 47, 500–507. [Google Scholar] [CrossRef]
- Bai, F.; Zhu, C.C.; Liu, Y.; Yuan, P.Q.; Cheng, Z.M.; Yuan, W.K. Co-pyrolysis of residual oil and polyethylene in sub-and supercritical water. Fuel Process. Technol. 2013, 106, 267–274. [Google Scholar] [CrossRef]
- Carr, A.G.; Mammucari, R.; Foster, N. A review of subcritical water as a solvent and its utilisation for the processing of hydrophobic organic compounds. Chem. Eng. J. 2011, 172, 1–17. [Google Scholar] [CrossRef]
- Wong, S.; Ngadi, N.; Amin, N.; Abdullah, T.; Inuwa, I. Pyrolysis of low density polyethylene waste in subcritical water optimized by response surface methodology. Environ. Technol. 2016, 37, 245–254. [Google Scholar] [CrossRef]
- Su, X.; Zhao, Y.; Zhang, R.; Bi, J. Investigation on degradation of polyethylene to oils in supercritical water. Fuel Process. Technol. 2004, 85, 1249–1258. [Google Scholar] [CrossRef]
- Tan, X.C.; Zhu, C.C.; Liu, Q.K.; Ma, T.-Y.; Yuan, P.Q.; Cheng, Z.M.; Yuan, W.K. Co-pyrolysis of heavy oil and low density polyethylene in the presence of supercritical water: The suppression of coke formation. Fuel Process. Technol. 2014, 118, 49–54. [Google Scholar] [CrossRef]
- Lilac, W.D.; Lee, S. Kinetics and mechanisms of styrene monomer recovery from waste polystyrene by supercritical water partial oxidation. Adv. Environ. Res. 2001, 6, 9–16. [Google Scholar] [CrossRef]
- Sharuddin, S.D.A.; Abnisa, F.; Daud, W.M.A.W.; Aroua, M.K. A review on pyrolysis of plastic wastes. Energy Convers. Manag. 2016, 115, 308–326. [Google Scholar] [CrossRef]
- Aguado, J.; Serrano, D.; Escola, J. Fuels from waste plastics by thermal and catalytic processes: A review. Ind. Eng. Chem. Res. 2008, 47, 7982–7992. [Google Scholar] [CrossRef]
- Artetxe, M.; Lopez, G.; Amutio, M.; Elordi, G.; Bilbao, J.; Olazar, M. Cracking of high density polyethylene pyrolysis waxes on HZSM-5 catalysts of different acidity. Ind. Eng. Chem. Res. 2013, 52, 10637–10645. [Google Scholar] [CrossRef]
- Miskolczi, N.; Angyal, A.; Bartha, L.; Valkai, I. Fuels by pyrolysis of waste plastics from agricultural and packaging sectors in a pilot scale reactor. Fuel Process. Technol. 2009, 90, 1032–1040. [Google Scholar] [CrossRef]
- Lee, K.-H.; Shin, D.-H. A comparative study of liquid product on non-catalytic and catalytic degradation of waste plastics using spent FCC catalyst. Korean J. Chem. Eng. 2006, 23, 209–215. [Google Scholar] [CrossRef]
- Barbarias, I.; Artetxe, M.; Arregi, A.; Alvarez, J.; Lopez, G.; Amutio, M.; Olazar, M. Catalytic cracking of HDPE pyrolysis volatiles over a spent FCC catalyst. Chem. Eng. 2015, 43, 1–6. [Google Scholar]
- Abbas-Abadi, M.S.; Ebrahimi, A.; Liyaghati-Delshad, M. The Pyrolysis of High Density Polyethylene and Polystyrene Wastes as Environmental Problem Using Used FCC and Ga/Used FCC Catalysts and Different Heating Rates to Produce the Valuable Products. Current Anal. Chem. 2018, 1, 33–44. [Google Scholar]
- Tamri, Z.; Vaziri Yazdi, A.; Nekoomanesh Haghighi, M.; Seifali Abbas-Abadi, M.; Heidarinasab, A. Effect of temperature, heating rate and zeolite-based catalysts on the pyrolysis of high impact polystyrene (HIPS) waste to produce fuel-like products. Polyolefins J. 2019, 6, 43–52. [Google Scholar]
- Wang, J.L.; Wang, L.L. Catalytic pyrolysis of municipal plastic waste to fuel with nickel-loaded silica-alumina catalysts. Energy Sourcespart A Recoveryutilizationand Environ. Eff. 2011, 33, 1940–1948. [Google Scholar] [CrossRef]
- Sakata, Y.; Uddin, M.A.; Muto, A. Degradation of polyethylene and polypropylene into fuel oil by using solid acid and non-acid catalysts. J. Anal. Appl. Pyrolysis 1999, 51, 135–155. [Google Scholar] [CrossRef]
- Murata, K.; Brebu, M.; Sakata, Y. The effect of silica–alumina catalysts on degradation of polyolefins by a continuous flow reactor. J. Anal. Appl. Pyrolysis 2010, 89, 30–38. [Google Scholar] [CrossRef]
- Sangpatch, T.; Supakata, N.; Kanokkantapong, V.; Jongsomjit, B. Fuel oil generated from the cogon grass-derived Al–Si (Imperata cylindrica (L.) Beauv) catalysed pyrolysis of waste plastics. Heliyon 2019, 5, e02324. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Panda, A.K. Thermo-catalytic degradation of different plastics to drop in liquid fuel using calcium bentonite catalyst. Int. J. Ind. Chem. 2018, 9, 167–176. [Google Scholar] [CrossRef] [Green Version]
- Uzair, M.A.; Waqas, A.; Afzal, A.; Ansari, S.H.; ur Rehman, M.A. Application of acid treated kaolin clay for conversion of polymeric waste material into pyrolysis diesel fuel. In Proceedings of the 2014 International Conference on Energy Systems and Policies (ICESP), Islamabad, Pakistan, 24–26 November 2014; pp. 1–4. [Google Scholar]
- Patil, L.; Varma, A.K.; Singh, G.; Mondal, P. Thermocatalytic degradation of high density polyethylene into liquid product. J. Polym. Environ. 2018, 26, 1920–1929. [Google Scholar] [CrossRef]
- Degnan, T.F. Applications of zeolites in petroleum refining. Top. Catal. 2000, 13, 349–356. [Google Scholar] [CrossRef]
- Magee, J.S.; Mitchell, M.M. Fluid Catalytic Cracking: Science and Technology; Elsevier: Amsterdam, The Netherlands, 1993. [Google Scholar]
- Rajagopalan, K.; Habib, E., Jr. Understand FCC matrix technology. Hydrocarb. Process. 1992, 71, 43–46. [Google Scholar]
- Marcilly, C.R. Where and how shape selectivity of molecular sieves operates in refining and petrochemistry catalytic processes. Top. Catal. 2000, 13, 357–366. [Google Scholar] [CrossRef]
- Lin, Y.H.; Tseng, C.C.; Wei, T.T.; Hsu, C.T. Recycling of dual hazardous wastes in a catalytic fluidizing process. Catal. Today 2011, 174, 37–45. [Google Scholar] [CrossRef]
- Lin, Y.H.; Yang, M.H. Chemical catalysed recycling of waste polymers: Catalytic conversion of polypropylene into fuels and chemicals over spent FCC catalyst in a fluidised-bed reactor. Polym. Degrad. Stab. 2007, 92, 813–821. [Google Scholar] [CrossRef]
- Lin, Y.H.; Yang, M.H. Catalytic conversion of commingled polymer waste into chemicals and fuels over spent FCC commercial catalyst in a fluidised-bed reactor. Appl. Catal. B Environ. 2007, 69, 145–153. [Google Scholar] [CrossRef]
- Rajendran, K.M.; Chintala, V.; Sharma, A.; Pal, S.; Pandey, J.K.; Ghodke, P. Review of Catalyst materials in achieving the liquid hydrocarbon fuels from municipal mixed plastic waste (MMPW). Mater. Today Commun. 2020, 100982. [Google Scholar] [CrossRef]
- Gil, A.; Gandia, L.M.; Vicente, M.A. Recent advances in the synthesis and catalytic applications of pillared clays. Catal. Rev. 2000, 42, 145–212. [Google Scholar] [CrossRef]
- Rehan, M.; Nizami, A.; Shahzad, K.; Ouda, O.; Ismail, I.; Almeelbi, T.; Iqbal, T.; Demirbas, A. Pyrolytic liquid fuel: A source of renewable electricity generation in Makkah. Energy Sourcespart A Recoveryutilizationand Environ. Eff. 2016, 38, 2598–2603. [Google Scholar] [CrossRef]
- Saptoadi, H.; Pratama, N.N. Utilization of plastics waste oil as partial substitute for kerosene in pressurized cookstoves. Int. J. Environ. Sci. Dev. 2015, 6, 363–368. [Google Scholar] [CrossRef] [Green Version]
- Sarker, M.; Rashid, M.M. Waste plastics mixture of polystyrene and polypropylene into light grade fuel using Fe2O3 catalyst. Int. J. Renew. Energy Technol. Res. 2013, 2, 17–28. [Google Scholar]
- Shah, J.; Jan, M.R. Effect of polyethylene terephthalate on the catalytic pyrolysis of polystyrene: Investigation of the liquid products. J. Taiwan Inst. Chem. Eng. 2015, 51, 96–102. [Google Scholar]
- Nileshkumar, K.D.; Jani, R.; Patel, T.M.; Rathod, G.P. Effect of blend ratio of plastic pyrolysis oil and diesel fuel on the performance of single cylinder CI engine. Int. J. Sci. Technol. Eng. 2015, 1, 195–203. [Google Scholar]
- Frigo, S.; Seggiani, M.; Puccini, M.; Vitolo, S. Liquid fuel production from waste tyre pyrolysis and its utilisation in a Diesel engine. Fuel 2014, 116, 399–408. [Google Scholar] [CrossRef]
- Antelava, A.; Pallari, E.; Manos, G.; Constantinou, A. Design and Limitations in Polymer Cracking Fluidized Beds for Energy Recovery. In Plastics to Energy; Al-Salem, S., Ed.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 221–231. [Google Scholar]
- Persson, H.; Duman, I.; Wang, S.; Pettersson, L.; Yang, W. Catalytic pyrolysis over transition metal-modified zeolites: A comparative study between catalyst activity and deactivation. J. Anal. Appl. Pyrolysis 2019, 138, 54–61. [Google Scholar] [CrossRef]
- García, M.T.; Gracia, I.; Duque, G.; de Lucas, A.; Rodríguez, J.F. Study of the solubility and stability of polystyrene wastes in a dissolution recycling process. Waste Manag. 2009, 29, 1814–1818. [Google Scholar] [CrossRef] [PubMed]
- Vollmer, I.; Jenks, M.J.; Roelands, M.C.; White, R.J.; van Harmelen, T.; de Wild, P.; van der Laan, G.P.; Meirer, F.; Keurentjes, J.T.; Weckhuysen, B.M. Beyond Mechanical Recycling: Giving New Life to Plastic Waste. Angew. Chem. Int. Ed. 2020, 59, 2–24. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sharuddin, S.; Abnisa, F.; Daud, W.; Aroua, M. Pyrolysis of plastic waste for liquid fuel production as prospective energy resource. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Banda Aceh, Indonesia, 20–21 September 2017; p. 012001. [Google Scholar]
- Mangesh, V.; Padmanabhan, S.; Tamizhdurai, P.; Ramesh, A. Experimental investigation to identify the type of waste plastic pyrolysis oil suitable for conversion to diesel engine fuel. J. Clean. Prod. 2020, 246, 119066. [Google Scholar] [CrossRef]
- Hamdan, S.; Chong, W.; Ng, J.-H.; Chong, C.; Zhang, H. Nano-tribological characterisation of palm oil-based trimethylolpropane ester for application as boundary lubricant. Tribol. Int. 2018, 127, 1–9. [Google Scholar] [CrossRef]
- Awang, N.; Ramasamy, D.; Kadirgama, K.; Najafi, G.; Sidik, N.A.C. Study on friction and wear of Cellulose Nanocrystal (CNC) nanoparticle as lubricating additive in engine oil. Int. J. Heat Mass Transf. 2019, 131, 1196–1204. [Google Scholar] [CrossRef]
- Talib, N.; Nasir, R.; Rahim, E. Tribological behaviour of modified jatropha oil by mixing hexagonal boron nitride nanoparticles as a bio-based lubricant for machining processes. J. Clean. Prod. 2017, 147, 360–378. [Google Scholar] [CrossRef]
- Hamrock, B.J.; Dowson, D. Isothermal elastohydrodynamic lubrication of point contacts: Part III—fully flooded results. J. Lubrication Technol. 1977, 99, 264–275. [Google Scholar] [CrossRef]
- Stachowiak, G.; Batchelor, A.W. Engineering Tribology; Butterworth-Heinemann: Oxford, UK, 2013. [Google Scholar]
- Wang, Q.J.; Chung, Y.W. Encyclopedia of Tribology; Springer: Berlin, Germany, 2013. [Google Scholar]
- Syahrullail, S.; Kamitani, S.; Shakirin, A. Tribological evaluation of mineral oil and vegetable oil as a lubricant. J. Teknol. 2014, 66, 37–44. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.; Li, P.; Sheng, S.; Tian, H.; Zhang, H.; Zhang, X. Influence of Hydrocarbon Base Oil Molecular Structure on Lubricating Properties in Nano-scale Thin Film. Tribol. Lett. 2019, 67, 111. [Google Scholar] [CrossRef]
- Zhang, J.; Tan, A.; Spikes, H. Effect of base oil structure on elastohydrodynamic friction. Tribol. Lett. 2017, 65, 13. [Google Scholar] [CrossRef] [Green Version]
Figure 1.
A bar graph showing journal articles published between 2000 and 2020 on the topic “conversion of waste plastics to petroleum oils” from Web of Science.
Figure 1.
A bar graph showing journal articles published between 2000 and 2020 on the topic “conversion of waste plastics to petroleum oils” from Web of Science.

Figure 2.
A Compound Annual Growth Rate (CAGR) pictorial representation depicting major markets by region for the year 2019, major fuel produced from waste plastics, and future key market strategies [3].
Figure 2.
A Compound Annual Growth Rate (CAGR) pictorial representation depicting major markets by region for the year 2019, major fuel produced from waste plastics, and future key market strategies [3].

Figure 3.
A pictorial representation depicting major plastics, fuel, and region that play an important role in plastic waste to oil market domain [3]. LDPE, low density polyethylene; HDPE, high DPE; PP, polypropylene; PS, polystyrene.
Figure 3.
A pictorial representation depicting major plastics, fuel, and region that play an important role in plastic waste to oil market domain [3]. LDPE, low density polyethylene; HDPE, high DPE; PP, polypropylene; PS, polystyrene.
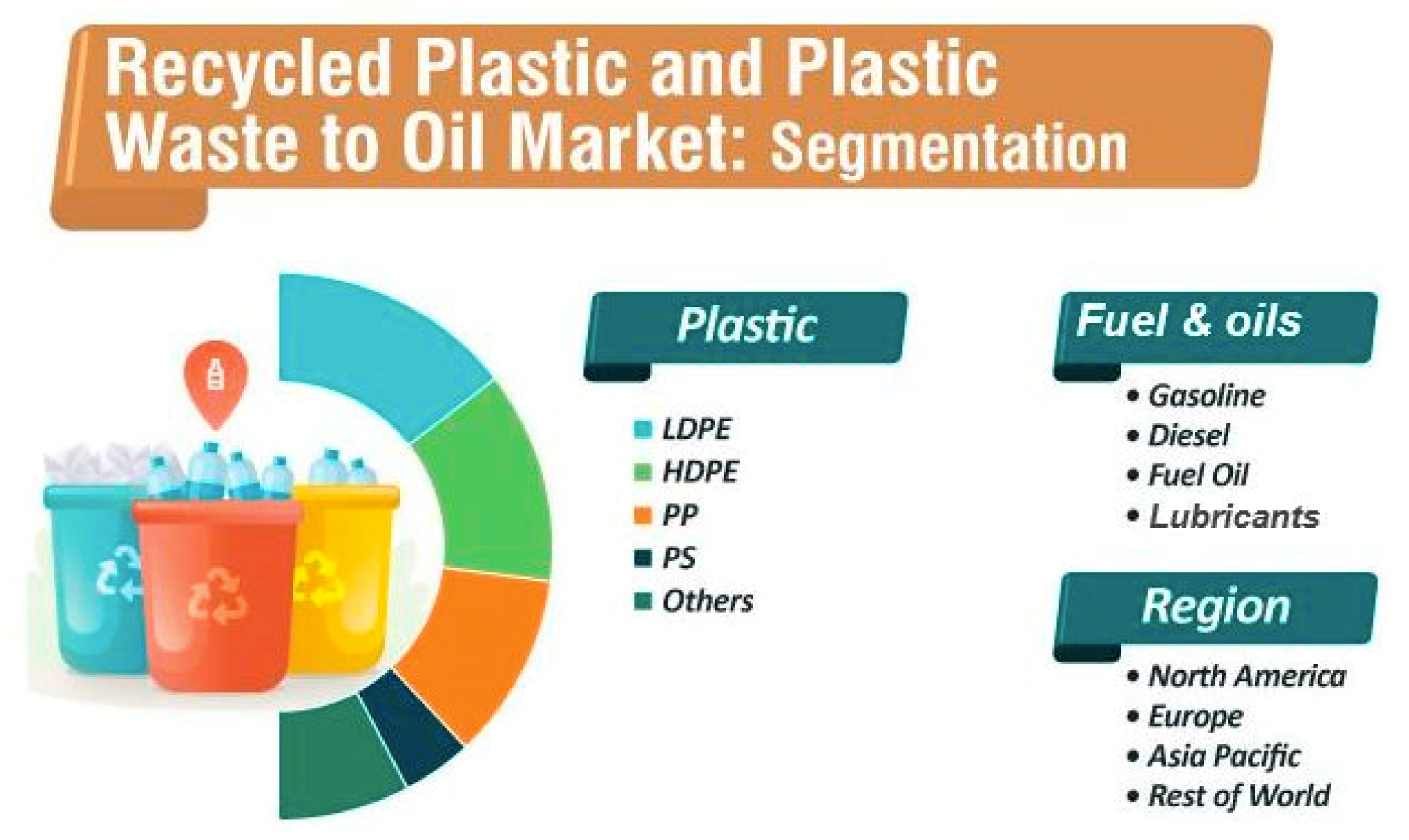
Figure 4.
A flow chart of the waste plastic recycling process.

Figure 5.
Flow chart comparing the thermal pyrolysis process, catalytic pyrolysis, and factors affecting pyrolysis [21,42]. BET, Brunauer–Emmett–Teller.

Figure 6.
Distribution of products at various temperatures for different plastics obtained from pyrolysis [95].
Figure 6.
Distribution of products at various temperatures for different plastics obtained from pyrolysis [95].

Figure 7.
Distribution of product yields with respect to different catalyst concentration [95].
Figure 7.
Distribution of product yields with respect to different catalyst concentration [95].

Figure 8.
Schematic diagram of a pyrolysis unit for the conversion of waste plastics [118]. PID, proportional integral derivative.
Figure 8.
Schematic diagram of a pyrolysis unit for the conversion of waste plastics [118]. PID, proportional integral derivative.
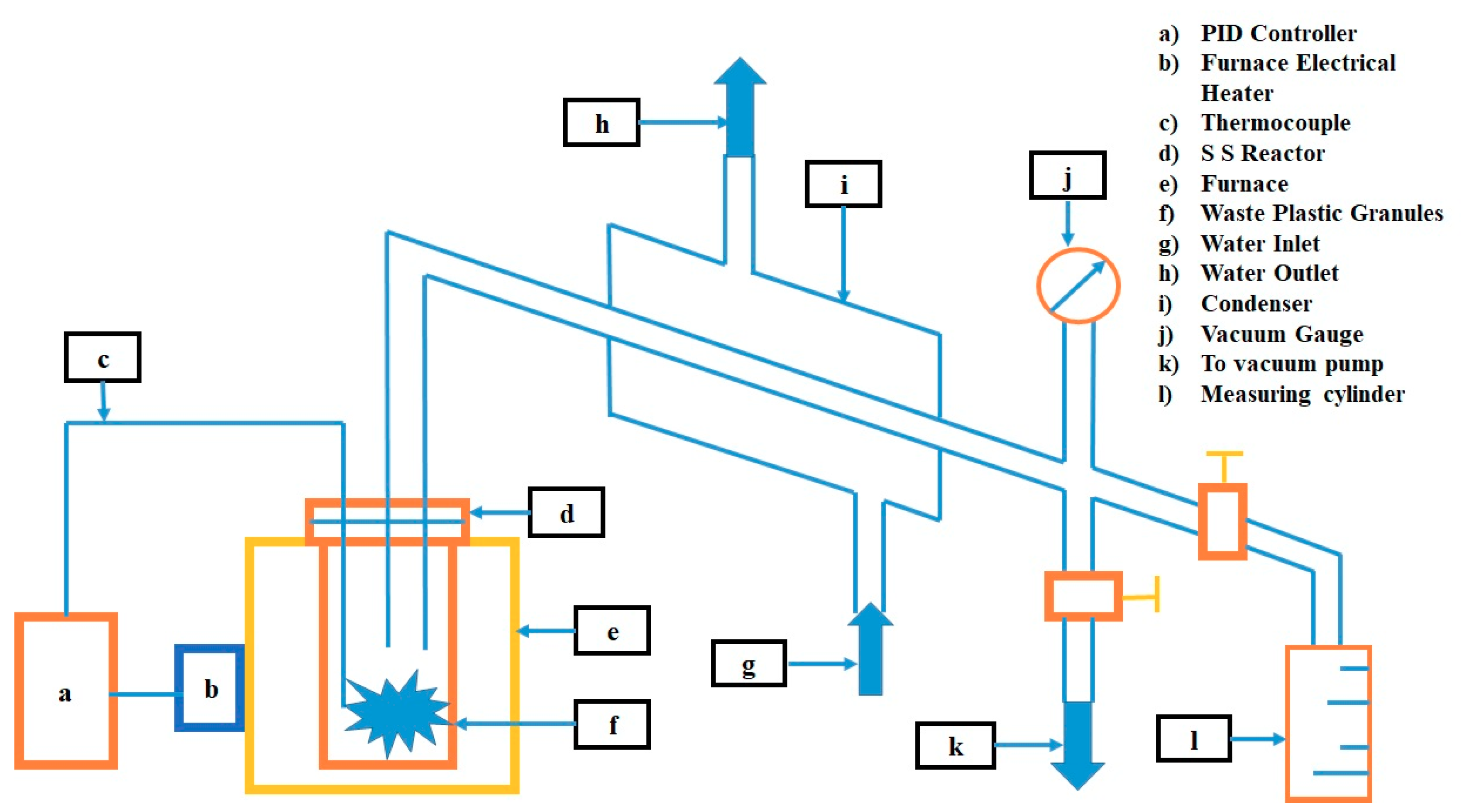
Figure 9.
Kinematic viscosity of waste plastic oils (1,2) compared with bio-lubricants (3,4) and 10W-40 motor oils (5–10).
Figure 9.
Kinematic viscosity of waste plastic oils (1,2) compared with bio-lubricants (3,4) and 10W-40 motor oils (5–10).

Figure 10.
Density of waste plastic oils (1,2) compared with bio-lubricants (3,4), and 10W-40 grade motor oils (5–10).
Figure 10.
Density of waste plastic oils (1,2) compared with bio-lubricants (3,4), and 10W-40 grade motor oils (5–10).

Figure 11.
Coefficient of friction of waste plastic oils (1,2) compared with bio lubricants (3,4), and 10W-40 grade motor oils (5).
Figure 11.
Coefficient of friction of waste plastic oils (1,2) compared with bio lubricants (3,4), and 10W-40 grade motor oils (5).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Comparing mass and energy efficiency of various waste plastic conversion techniques [8].
Table 1.
Comparing mass and energy efficiency of various waste plastic conversion techniques [8].
| Conversion Techniques | Pyrolysis | Catalytic de-Polymerisation | Gasification | Gasification and Methanol to Gasoline Synthesis | Gasification and Bio Conversion to Ethanol |
| INPUT | |||||
| Quantity of waste plastic (kg/h) | 1000 | 1000 | 1000 | 1000 | 1000 |
| Power (MW) | 9.8 | 9.8 | 9.8 | 9.8 | 9.8 |
| OUTPUT | |||||
| Oil Product | Plastic Derived Crude | Diesel/Gasoline Mixture | Synthetic Wax | Synthetic Gasoline | Synthetic Ethanol |
| Quantity of product (kg/h) | 680 | 616 | 228 | 336 | 584 |
| Power (MW) | 8.5 | 7.4 | 3.0 | 4.5 | 4.8 |
| Output as a percentage of input | |||||
| In terms of mass | 68% | 62% | 23% | 34% | 58% |
| In terms of energy | 87% | 76% | 31% | 46% | 49% |
Table 2.
Major composition of liquid oil components from pyrolysis of few waste plastics.
| Waste Plastics | Hydrocarbon Chain Length | ||
|---|---|---|---|
| Low Carbon Chain (C1–C10) | Medium Carbon Chain (C11–C20) | Heavy Carbon Chain (C21 and Above) | |
| PS [21] | Bibenzyl, benzene, stilbene, phenanthrene, anthracene, pentene | Nonadecene, diphenyl cyclopropane, cyclononasiloxane, phenyl naphthalene | Pentacosanol |
| PP [21] | Benzene, pentene, indene, naphthalene, benzenedicarboxylic acid | Isotridecanol, isopropyl methyl heptanol, phenanthrene, cyclononasiloxane, diphenylmethane, diphenylcyclopropane | Nonadecyl penta fluoropropionate, Cyclopropal phenanthrene |
| PE [21] | Benzene, benzenecarboxylic acid | Nonadecene, anthracene, hexadecane, heptadecane, phenylnapthalene, pentadecene, phenanthrene, cyclononasiloxane | Triacontanol, hexacontane |
| HDPE [22] | 1-methyl cyclopentene, 3-methyl cyclopentene, 1-hexene, cyclohexene, 1-heptene, 1-octene, 1-nonene, 1-decene, benzene, toulene | 1-undecene, 1-tridecene | No info. |
| LDPE [23] | No info. | Eicosane, hexadecane, nonadecane, pentadecane, heptadecane | No info. |
| PVC [24] | Azulene, naphthalene | Biphenyl, 9H-fluorene, phenanthrene, fluoranthene, 1H-indene | No info. |
| Slow Pyrolysis | Fast Pyrolysis |
|---|---|
| Residence time is long | Residence time is less |
| Heating rate is slow | Heating rate is high |
| Results in higher degradation of tar and higher gas yields | Results in quick cooling of vapours to form liquid hydrocarbon |
| Main products developed are char | Main products developed are liquid oil and gas |
| Temperature range is 227 to 677 °C | Temperature range is 577 to 977 °C |
Table 4.
Different catalysts employed for waste plastic conversion processes.
| Catalyst | Pore Diameter (A°) | Surface Area (m2/g) | Type of Plastic Employed | Observations from Study | Reference |
|---|---|---|---|---|---|
| HZSM-5 | 39, 47, 84 | 166, 170, 182 | Virgin | Improved octane number of liquid yields | [85] |
| HZSM-5, HY, Hβ | 96, 97, 118 | 182, 221, 231 | Virgin | Increase in percentage of olefin content | [55] |
| HZSM-5 | No info. | 319.4 | Waste | Decrease in content of impurities like sulphur, nitrogen, phosphorous content from pyrolyzed products | [86] |
| FCC | 39.95 | 151 | Waste | Improvement in liquid yield quantity and decrease in content of impurities | [87] |
| FCC | 63 | 84 | Virgin | Increase in quantity of olefin product and non-aromatic hydrocarbon compounds | [88] |
| Used FCC and Ga/used FCC | No info. | 215.2 | Virgin | Increase in content of light oil and decrease of styrene content | [89,90] |
| Solid Si-Al | No info. | No info. | Waste | Improvement in liquid oil content and decrease in solid, gaseous content | [91] |
| Liquid phase Si-Al and vapour phase Si-Al | No info. | 220, 270, 360, 420, 510, 1030 | Virgin | Liquid phase resulted in formation of higher liquid content and vapour phase resulted increased in formation of higher gaseous products | [92] |
| Solid Si-Al | No info. | 240, 420 | Virgin | Increase in content of gaseous product yields | [93] |
| 40:60 ratio of Al-Si | No info. | 200 | Waste | Produced least number of gaseous products | [94] |
| Calcium bentonite clay | No info. | 146 | Virgin | Increase in content of liquid yield up to 500 °C Increase in content of non-condensable gas after 500 °C | [95] |
| Acid treated kaolin clay | No info. | No info. | Waste | Increase in content of liquid oil yield | [96] |
| Nitric acid treated fire clay | 98 | 94 | Virgin | Improvement in content of liquid oil yield | [97] |
Table 5.
Comparison of oil-base properties attained from pyrolysis of HDPE with different ratio of SiO2/Al2O3 HZSM-5 catalyst [85].
Table 5.
Comparison of oil-base properties attained from pyrolysis of HDPE with different ratio of SiO2/Al2O3 HZSM-5 catalyst [85].
| SiO2/Al2O3 Weight Ratio | Octane Number | Olefin (Volume %) | Aromatics (Volume %) | Benzene (Volume %) |
|---|---|---|---|---|
| 30 | 94.1 | 33.1 | 43.3 | 4.2 |
| 80 | 86.7 | 61.2 | 13.5 | 1.3 |
| 280 | 85.9 | 68.9 | 6.9 | 0.46 |
| Required | 95 | Less than 18 | Less than 35 | Less than 1 |
Table 6.
Impact of Ga/used FCC catalyst on PS, and HDPE, and their mixture pyrolysis product yield [89].
Table 6.
Impact of Ga/used FCC catalyst on PS, and HDPE, and their mixture pyrolysis product yield [89].
| PS (g) | HDPE (g) | Ga/Used FCC (g) | Condensed (%) | Gas (%) | Coke (%) | Olefins (%) | Paraffin (%) | Napthenes (%) | Aromatics (%) |
|---|---|---|---|---|---|---|---|---|---|
| 0 | 200 | 30 | 83.9 | 9.9 | 6.2 | 63.2 | 13.2 | 4.3 | 19.3 |
| 200 | 0 | 30 | 89.6 | 4.7 | 5.7 | 0.2 | 0.0 | 0.0 | 99.8 |
| 100 | 100 | 30 | 86.8 | 7.1 | 6.1 | 8.8 | 4.5 | 5.4 | 81.3 |
Table 7.
Impact of used FCC catalyst weight on pyrolysis product of PS and HDPE mixture [89].
Table 7.
Impact of used FCC catalyst weight on pyrolysis product of PS and HDPE mixture [89].
| PS (g) | HDPE (g) | Used FCC (g) | Condensed (%) | Gas (%) | Coke (%) | Olefins (%) | Paraffin (%) | Napthenes (%) | Aromatics (%) |
|---|---|---|---|---|---|---|---|---|---|
| 100 | 100 | 0 | 91.8 | 7.5 | 0.7 | No data | No data | No data | No data |
| 100 | 100 | 10 | 90.3 | 7.8 | 1.9 | 14.5 | 19.6 | 1.6 | 64.3 |
| 100 | 100 | 20 | 87.9 | 8.8 | 3.3 | 15.3 | 16.2 | 2.1 | 66.4 |
| 100 | 100 | 30 | 85.3 | 10.0 | 4.7 | 17.6 | 8.1 | 3.2 | 71.1 |
Table 8.
Test standards for analysing pyrolyzed waste plastic oil properties [5].
Table 8.
Test standards for analysing pyrolyzed waste plastic oil properties [5].
| Liquid Oil Properties | Test Standard |
|---|---|
| Density at specific temperature | IP 131/57 |
| Kinematic viscosity at different temperatures | ASTM D 445 |
| Flash point | ASTM D 93 |
| Fire point | ASTM D 93 |
| Water content | ASTM D 49 |
| Pour point | ASTM D 97 |
| Calorific value | Bomb calorimeter 12/58 |
| Sulphur content | ASTM D 129-00 |
| Carbon residue | ASTM D 189-65 |
| Ash content | ASTM D 48 |
Table 9.
Physical properties of the pyrolyzed waste plastic oils studied.
| Property | Description/Value |
|---|---|
| Appearance | Yellow to dark brown liquid |
| Density range | 700–770 kg/m3 |
| Initial boiling point | 79.5 °C |
| Vapour density | >Air = 1 |
| Flash point | 11.6 °C |
| Auto ignition | 229 °C |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Sikdar, S.; Siddaiah, A.; Menezes, P.L. Conversion of Waste Plastic to Oils for Tribological Applications. Lubricants 2020, 8, 78. https://doi.org/10.3390/lubricants8080078
AMA Style
Sikdar S, Siddaiah A, Menezes PL. Conversion of Waste Plastic to Oils for Tribological Applications. Lubricants. 2020; 8(8):78. https://doi.org/10.3390/lubricants8080078
Chicago/Turabian StyleSikdar, Soumya, Arpith Siddaiah, and Pradeep L. Menezes. 2020. "Conversion of Waste Plastic to Oils for Tribological Applications" Lubricants 8, no. 8: 78. https://doi.org/10.3390/lubricants8080078
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.