Tensile Behavior and Formability of Pre-Painted Steel Sheets




Abstract
:1. Introduction
2. Material and Experimental Methods
2.1. Material
2.2. Test Methods
2.2.1. Tensile Tests
2.2.2. Hemispherical Punch Tests
3. Results and Discussion
3.1. Tensile Behaviour of the Steel Sheet
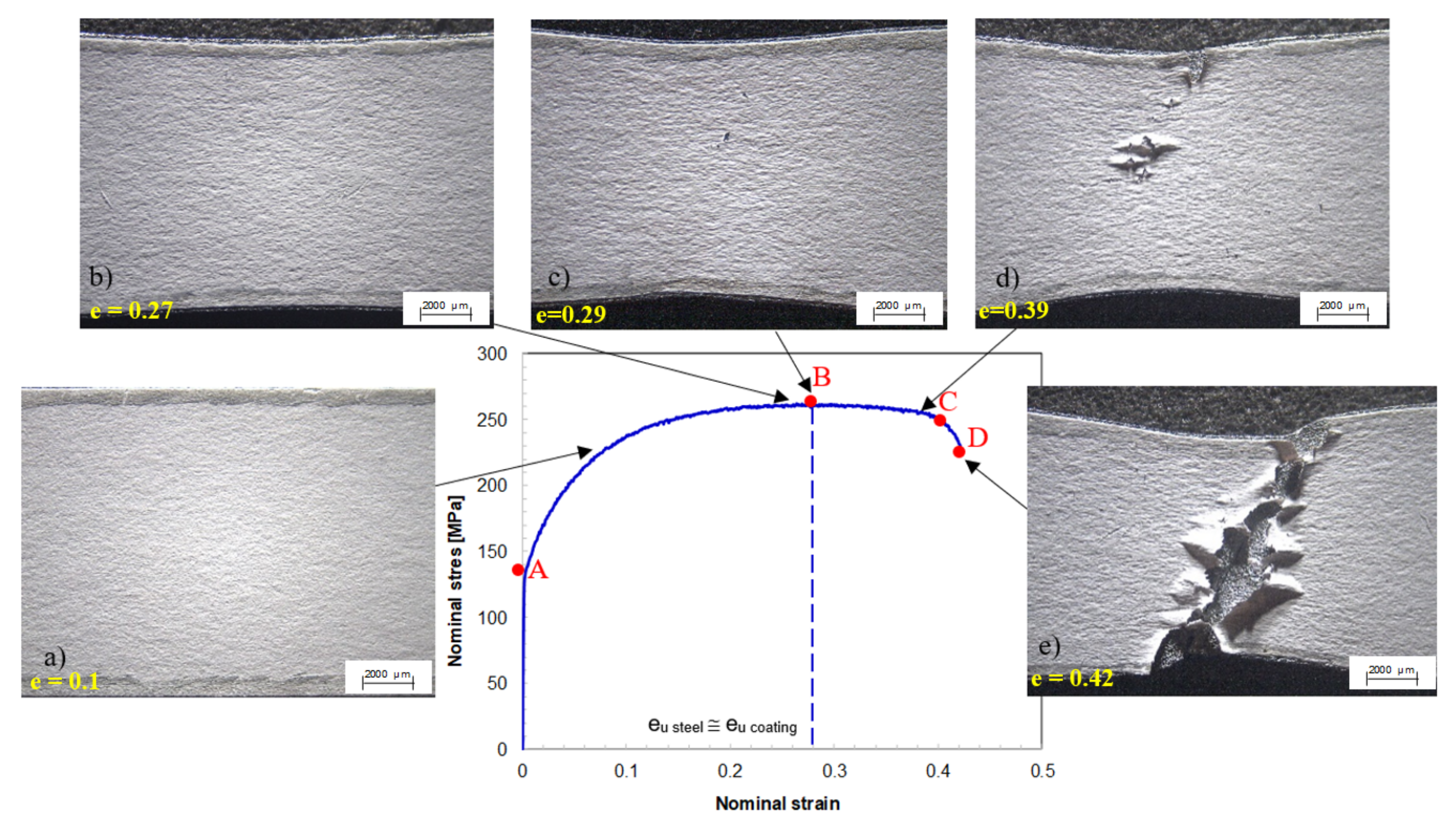
3.2. Tensile Behavior of the Paint Coating
3.3. Biaxial Balanced Stretching Behavior of the Steel Sheet
3.4. Biaxial Balanced Stretching Capability of the Paint Coating
4. Conclusions
- Uniaxial stretching condition:
- The pre-painted sheet is characterized by a wide post-necking deformation due to the high normal anisotropy of steel;
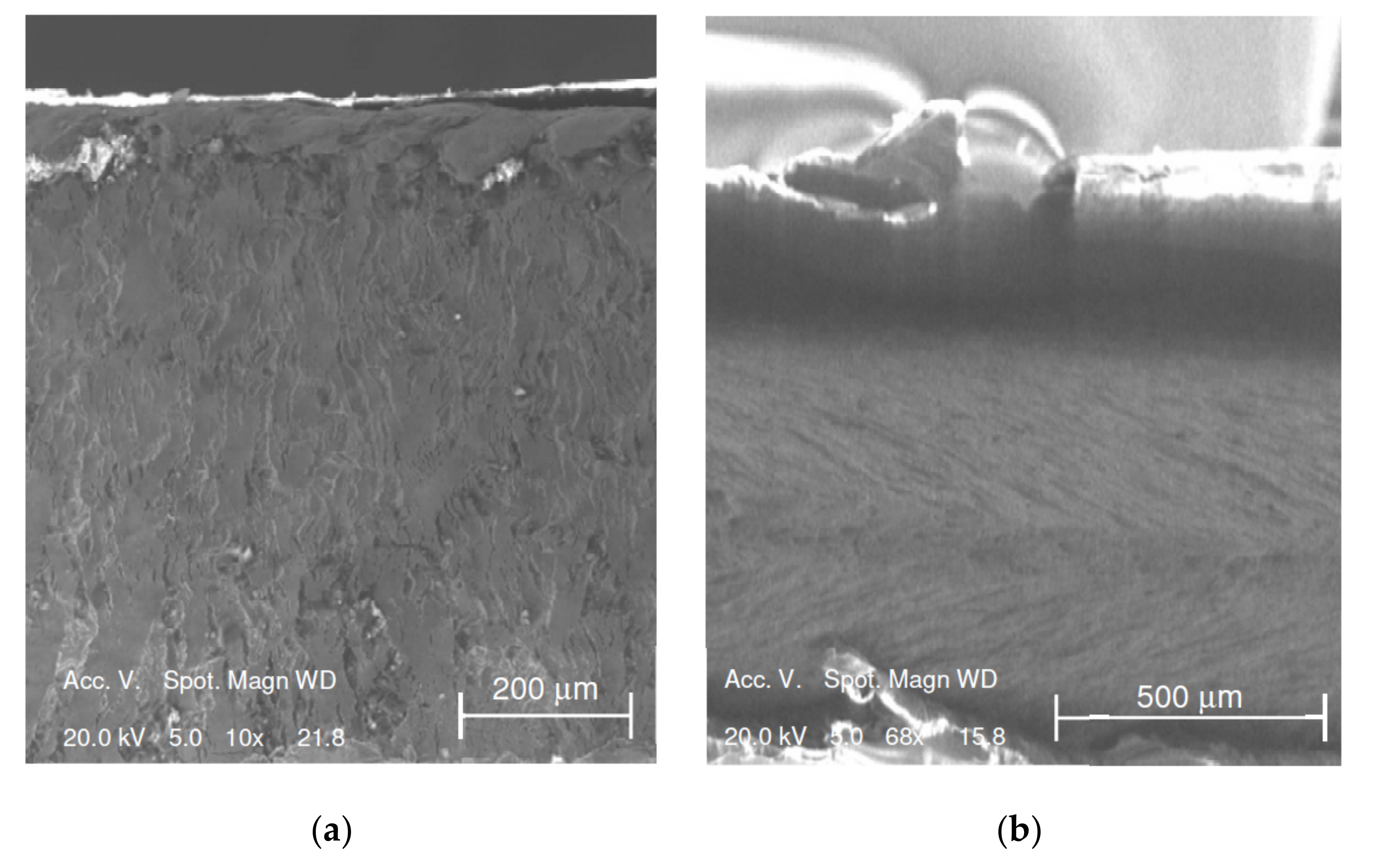
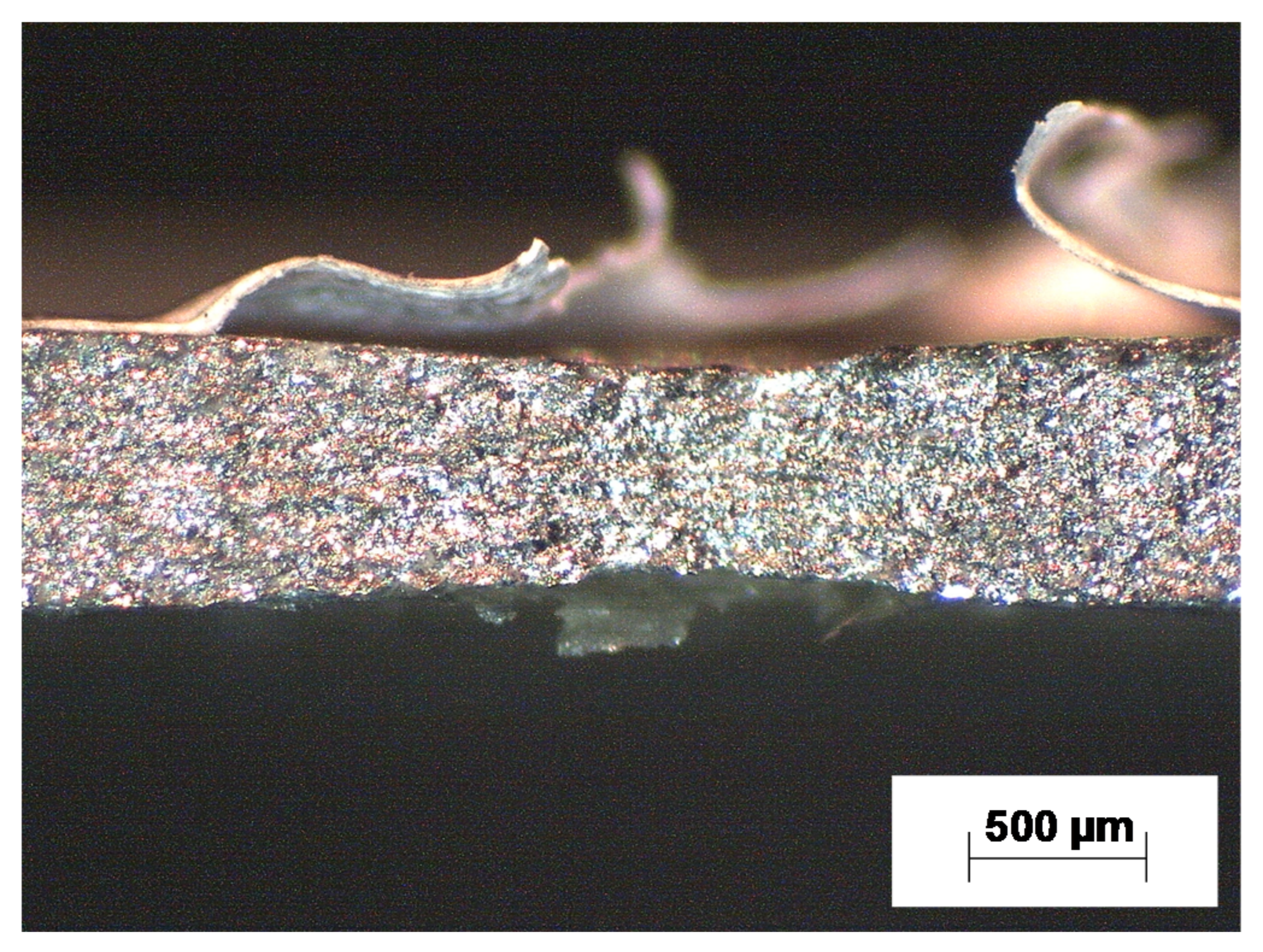
- In the region of uniform elongation of the steel sheet, the paint coating does not exhibit any superficial damage, even though an orange-peel finish appears. At the onset of necking, damages take place and become larger with increasing strain;
- In the uniform deformation region, thicknesses of both steel sheet and paint coating layers are almost constant along the gage length of the sample, while in the post-necking region, a marked decrease in thickness is observed in the zone where necking occurs;
- Biaxial balanced stretching condition:
- The forming limit of the pre-painted steel sheet is defined by the occurrence of coating film damages since the limiting dome height of coating is lower than the one of the steel sheet;
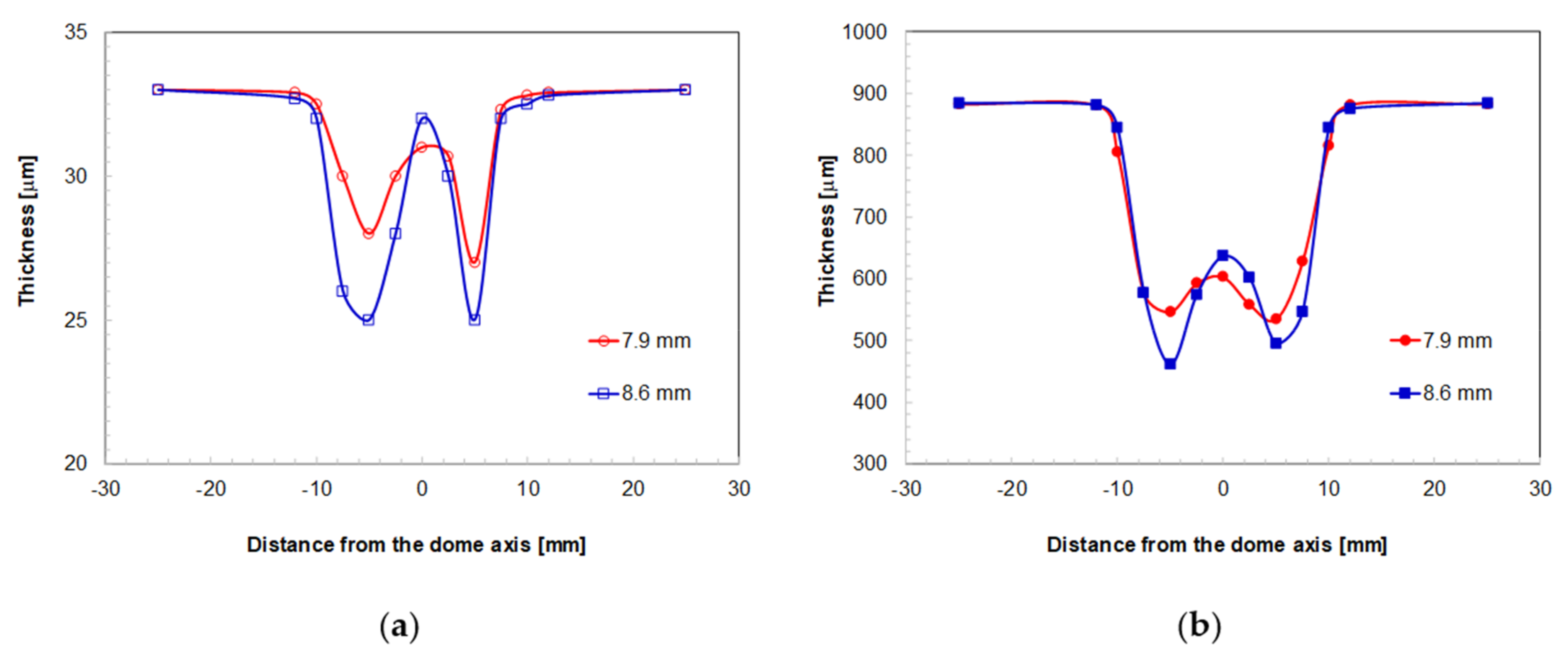
- A negligible thickness variation in the flange zone and a marked thinning from the die edge to the dome axis can be observed. For each layer, the lowest thickness occurs at a radial distance from the dome axis of about 5 mm.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kubo, Y.; Hanya, K.; Kodama, S. Steel sheet for the better human life (application for household electrical appliances, OA equipment). Nippon Steel Tech. Rep. 2012, 101, 48–56. [Google Scholar]
- Vayeda, R.; Wang, J. Adhesion of coatings to sheet metal under plastic deformation. Int. J. Adhes. Adhes. 2007, 27, 480–492. [Google Scholar] [CrossRef]
- Kaczmarczyk, J. Modelling of guillotine cutting of a cold-rolled steel sheet. Materials 2019, 12, 2954. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Escobar-Saldívar, L.J.; Smith, N.R.; González-Velarde, J.L. An approach to product variety management in the painted sheet metal industry. Comput. Ind. Eng. 2008, 54, 474–483. [Google Scholar] [CrossRef]
- Lange, J.; Luisier, A.; Schedin, E.; Ekstrand, G.; Hult, A. Development of scratch tests for pre-painted metal sheet and the influence of paint properties on the scratch resistance. J. Mater. Process. Technol. 1998, 86, 300–305. [Google Scholar] [CrossRef]
- Prosek, T.; Nazarov, A.; Olivier, M.G.; Vandermiers, C.; Koberg, D.; Thierry, D. The role of stress and topcoat properties in blistering of coil-coated materials. Prog. Org. Coatings 2010, 68, 328–333. [Google Scholar] [CrossRef]
- Moon, J.I.; Lee, Y.H.; Kim, H.J. Prediction of formability in drawing of PCM using tensile test and DMA creep test. Polym. Test. 2012, 31, 572–578. [Google Scholar] [CrossRef]
- Behrens, B.A.; Gaebel, C.M. Formability of an anti-fingerprint clear coating on satin stainless steel sheet metal. Prod. Eng. 2013, 7, 275–281. [Google Scholar] [CrossRef]
- Huang, C.H.; Schmid, S.R.; Wang, J.E. Thermal effects on polymer laminated steel formability in ironing. J. Manuf. Sci. Eng. Trans. ASME 2001, 123, 225–230. [Google Scholar] [CrossRef]
- ASTM A653/A653M-19a, Standard Specification for Steel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by the Hot-Dip Process; ASTM International: West Conshohocken, PA, USA, 2019.
- EN 10346:2015, Continuously Hot-Dip Coated Steel Flat Products for Cold Forming—Technical Delivery Conditions; ASTM International: West Conshohocken, PA, USA, 2015.
- EN 10143:2006, Continuously Hot-Dip Coated Steel Sheet and Strip—Tolerances on Dimensions and Shape; ASTM International: West Conshohocken, PA, USA, 2006.
- International, A. ASTM E8/E8M-16a, Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2016.
- International, A. ASTM E646-16, Standard Test Method for Tensile Strain-Hardening Exponents (n -Values) of Metallic Sheet Materials; ASTM International: West Conshohocken, PA, USA, 2016.
- Kalpakjian, S.; Schmid, S.R. Manufacturing Engineering & Technology, 8th ed.; Pearson Education: London, UK, 2019; ISBN 0135228603. [Google Scholar]
- Sasso, M.; Mancini, E.; Chiappini, G.; Simoncini, M.; Forcellese, A. Adapted Nakazima test to evaluate dynamic effect on strain distribution and dome height in balanced biaxial stretching condition. Int. J. Mech. Sci. 2018, 148, 50–63. [Google Scholar] [CrossRef]
- Forcellese, A.; Simoncini, M. Plastic flow behaviour and formability of friction stir welded joints in AZ31 thin sheets obtained using the “pinless” tool configuration. Mater. Des. 2012, 36, 123–129. [Google Scholar] [CrossRef]
- Bruni, C.; Forcellese, A.; Gabrielli, F.; Simoncini, M. Post-welding formability of AZ31 magnesium alloy. Mater. Des. 2011, 32, 2988–2991. [Google Scholar] [CrossRef]
- Forcellese, A.; Fratini, L.; Gabrielli, F.; Simoncini, M. Formability of Friction Stir Welded AZ31 Magnesium Alloy Sheets; Trans Tech Publications: Stafa-Zurich, Switzerland, 2010; Volume 638–642, ISBN 0878492941. [Google Scholar]
- Casalino, G.; El Mehtedi, M.; Forcellese, A.; Simoncini, M. Effect of cold rolling on the mechanical properties and formability of FSWed sheets in AA5754-H114. Metals 2018, 8, 223. [Google Scholar] [CrossRef] [Green Version]
- American Society for Metals. Metals Handbook: Forming and Forging (Volume 14), 9th ed.; ASM International: Novelty, OH, USA, 1980; ISBN 0871700204. [Google Scholar]
- Kim, H.Y.; Hwang, B.C.; Bae, W.B. An experimental study on forming characteristics of pre-coated sheet metals. J. Mater. Process. Technol. 2002, 120, 290–295. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Strength Coefficient, K [MPa] | Strain Hardening Exponent, n | Yield Strength, YS [MPa] | Ultimate Tensile Strength, UTS [MPa] | Uniform Elongation, eu | Total Elongation, et | Normal Anisotropy, R |
|---|---|---|---|---|---|---|
| 489 | 0.27 | 142 | 260 | 0.29 | 0.42 | 2.2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Forcellese, A.; Mancia, T.; Simoncini, M. Tensile Behavior and Formability of Pre-Painted Steel Sheets. Metals 2020, 10, 53. https://doi.org/10.3390/met10010053
Forcellese A, Mancia T, Simoncini M. Tensile Behavior and Formability of Pre-Painted Steel Sheets. Metals. 2020; 10(1):53. https://doi.org/10.3390/met10010053
Chicago/Turabian StyleForcellese, Archimede, Tommaso Mancia, and Michela Simoncini. 2020. "Tensile Behavior and Formability of Pre-Painted Steel Sheets" Metals 10, no. 1: 53. https://doi.org/10.3390/met10010053
APA StyleForcellese, A., Mancia, T., & Simoncini, M. (2020). Tensile Behavior and Formability of Pre-Painted Steel Sheets. Metals, 10(1), 53. https://doi.org/10.3390/met10010053