2. Experimental Procedure
To investigate the effect of different FSW configurations on the fatigue properties of EN AW- 5754, sheets with 2 mm thickness, 600 mm length and 170 mm width were used for the evaluation of the accuracy of the LIT method. The chemical composition of the Al alloy used in this study is shown in
Table 1.
The welding experiments were performed with a robotized, force-controlled FSW setup (modified Kuka KR500 heavy-duty robot from Grenzebach Maschinenbau GmbH, 86663 Asbach-Bäumenheim, Germany) that provides an axial force up to 10 kN and a maximum rotational velocity of 14,000 rpm (
Figure 2).
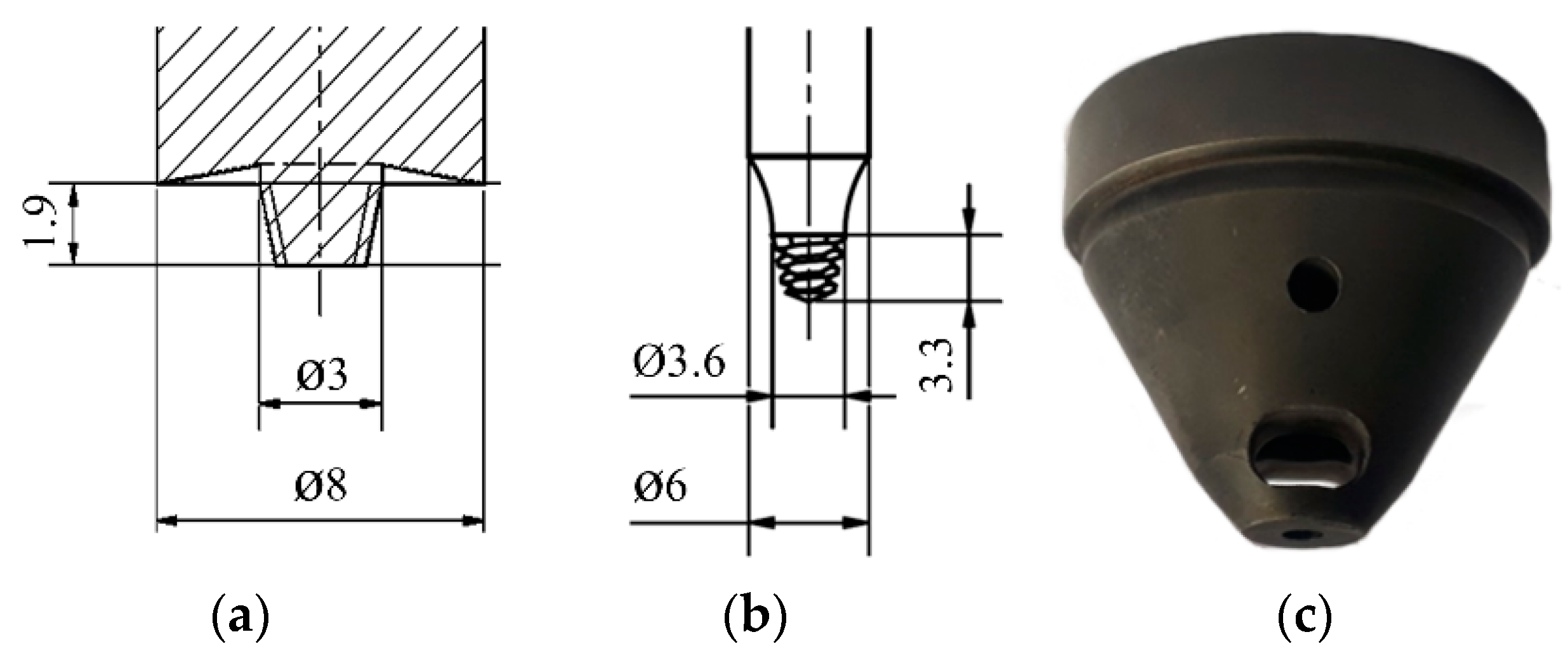
The geometry of each toolset is shown in
Figure 3. The conventional tool was manufactured in-house from hot-working steel 1.2344 (X40CrMoV5-1). The 8 mm shoulder in the conventional tool has a 10° concavity to keep the plasticized material below the shoulder. This prevents the occurrence of irregularities such as flash formation. To increase the material flow in the joining area, the probe was designed with a tapered geometry, a thread and three flanks. The aspect ratio between the shoulder and probe in the conventional configuration was 2.6.
The stationary shoulder tool was purchased from Grenzebach Maschinenbau GmbH. To ensure comparability, the stationary shoulder has a diameter of 8 mm. However, it was designed with no concavity. The probe in the stationary shoulder setup also had a tapered geometry and a thread.
The rotational speeds for conventional and stationary shoulder FSW were 3000 and 11,500 rpm and the process forces 3750 and 3400 N, respectively. During the welding process for both designs, the penetration depth was 95% (i.e., 1.9 mm) of the sheet thickness. The experiments were performed in butt joint configuration, with a welding speed of 1000 mm/min and a constant tilt angle of 2°.
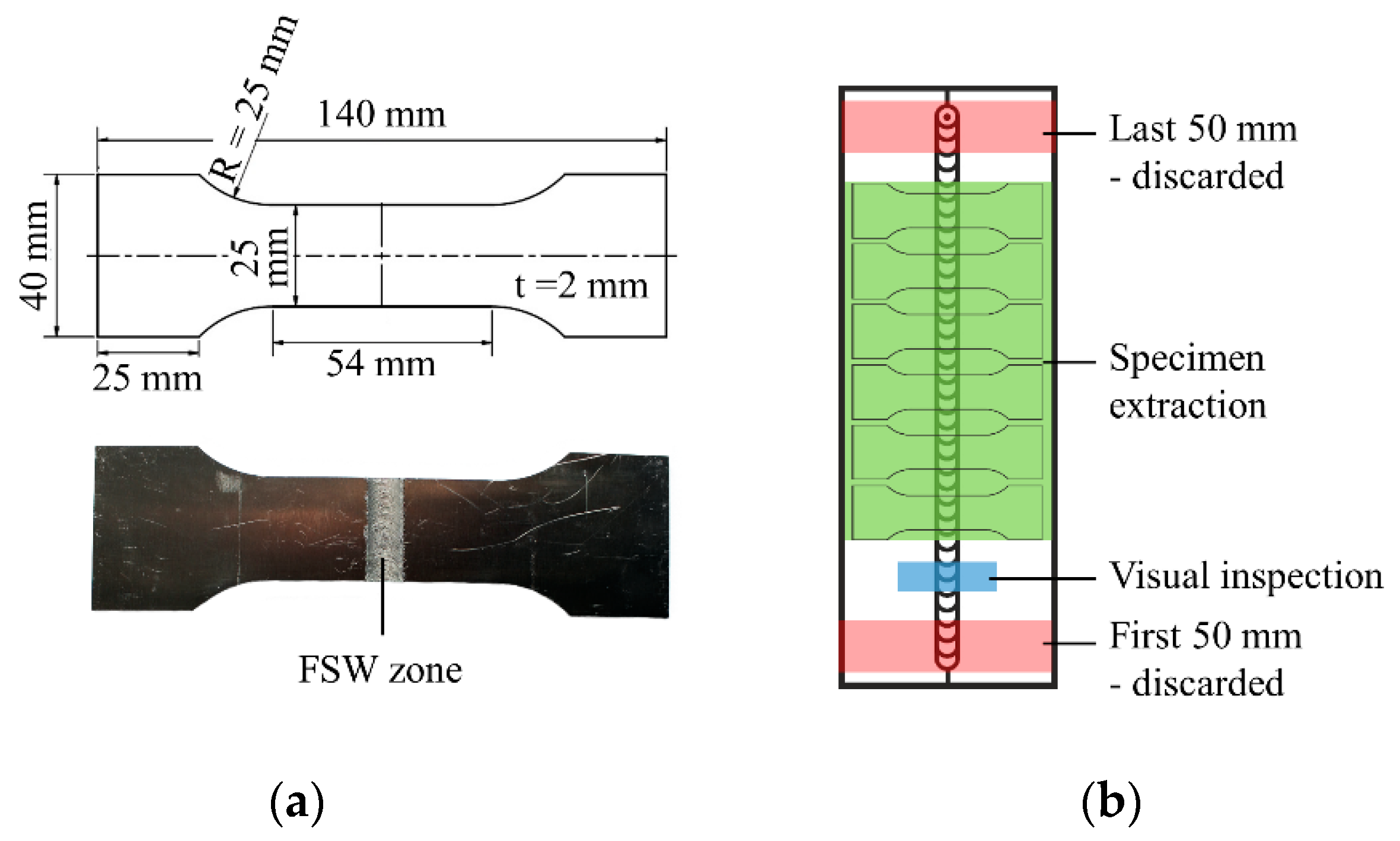
The specimens were cut from the welded sheets by a milling process in accordance with DIN 50125. The specimen geometry is shown in
Figure 4a. The welding process reached a relatively steady-state mode in the middle of the Al sheets, and hence the specimens were extracted from this section (
Figure 4b). The first 50 mm from each side of the sheets was discarded because of the fluctuations during the welding process. To ensure a high weld seam quality and a complete through-weld, bending tests were performed from the root side. These tests detect weld seam irregularities in the inner and on the root side that can favor the initiation of cracks. The specimen edges were polished after the extraction to minimize the effects of the milling on the edges of the specimens.
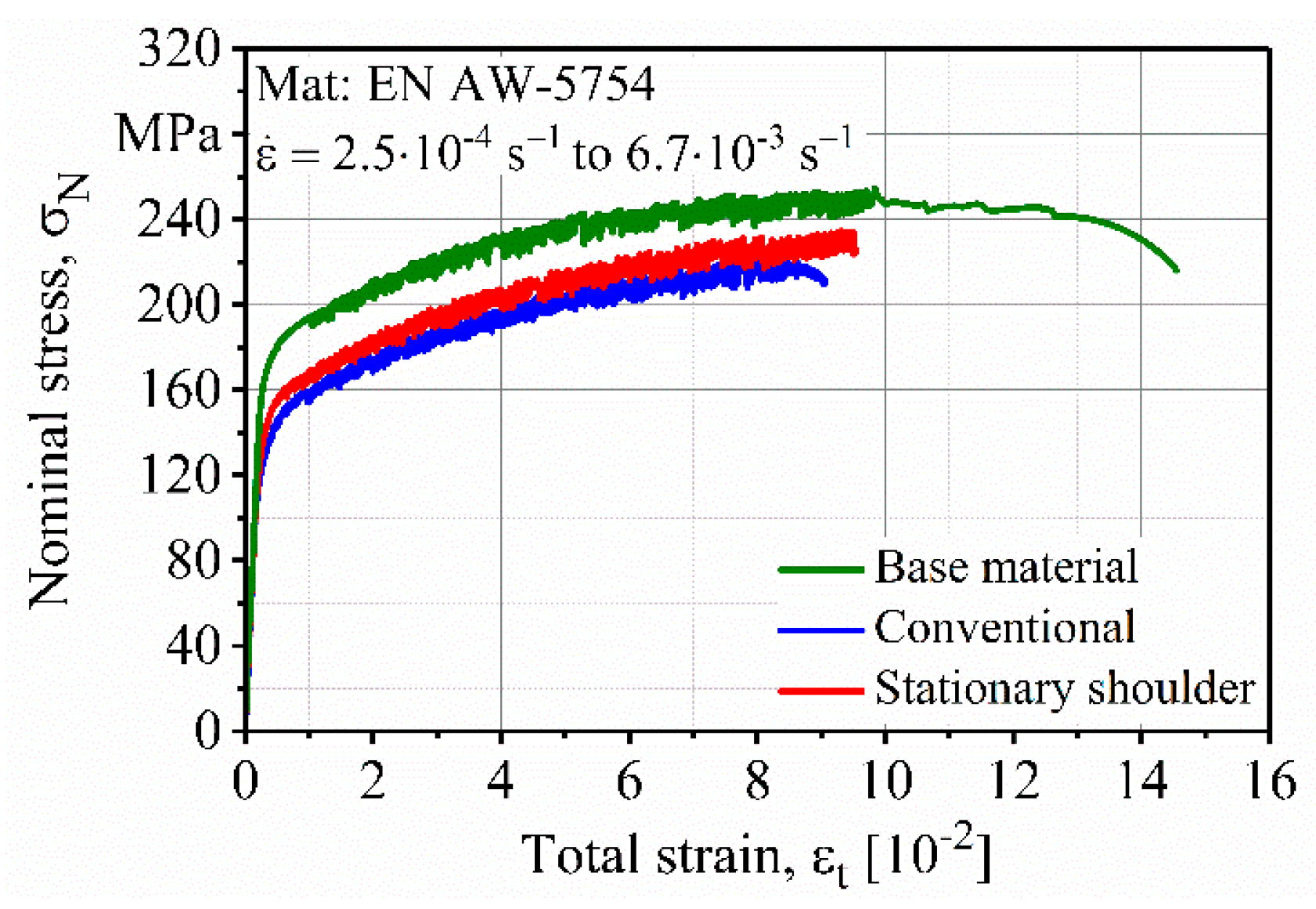
The quasi-static properties of the FSW EN AW-5754 sheets were investigated by tensile tests using a Shimadzu universal testing system (AG-100kNX, Shimadzu, Kyoto, Japan) with a load cell of 100 kN in accordance with ISO 6892-1:2016. During the tensile tests, the total strain (εt) of the specimens was monitored using an extensometer (Shimadzu, Kyoto, Japan) with a gauge length of 50 mm and a strain measurement range of ±5 mm (10%) at an initial strain rate of 𝜀̇ = 2.5 × 10−4 s−1. As the strain reached the maximum allowable measurement range of the extensometer, it was removed from the setup and the tensile test was continued with a strain rate of 𝜀̇ = 6.7 × 10−3 s−1 controlled by the stroke. Tensile tests for each welding procedure were repeated twice.
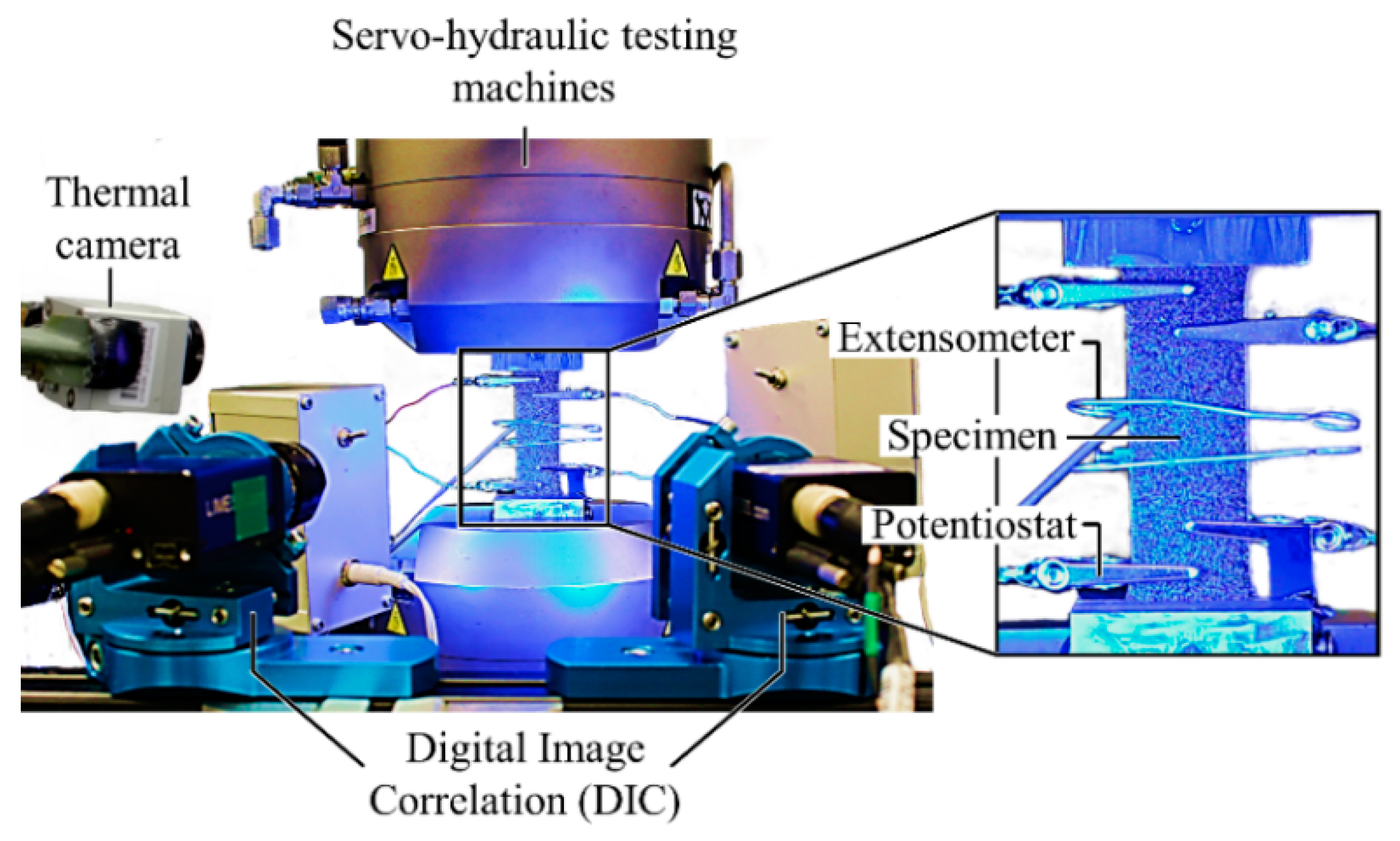
An Instron servohydraulic testing system (8801, Instron, High Wycombe, United Kingdom) with a load cell of 100 kN (
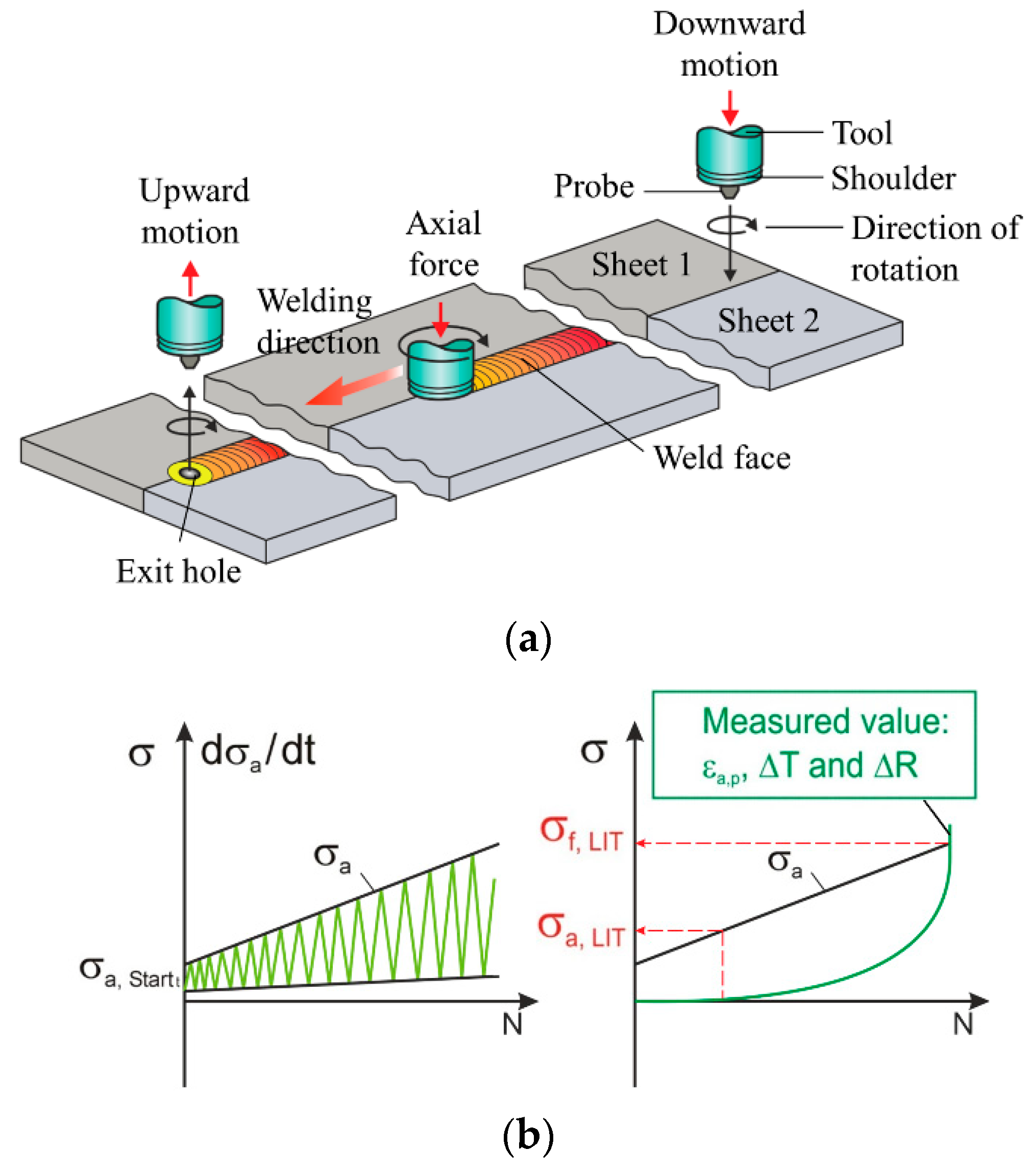
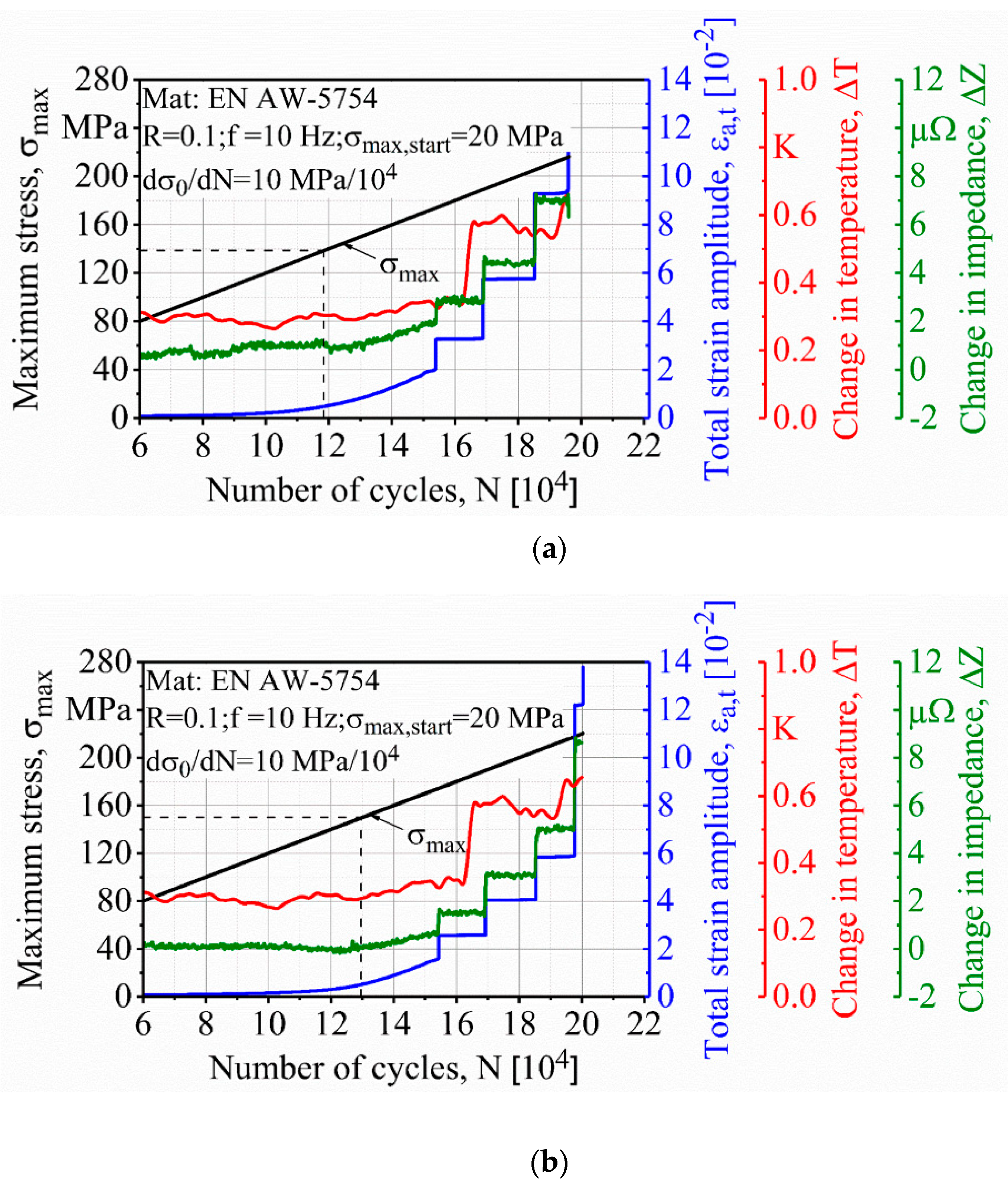
Figure 5) was used to investigate the fatigue properties of the FSW Al alloy specimens. The fatigue investigations were initiated with LIT. It started at a maximum stress level of σ
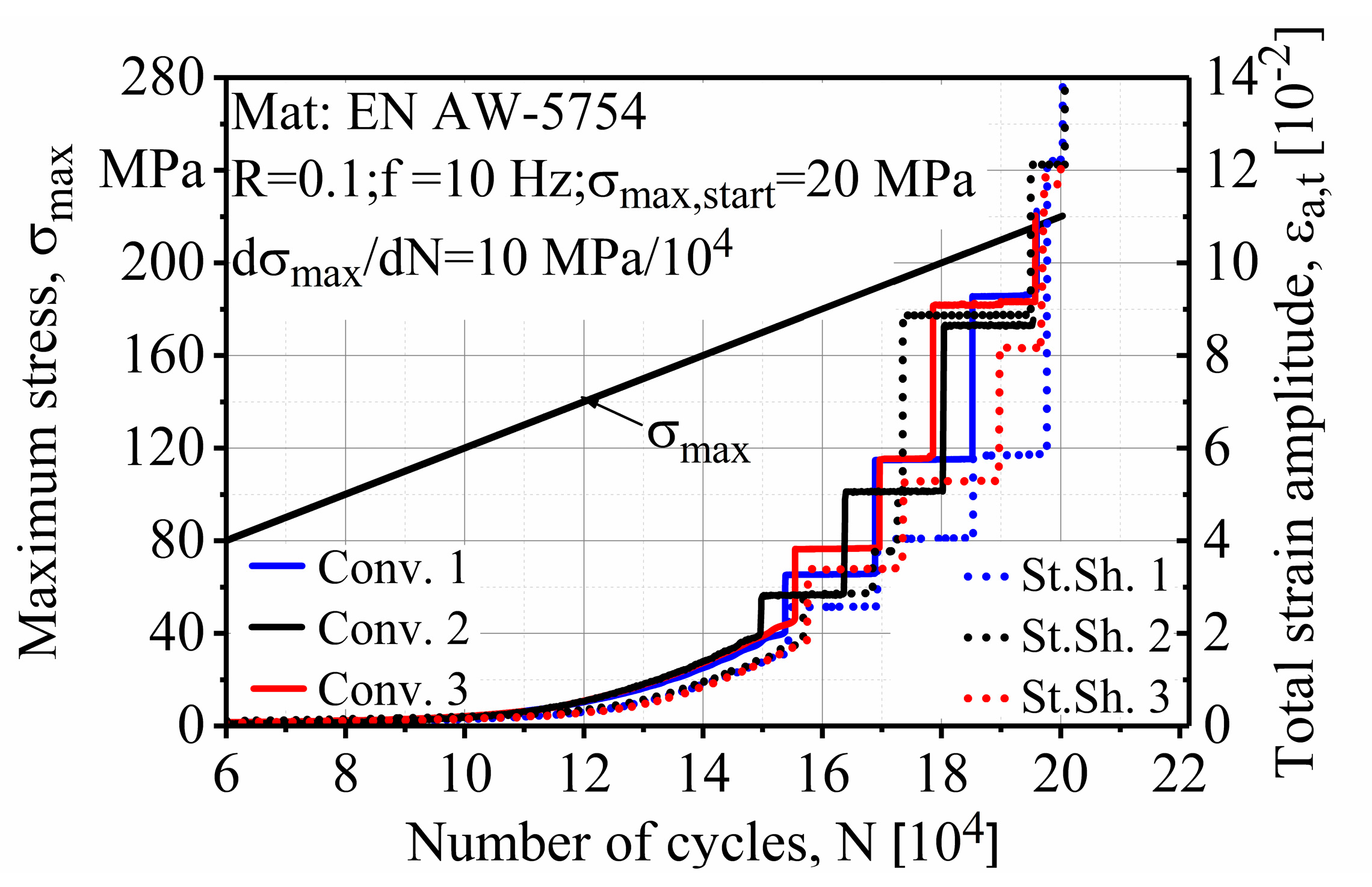
max,start = 20 MPa on the basis that this pressure is far below the fatigue limit and material would therefore be free of damage. The stress level was subsequently increased continuously from a rate of dσ
max/dt = 10 MPa/10
4 until the specimen fractured. The testing frequency was 10 Hz, and the stress ratio was pure tension (R = 0.1). For each configuration, three LITs were carried out to ensure the reliability of the results. During the tests, an extensometer (Instron, High Wycombe, United Kingdom) with a gauge length of 12.5 mm and a strain measurement range of ±40% was used for strain measurement.
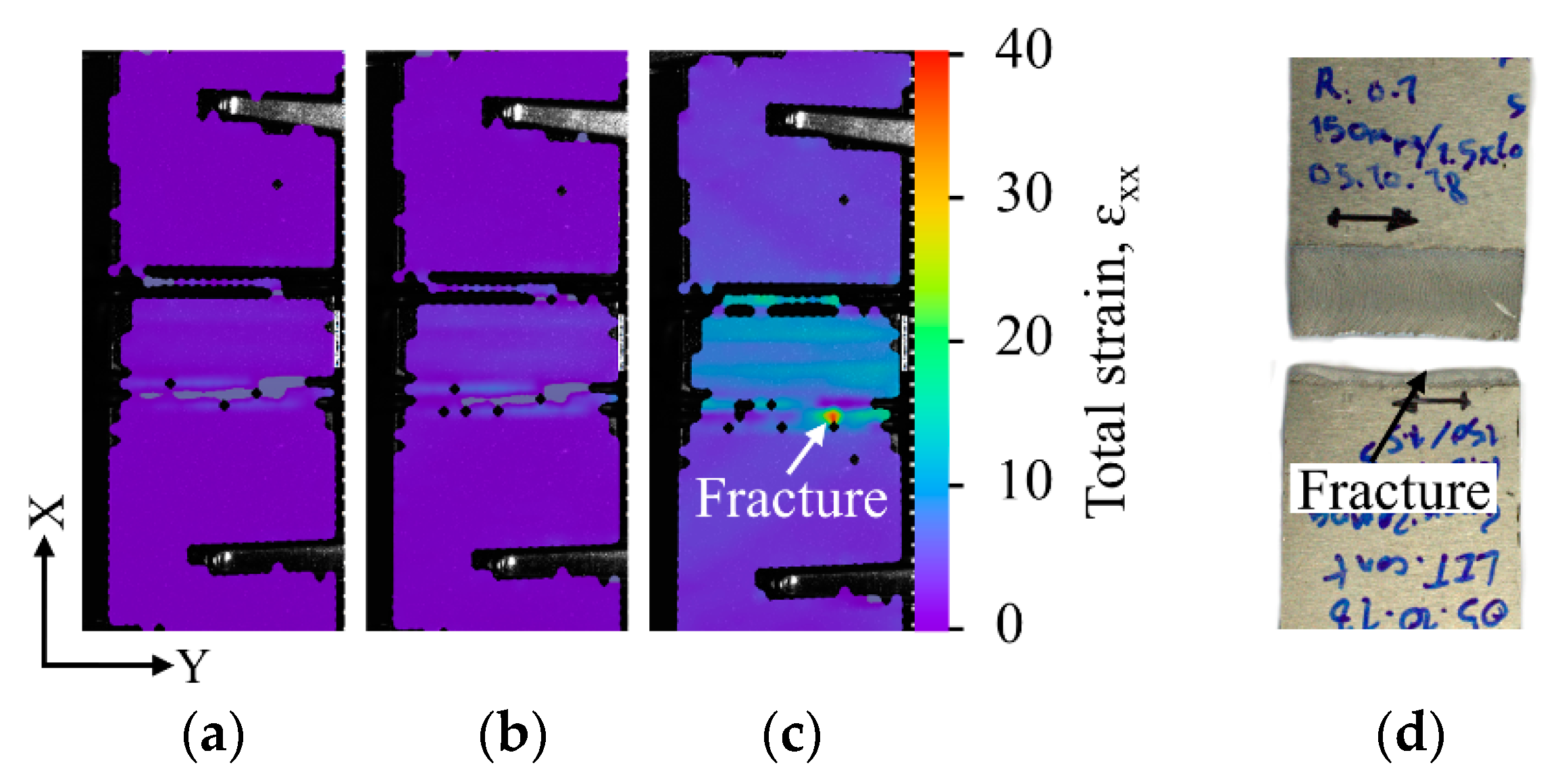
To gain deeper knowledge regarding the local deformations of the specimens, the optical measurement technique of 3D-digital image correlation (DIC) by Limess was used. This system uses a full-field image analysis technique to generate strain maps over the entire specimen during a fatigue test. This system was synchronized with the testing frequency of the testing system (10 Hz) using a frequency-dependent triggered image acquisition technique. In addition to the extensometer and DIC, an electrical measuring system (Gamry Interface 1000 A potentiostat) was used to obtain complementary results with respect to damage detection. The principle of this system is the injection of alternating current (AC) into the specimen to create a current flow between the working electrodes and detection of the changes in the voltage by the counter electrodes. The changes in voltage are triggered by the occurrence and evolution of damage (i.e., crack initiation and growth). A µε TIM 160 thermal imaging camera with a measurement range of −20 to 900 °C and thermal sensitivity of 80 mK was also used. The change in temperature ΔT = T1 − 0.5 × (T2 + T3) was calculated after the test based on the temperatures at the center of the weld nugget (T1) and at points 20 mm higher and lower than the weld nugget (T2, T3).
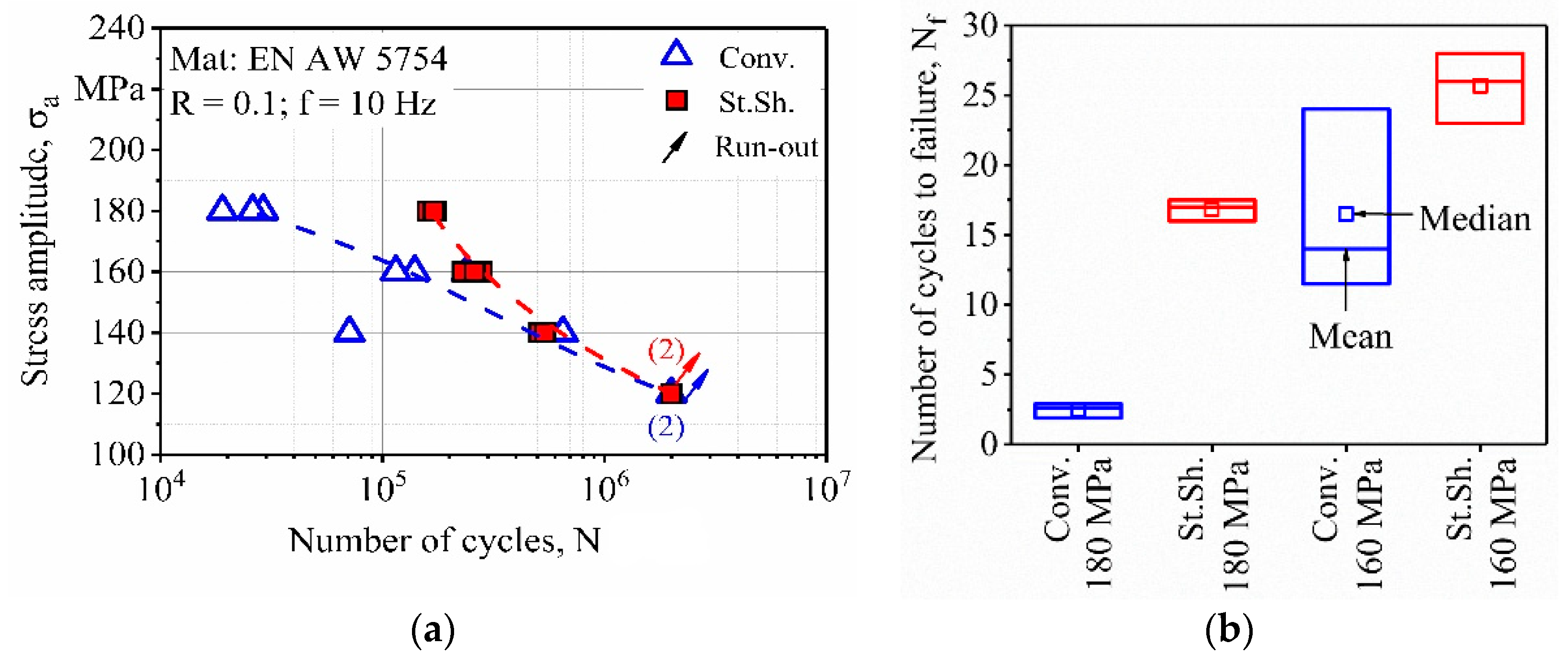
To cover the regime of this specimen relevant to potential applications (high cycle fatigue), four stress amplitudes were chosen for the CAT based on the results obtained from LIT. Three tests were performed for each amplitude using LIT setup.
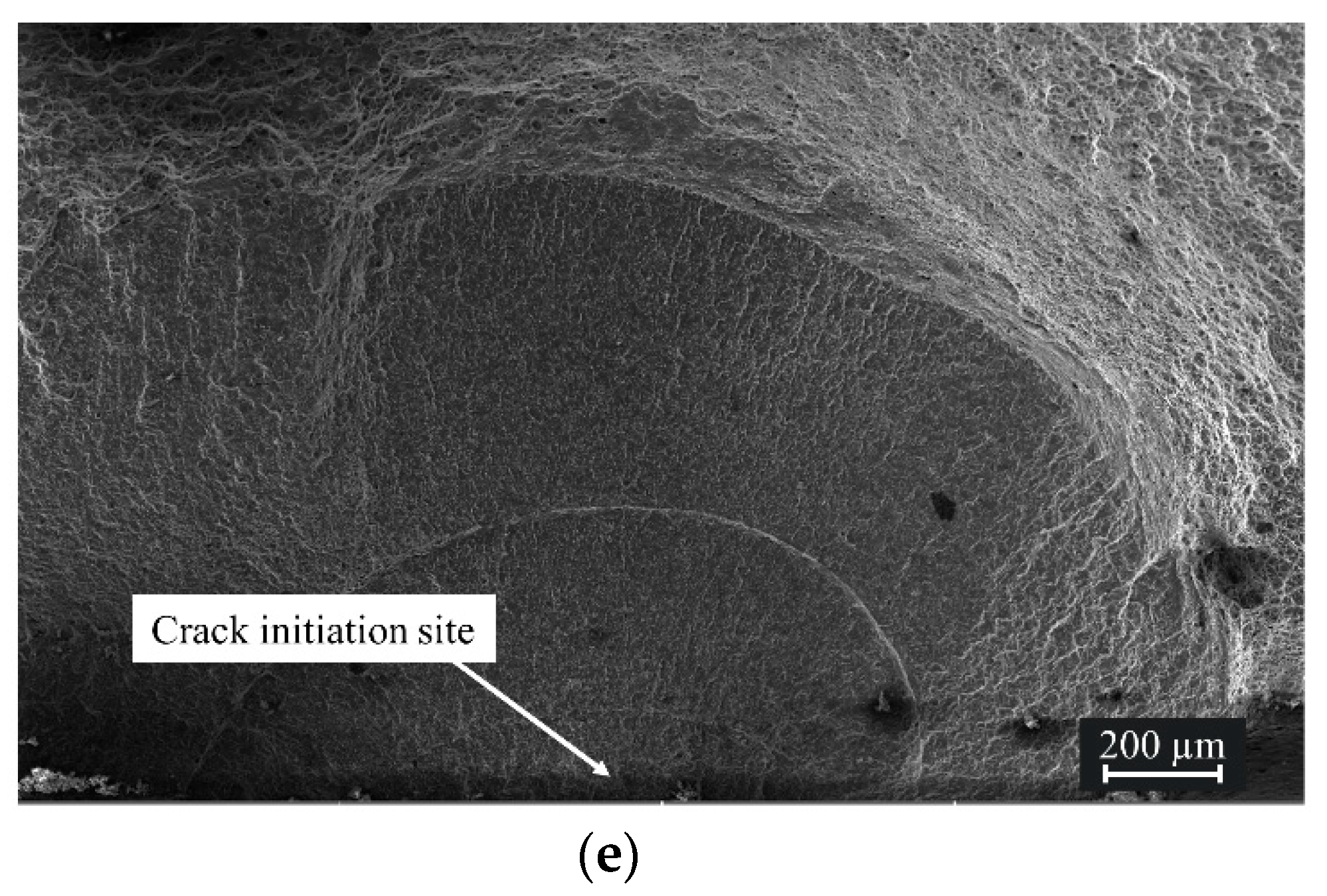
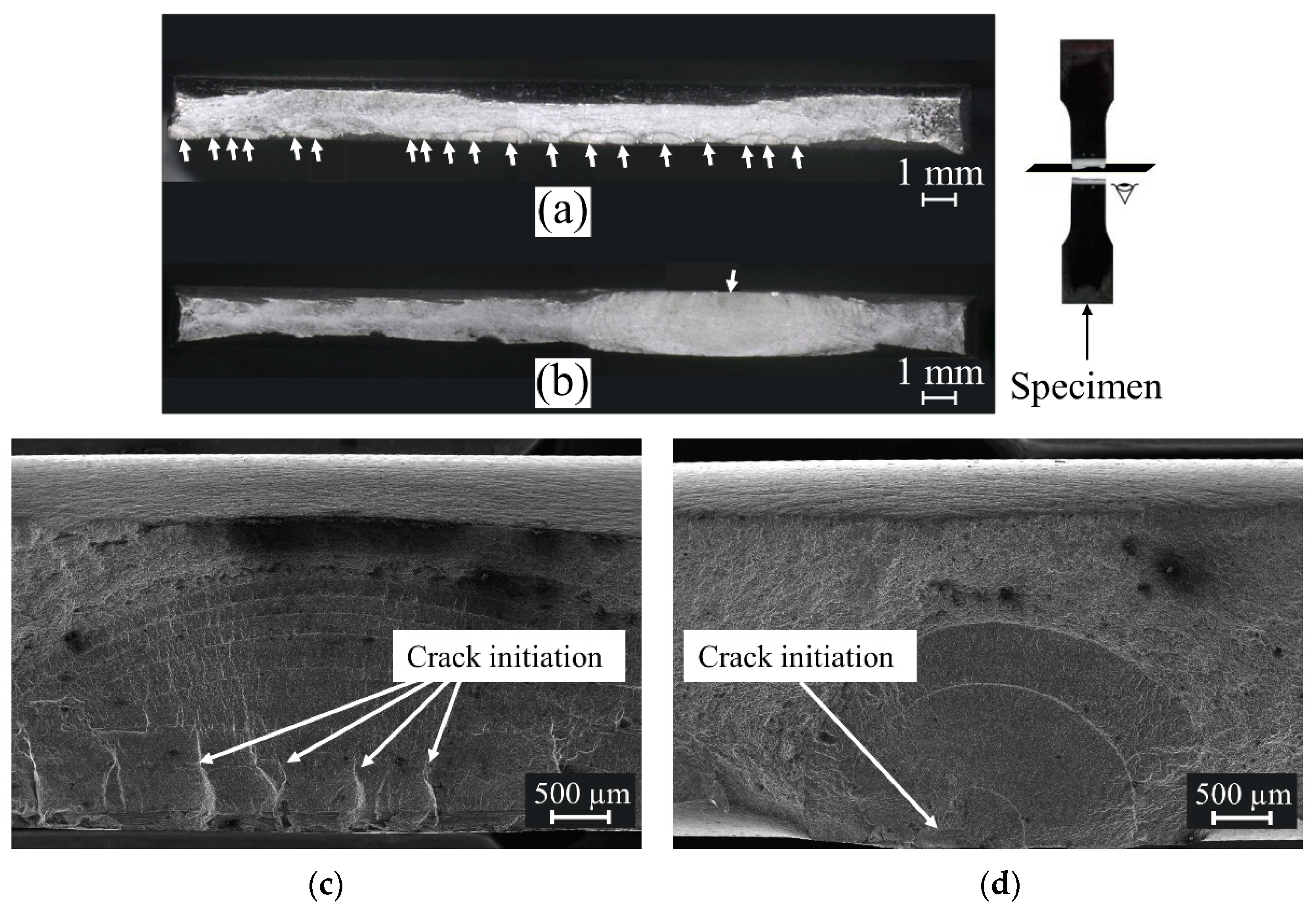
In this study, the influence of the conventional and stationary shoulder FSW on the mechanical properties of the specimens was investigated. After the tests, the fracture surfaces of the specimens were analyzed using light microscopy to determine the fracture mechanisms.
Author Contributions
Investigation, A.B.C.; welding process and resources, M.G.; writing—original draft preparation, A.B.C.; writing—review and editing, A.B.C., F.W., M.G. and J.P.B.; supervision, F.W. and J.P.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Federal Ministry for Economic Affairs and Energy of Germany (BMWI) within the IGF project 19566 BG.
Acknowledgments
The financial funding of the Federal Ministry for Economic Affairs and Energy of Germany (BMWI) is gratefully acknowledged. We acknowledge support for the Article Processing Charge by the Open Access Publication Fund of the Technische Universität Ilmenau. The authors thank Felix Sieber, Torsten Löhn and all industrial participants in particular Markus Weigl, Günther Späth and Andreas Vohrer for the funding and the support.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Gutensohn, M.; Wagner, G.; Walther, F.; Eifler, D. The Fatigue Behaviour of Friction Stir Welded Aluminium Joints. Weld. World 2008, 52, 69–74. [Google Scholar] [CrossRef]
- Thomas, W.M.; Nicholas, E.D. Friction Stir Welding for the Transportation Industries. Mater. Des. 1997, 18, 269–273. [Google Scholar] [CrossRef]
- Kallee, S.W.; Kell, J.M.; Thomas, W.M.; Wiesner, C.S. Development and Implementation of Innovative Joining Processes in the Automotive Industry. In Proceedings of the DVS Annual Welding Conference “Große Schweißtechnische Tagung”, Essen, Germany, 12–14 September 2005. [Google Scholar]
- Aronson, R.B. A New Look at Aircraft Assembly. Manuf. Eng. 2004, 132, 101–108. [Google Scholar]
- Sinhmar, S.; Dwivedi, D.K. Effect of Weld Thermal Cycle on Metallurgical and Corrosion Behavior of Friction Stir Weld Joint of AA2014 Aluminium Alloy. J. Manuf. Process. 2019, 37, 305–320. [Google Scholar] [CrossRef]
- Gibson, B.T.; Lammlein, D.H.; Prater, T.J.; Longhurst, W.R.; Cox, C.D.; Ballun, M.C.; Dharmaraja, K.J.; Cooka, G.E.; Straus, A.M. Friction Stir Welding: Process, Automation, and Control. J. Manuf. Process. 2014, 16, 56–73. [Google Scholar] [CrossRef]
- Weigl, M.; Grätzel, M.; Bergmann, J.P. Technological Progress in Stationary Shoulder Friction Stir Welding of Aluminum Alloys. J. Light Met. Weld. 2020, 58, 60–64. [Google Scholar]
- Walther, F. Microstructure-Oriented Fatigue Assessment of Construction Materials and Joints Using Short-Time Load Increase Procedure. Mater. Test. 2014, 56, 519–527. [Google Scholar] [CrossRef]
- Chehreh, A.B.; Grätzel, M.; Bergmann, J.P.; Walther, F. Effect of Corrosion and Surface Finishing on Fatigue Behavior of Friction Stir Welded EN AW-5754 Aluminum Alloy Using Various Tool Configurations. Materials 2020, 13, 3121. [Google Scholar] [CrossRef] [PubMed]
- Walther, F.; Eifler, D. Cyclic Deformation Behavior of Steels and Light-Metal Alloys. Mater. Sci. Eng. A 2007, 468–470, 259–266. [Google Scholar] [CrossRef]
- Gutensohn, M.; Wagner, G.; Walther, F.; Eifler, D. Cyclic Deformation Behavior of Friction Stir Welded (FSW) Aluminum Joints. In Proceedings of the 11th International Conference on Aluminium Alloys, Aachen, Germany, 22–26 September 2008. [Google Scholar]
- Halim, H.; Wilkinson, D.S.; Niewczas, M. The Portevin-Le Chatelier (PLC) Effect and Shear Band Formation in an AA5754 Alloy. Acta Mater. 2007, 55, 4151–4160. [Google Scholar] [CrossRef]
- Koch, A.; Henkel, T.; Walther, F. Characterization of the Anisotropy of Extruded Profiles Based on Recycled AW6060 Aluminum. In Proceedings of the 3rd International Conference on Structural Integrity and Durability, Dubrovnik, Croatia, 4–7 June 2019. [Google Scholar]
- Dengel, D.; Harig, H. Estimation of the Fatigue Limit by Progressively Increasing Load Tests. Fatigue Fract. Eng. Mater. Struct. 1980, 3, 113–128. [Google Scholar] [CrossRef]
- Awd, M.; Siddique, S.; Johannsen, J.; Emmelmann, C.; Walther, F. Very High-Cycle Fatigue Properties and Microstructural Damage Mechanismsof Selective Laser Melted AlSi10Mg Alloy. Int. J. Fatigue 2019, 124, 55–69. [Google Scholar] [CrossRef]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).

 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}