This section describes the results of the trials mentioned in the methodology, as well as the discussion about them. The series of trials logically ordered will condition the final conclusions, there being at all times a continuous process of feedback.
3.1. Characterization of Raw Materials
A significant percentage of waste is used in this research. These wastes are electric arc furnace slag, ladle furnace slag and discarded cellulose fibers from the paper industry. The use of waste has a number of environmental advantages as discussed above; however, this waste must be physically and chemically characterized in order not to induce problems in the final material.
Firstly, the discarded cellulose fibers from the paper industry were analyzed. These fibers were analyzed, after the treatment described in the methodology, in an elemental analyzer (TruSpec Micro, LECO, St. Joseph, MI, USA) to detect the percentage of carbon, nitrogen, hydrogen and sulfur in the sample. This test is essential for the material under study since, unlike slag, it is organic in nature. The results of the elemental analysis of the cellulose fiber waste from the papermaking industry are detailed in
Table 3.
As can be seen, the percentages of carbon and hydrogen are high, as they correspond to an organic material. On another point, the percentage of nitrogen contained in the sample is low, a fact that should be taken into account as it could damage the final bituminous mix. In turn, the percentage of sulfur is null. The low proportion of elements such as nitrogen and sulfur therefore ensures that these fibers are well incorporated into the bituminous mixtures, since otherwise they could leach contaminant elements and even affect the characteristics of the bituminous mixtures. It is important to note that the sum of the elements analyzed does not correspond to 100% of the chemical composition, so there must be other inorganic chemical elements in the fibers analyzed. These inorganic chemical elements could correspond to the treatment carried out on the cellulose fibers before their use for conforming bituminous mixtures, this main element being sodium, since the fibers are treated with sodium hydroxide.
At the same time, and in order to characterize the cellulose fibers of the papermaking industry in a complete way, the scanning electron microscope test was carried out. This test aims to identify the shape of the fibers with high magnification, focusing mainly on their size and the existence of agglomerations. Both of these detailed factors have a significant influence on the correct mixing of the fibers with the aggregates and the bitumen. The scanning electron microscope therefore provided sufficient physical information to evaluate the suitability of the fibers for homogenization within the bituminous mix and, consequently, the increased retention of bitumen and the elimination of bleeding from the bituminous mix.
Figure 2 shows the image of the cellulose fibers obtained with a scanning electron microscope.
As can be seen in
Figure 2, the cellulose fibers analyzed have millimetric dimensions, and there are no agglomerations of these fibers that could damage their homogeneous distribution in the bituminous mix. Therefore, they are considered to be suitable for use.
Once the cellulose fibers were analyzed, they were characterized the ladle furnace slag. The ladle furnace slag was used as a filler. Therefore, these slags must form, together with the bitumen and cellulose fibers, a mastic of adequate quality to resist the continuous traction loads of the pavement. For this reason, it is essential to characterize them chemically, determining the existence of chemical cementitious compounds or polluting chemical elements that must be controlled in subsequent processes.
Table 4 shows the results of the elemental analysis of the ladle furnace slag.
Elemental analysis of the ladle furnace slag shows that it does indeed correspond to an inorganic material. The low percentage of nitrogen and sulfur, being the latter, of which is very harmful to the final bituminous mix, should be noted. If significant percentages are available of sulfur in the slag, a leachate test should be carried out later to confirm the retention of this element in the bituminous mixture. On the other hand, and due to the ladle furnace slag production process, the existing percentages of carbon and hydrogen come directly from the carbonate compounds and hydration of the oxides present in the slag, as reflected by X-ray fluorescence. This process is natural in this type of material and is mainly due to the open-air exposure of the waste after its extraction.
The X-ray fluorescence test provided sufficient information about the other chemical elements; this test is detailed in
Table 5.
The X-ray fluorescence (Thermo Fisher Scientific, Waltham, MA, USA) test shows a chemical composition of the ladle furnace slag that is logical and derived from its production process. The existence of calcium oxides, magnesium oxides and silicon oxides in a higher proportion is mainly due to the material added to the ladle furnace for steel purification. The incorporation of lime or dolomites in the ladle furnace creates this composition of the steel oxides. In addition, the function of ladle furnace slag is the deoxidation and desulphurization of steel, so it is logical to find metal oxides and sulfur in its composition. However, there are no chemical elements that could directly damage the mechanical characteristics of the bituminous mixtures, nor are there any polluting elements in large proportion that could be leached out later and cause environmental pollution.
On the other hand, the physical properties of the ladle furnace slag were quantified. The main tests to determine these properties, for a material that plays the role of filler in the bituminous mix, are detailed in
Table 6.
It can be seen how the particle density of ladle furnace slag is slightly higher than that of a commercial calcareous filler. At the same time, the bulk density in kerosene of the slag reflects the behavior of a powdery material, which without producing proportioning problems in the factory if it has a reduced particle size is capable of adhering correctly with the bitumen and forming a quality mastic. The non-existence of plasticity avoids subsequent problems of expansiveness due to the existence of clayey particles. This lack of plasticity is due to the chemical composition of the ladle furnace slag, as it is mainly composed of calcium and magnesium oxides.
On the other hand, electric arc furnace slag plays the role of a coarse and fine aggregate in the bituminous mix. The tests carried out must therefore check the suitability of the slag for this purpose. For chemical characterization, the elemental analysis test was carried out; this test is reflected in
Table 7.
Elemental analysis of electric arc furnace slag mainly shows its inorganic composition. The low percentages of carbon and hydrogen reflect that these slags are a more stable material than ladle furnace slags, as no carbonated or hydrated processes of the chemical compounds take place. The null values of sulfur and nitrogen should be highlighted, so there will be no leaching of these elements in the final bituminous mixtures. The remaining chemical elements present in the sample of electric arc furnace slag were determined with the X-ray fluorescence test. This test is shown in
Table 8.
The chemical composition of EAFS derives directly from its formation process. A high percentage of iron is to be expected, since it comes from steel, as well as a high percentage of calcium oxide due to its addition to obtain the final material. The silicon and aluminum oxides are common in the scrap that is used for the manufacture of new steels. Magnesium, manganese and chrome are also common in the composition of steel. The other elements are found in such small percentages that they cannot be extrapolated. The very low percentage of sulfur ensures that the EAFS leachate does not pose an environmental problem, as is the case with other pollutants. Otherwise, we would have to study the leaching of these chemical pollutants and compare them with the limit values established by the regulations. It should be noted that the existence of oxides, mainly calcium oxide, in the unaltered sample of electric arc furnace slag does not cause any subsequent problem of expansion in contact with water. This fact is derived from the industrial process of slag formation: after extracting the residue, the mixture is watered. This produces a carbonate of the oxides and therefore stability in its physical structure.
It should be noted that European or American regulations governing the leaching of chemicals elements of the aggregates for roads show restrictions on heavy metals, chlorides, fluorides or sulphates. These chemical elements are in a proportion of less than 1%, and even much less, in ladle furnace slags and electric arc furnace slags, not existing in their composition in some cases. Therefore, the leaching of these elements is minimal, as the electric arc furnace slag is mainly composed of calcium oxide, iron oxide, silicon oxide and aluminum oxide, as well as the ladle furnace slag of silicon oxide, calcium oxide and magnesium oxide. None of these chemical compounds mentioned are limited in their concentration in the leachate, as they do not produce environmental pollution. In addition, the coating of the slag with bitumen of the bituminous mixture quantitatively reduces the leaching of any element, therefore, the compliance of the quality standards is assured.
Once the chemical composition of the electric arc furnace slag had been analyzed and the absence of chemical elements that could damage the final bituminous mix during its manufacture or its working life had been assessed, the physical and resistance properties of the slag were determined.
Table 9 shows the physical tests carried out on electric arc furnace slag.
As can be seen in
Table 9, the particle density of electric arc furnace slag is higher than that of a traditional aggregate (approximately 2.65 t/m
3). This higher density is due to its chemical composition composed of metallic elements, mainly iron. However, a higher density does not affect the process of conforming bituminous mixtures or their final characteristics, it should only be taken into account for the correct proportioning of the bitumen and the additives, as well as their comparison. Therefore, since the density of the ladle furnace slag is higher than that of the Hornfels aggregate, the bitumen was proportioned by volume so that the results were comparable and it was possible to evaluate which material is capable of absorbing a higher percentage of the bitumen. On the other hand, the sand equivalent test reflects the low proportion of colloidal particles that exist in the electric arc furnace slag, so there are no subsequent problems of expansiveness in the bituminous mix due to clayey materials. The excellent results obtained from the tests on the percentage of broken surfaces and the flakiness index should be highlighted. Both tests reflect the aptitude of the slag for the conformation of Stone Mastic Asphalt type mixtures, since this type of bituminous mixture has a discontinuous grading, the compression loads of the traffic are supported by the friction of the coarse aggregate. Therefore, the coarse aggregate is required to have optimum results from these tests so that no subsequent compaction of the bituminous mix occurs due to the continuous passage of vehicles. This excellent shape of the particles in the electric arc furnace slag is due to the production process, since the continuous oxygenation of the furnace causes the irregular shapes and edges that the particles have.
As mentioned, in Stone Mastic Asphalt mixes the repeated traction loads caused by traffic are borne by the mix mastic formed by the filler, bitumen and fibers. In turn, the compression loads are mainly supported by the coarse aggregate due to friction between particles and due to the discontinuous grading. Therefore, if designing bituminous mixtures for high traffic is intended, the coarse aggregate must have an adequate resistance to avoid its fracture. This resistance has been evaluated by the tests of resistance to fragmentation (standard UNE-EN 1097-2) [
57] and resistance to freezing and thawing cycles (standard UNE-EN 1367-1) [
58] reflecting values of 13 ± 1% and 0.551 ± 0.016%, respectively. These results show the excellent resistance of electric arc furnace slag to both fracture and thermal fatigue and are therefore only comparable with excellent quality and very expensive aggregates, both economically and environmentally.
At the same time, the continuous friction of the tire with the pavement creates a polishing of the aggregate of the bituminous mixture, with the consequent decrease in safety for the driver. Therefore, it is essential to perform the determination test of the polished stone (standard UNE-EN 1097-8) [
59]. This test reflected a value of 58 ± 1. This result ensures an adequate resistance of the slag to the continuous passage of vehicles and a durability in time of the surface roughness.
In short, and based on the results of the waste characterization tests, it can be stated that both electric arc furnace slag and ladle furnace slag and cellulose fibers from the papermaking industry have suitable characteristics for use in bituminous mixtures. However, if it is true that special precautions must be taken to achieve successful incorporation into the bituminous mix.
3.2. Conforming of Bituminous Mixtures and Tests
Once the physical and chemical characteristics of the waste, bituminous mixtures of the families detailed in
Table 2 were conformed, with the grading curve defined in
Figure 1 and with percentages of bitumen in volume of aggregate of 15% to 18%.
All the samples conformed were analyzed to evaluate their physical properties and resistance. The first of the tests carried out on the bituminous mixtures was the bulk density test. This test is shown graphically in
Figure 3.
As can be seen, the bulk density of bituminous mixtures with electric arc furnace slag is higher than the bulk density of mixtures with hornfels aggregate. This fact is fundamentally due to the higher density of the electric arc furnace slag, which does not negatively influence the subsequent results but if is a factor to be taken into account. The difference in density between mixtures made with calcareous filler or ladle furnace slag filler is very small, since the density of both materials is similar and as well the percentage of filler incorporation being lower. In turn, the maximum density of bituminous mixtures conformed is detailed in
Figure 4.
Similarly to the previous case, the maximum density of mixtures that contain electric arc furnace slag is higher than those that incorporate hornfels aggregate, due to the higher density of this material. In turn, mixtures containing ladle furnace slag have a slightly higher density than mixtures conformed with calcareous filler. The results of this test, as well as that of bulk density, directly condition the percentage of voids in bituminous mixtures. The percentage of voids is essential to determine the behavior of the bituminous mixture, being limited by the regulations. The voids content of the different families of mixes is shown in
Figure 5.
The percentage of voids is an essential characteristic to avoid the formation of plastic deformations, to drain rainwater from the surface, to achieve greater friction between tire and pavement, and even to reduce noise caused by vehicle traffic. Therefore, Spanish regulations limit the percentage of voids to between 4% and 7% for this type of bituminous mixture. Based on the above, it can be seen that the mixture with hornfels aggregate has a lower void content than mixtures conformed to electric arc furnace slag. This fact indicates a higher absorption of bitumen by electric arc furnace slags and ladle furnace slags.
Depending on the detailed limitations, ACFC bituminous mixtures are valid up to 17% bitumen by volume and of aggregate. Higher percentages of bitumen would develop an unacceptable void content. On the other hand, ACFC bituminous mixtures have acceptable voids percentages from 15.5% to 17.5%, according to the limitations set by the regulations. In turn, ASFS bituminous mixtures show acceptable percentages of bitumen according to the same limitations from 16% to 18%.
The Marshall test will be in responsible for showing the mechanical resistance of the bituminous mixture and, in short, within the range detailed above by the voids content, the optimum combination of materials for each family of samples.
Figure 6 shows the Marshall stability of the different families of samples.
The Marshall test reflects the superior mechanical resistance of bituminous mixtures conformed to electric arc furnace slag as an aggregate and ladle furnace slag as a filler. In turn, the mixture with electric arc furnace slag and calcareous filler presents a lower resistance than the previous one but slightly higher than the resistance of the bituminous mixture formed with hornfels aggregate and calcareous filler. Two conclusions can be drawn from this fact. On the one hand, the ladle furnace slag has a significant influence on the mechanical resistance of the bituminous mixes conformed, thanks to its cementitious characteristics; on the other hand, the use of electric arc furnace slag makes it possible to absorb a higher percentage of bitumen than hornfels aggregate and obtaining better mechanical resistance. This higher percentage of bitumen, together with the filler and fibers, obtains a quality mastic to withstand repeated traffic loads and, consequently, a longer durability of the bituminous mix over time. It should be noted that if no volume proportioning had been carried out, the higher density of the electric arc furnace slag would have masked the results and the detailed conclusions could not have been obtained.
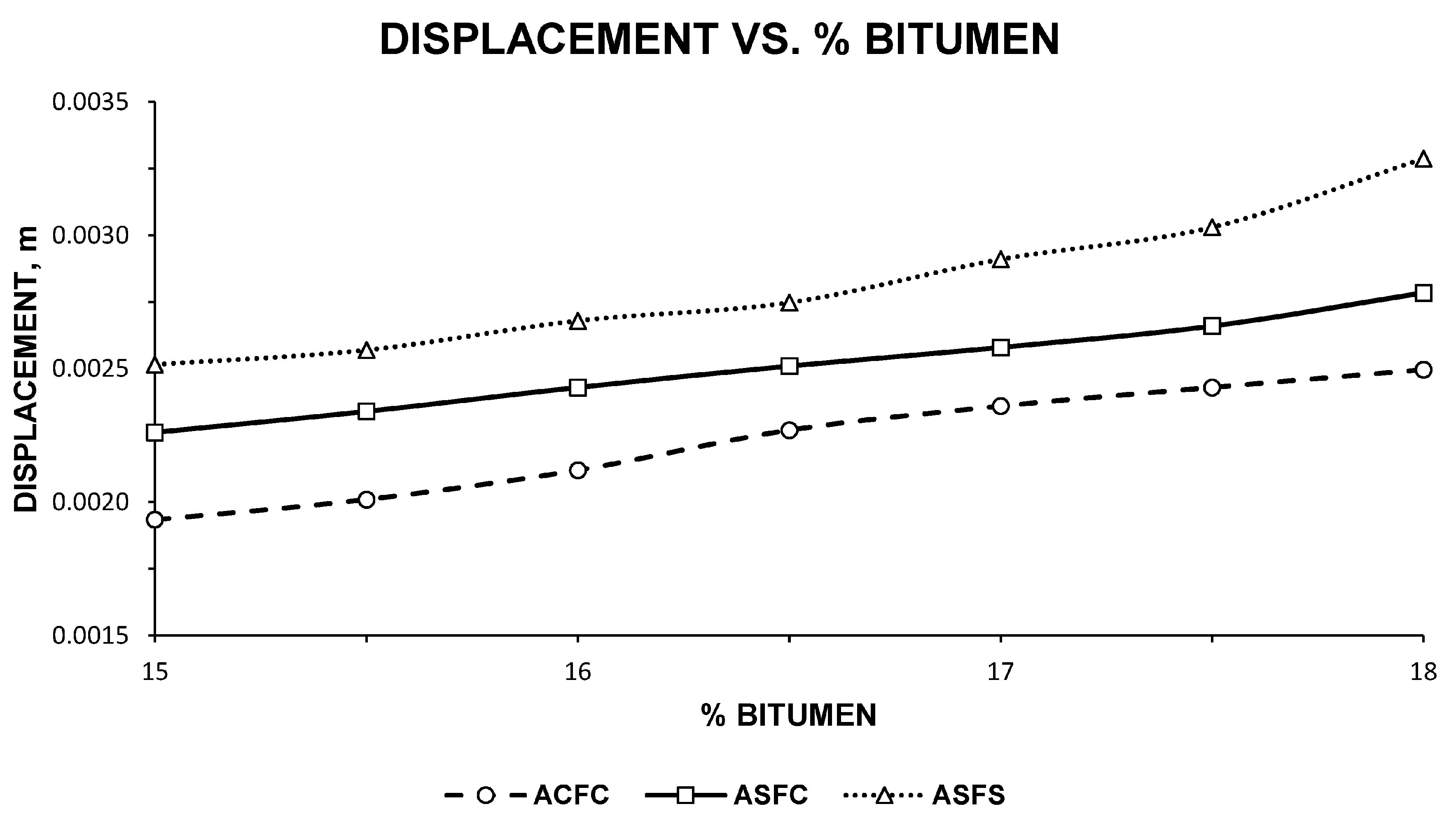
In addition, the Marshall test reflects the possibility of assessing the plastic deformations that may occur in the pavement. Therefore, it is essential to represent and evaluate the deformation of each family of bituminous mixtures. Marshall deformation is shown in
Figure 7.
Marshall deformation, or displacement during the test, is limited by the Spanish regulations for this type of bituminous mixture. The acceptable range of Marshall deformation results is 2 to 3 mm. Therefore, the ACFC family of bituminous mixtures has valid deformation percentages from 15.5% onwards. The ASFC family has acceptable bitumen percentages throughout its range to obtain adequate Marshall deformations. Finally, the ASFS family has adequate deformations, according to the regulations, in the percentages of bitumen from 15% to 17.5%. It is worth noting the greater deformation of the bituminous mixtures conformed with electric furnace slag and, in particular, of the mixtures that incorporate ladle furnace slag filler. This greater deformation is mainly due to the higher percentage of bitumen; however, the variations between the different families are small.

 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}