Influence of Laser Surface Texturing Sequence on Fatigue Properties of Coated Cold Work Tool Steel


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Surface Texturing
2.3. Fatigue-Life Testing
2.4. Analysis of Fatigue Fracture Surface
3. Results and Discussion
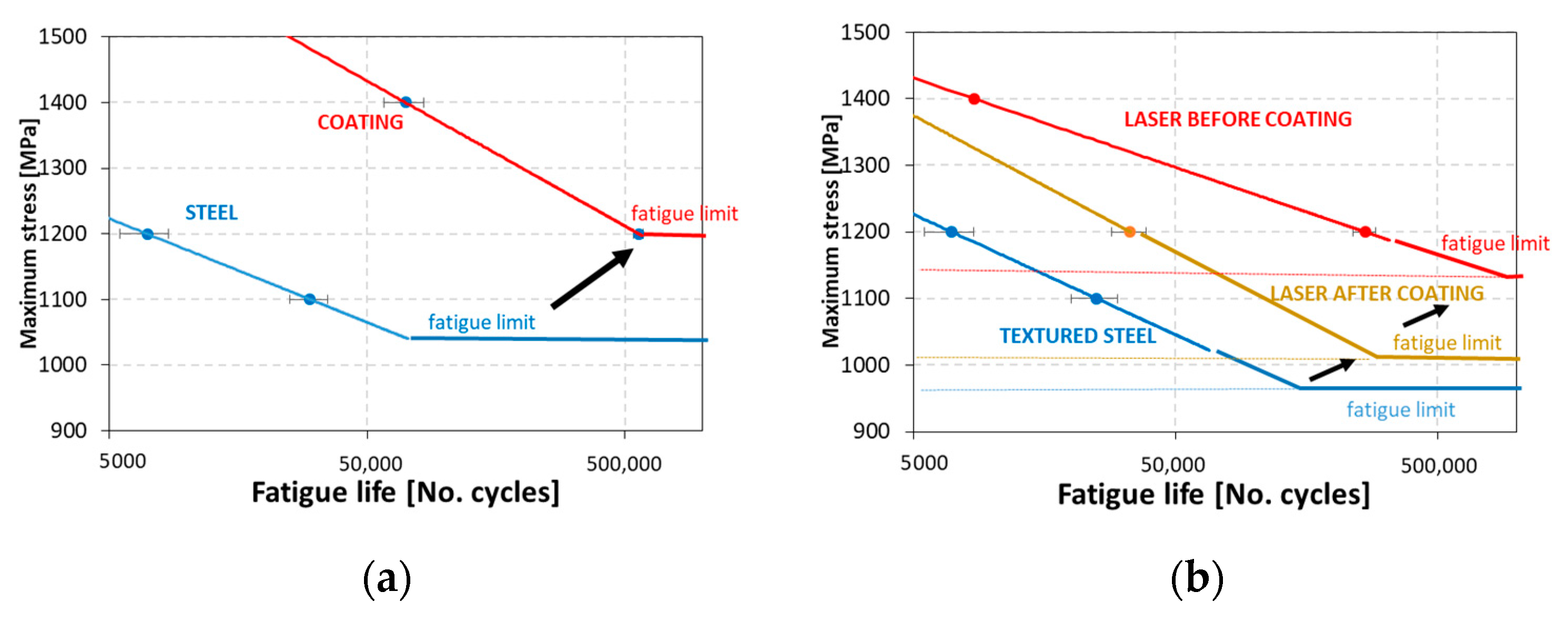
3.1. Fatigue-Life Testing
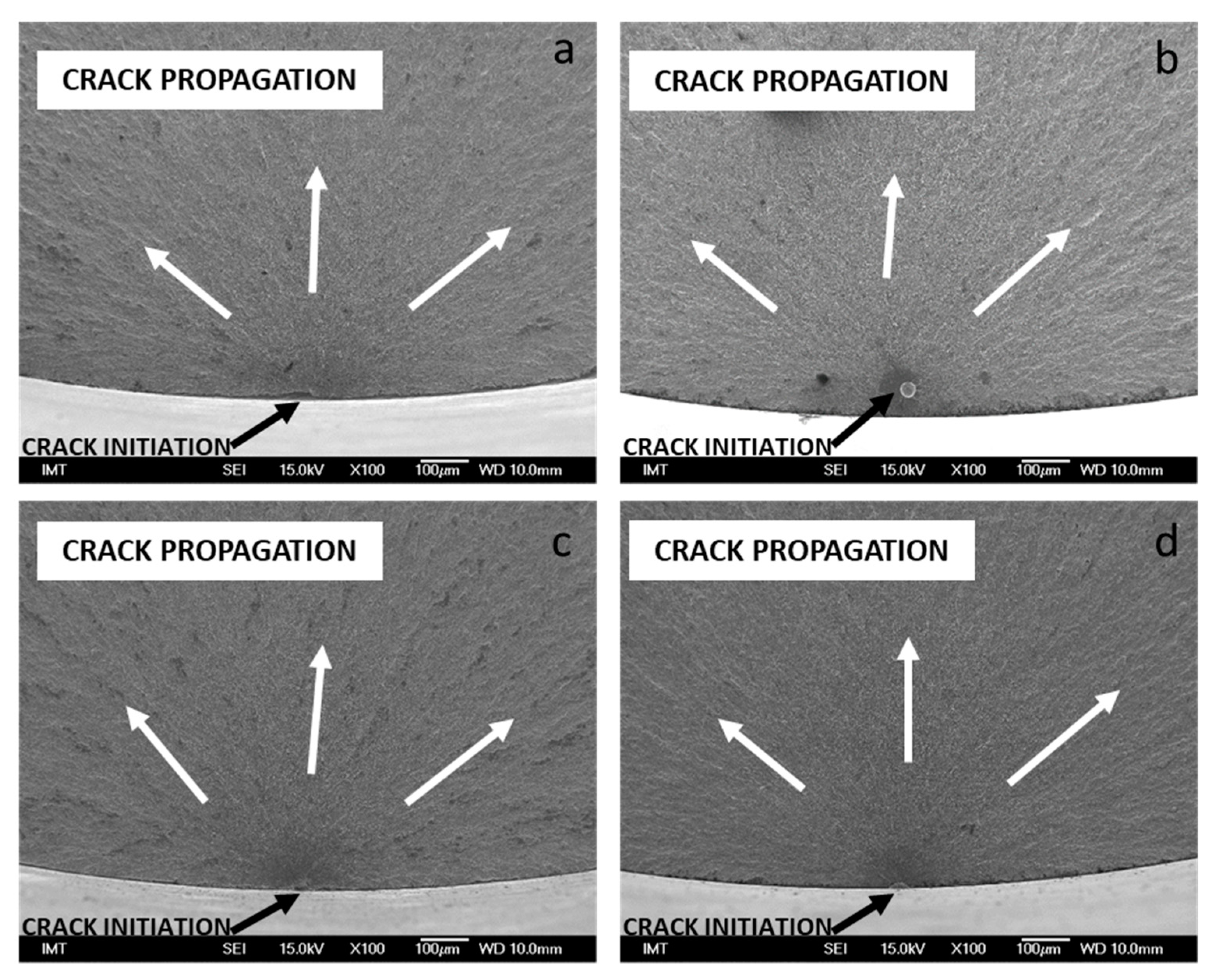
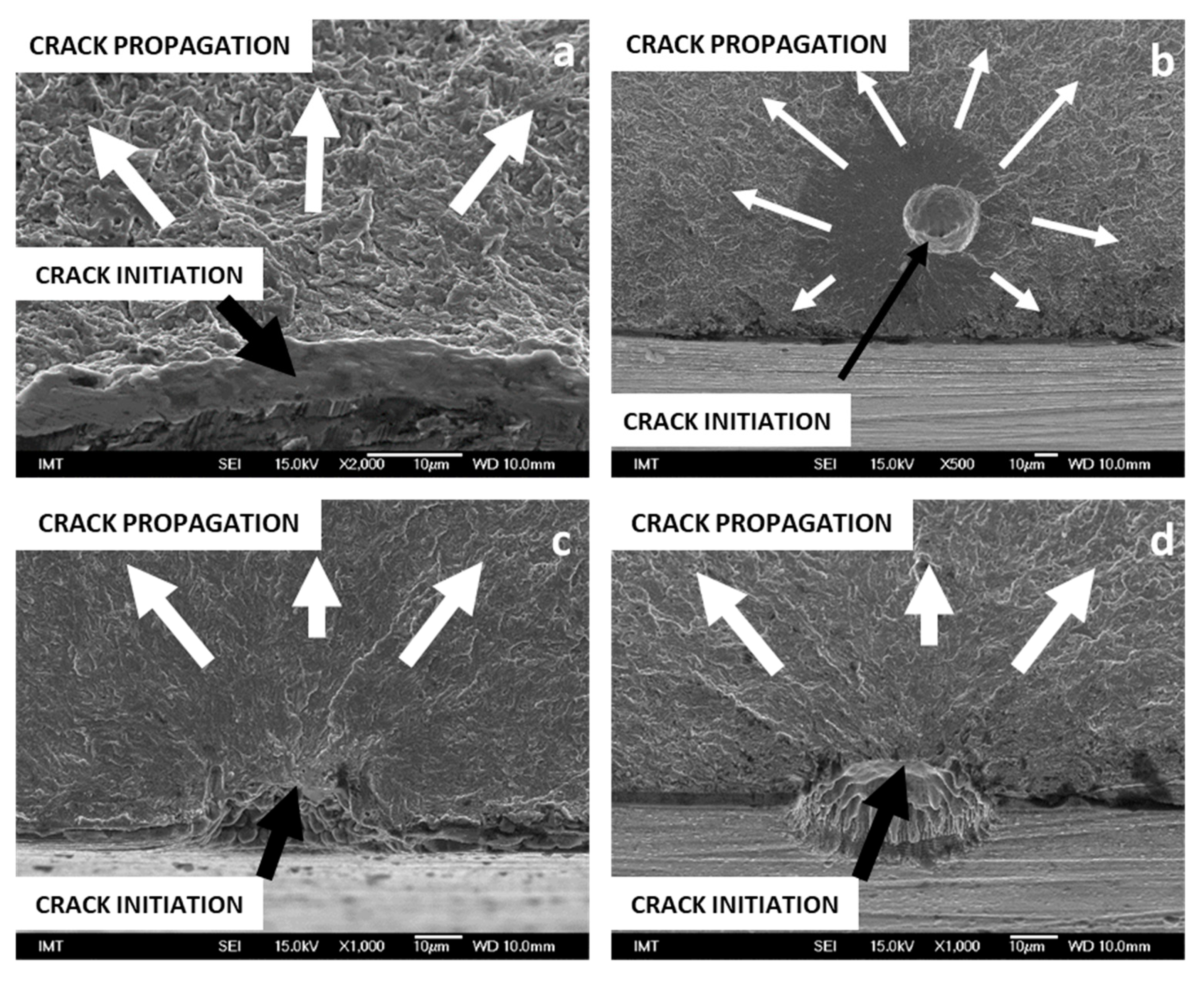
3.2. Fractographic Analysis
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Holmberg, K.; Erdemir, A. Influence of tribology on global energy consumption, costs and emissions. Friction 2017, 5, 263–284. [Google Scholar] [CrossRef]
- Arumugaprabu, V.; Ko, T.J.; Kumaran, T.; Kurniawan, R.; Uthayakumar, M. A Brief Review on Importance of Surface Texturing in Materials to Improve the Tribological Performance. Rev. Adv. Mater. Sci. 2018, 53, 40–48. [Google Scholar] [CrossRef]
- Vencl, A.; Ivanović, L.; Stojanović, B.; Zadorozhnaya, E.; Miladinović, S.; Svoboda, P. Surface Texturing for Tribological Applications: A Review. Proc. Eng. Sci. 2019, 1, 227–239. [Google Scholar] [CrossRef]
- Pakuła, D.; Staszuk, M.; Dziekońska, M.; Kožmín, P.; Čermák, A. Laser Micro-Texturing of Sintered Tool Materials Surface. Materials 2019, 12, 3152. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gropper, D.; Wang, L.; Harvey, T.J. Hydrodynamic lubrication of textured surfaces: A review of modeling techniques and key findings. Tribol. Int. 2016, 94, 509–529. [Google Scholar] [CrossRef] [Green Version]
- Leskovšek, V.; Podgornik, B.; Jenko, M. A PACVD duplex coating for hot-forging applications. Wear 2009, 266, 453–460. [Google Scholar] [CrossRef]
- Sergejev, F.; Peetsalu, P.; Sivitski, A.; Saarna, M.; Adoberg, E. Surface fatigue and wear of PVD coated punches during fine blanking operation. Eng. Fail. Anal. 2011, 18, 1689–1697. [Google Scholar] [CrossRef]
- Podgornik, B.; Hogmark, S.; Sandberg, O. Proper coating selection for improved galling performance of forming tool steel. Wear 2006, 261, 15–21. [Google Scholar] [CrossRef]
- Podgornik, B.; Sedlaček, M.; Mandrino, D. Performance of CrN coatings under boundary lubrication. Tribol. Int. 2016, 96, 247–257. [Google Scholar] [CrossRef]
- Bar-Hen, M.; Etsion, I. Experimental study of the effect of coating thickness and substrate roughness on tool wear during turning. Tribol. Int. 2017, 110, 341–347. [Google Scholar] [CrossRef]
- Misirli, C.; Sahin, M.; Dinc, M. Fatigue properties of ALTiN and TiN-coated high speed steels (HSS) steels. Sci. Res. Essays 2011, 6, 3200–3204. [Google Scholar] [CrossRef]
- Pettersson, U.; Jacobson, S. Influence of surface texture on boundary lubricated sliding contacts. Tribol. Int. 2003, 36, 857–864. [Google Scholar] [CrossRef]
- Chen, P.; Xiang, X.; Shao, T.; La, Y.; Li, J. Effect of triangular texture on the tribological performance of die steel with TiN coatings under lubricated sliding condition. Appl. Surf. Sci. 2016, 389, 361–368. [Google Scholar] [CrossRef]
- Obikawa, T.; Kamio, A.; Takaoka, H.; Osada, A. Micro-texture at the coated tool face for high performance cutting. Int. J. Mach. Tools Manuf. 2011, 51, 966–972. [Google Scholar] [CrossRef]
- Soroka, E.B.; Lyashenko, B.; Qiao, S.; Zhang, C. Tribological Behaviour and Cutting Performance of PVD-TiN Coating/Substrate System with Discontinuous Surface Architecture. Rare Met. Mater. Eng. 2011, 40, 580–584. [Google Scholar] [CrossRef]
- Podgornik, B.; Sedlaček, M.; Čekada, M.; Jacobson, S.; Zajec, B. Impact of fracture toughness on surface properties of PVD coated cold work tool steel. Surf. Coat. Technol. 2015, 277, 144–150. [Google Scholar] [CrossRef]
- Sedlaček, M.; Batič, B.Š.; Česnik, D.; Podgornik, B. Influence of the substrate hardness and fracture toughness on the dynamic wear properties of coated tool steels. Mater. Tehnol. 2019, 53, 565–574. [Google Scholar] [CrossRef]
- Panjan, M.; Čekada, M.; Panjan, P.; Zupanič, F.; Kölker, W. Dependence of microstructure and hardness of TiAlN/VN hard coatings on the type of substrate rotation. Vacuum 2012, 86, 699–702. [Google Scholar] [CrossRef]
- Lu, P.; Wood, R. Tribological performance of surface texturing in mechanical applications: A Review. Surf. Topogr. Metrol. Prop. 2020, 8, 043001. [Google Scholar] [CrossRef]
- Vrbka, M.; Křupka, I.; Svoboda, P.; Šperka, P.; Návrat, T.; Hartl, M.; Nohava, J. Effect of shot peening on rolling contact fatigue and lubricant film thickness within mixed lubricated non-conformal rolling/sliding contacts. Tribol. Int. 2011, 44, 1726–1735. [Google Scholar] [CrossRef]
- Akamatsu, Y.; Tsushima, N.; Goto, T.; Hibi, K. Influence of Surface Roughness Skewness on Rolling Contact Fatigue Life. Tribol. Trans. 1992, 35, 745–750. [Google Scholar] [CrossRef]
- Vrbka, M.; Šamánek, O.; Šperka, P.; Návrat, T.; Křupka, I.; Hartl, M. Effect of surface texturing on rolling contact fatigue within mixed lubricated non-conformal rolling/sliding contacts. Tribol. Int. 2010, 43, 1457–1465. [Google Scholar] [CrossRef]
- Gliha, V.; Maruschak, P.; Vuherer, T. Behaviour of short cracks emanating from tiny drilled holes. Mater. Technol. 2013, 47, 441–446. [Google Scholar]
- Sedlaček, M.; Podgornik, B.; Ramalho, A.; Česnik, D. Influence of geometry and the sequence of surface texturing process on tribological properties. Tribol. Int. 2017, 115, 268–273. [Google Scholar] [CrossRef]
- Sedlaček, M.; Podgornik, B. Design and Tribological Performance of Textured Surfaces. Mater. Perform. Charact. 2017, 6. [Google Scholar] [CrossRef]
- Sedlaček, M.; Gregorčič, P.; Podgornik, B. Use of the Roughness Parameters Ssk and Sku to Control Friction-A Method for Designing Surface Texturing. Tribol. Trans. 2017, 60, 260–266. [Google Scholar] [CrossRef]
- Tomazincic, D.; Sedlacek, M.; Podgornik, B.; Klemenc, J. Influence of Different Micro-Imprints to Fatigue Life of Components. Mater. Perform. Charact. 2017, 6. [Google Scholar] [CrossRef]
- Horn, P.S. Some Easy t Statistics. J. Am. Stat. Assoc. 1983, 78, 930. [Google Scholar] [CrossRef]
- Chandra, N.P.S.; Otsuka, Y.; Mutoh, Y.; Yamamoto, K. Effect of coating thickness on fatigue behavior of TiAlN coated Ti-alloys. Int. J. Fatigue 2020, 140, 105767. [Google Scholar] [CrossRef]
- Samanek, O.; Zimmerman, M.; Svoboda, P.; Krupka, I.; Vrbka, M. Influence of surface texturing on lubricant film formation and surface fatigue. Eng. Mech. 2010, 17, 27–36. [Google Scholar]
- Rahmat, M.A.; Ibrahim, R.N.; Oskouei, R.H.; Bushroa, A.R. Fatigue life behaviour of TiAlN and TiAlN/CrN coated notched P20 steel specimens. Fatigue Fract. Eng. Mater. Struct. 2016, 39, 57–67. [Google Scholar] [CrossRef]
- Su, Y.; Yao, S.; Wei, C.; Wu, C. Evaluation on the tension and fatigue behavior of various PVD coated materials. Thin Solid Films 1998, 322, 218–224. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Roughness of Dimples | Ra [µm] | St. Dev [µm] |
|---|---|---|
| textured steel | 0.09 | 0.05 |
| texturing after coating | 0.12 | 0.05 |
| texturing before coating | 0.19 | 0.09 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sedlaček, M.; Guštin, A.Z.; Žužek, B. Influence of Laser Surface Texturing Sequence on Fatigue Properties of Coated Cold Work Tool Steel. Metals 2020, 10, 1636. https://doi.org/10.3390/met10121636
Sedlaček M, Guštin AZ, Žužek B. Influence of Laser Surface Texturing Sequence on Fatigue Properties of Coated Cold Work Tool Steel. Metals. 2020; 10(12):1636. https://doi.org/10.3390/met10121636
Chicago/Turabian StyleSedlaček, Marko, Agnieszka Zuzanna Guštin, and Borut Žužek. 2020. "Influence of Laser Surface Texturing Sequence on Fatigue Properties of Coated Cold Work Tool Steel" Metals 10, no. 12: 1636. https://doi.org/10.3390/met10121636