Effect of TiN Spray Coating on Cracking Susceptibility and Energy Absorption in Laser Welding of Aluminum Alloys


Abstract
:1. Introduction
2. Materials and Methods
3. Results
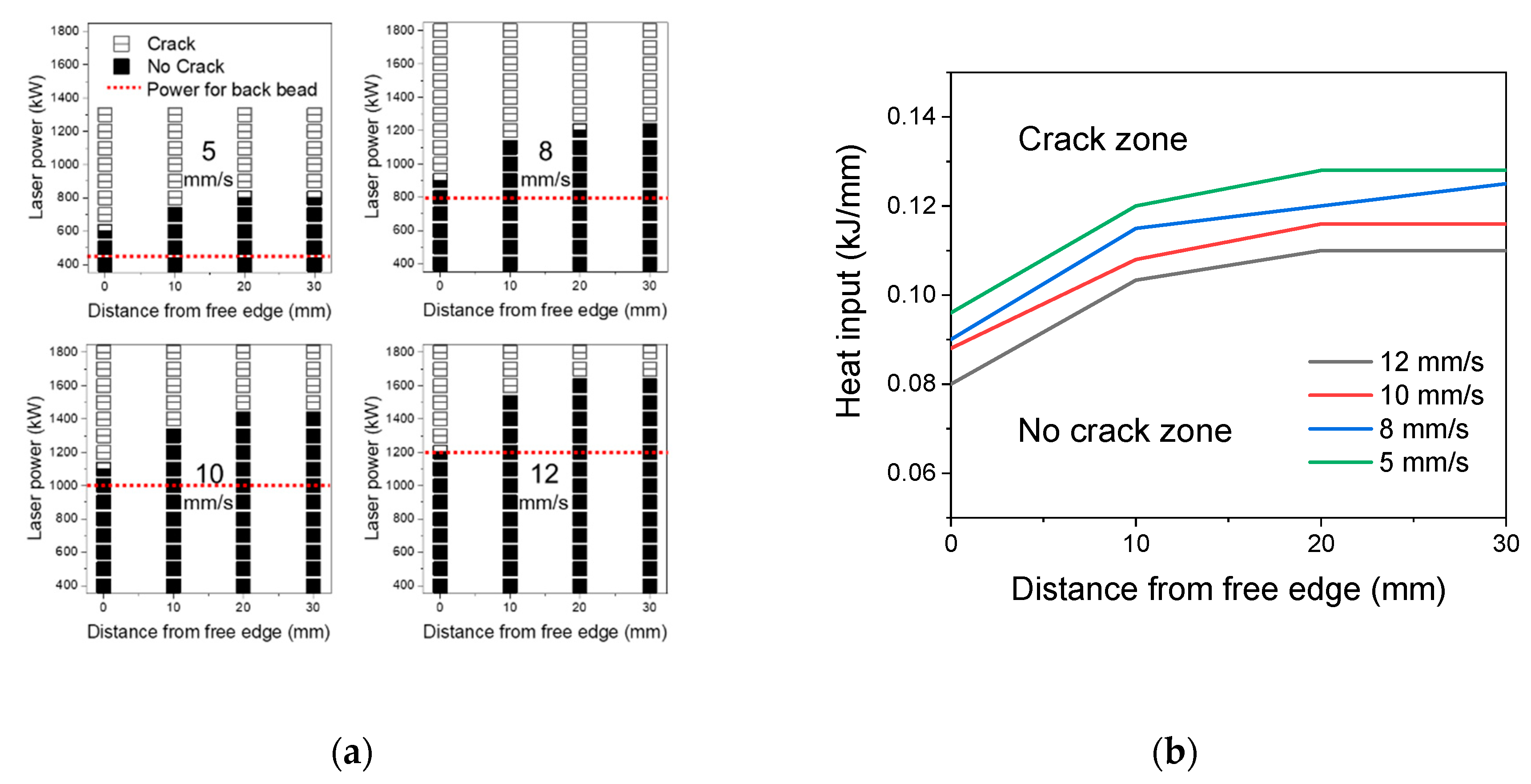
3.1. Cracking Susceptibility of Base Material by Free-Edge Test
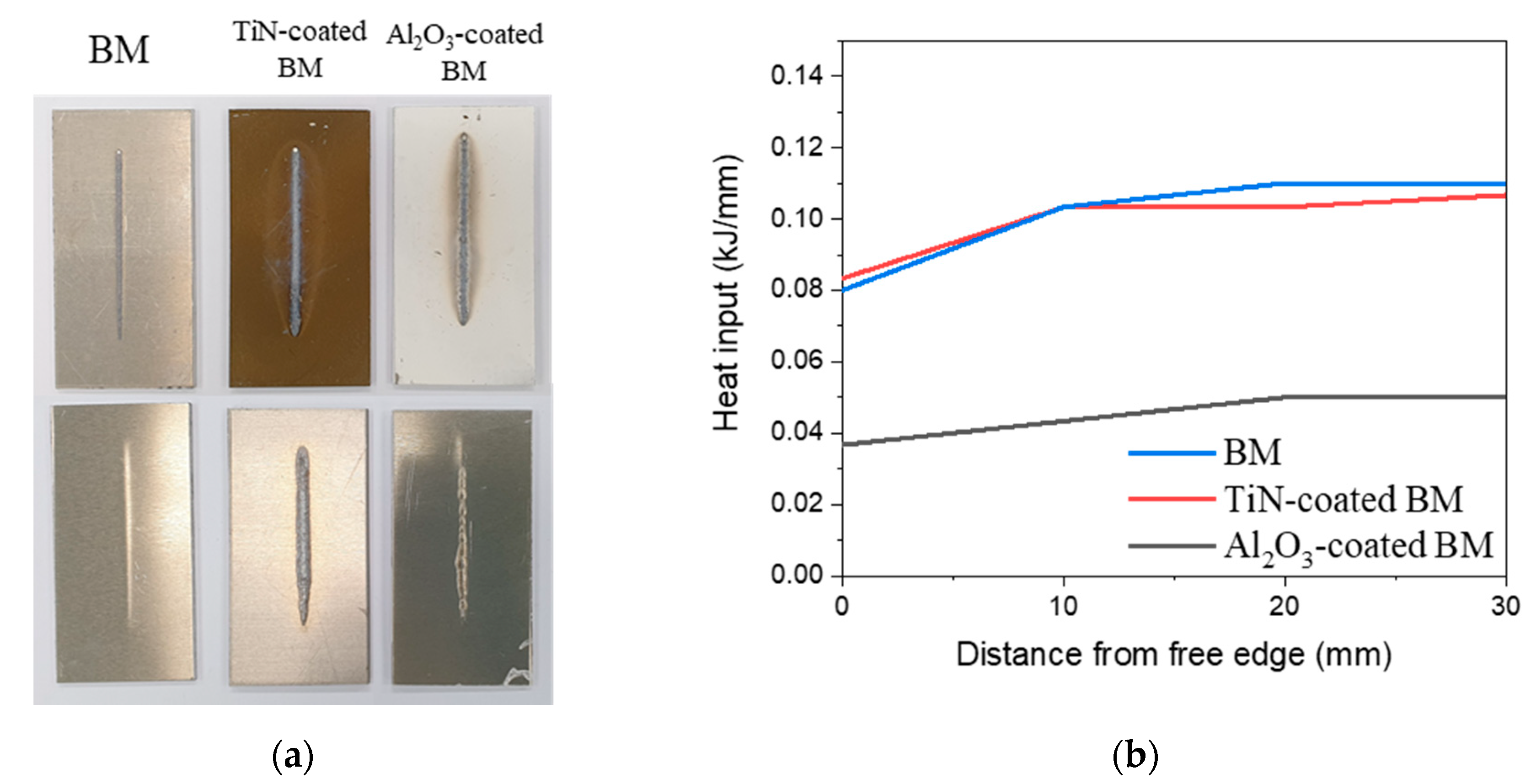
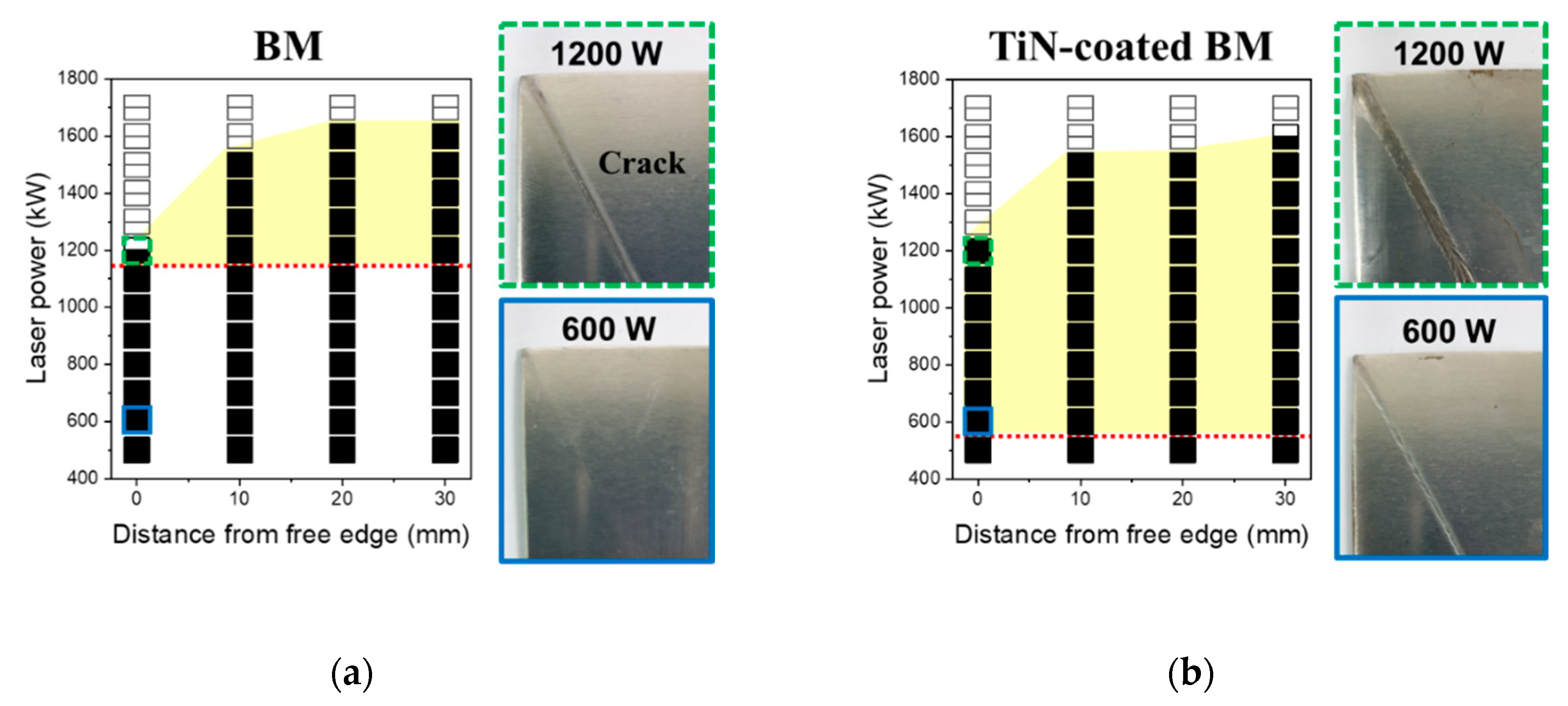
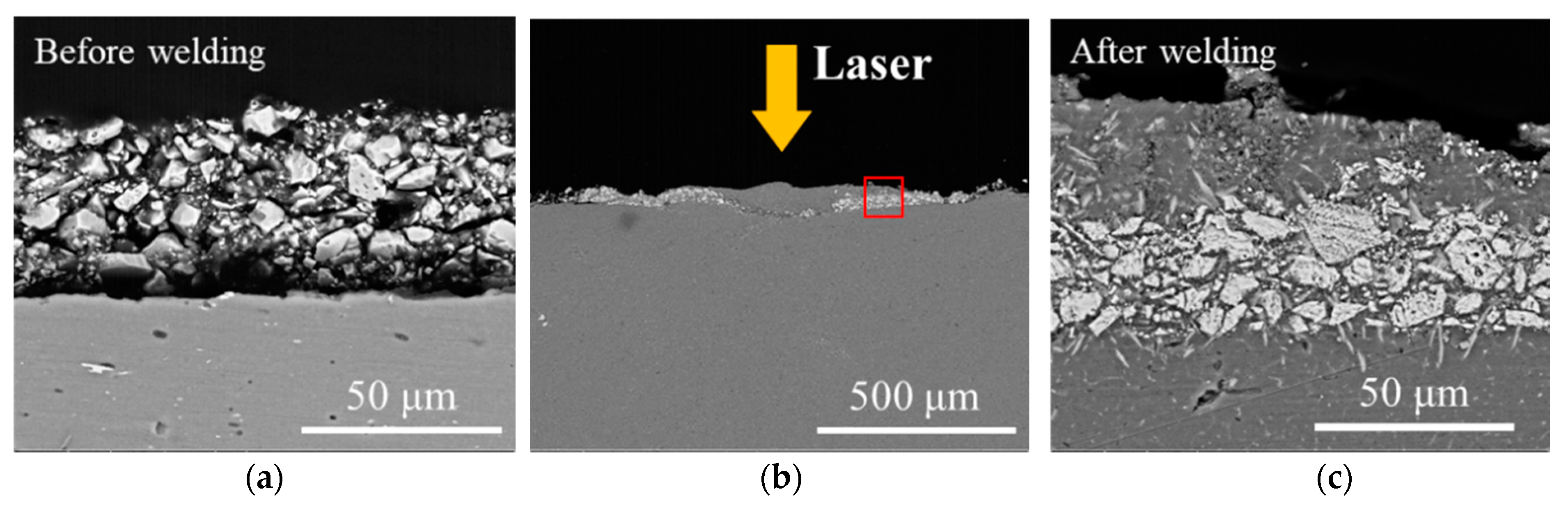
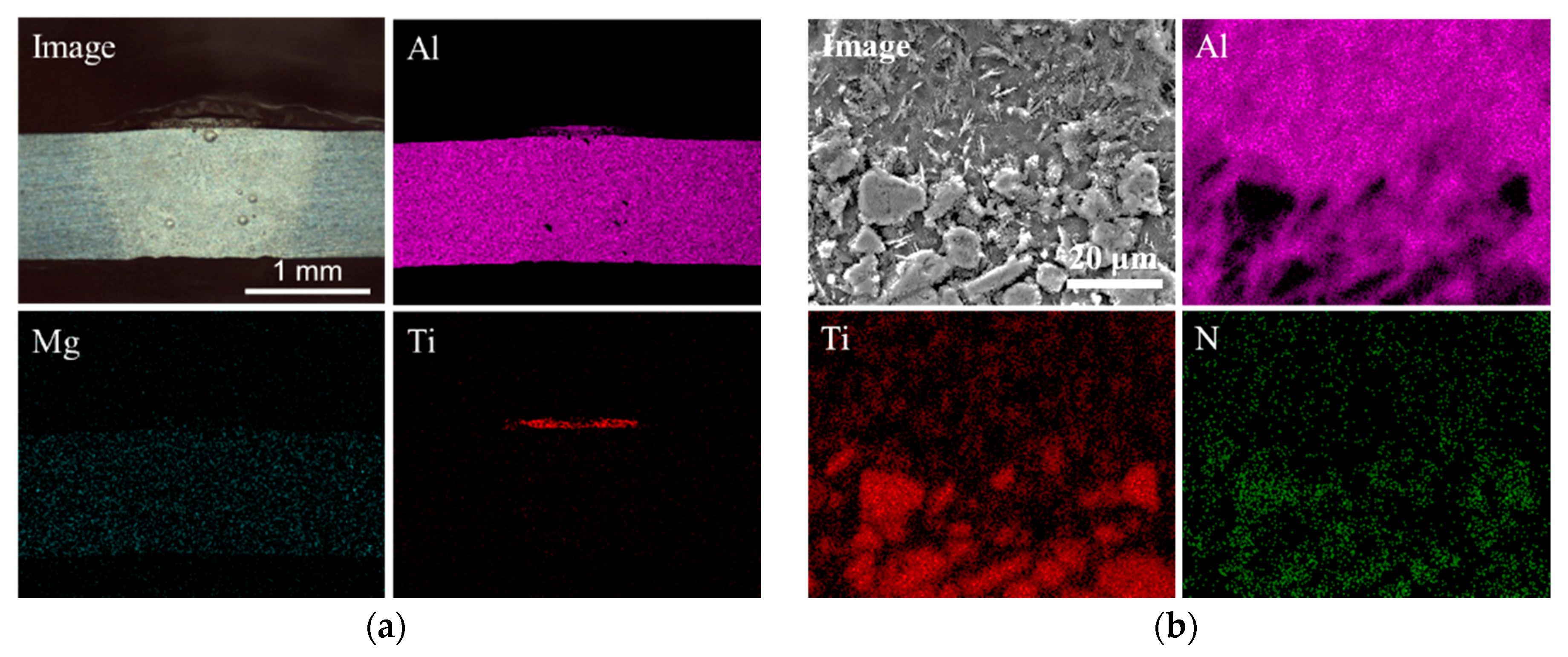
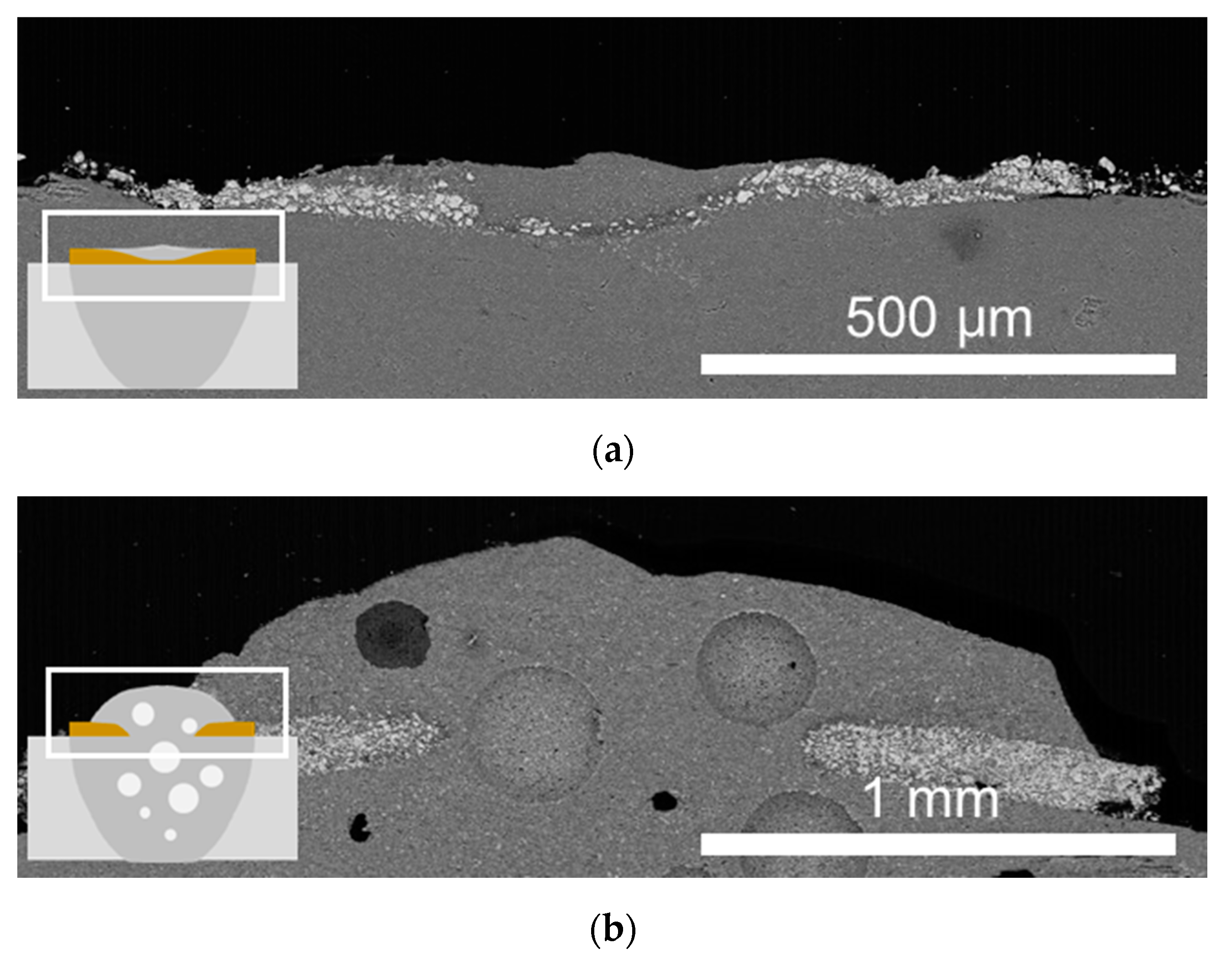
3.2. Effect of Tin Coating on Laser Weldability (Cracking Susceptibility, Laser Absorption)
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Quazi, M.M.; Fazal, M.A.; Haseeb, A.S.M.A.; Yusof, F.; Masjuki, H.H.; Arslan, A. Laser-based Surface Modifications of Aluminum and its Alloys. Crit. Rev. Solid State Mater. Sci. 2015, 41, 106–131. [Google Scholar] [CrossRef]
- Hong, K.-M.; Shin, Y.C. Prospects of laser welding technology in the automotive industry: A review. J. Mater. Process. Technol. 2017, 245, 46–69. [Google Scholar] [CrossRef]
- Li, L. The advances and characteristics of high-power diode laser materials processing. Opt. Lasers Eng. 2000, 34, 231–253. [Google Scholar] [CrossRef]
- Martukanitz, R.P.; Altshuller, B. Laser beam welding of aluminum alloy 5754-O using a 3 kW Nd:YAG laser and fiber optic beam delivery. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, Orlando, FL, USA, 2–5 November 2009; pp. 39–44. [Google Scholar] [CrossRef]
- Kannengiesser, T.; Boellinghaus, T. Hot cracking tests—An overview of present technologies and applications. Weld. World 2014, 58, 397–421. [Google Scholar] [CrossRef]
- Goodwin, G. Test methods for Evaluating Hot Cracking: Review and Perspective; Oak Ridge National Lab.: Oak Ridge, TN, USA, 1990. [Google Scholar]
- Wang, W.; Xiong, L.; Wang, D.; Ma, Q.; Hu, Y.; Hu, G.; Lei, Y. A New Test Method for Evaluation of Solidification Cracking Susceptibility of Stainless Steel during Laser Welding. Materials 2020, 13, 3178. [Google Scholar] [CrossRef]
- Gao, H.; Agarwal, G.; Amirthalingam, M.; Hermans, M.J.M.; Richardson, I.M. Investigation on hot cracking during laser welding by means of experimental and numerical methods. Weld. World 2017, 62, 71–78. [Google Scholar] [CrossRef] [Green Version]
- Matsuda, F.; Nakata, K. A New Test Specimen for Self-Restraint Solidification Crack Susceptibility Test of Electron-Beam Welding Bead: Fan-Shaped Cracking Test (Materials, Metallurgy & Weldability). Trans. JWRI 1982, 11, 87–94. [Google Scholar]
- Agarwal, G.; Gao, H.; Amirthalingam, M.; Hermans, M. Study of Solidification Cracking Susceptibility during Laser Welding in an Advanced High Strength Automotive Steel. Metals 2018, 8, 673. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Lu, F.; Wang, H.-P.; Cui, H.; Tang, X.; Wu, Y. Mechanical constraint intensity effects on solidification cracking during laser welding of aluminum alloys. J. Mater. Process. Technol. 2015, 218, 62–70. [Google Scholar] [CrossRef]
- Kek, T.; Grum, J. Influence of the Graphite Absorber During Laser Surface Hardening. Stroj. Vestn. J. Mech. Eng. 2010, 56, 150–157. [Google Scholar]
- Chen, J.; Zhang, Q.; Yao, J. The effect of external applied electric field on the laser absorption of metal materials. Laser Technol. 2009, 33, 121–123. [Google Scholar]
- Qin, G.-L.; Wang, G.-G.; Zou, Z.-D. Effects of activating flux on CO2 laser welding process of 6013 Al alloy. Trans. Nonferr. Metal Soc. China 2012, 22, 23–29. [Google Scholar] [CrossRef]
- Yusof, F.; Yukio, M.; Yoshiharu, M.; Shukor, M.H.A. Effect of anodizing on pulsed Nd: YAG laser joining of polyethylene terephthalate (PET) and aluminium alloy (A5052). Mater. Des. 2012, 37, 410–415. [Google Scholar] [CrossRef]
- Punkari, A.; Weckman, D.C.; Kerr, H.W. Effects of magnesium content on dual beam Nd: YAG laser welding of Al—Mg alloys. Sci. Technol. Weld. Join. 2013, 8, 269–281. [Google Scholar] [CrossRef]
- Kang, M.; Han, H.N.; Kim, C. Microstructure and solidification crack susceptibility of Al 6014 molten alloy subjected to a spatially oscillated laser beam. Materials 2018, 11, 648. [Google Scholar] [CrossRef] [Green Version]
- Kang, M.; Kim, C. Evaluation of hot cracking susceptibility on laser welded aluminum alloy using coaxially arranged multiple-beam laser. J. Laser Appl. 2020, 32, 022072. [Google Scholar] [CrossRef]
- von Witzendorff, P.; Kaierle, S.; Suttmann, O.; Overmeyer, L. Using pulse shaping to control temporal strain development and solidification cracking in pulsed laser welding of 6082 aluminum alloys. J. Mater. Process. Technol. 2015, 225, 162–169. [Google Scholar] [CrossRef]
- Wang, M.; Li, Y.; Wang, Z.; Bao, E. Effect of rare earth elements on the thermal cracking resistance of high speed steel rolls. J. Rare Earths 2011, 29, 489–493. [Google Scholar] [CrossRef]
- D’Amato, C.; Buhagiar, J.; Betts, J.C. Tribological characteristics of an A356 aluminium alloy laser surface alloyed with nickel and Ni–Ti–C. Appl. Surf. Sci. 2014, 313, 720–729. [Google Scholar] [CrossRef]
- Zheng, P.; Zhao, G.; Zhang, T.; Wu, L.; Wang, J.; Han, G. Study of titanium nitride for low-e coating application. Chin. Sci. Bull. 2007, 52, 1860–1863. [Google Scholar] [CrossRef]
- Kurtoğlu, S.F.; Yağcı, M.B.; Uzun, A.; Ünal, U.; Canadinc, D. Enhancing biocompatibility of NiTi shape memory alloys by simple NH3 treatments. Appl. Surf. Sci. 2020, 146547. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | others |
|---|---|---|---|---|---|---|---|---|---|
| Bal. | 0.66 | 0.4 | 0.24 | 0.13 | 0.9 | 0.18 | 0.07 | 0.05 | 0.02 |
| Parameter | Value |
|---|---|
| Distance from the free edge (X) | 0, 10, 20, 30 mm |
| Laser power | 400–1800 W (Interval: 100 W) |
| Laser speed | 5, 8, 10, 12 mm/s |
| Coating materials | None, TiN, Al2O3 |
| Welding angle (θ) | 26.6 (tanθ = 0.5) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nam, S.; Jung, I.-H.; Kim, Y.-M. Effect of TiN Spray Coating on Cracking Susceptibility and Energy Absorption in Laser Welding of Aluminum Alloys. Metals 2020, 10, 1657. https://doi.org/10.3390/met10121657
Nam S, Jung I-H, Kim Y-M. Effect of TiN Spray Coating on Cracking Susceptibility and Energy Absorption in Laser Welding of Aluminum Alloys. Metals. 2020; 10(12):1657. https://doi.org/10.3390/met10121657
Chicago/Turabian StyleNam, Sangwoo, In-Ho Jung, and Young-Min Kim. 2020. "Effect of TiN Spray Coating on Cracking Susceptibility and Energy Absorption in Laser Welding of Aluminum Alloys" Metals 10, no. 12: 1657. https://doi.org/10.3390/met10121657