The Influence of the Highly Concentrated Energy Treatments on the Structure and Properties of Medium Carbon Steel

 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Material Selection
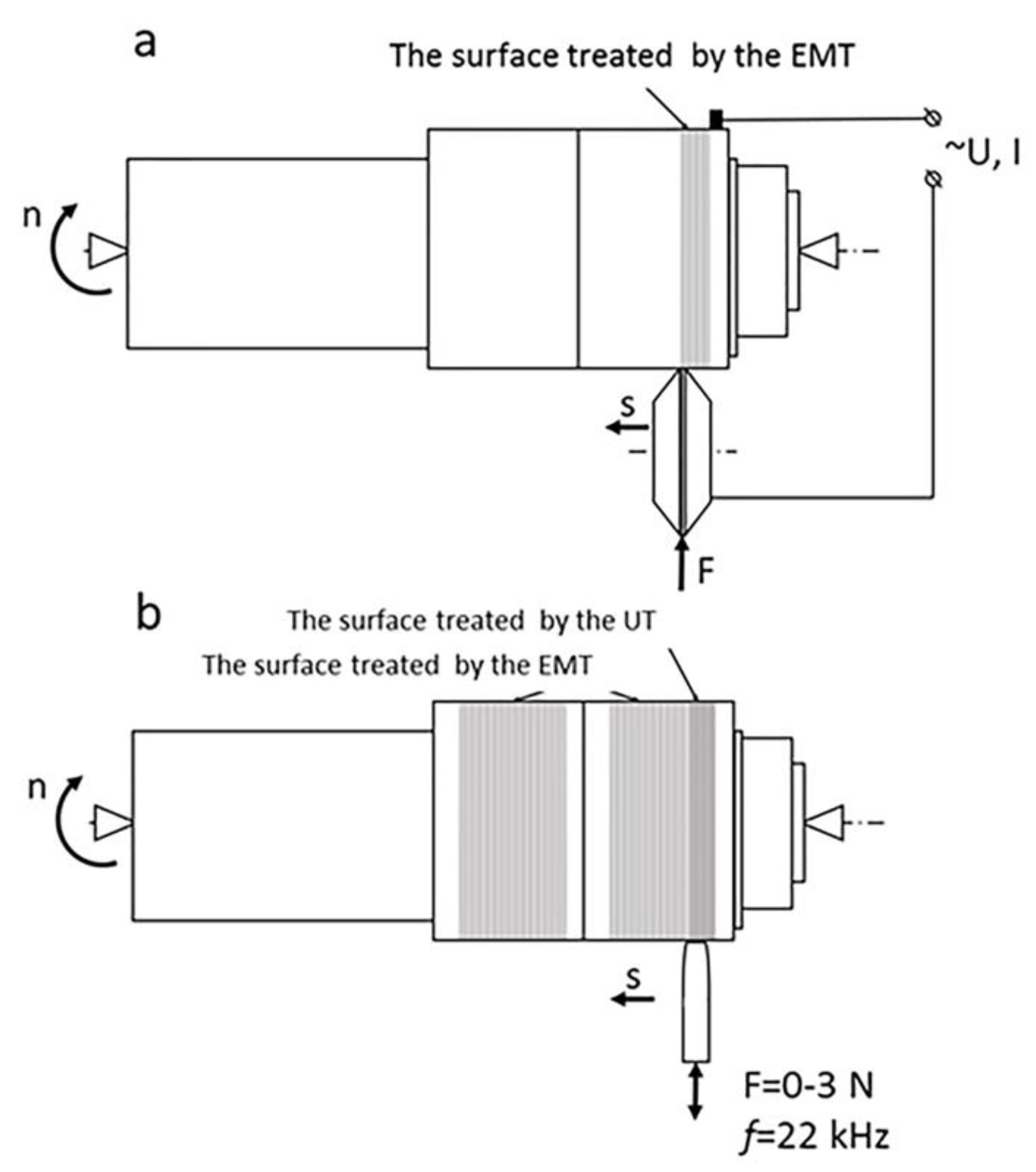
2.2. The Electromechanical Treatment
2.3. The Ultrasonic Treatment
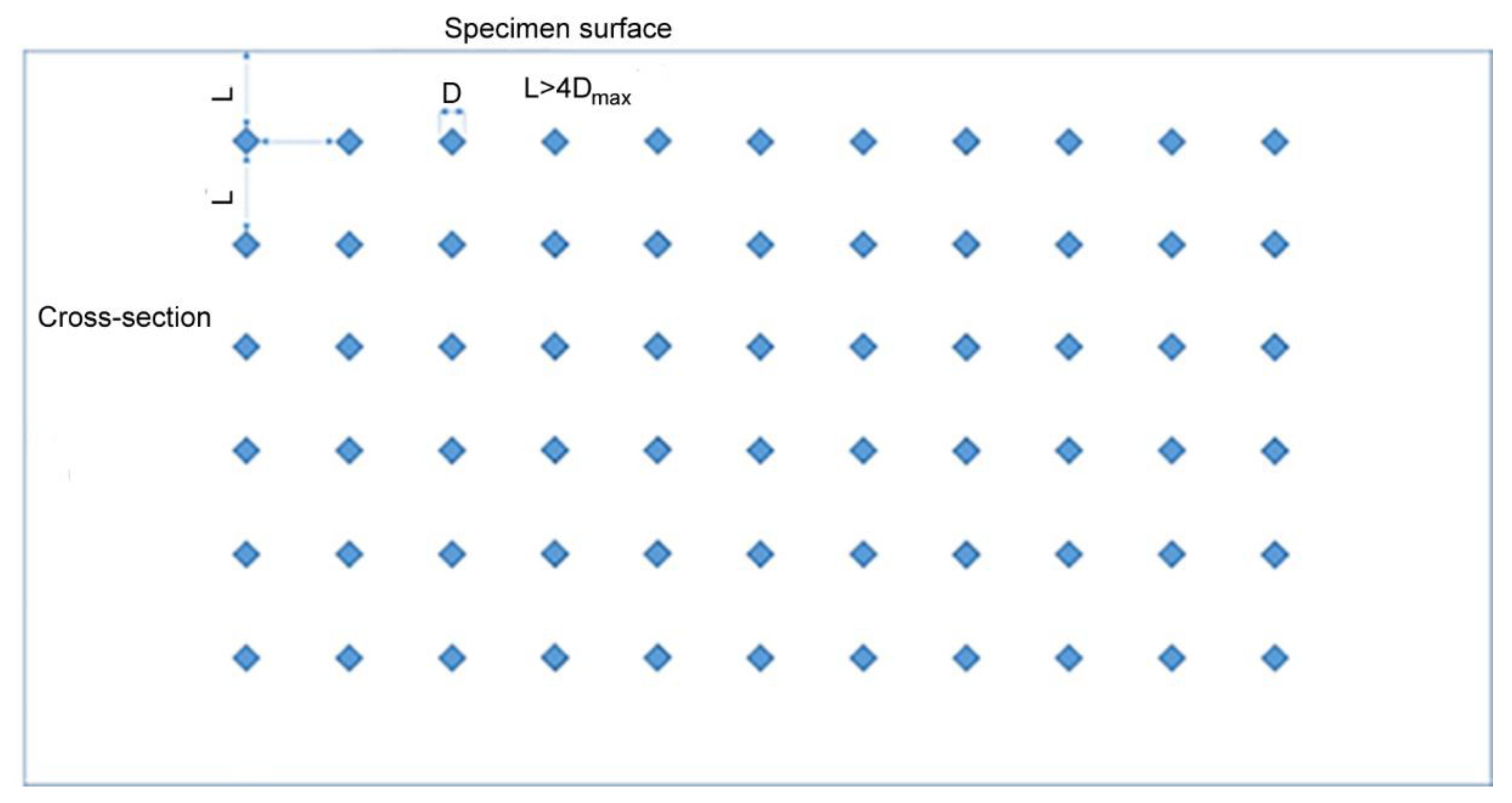
2.4. Analysis of Surface
2.5. The Microhardness Test
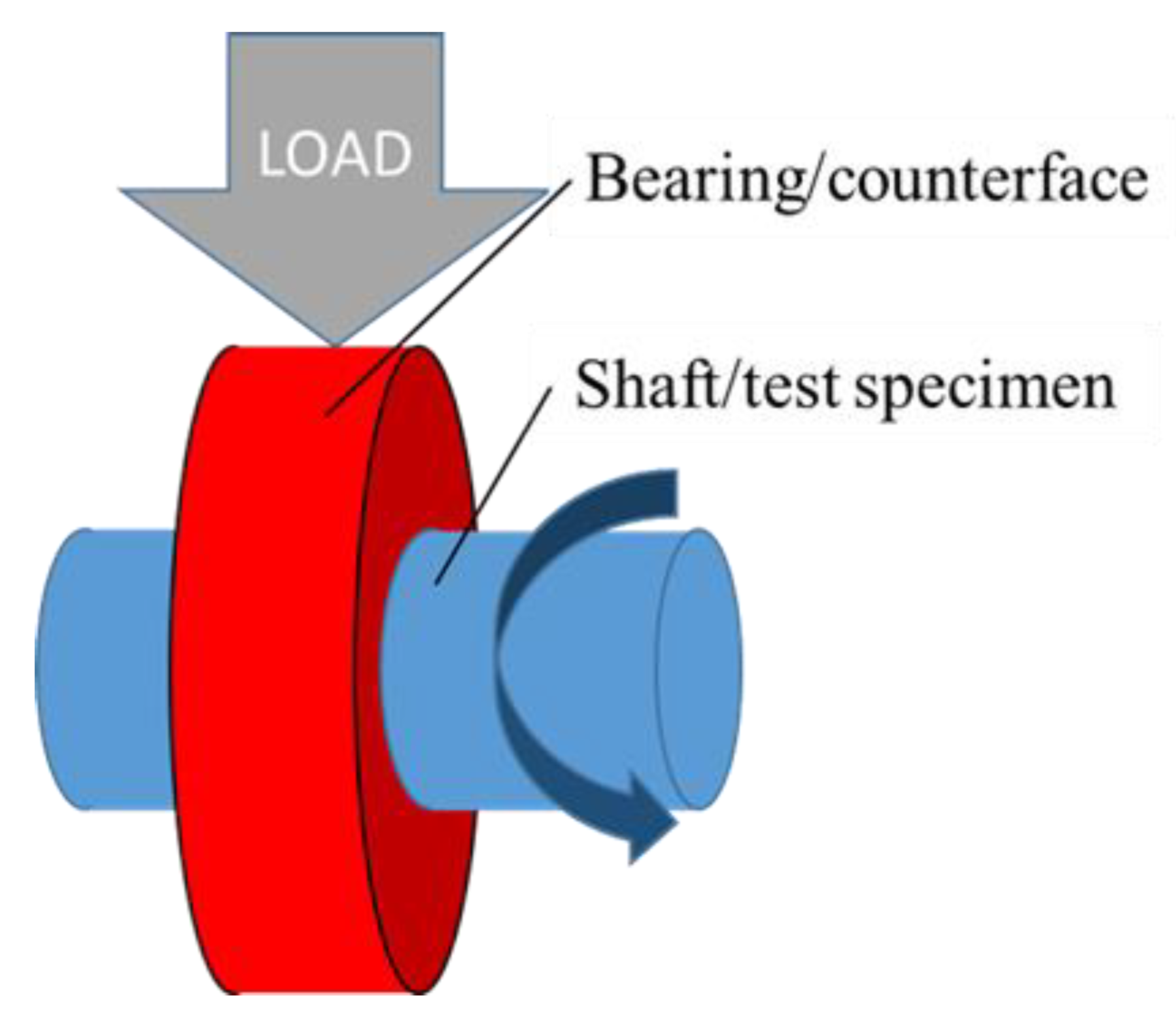
2.6. The Wear Resistance Test
2.7. The Corrosion Test
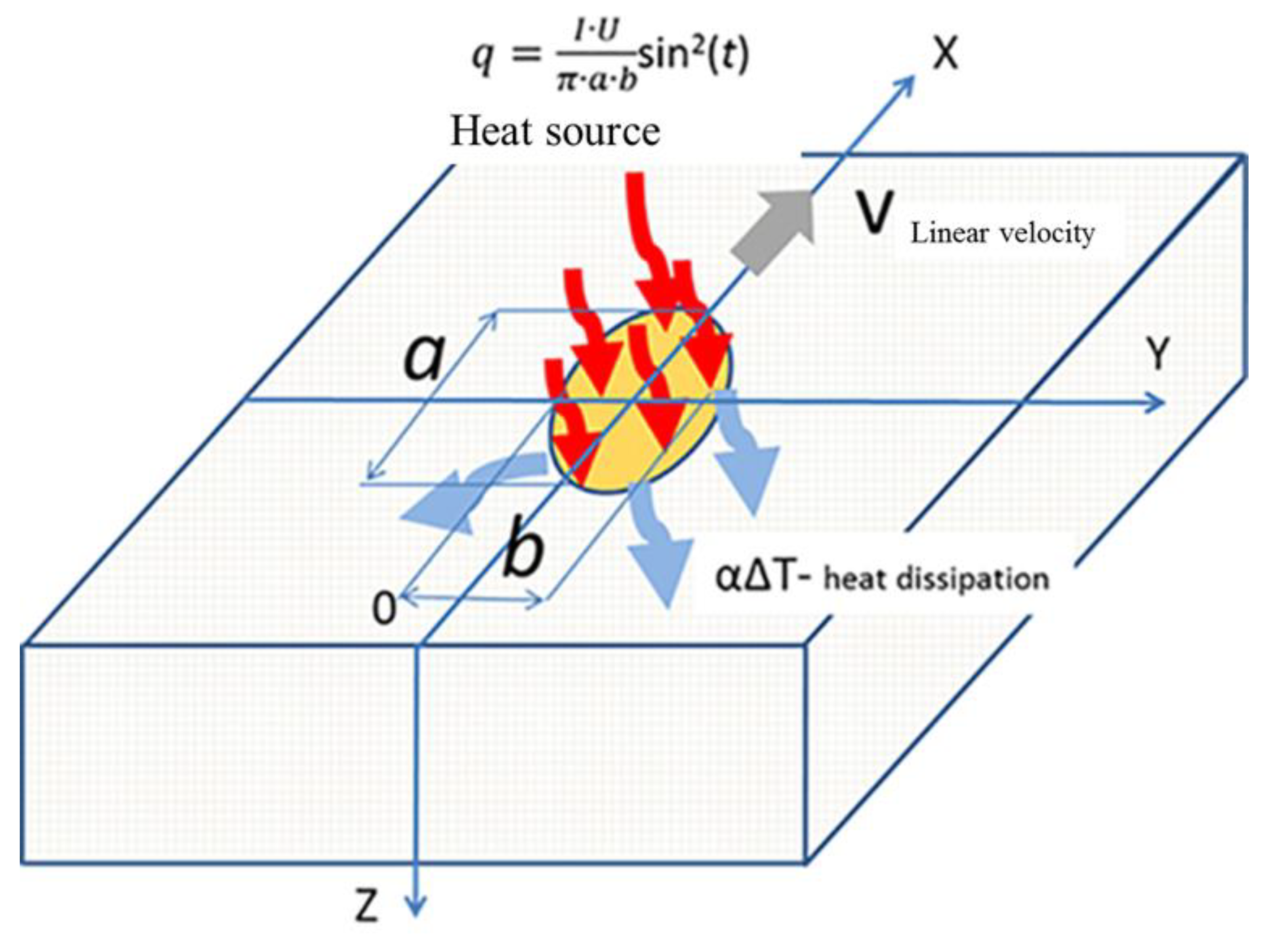
2.8. Numerical Modeling
3. Results and Discussion
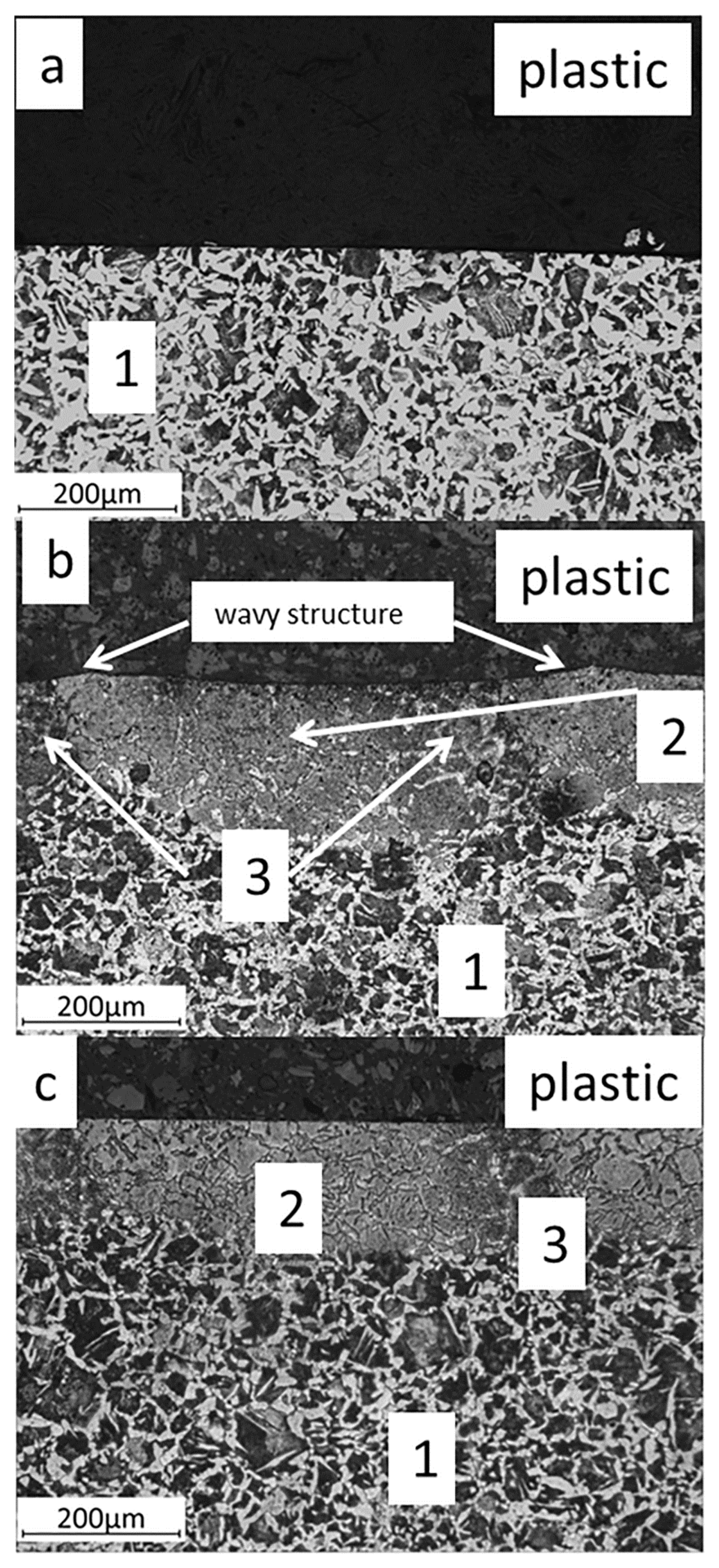
3.1. Macrostructure and Microstructure
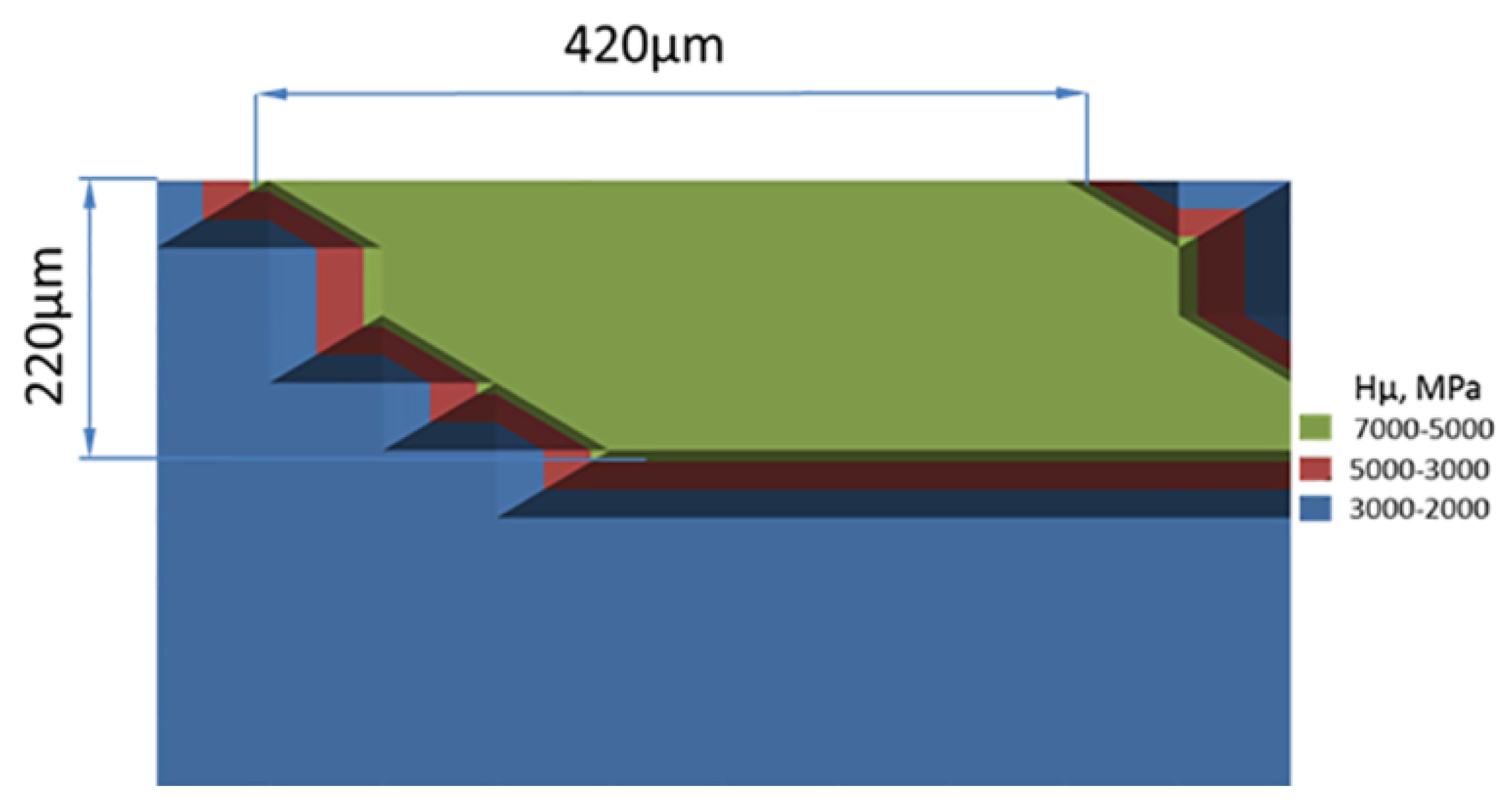
3.2. Microhardness
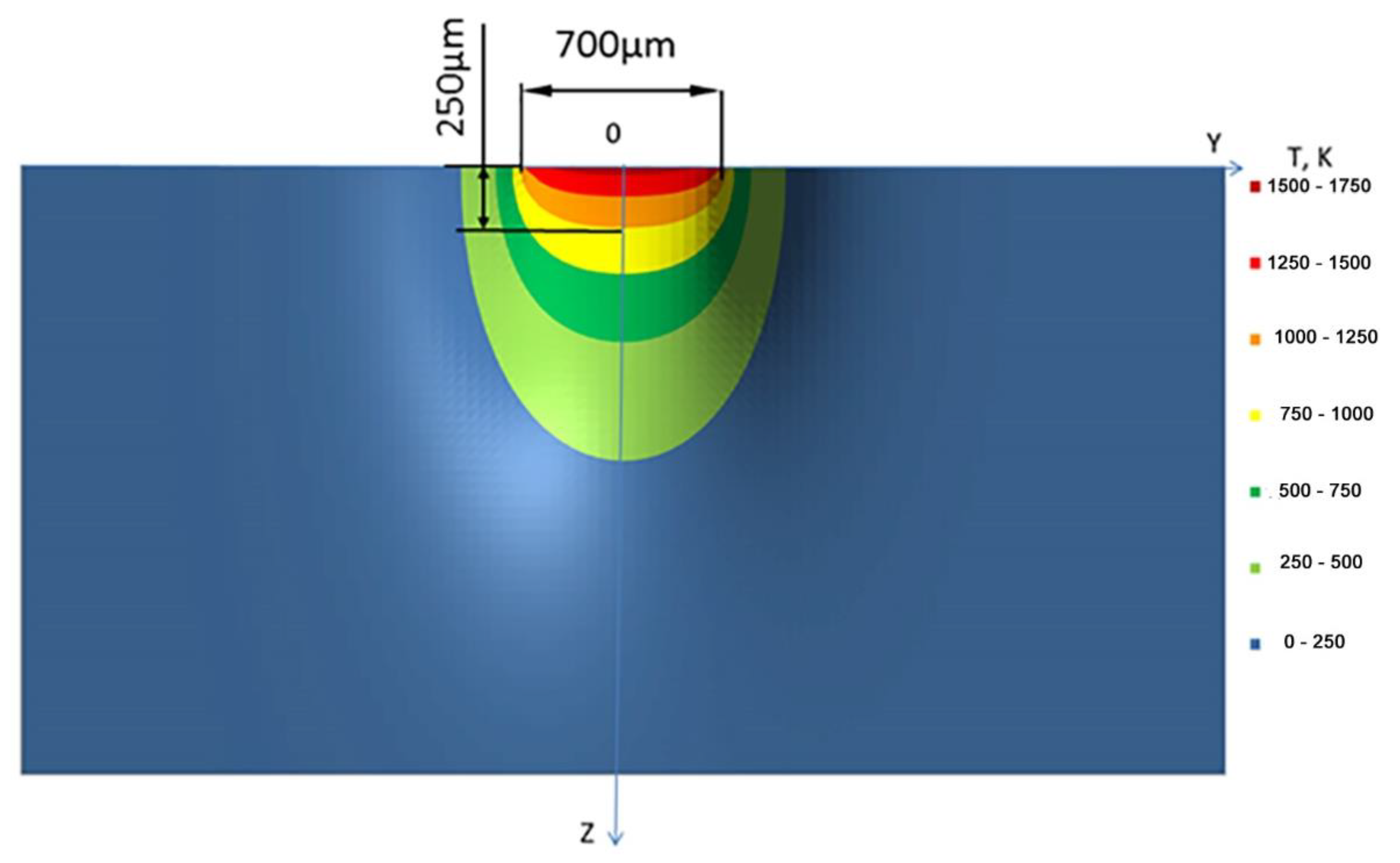
3.3. Numerical Modeling
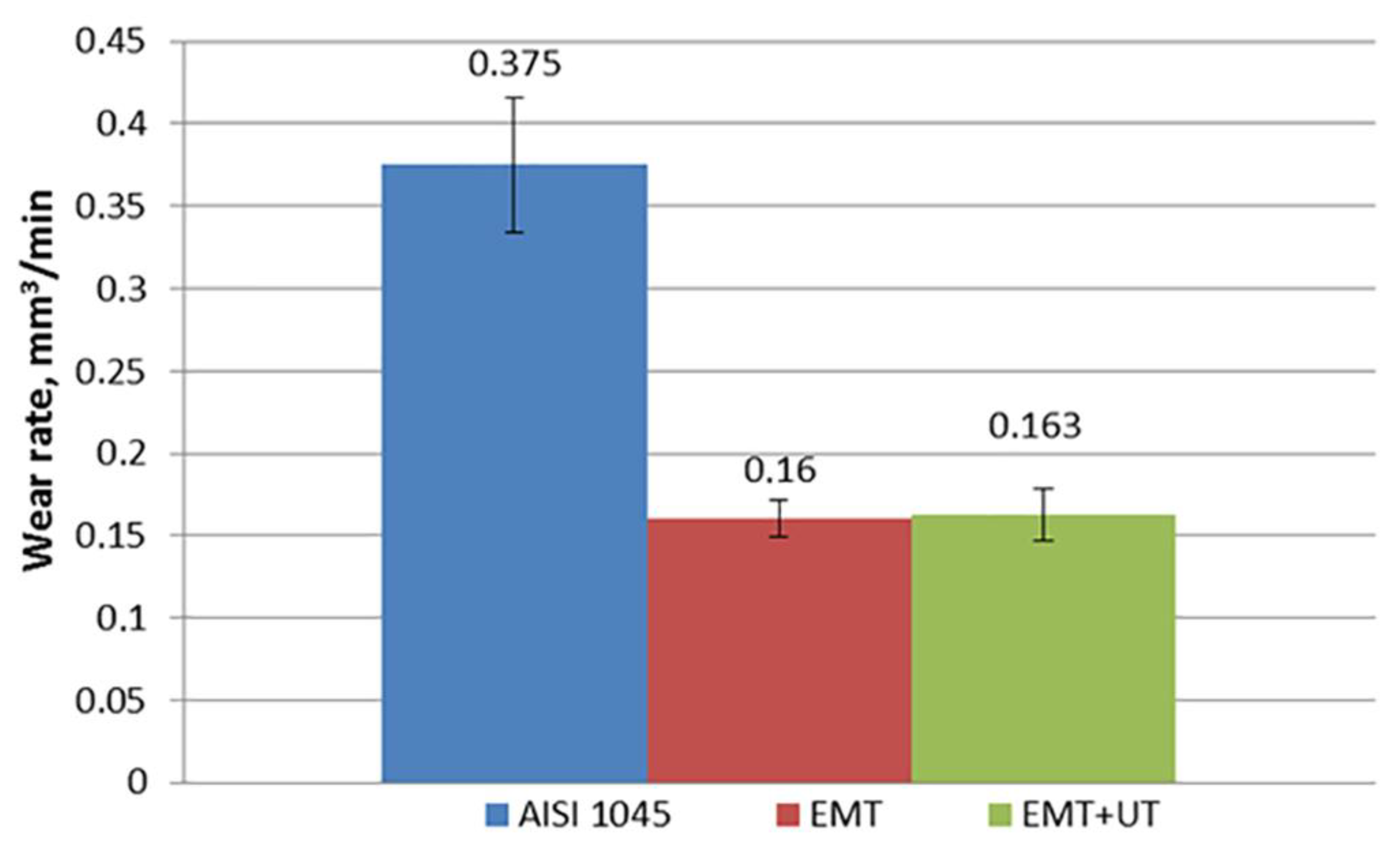
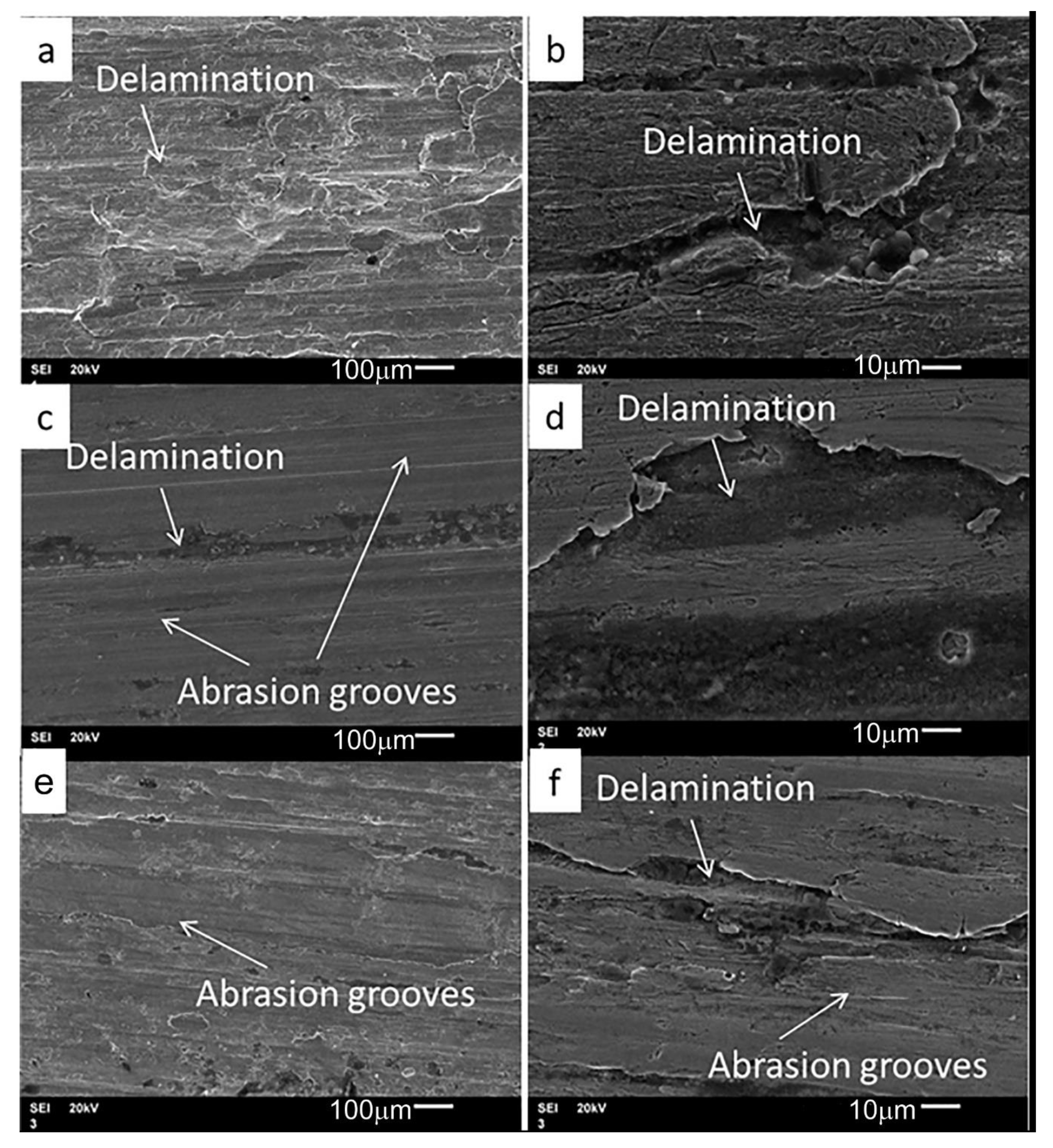
3.4. Wear Behavior
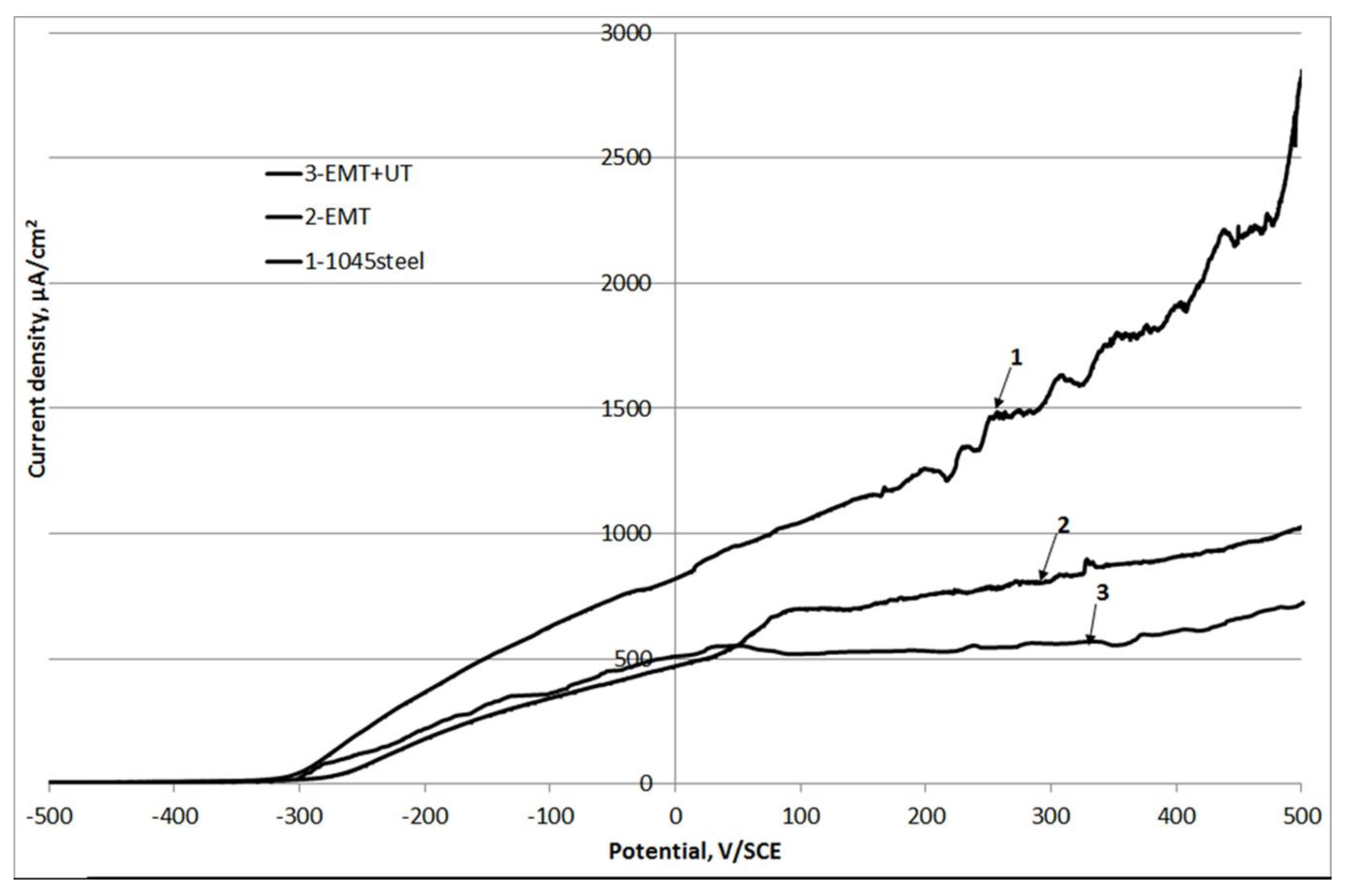
3.5. Corrosion Behavior
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shiou, F.-J.; Cheng, C. Ultra-precision surface finish of NAK80 mould tool steel using sequential ball burnishing and ball polishing processes. J. Mater. Process. Technol. 2008, 201, 554–559. [Google Scholar] [CrossRef]
- Bell, T. Surface engineering of austenitic stainless steel. Surf. Eng. 2002, 18, 415–422. [Google Scholar] [CrossRef]
- Savaria, V.; Monajati, H.; Bridier, F.; Bocher, P. Measurement and correction of residual stress gradients in aeronautical gears after various induction surface hardening treatments. J. Mater. Process. Technol. 2015, 220, 113–123. [Google Scholar] [CrossRef]
- Rudnev, V.; Loveless, D.; Cook, R.; Black, M. Handbook of Induction Heating; Marcel Dekker: New York, NY, USA, 2003. [Google Scholar]
- Santhanakrishnan, S.; Dahotre, N.B. Laser surface hardening. In ASM Handbook on Heat Treating Irons and Steels; American Society for Materials (ASM) International: Materials, Park, OH, USA, 2013. [Google Scholar]
- Grum, J. Comparison of different techniques of laser surface hardening. J. Achiev. Mater. Manuf. Eng. 2007, 24, 17–25. [Google Scholar]
- Montross, C.S.; Wei, T.; Ye, L.; Clark, G.; Mai, Y.-W. Laser shock processing and its effects on microstructure and properties of metal alloys: A review. Int. J. Fatigue 2002, 24, 1021–1036. [Google Scholar] [CrossRef]
- Zou, J.; Zhang, K.; Hao, S.; Dong, C.; Grosdidier, T. Mechanisms of hardening, wear and corrosion improvement of 316L stainless steel by low energy high current pulsed electron beam surface treatment. Thin Solid Films 2010, 519, 1404–1415. [Google Scholar] [CrossRef]
- College, D.A.; Zhu, Y. Alleviating surface tensile stress in e-beam treated tool steels by cryogenic treatment. Mater. Sci. Eng. A 2018, 722, 167–172. [Google Scholar] [CrossRef]
- Zhang, K.; Ma, J.; Zou, J.; Liu, Y. Surface microstructure and property modifications in a duplex stainless steel induced by high current pulsed electron beam treatments. J. Alloy Compd. 2017, 707, 178–183. [Google Scholar] [CrossRef]
- Ismail, M.I.S.; Taha, Z. Surface Hardening of Tool Steel by Plasma Arc with Multiple Passes. Int. J. Technol. 2014, 5, 79–87. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.M.; Liu, J.B.; Huang, B.X. Microstructure and Performance of Multiple Tracks Lap-Joint Coating by Plasma Cladding. Appl. Mech. Mater. 2011, 109, 42–45. [Google Scholar] [CrossRef]
- Som, A.I. Iron-based alloy for plasma-powder surfacing of screw conveyors of extruders and injection molding machines. Pat. Weld. J. 2016, 7, 21–25. [Google Scholar] [CrossRef] [Green Version]
- Lesyk, D.; Martinez, S.; Mordyuk, B.; Dzhemelinskyi, V.; Lamikiz, A.; Prokopenko, G.; Milman, Y.; Grinkevych, K. Microstructure related enhancement in wear resistance of tool steel AISI D2 by applying laser heat treatment followed by ultrasonic impact treatment. Surf. Coat. Technol. 2017, 328, 344–354. [Google Scholar] [CrossRef]
- Lv, Y.; Lei, L.; Sun, L. Influence of different combined severe shot peening and laser surface melting treatments on the fatigue performance of 20CrMnTi steel gear. Mater. Sci. Eng. A 2016, 658, 77–85. [Google Scholar] [CrossRef]
- Qi, X.B.; Zhu, S. Effect of electric contact surface treatment on microstructure and wear behaviour of ductile iron. Mater. Sci. Technol. 2013, 29, 1310–1316. [Google Scholar] [CrossRef]
- Wang, Y.; Zhu, S.; Gu, W.; Qi, X. Electric Contact Strengthening to Improve the Bonding between Thermally Sprayed 316 Stainless Steel Coating and 45# Steel Substrate. Exp. Tech. 2010, 35, 66–70. [Google Scholar]
- YWang, Y.; Zhu, S.; Gu, W.; Qi, X. Electric Contact Strengthening to Improve the Bonding Between WC-Co Coating and 45# Steel Substrate. J. Therm. Spray Technol. 2010, 19, 1142–1146. [Google Scholar]
- Xu, M.; Zhu, S.; Ding, H. Electrical contact strengthening of induction-clad Ni–40% WC composite coatings on 40Cr substrates. Surf. Coat. Technol. 2015, 279, 32–38. [Google Scholar] [CrossRef]
- Bagmutov, V.P.; Kalita, V.I.; Zakharova, E.B.; Komlev, D.I.; Ivannikov, A.Y.; Zakharov, I.N.; Kosogorov, A.V. Ultradisperse and nano structures in plasma coatings hardened by electromechanical treatment. Steel Transl. 2013, 43, 351–355. [Google Scholar] [CrossRef]
- Ivannikov, A.Y.; Kalita, V.; Komlev, D.; Radyuk, A.; Bagmutov, V.; Zakharov, I.N.; Parshev, S. The effect of electromechanical treatment on structure and properties of plasma sprayed Ni–20Cr coating. J. Alloy Compd. 2016, 655, 11–20. [Google Scholar] [CrossRef]
- Ivannikov, A.Y.; Kalita, V.I.; Komlev, D.I.; Radyuk, A.; Bagmutov, V.; Zakharov, I.N.; Parshev, S. The effect of electromechanical treatment on structure and properties of plasma sprayed Fe-6W-5Mo-4Cr-2V-C coating. Surf. Coat. Technol. 2018, 335, 327–333. [Google Scholar] [CrossRef]
- Cordovilla, F.; García-Beltrán, Á.; Sancho, P.; Domínguez, J.; Ruiz-De-Lara, L.; Ocaña, J.L. Numerical/experimental analysis of the laser surface hardening with overlapped tracks to design the configuration of the process for Cr-Mo steels. Mater. Des. 2016, 102, 225–237. [Google Scholar] [CrossRef]
- Ben Qi, X.; Zhu, S.G. Study on Electric Contact Heating for Nodular Cast Iron 600-3. Appl. Mech. Mater. 2012, 154, 316–321. [Google Scholar]
- Ivannikov, A.Y.; Kalita, V.I.; Komlev, D.I.; Radyuk, A.A.; Alpatov, A.V.; Zakharov, I.N.; Grigoriev, S.N.; Prozhega, M.V. The Effect of Electromechanical Treatment on Structure and Properties of Plasma-Sprayed Fe-30Cr Coating. J. Therm. Spray Technol. 2019, 28, 883–892. [Google Scholar] [CrossRef]
- Lesyk, D.; Mordyuk, B.; Martinez, S.; Iefimov, M.; Dzhemelinskyi, V.; Lamikiz, A. Influence of combined laser heat treatment and ultrasonic impact treatment on microstructure and corrosion behavior of AISI 1045 steel. Surf. Coat. Technol. 2020, 401, 126275. [Google Scholar] [CrossRef]
- Dudkina, N.G.; Zakharov, I.N.; Ermolov, V.S.; Ivannikov, A.Y. Dependence of microhardness of a regular discrete structures of the surface layer of a mild steel on the conditions of electromechanical treatment. Probl. Mashinostr. Nadezhn. Mashin 2006, 5, 62–68. (In Russian) [Google Scholar]
- Bagmutov, V.P.; Denisevich, D.S.; Zakharov, I.N.; Ivannikov, A.Y. Nonlinear and coupled thermal effects during finite element simulation of contact thermoforce surface hardening. PNRPU Mech. Bull. 2017, 1, 233–250. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment | Feed Rate s, mm/rev | Linear Velocity V, m/min | Density of the Electric Current j, A/mm2 | Contact Force P, N |
|---|---|---|---|---|
| EMT | 0.4 | 2.5 | 400 | 250 |
| UT | 0.1 | 6 | - | 3 |
| Type of Treatment | Microhardness, MPa | ||
|---|---|---|---|
| 200 gf | 10 gf | ||
| WEL | Heat Affected Zone | ||
| As-received AISI 1045 | 2000 ± 100 | 2000 ± 150 | - |
| EMT | 5000 ± 400 | 6800 ± 500 | 3500 ± 500 |
| EMT + UT | 5500 ± 400 | 7000 ± 500 | 4500 ± 500 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grigoriev, S.N.; Ivannikov, A.Y.; Prozhega, M.V.; Zakharov, I.N.; Kuznetsova, O.G.; Levin, A.M. The Influence of the Highly Concentrated Energy Treatments on the Structure and Properties of Medium Carbon Steel. Metals 2020, 10, 1669. https://doi.org/10.3390/met10121669
Grigoriev SN, Ivannikov AY, Prozhega MV, Zakharov IN, Kuznetsova OG, Levin AM. The Influence of the Highly Concentrated Energy Treatments on the Structure and Properties of Medium Carbon Steel. Metals. 2020; 10(12):1669. https://doi.org/10.3390/met10121669
Chicago/Turabian StyleGrigoriev, Sergey N., Alexandr Yu. Ivannikov, Maxim V. Prozhega, Igor N. Zakharov, Olga G. Kuznetsova, and Alexandr. M. Levin. 2020. "The Influence of the Highly Concentrated Energy Treatments on the Structure and Properties of Medium Carbon Steel" Metals 10, no. 12: 1669. https://doi.org/10.3390/met10121669