1. Introduction
Performance enhancement of the component in service (i.e., fatigue and corrosion resistance, surface microhardness and roughness) is strictly related to the high-quality surface finishing. This aspect influences the behavior and functional properties of the produced components: stiffness, wear, lubrication, fatigue, etc. Thus, a comprehensive understanding of the burnishing process is essential in order to better design the burnishing process, choosing the proper processing parameters and conditions. Several studies have been conducted to investigate the effects of different process parameters (feed, speed, tool geometry and material, etc.) and lubri-coolant conditions [
1,
2,
3] on the surface aspect during severe plastic deformation processes and burnishing [
4,
5,
6,
7,
8,
9,
10,
11,
12,
13,
14].
Revankar et al. [
15] investigated the influence of burnishing speed and feed on surface roughness and hardness, during the burnishing of titanium alloy (Ti–6Al–4V). The optimization results revealed that burnishing feed and burnishing speed are the significant parameters for minimizing the surface roughness. Significant enhancement in surface hardness (17%) and surface finish (77%) was shown when compared to the as-received machined surface. Chomienne et al. [
16] analyzed the influence of ball-burnishing on the residual stress profile during the processing of martensitic steel: burnishing force was revealed to be the most influential factor for surface change. Tang et al. [
17] studied the effect of cryogenic burnishing on the corrosion product film formation mechanism of Ti-6Al-4V titanium. Compared with unburnished ones, cryo-burnished specimens had a thicker subsurface layer with fewer defects with improved compactness, thickness and protection of corrosion product film on the Ti-6Al-4V alloy. Rodriguez et al. [
18] presented a complete analysis of the main beneficial aspects produced by the application of ball-burnishing on AISI 1045 turned parts. The study verified that burnishing speed variation hardly affects the surface finish and hardness of the workpiece and burnishing at high pressures increases the surface hardness, while burnishing feed rate is important for increasing the productivity. Ball-burnishing improved the surface quality (even reaching 0.3 μm Ra), increased the hardness of the workpiece surface (up to 60% Brinell) and introduced compressive residual stresses for a depth of 1 mm, improving, consequently, the fatigue life of the component and its wear resistance. Yilmaz and Sadeler [
19] performed impact wear tests on ball-burnished 316L stainless steel. The experimental results showed that the previous ball-burnishing treatment affected the grain structure, which caused deformation on the surface. The ball-burnishing treatment also increased the surface hardness of the 316L stainless steel by 31%. Due to increased surface hardness, volume losses during impact wear tests were less than those in the untreated specimens.
Revankar et al. [
20] considered various burnishing process parameters (speed, feed, force and number of passes) to reduce the specific wear rate and coefficient of friction in processing Ti-6Al-4V alloy. The optimization results showed that the specific wear rate decreased by 52%, whereas the coefficient of friction was reduced by 64% as compared to the turned surface, confirming a significant wear resistance improvement. Furthermore, surface microhardness increased from 340 to 405HV, surface roughness decreased from 0.45 to 0.12 µm and compressive residual stresses were also found beneath the burnished surface. Nguyen et al. [
21] improved the surface quality of AISI 1045 steel by performing a series of roller-burnishing experiments. They investigated the influence of spindle speed (S), feed rate (F) and burnishing depth (D) on three surface quality features: surface roughness (Ra), surface hardness (H) and hardness depth (HD) of the interior roller-burnishing. An evolutionary algorithm named the archive-based micro genetic algorithm (AMGA) was implemented to develop a set of non-linear equations determining the best machining conditions among those investigated.
Hassan et al. [
22] studied the influence of feed, speed, forces and number of tool passes on surface hardness and roughness during the roller-burnishing of non-ferrous materials (aluminum alloy and brass). It was found that roller-burnishing improves surface quality when process parameters were kept under control and, furthermore, experiments revealed that force and the number of burnishing tool passes are the main influential parameters for the material under investigation.
Amini et al. [
23], by a full factorial experimental design, studied the influence of ultrasonic vibration, feed rate, and pass number on surface roughness and hardness when ball-burnishing aluminum 6061 and AISI 1045 steel plates. As the main result, compared to the conventional burnishing process, it was found that the association of both static and dynamic loading in the ultrasonic-assisted burnishing process enhances the hardness surface value and hardened depth and reduces surface roughness.
García-Granada et al. [
24] studied the influence of the ball-burnishing process on AISI 1038 steel and AA2017-T4 aluminum alloy. They found that burnishing increased the compressive residual stresses in layers up to 0.6 mm deep for the chosen testing conditions, justifying the relevance of burnishing as an industrial finishing process with particular interest for finish parts subjected to fatigue working regimes. Furthermore, similar induced residual stresses were found in both the x and y direction.
Sachin et al. [
25] investigated the influence of a novel diamond burnishing tool on a 17-4 PH stainless steel in cryogenic conditions. Better surface integrity results (roughness, surface hardness, subsurface microhardness and residual stress) were found when compared with dry and Minimum Quantity of Lubricant (MQL) conditions.
Khalilpourazary et al. [
26] analyzed a new approach in the burnishing process of Al7175 using nanofluid containing alumina nanoparticles. Significant improvements in surface roughness and microhardness compared to those of dry burnishing were found. Furthermore, the results confirmed the presence of a thin layer of 0.4mm of alumina ceramic on the burnished workpiece surface.
The state of the art demonstrates that the burnishing process is of relevant interest for super finishing products, especially when they need to overcome strict regulations on reliability and performance, such as fatigue life, wear or corrosion. However, burnishing force is, most of the time, considered as an input variable of the process and it is consequently related with the surface characteristics. Even though this way allows industry to easily implement the process in the working line, it does not offer the possibility to completely assess the process parameters’ influence on the final surface integrity. In this context, this work shows a deep statistical analysis of roller-burnishing of Ti-6Al-4V with varying process parameters on the surface integrity of the burnished material in terms of surface roughness, hardness and wear rate. A custom-made tool was used and the overall analysis allowed us to develop models able to describe the surface integrity parameters influenced by the process in order to select the right combination according to the specific needs.
2. Materials and Methods
Grade 5 titanium alloy Ti-6Al-4V workpiece material was employed in the form of cylindrical bars with a diameter of 30 mm. The chemical composition of the alloy was: Fe = 0.13%wt, C = 0.014%wt, N = 0.021%wt, H = 0.001%wt, O = 0.17%wt, Al = 6.31%wt, V = 4.25%wt, Y < 0.001%wt. The initial hardness was found to be of 380HV and the microstructure was verified to be of equiaxed α grains with intergranular β. Roller-burnishing tests were performed by a high-speed Computer Numerical Control (CNC) turning center equipped with a coolant/lubricant delivery line. Thus, three different configurations were considered: dry, minimum quantity of lubrication (MQL) and cryogenic (Cryo) lubro-cooling conditions. Some of the data were experimentally collected in a previous work, where the authors demonstrated how the setup of the sole burnishing force leads to a significant loss of information on the mechanics of the process and its influence on the final surface state [
27].
In the MQL condition, the lubricant was delivered to the tool–workpiece contact zone through an external nozzle. The liquid used was a vegetable oil with a flow rate of 60 mL/h. Cryogenic coolant LN2 was delivered by a couple of external nozzles with an inner diameter of 2 mm and a pressure of 6 bar at a distance of 10 mm from the contact zone. The nozzles were set to spray on the unprocessed surface at a distance of 10 mm from the roller tool, resulting in a surface pre-freezing effect, which avoids effects on the tool bearing system, allowing a consistent improvement of the surface quality of the processed part. Burnishing tests were performed by two custom-made roller-burnishing tools with a core material of hardened steel used in the coated and uncoated configuration: stellite coating with a thickness of about 200 μm was deposited by a cold spray method. A customized crotch tool holder was held in a Kistler 9257 three-component piezoelectric dynamometer for measuring forces, while an infrared thermo-camera was used to detect (having a known value of emissivity) the whole thermal field.
The experimental campaign was based on a mixed-level full factorial design, as reported in
Table 1. In more detail, factors such as burnishing speed (
v), burnishing depth (
DoB), tool roller radius (
R) and lubricant/cooling conditions were varied over three levels, while the tool surface characteristics were varied over two levels, namely coated and uncoated. Thus, a total of 162 experiments were performed, with three repetitions for each test. Furthermore, an explorative preliminary experimental campaign, based on the Taguchi method was also performed in order to select the values of feed rate and the number of passes, which were fixed at 0.05 mm/rev and 2, respectively. It is worth noting that the burnishing forces were measured as an output of the process instead of controlled input variables, in order to maintain the same burnishing depth and guarantee the same dimensional tolerances in each of the investigated cases. In fact, the proper setting of burnishing parameters is crucial to avoid exceeding the tolerance field. Furthermore, when the burnishing force is fixed, it is difficult to relate the other processing parameters directly with the obtained surface quality.
Moreover, it was possible to customize the tool and the holder for the specific needs. Afterward, burnished samples were cut in the transverse direction and mounted into a resin holder for further analysis. Furthermore, the in-house production allowed us to make a sufficient number of burnishing tools so that, in order to avoid undesired effects due to tool wear, a fresh one was used for each testing condition.
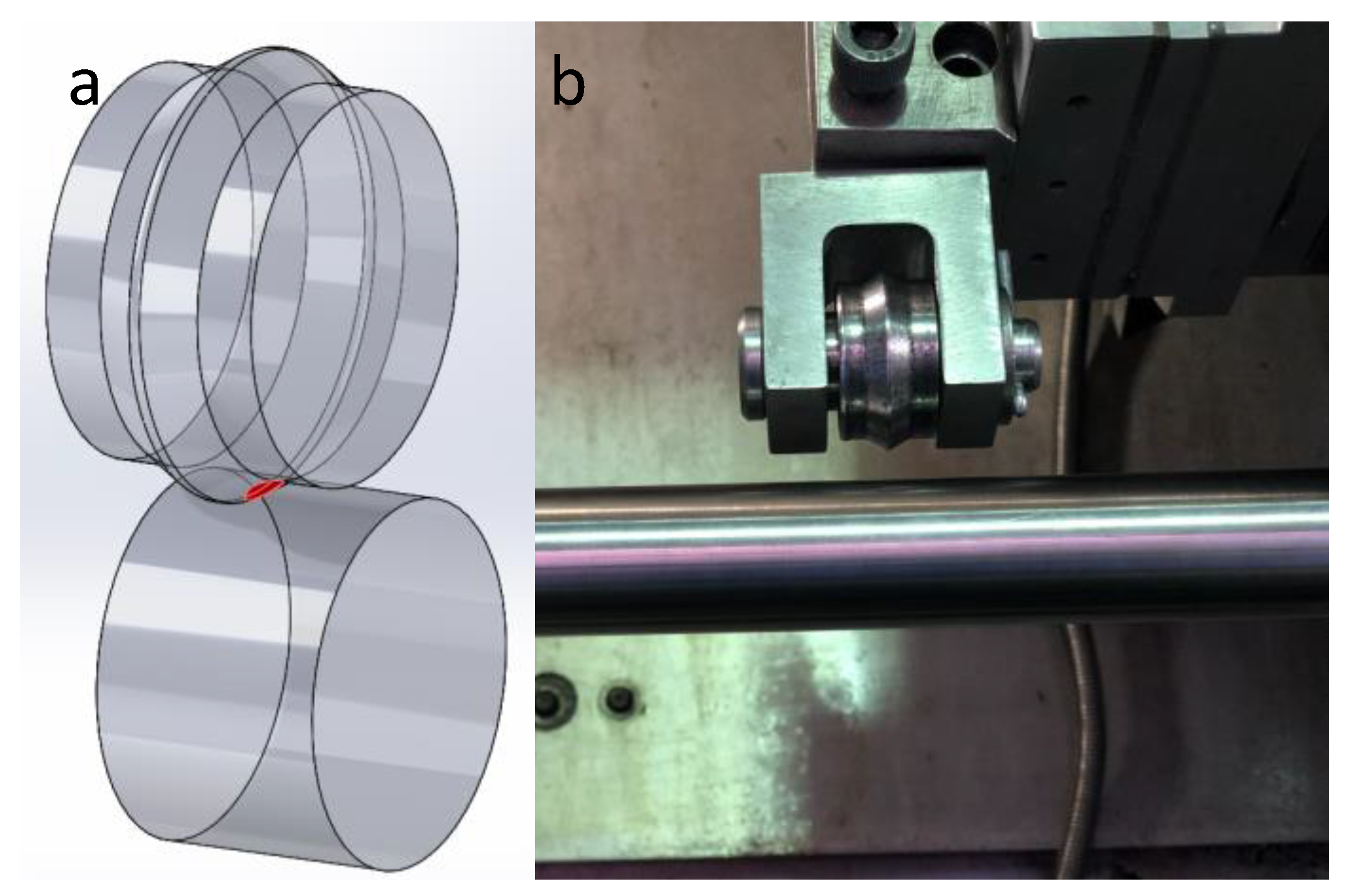
Figure 1 reports a schematic of the tool–workpiece contact design and the burnishing configuration. The tool was made with hardened steel and the radius, shown in
Figure 1, is 1 mm. The cross section was then mechanically polished and etched using Kroll’s reagent (92 mL of distilled water, 6 ml of nitric acid, 2 ml of hydrochloric acid) and then analyzed under an optical microscope (1000×). A non-contact 3D confocal profilometer was used to probe the surface roughness
Ra in the feed direction as an average of 10 lines with best fit line subtraction methods (with automatic cut-off selection according to ISO 4288-1996). Finally, the Vickers micro-hardness (
HV0.1) of the surface and subsurface layer was probed by means of an instrumented micro indenter.
Furthermore, wear tests were carried out on another batch of burnished samples by means of a linearly reciprocating ball-on-flat sliding wear test performed according to the ASTM G133 standard on a tribometer equipped with an alumina ball as a static partner. The tests were carried out on the burnished samples and the as-machined surface. The specific wear rate was calculated using the Archard model, Wr = V/Fn·l (mm3/N/m), where V is the sample volume loss, Fn is the average normal load and l is the sliding distance. A confocal white light 3D surface profilometer was used to measure the volume loss of the burnished specimen for the wear rate evaluation.
Author Contributions
Author Contributions: Conceptualization, G.R. and A.D.P.; methodology, G.R. and L.F. software, G.R., S.C.; validation, S.C. and L.F.; formal analysis, G.R., L.F., A.D.P., S.C.; investigation, G.R., L.F., A.D.P., S.C.; resources, A.D.P. and L.F.; data curation, G.R., S.C., L.F., A.D.P.; writing—original draft preparation, G.R.; writing—review and editing, G.R., L.F., S.C., A.D.P.; visualization, G.R., L.F., S.C., A.D.P.; supervision, L.F. and A.D.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Shokrani, A.; Dhokia, V.; Newman, S.T. Investigation of the effects of cryogenic machining on surface integrity in CNC end milling of Ti–6Al–4V titanium alloy. J. Manuf. Process. 2019, 21, 172–179. [Google Scholar] [CrossRef]
- Del Prete, A.; Primo, T.; Franchi, R. Super-Nickel Orthogonal Turning Operations Optimization. Procedia CIRP 2013, 8, 164–169. [Google Scholar] [CrossRef]
- Schrenk, M.; Krenn, S.; Rodríguez Ripoll, M.; Nevosad, A.; Paar, S.; Grundtner, R.; Rohm, G.; Franek, F. Statistical analysis on the impact of process parameters on tool damage during press hardening. J. Manuf. Process. 2016, 23, 222–230. [Google Scholar] [CrossRef]
- Nestler, A.; Schubert, A. Roller Burnishing of Particle Reinforced Aluminium Matrix Composites. Metals 2018, 8, 95. [Google Scholar] [CrossRef]
- Uddin, M.S.; Hall, C.; Hooper, R.; Charrault, E.; Murphy, P.; Santos, V. Finite Element Analysis of Surface Integrity in Deep Ball-Burnishing of a Biodegradable AZ31B Mg Alloy. Metals 2018, 8, 136. [Google Scholar] [CrossRef]
- Swirad, S. Surface texture characterization of alpha-beta titanium alloy (Ti6Al4V) after hydrostatic burnishing. MATEC Web Conf. 2018, 189, 01001. [Google Scholar] [CrossRef]
- Jerez-Mesa, R.; Landon, R.Y.; Travieso-Rodriguez, J.A.; Dessein, G.; Lluma-Fuentes, J.; Wagner, V. Topological surface integrity modification of AISI 1038 alloy after vibration-assisted ball burnishing. Surf. Coat. Technol. 2018, 319, 364–377. [Google Scholar] [CrossRef]
- Avilés, R.; Albizuri, J.; Rodríguez, A.; De Lacalle, L.L. Influence of low-plasticity ball burnishing on the high-cycle fatigue strength of medium carbon AISI 1045 steel. Int. J. Fatigue 2013, 55, 230–244. [Google Scholar] [CrossRef]
- Randjelovic, S.; Tadic, B.; Todorovic, P.M.; Vukelic, D.; Miloradovic, D.; Radenkovic, M.; Tsiafis, C. Modelling of the ball burnishing process with a high-stiffness tool. Int. J. Adv. Manuf. Technol. 2015, 81, 1509–1518. [Google Scholar] [CrossRef]
- Srinivasa Rao, D.; Suresh Hebbar, H.; Komaraiah, M. Surface Hardening of High-Strength Low Alloy Steels (HSLA) Dual-Phase Steels by Ball Burnishing Using Factorial Design. J. Mater. Manuf. Process. 2007, 22, 825–829. [Google Scholar] [CrossRef]
- El-Taweel, T.A.; El-Axir, M.H. Analysis and optimization of the ball burnishing process through the Taguchi technique. Int. J. Adv. Manuf. Technol. 2009, 41, 301–310. [Google Scholar] [CrossRef]
- Jerez-Mesa, R.; Travieso-Rodríguez, J.A.; Landon, Y.; Dessein, G.; Lluma-Fuentes, J.; Wagner, V. Comprehensive analysis of surface integrity modification of ball-end milled Ti-6Al-4V surfaces through vibration-assisted ball burnishing. J. Mater. Process. Technol. 2019, 267, 230–240. [Google Scholar] [CrossRef]
- Gomez-Gras, G.; Travieso-Rodriguez, J.A.; Gonzalez-Rojas, H.A.; Nápoles-Alberro, A.; Carrillo, F.J.; Dessein, G. Study of a ball burnishing vibration-assisted process. Proc. Inst. Mech. Eng. B: J. Eng. 2015, 229, 172–177. [Google Scholar] [CrossRef]
- Franchi, R.; Del Prete, A.; Umbrello, D. Inverse analysis procedure to determine flow stress and friction data for finite element modeling of machining. Int. J. Mater. Form. 2017, 10, 685–695. [Google Scholar] [CrossRef]
- Revankar, G.D.; Shetty, R.; Rao, S.S.; Gaitonde, V.N. Analysis of surface roughness and hardness in ball burnishing of titanium alloy. Measurement 2014, 58, 256–268. [Google Scholar] [CrossRef]
- Chomienne, V.; Valiorgue, F.; Rech, J.; Verdu, C. Influence of ball burnishing on residual stress profile of a 15-5PH stainless steel. CIRP J. Manuf. Sci. Technol. 2016, 13, 90–96. [Google Scholar] [CrossRef]
- Tang, J.; Luo, H.; Qi, Y.; Xu, P.; Ma, S.; Zhang, Z.; Ma, Y. The effect of cryogenic burnishing on the formation mechanism of corrosion product film of Ti-6Al-4V titanium alloy in 0.9% NaCl solution. Surf. Coat. Technol. 2018, 345, 123–131. [Google Scholar] [CrossRef]
- Rodríguez, A.; López de Lacalle, L.N.; Celaya, A.; Lamikiz, A.; Albizuri, J. Surface improvement of shafts by the deep ball-burnishing technique. Surf. Coat. Technol. 2012, 206, 2817–2824. [Google Scholar] [CrossRef]
- Yilmaz, H.; Sadeler, R. Impact wear behavior of ball burnished 316L stainless steel. Surf. Coat. Technol. 2019, 363, 369–378. [Google Scholar] [CrossRef]
- Revankar, G.D.; Shetty, R.; Rao, S.S.; Gaitonde, V.N. Wear resistance enhancement of titanium alloy (Ti–6Al–4V) by ball burnishing process. J. Mater. Res. Technol. 2017, 6, 13–32. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Le, X.B. Optimization of interior roller burnishing process for improving surface quality. J. Mater. Manuf. Process. 2018, 33, 1233–1241. [Google Scholar] [CrossRef]
- Hassan, A.M.; Al-Wahhab, O.M.A. Surface characteristics of some roller burnished non-ferrous components. J. Mater Manuf. Process. 1998, 13, 505–515. [Google Scholar] [CrossRef]
- Amini, S.; Bagheri, A.; Teimouri, R. Ultrasonic-assisted ball burnishing of aluminum 6061 and AISI 1045 steel. J. Mater. Manuf. Process. 2018, 33, 1250–1259. [Google Scholar] [CrossRef]
- García-Granada, A.A.; Gomez-Gras, G.; Jerez-Mesa, R.; Travieso-Rodriguez, J.A.; Reyes, G. Ball-burnishing effect on deep residual stress on AISI 1038 and AA2017-T4. J. Mater. Manuf. Process. 2017, 32, 1279–1289. [Google Scholar] [CrossRef]
- Sachin, B.; Narendranath, S.; Chakradhar, D. Effect of working parameters on the surface integrity in cryogenic diamond burnishing of 17-4 PH stainless steel with a novel diamond burnishing tool. J. Manuf. Process. 2019, 38, 564–571. [Google Scholar] [CrossRef]
- Khalilpourazary, S.; Salehi, J. How alumina nanoparticles impact surface characteristics of Al7175 in roller burnishing process. J. Manuf. Process. 2019, 39, 1–11. [Google Scholar] [CrossRef]
- Rotella, G.; Rinaldi, S.; Filice, L. Roller burnishing of Ti6Al4V under different cooling/lubrication conditions and tool design: Effects on surface integrity. Int. J. Adv. Manuf. Technol. 2020, 106, 431–440. [Google Scholar] [CrossRef]
- Caudill, J.; Schoop, J.; Jawahir, I.S. Producing sustainable nanostructures in Ti-6Al-4V alloys for improved surface integrity and increased functional life in aerospace applications by cryogenic burnishing. Proc. CIRP 2019, 80, 120–125. [Google Scholar] [CrossRef]
- Caudill, J.; Huang, B.; Arvin, C.; Schoop, J.; Meyer, K.; Jawahir, I.S. Enhancing the surface integrity of Ti-6Al-4V alloy through cryogenic burnishing. Proc. CIRP 2014, 13, 243–248. [Google Scholar] [CrossRef]
Figure 1.
Tool design (a) and burnishing setup (b) for the experimental campaign.
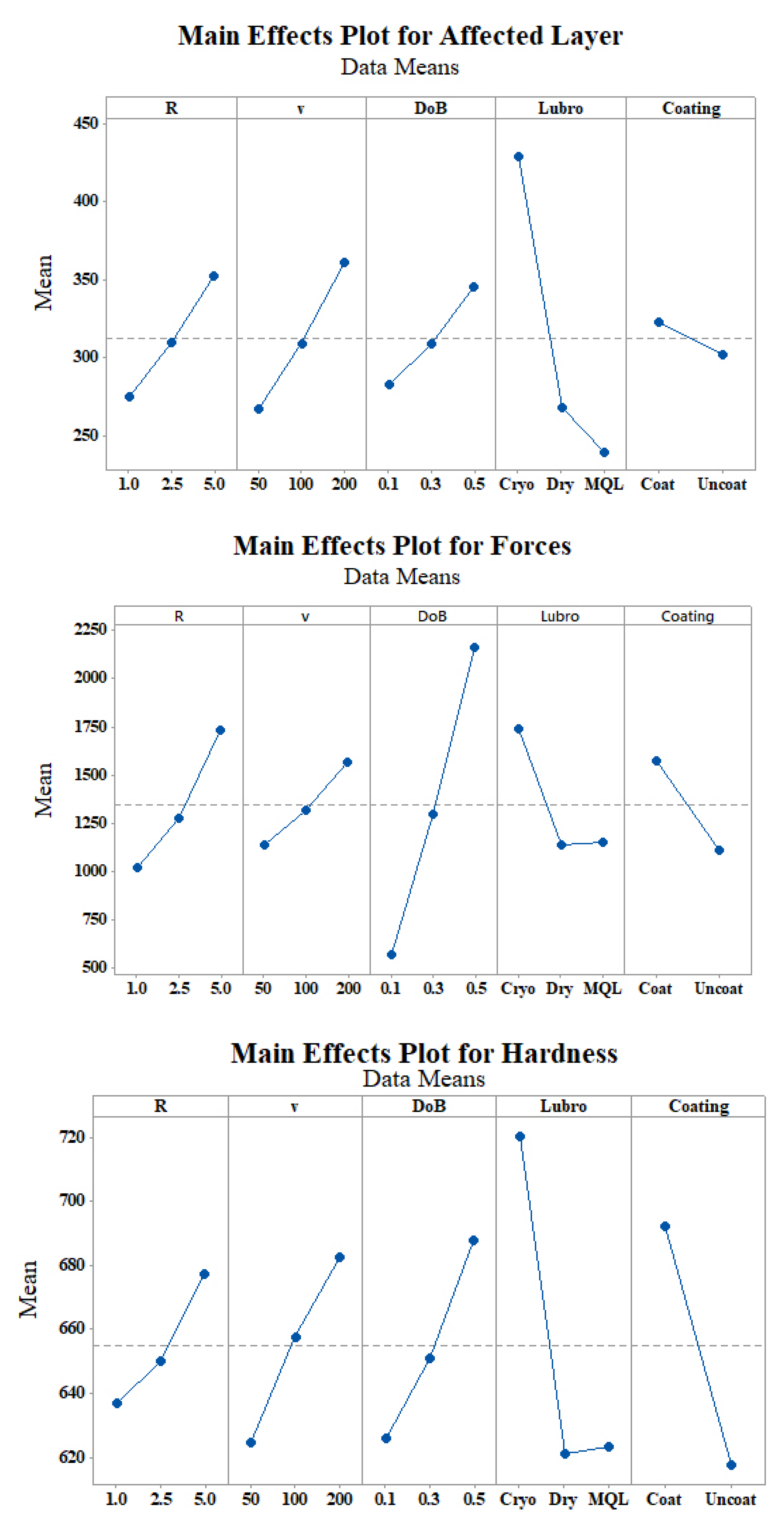
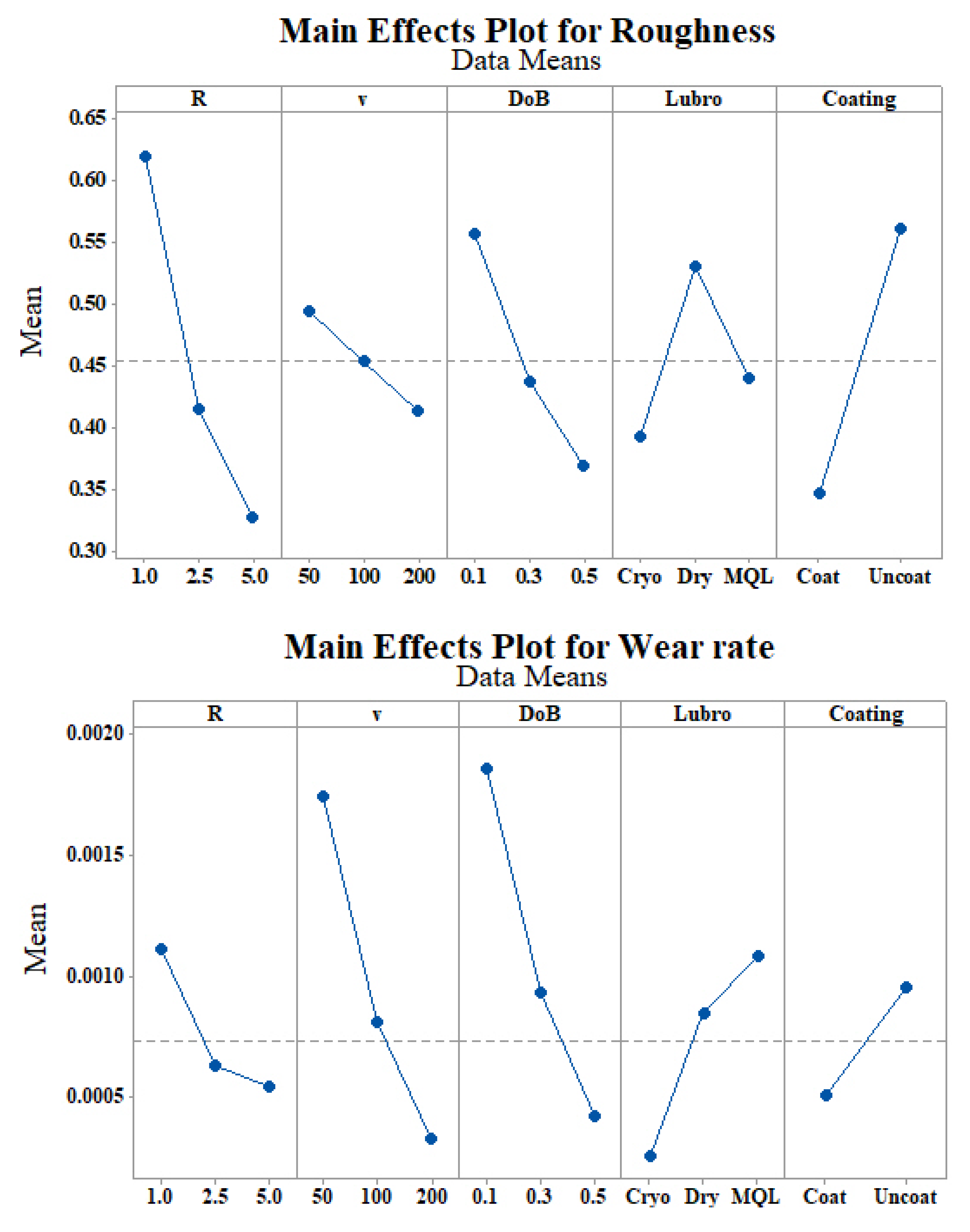
Figure 2.
Main effects plot for all the evaluated process inputs and outputs: R (mm), v (m/min), DoB (mm).
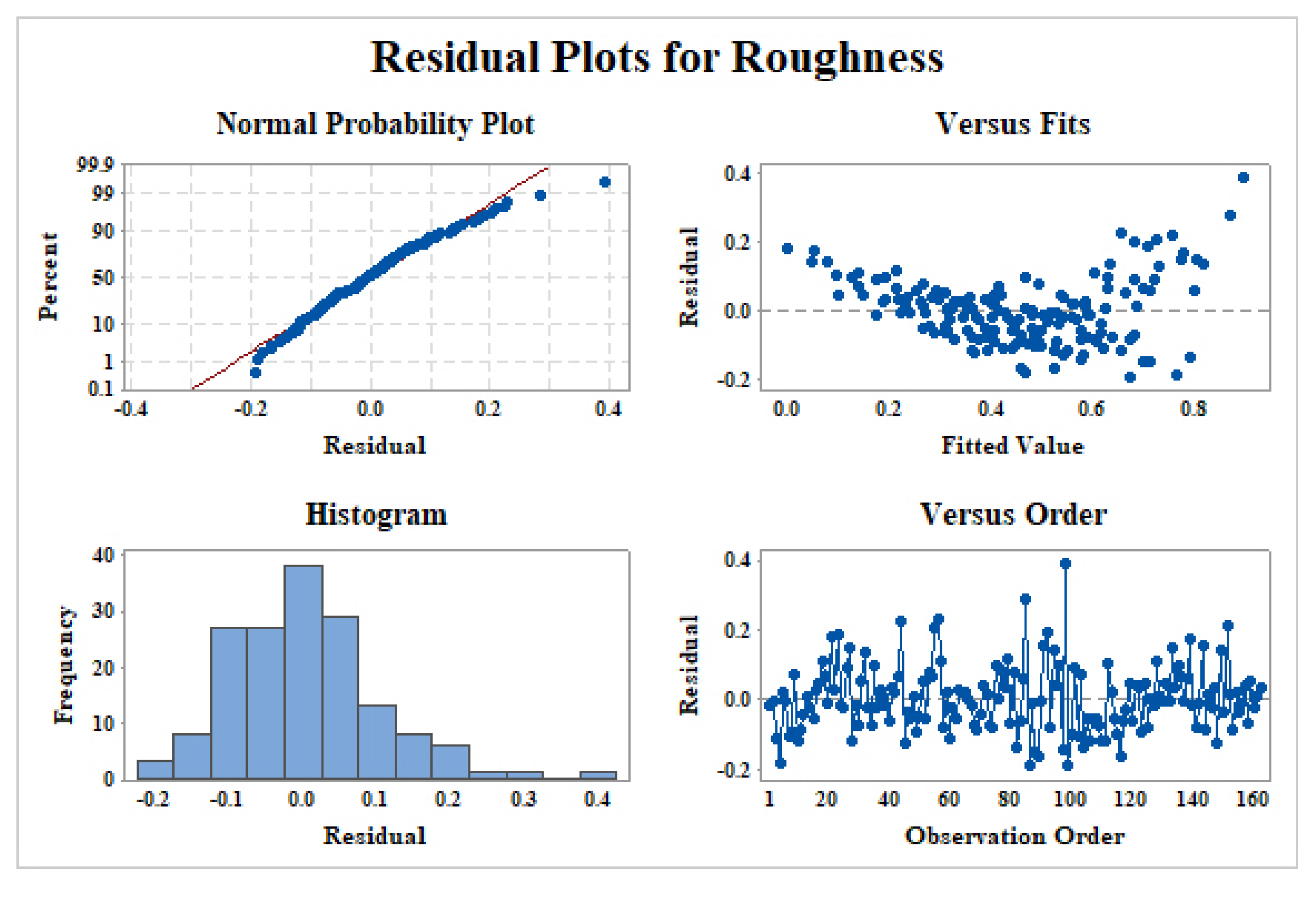
Figure 3.
Residual plots for roughness.
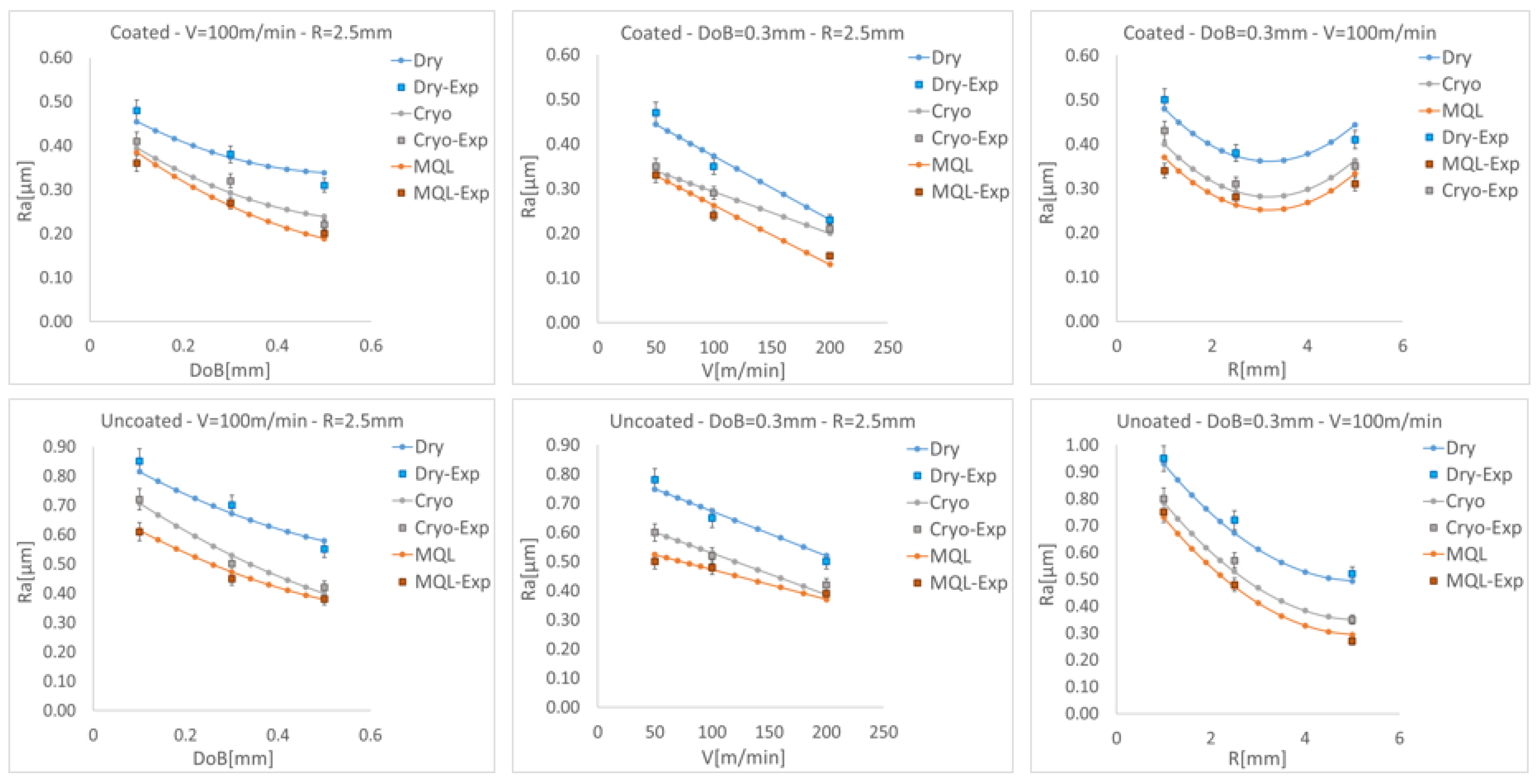
Figure 4.
Roughness prediction for selected cases.
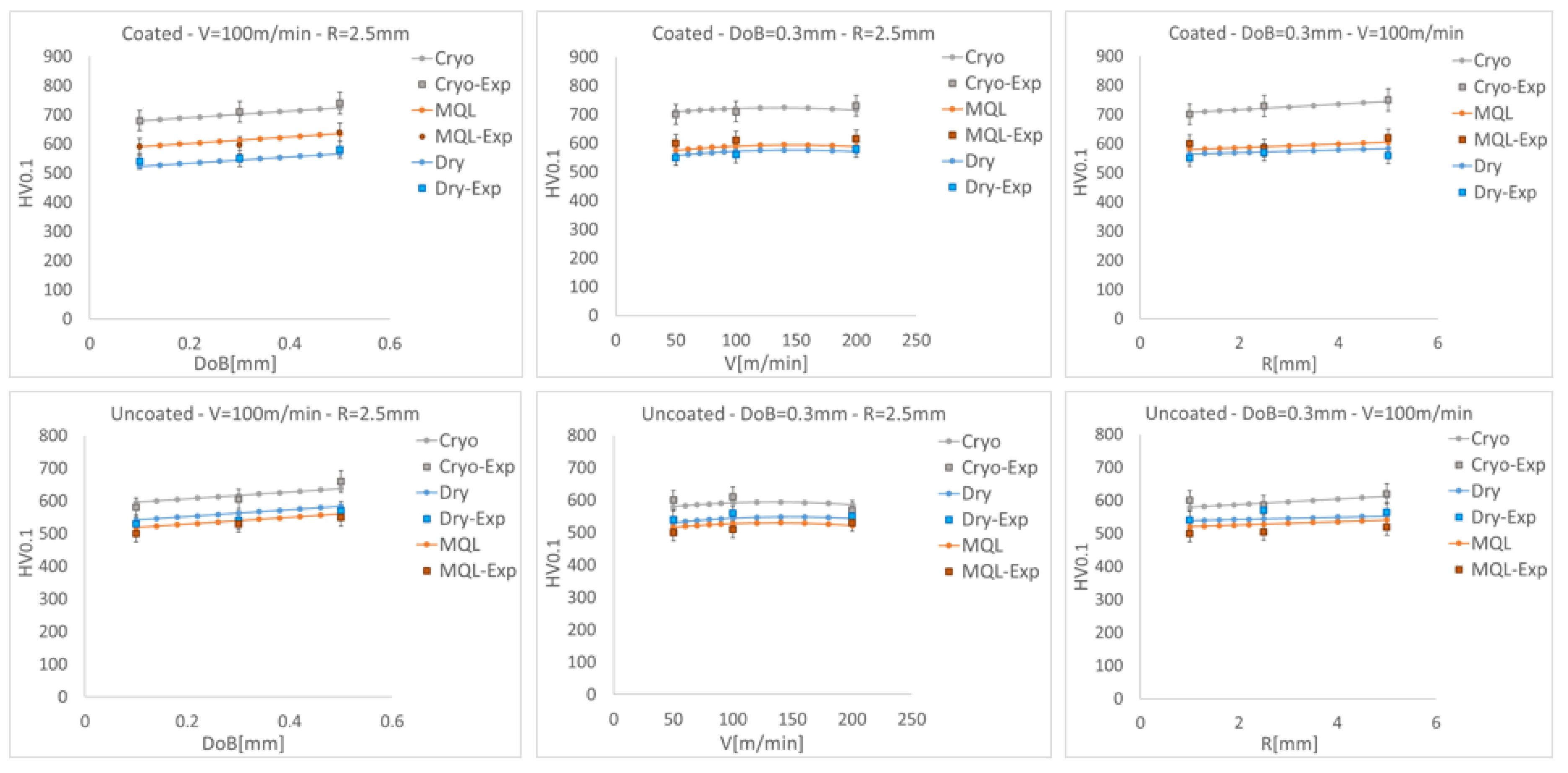
Figure 5.
Hardness prediction for selected cases.
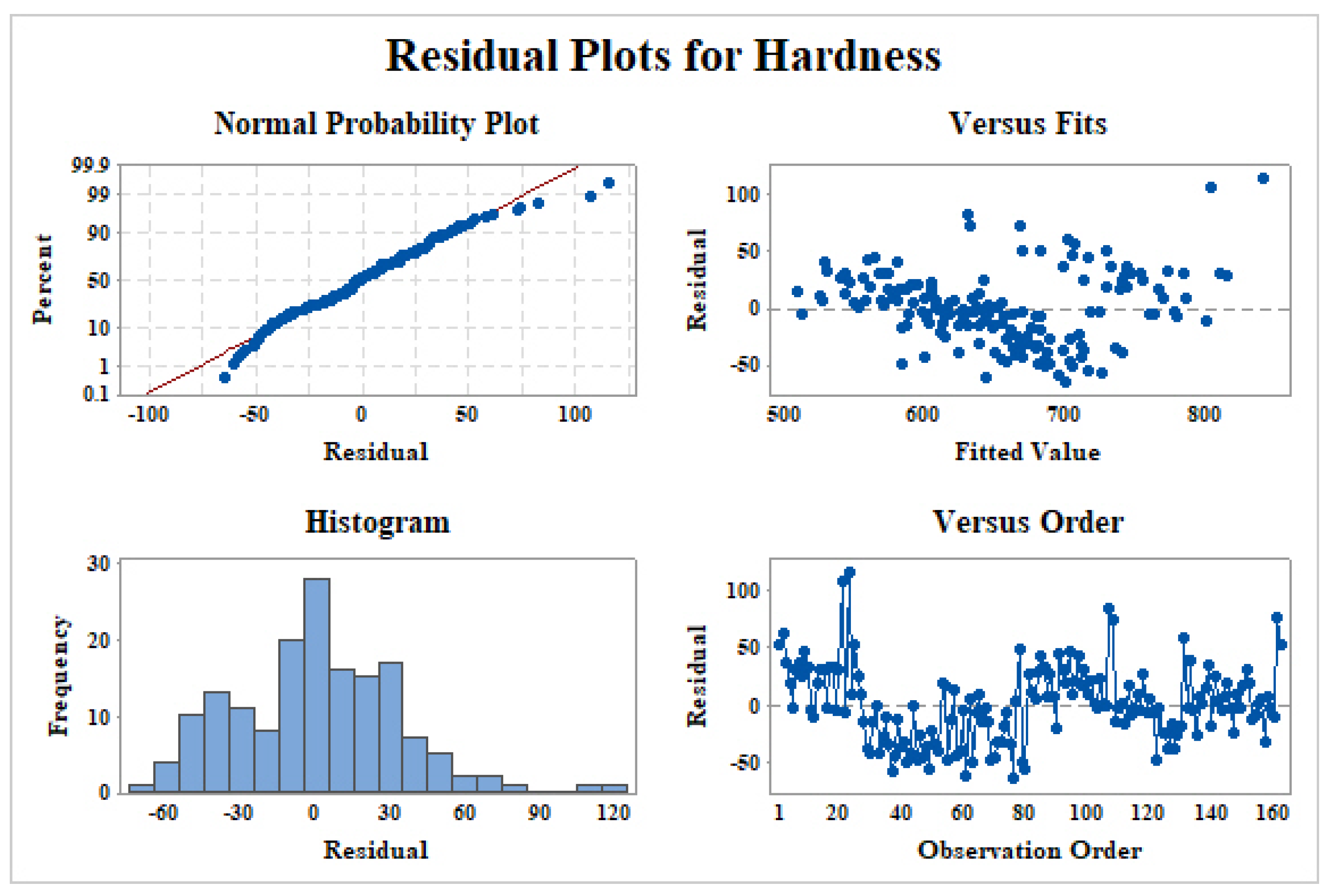
Figure 6.
Residual plots for hardness.
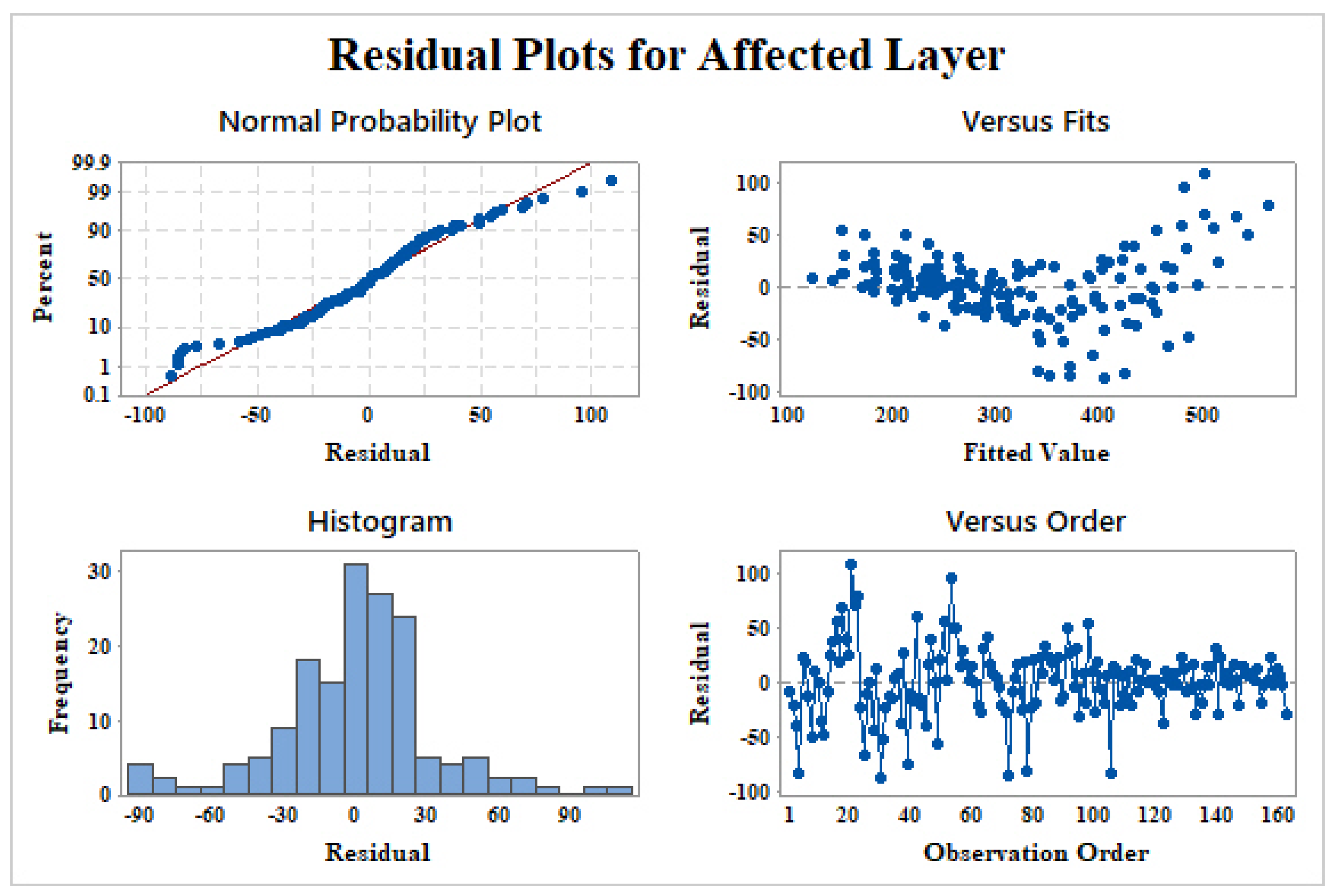
Figure 7.
Residual plots for affected layer.
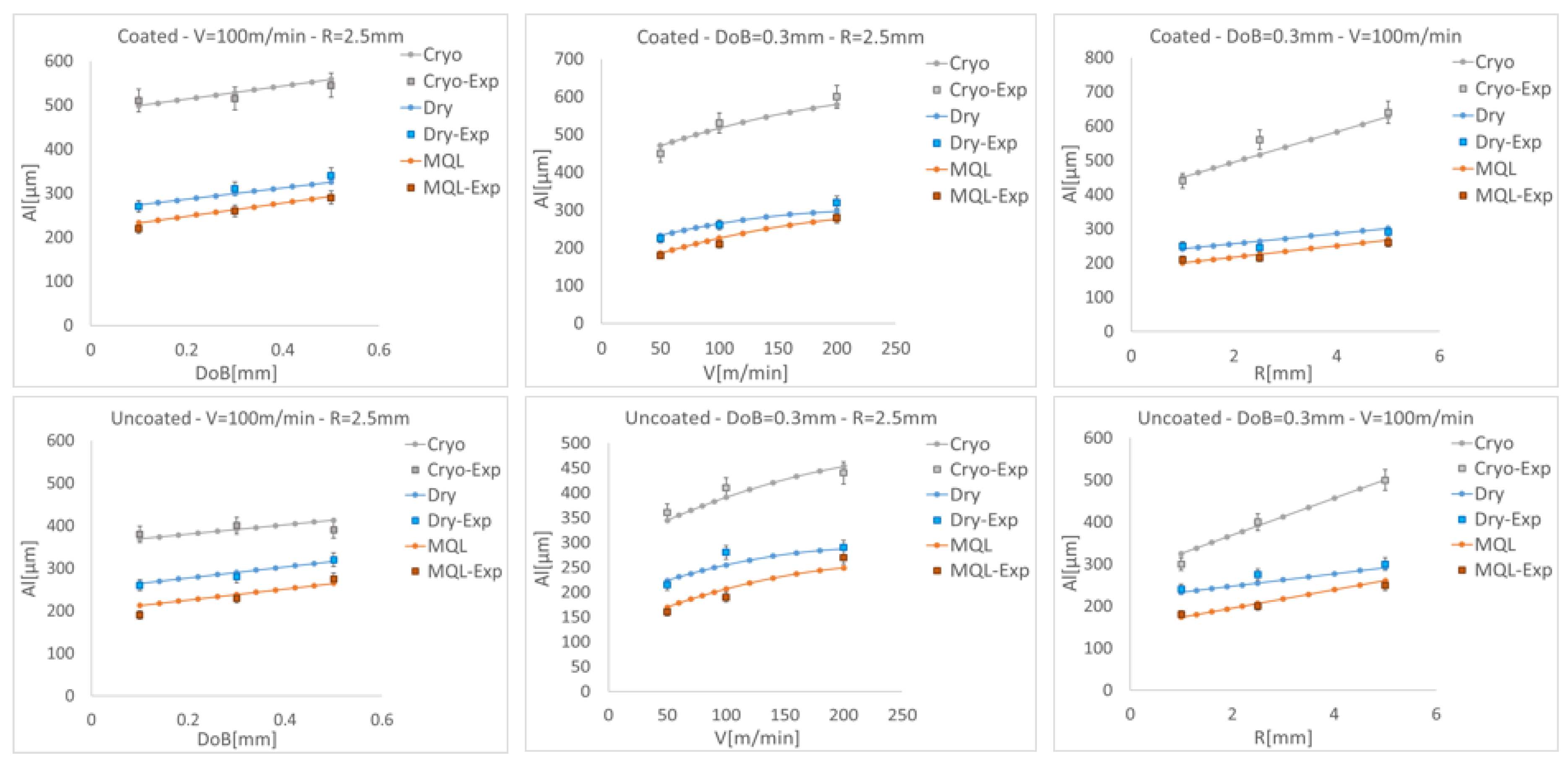
Figure 8.
Model prediction of affected layer Al vs. experiments.
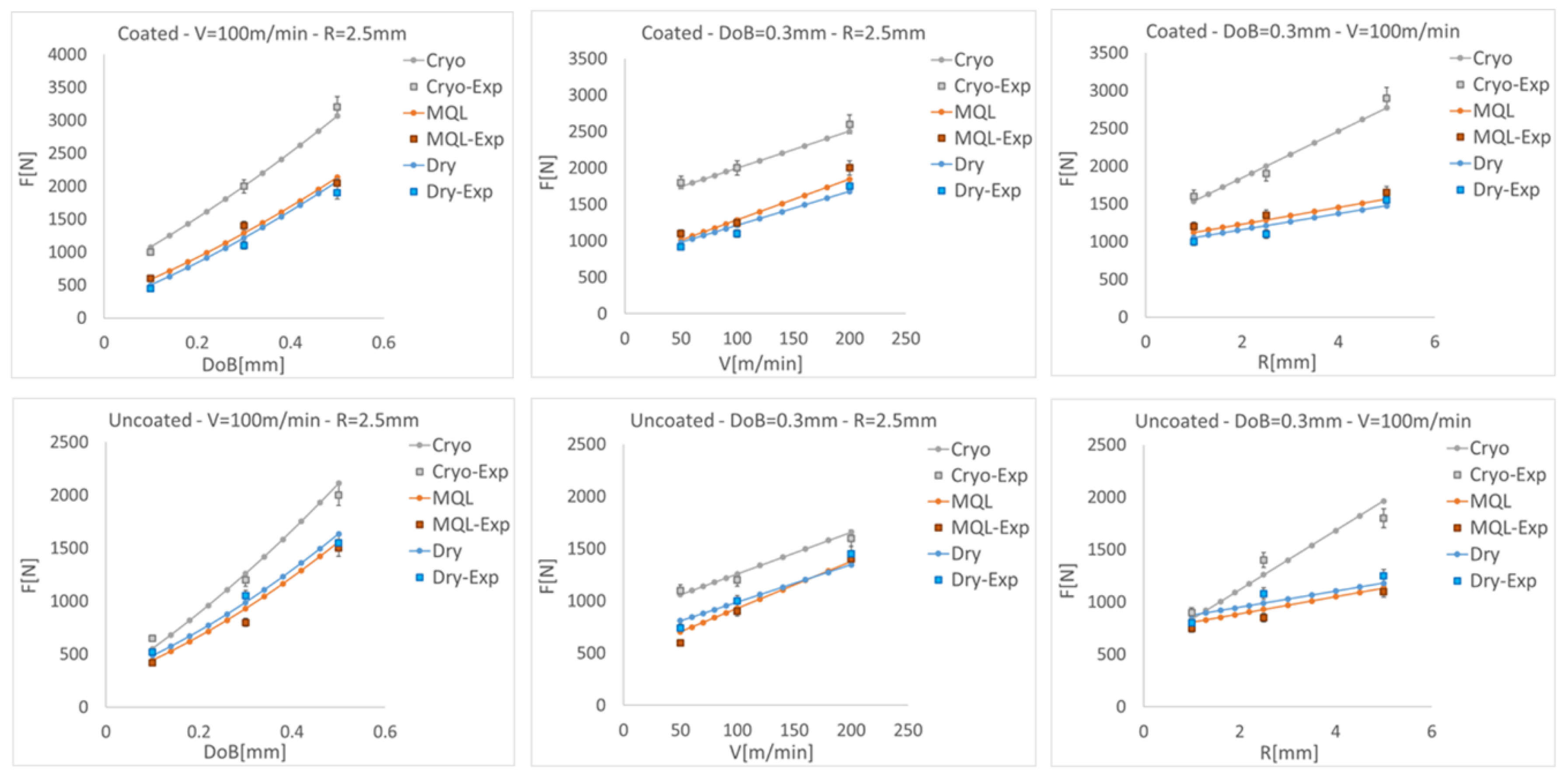
Figure 9.
Model prediction for forces vs. experiments.
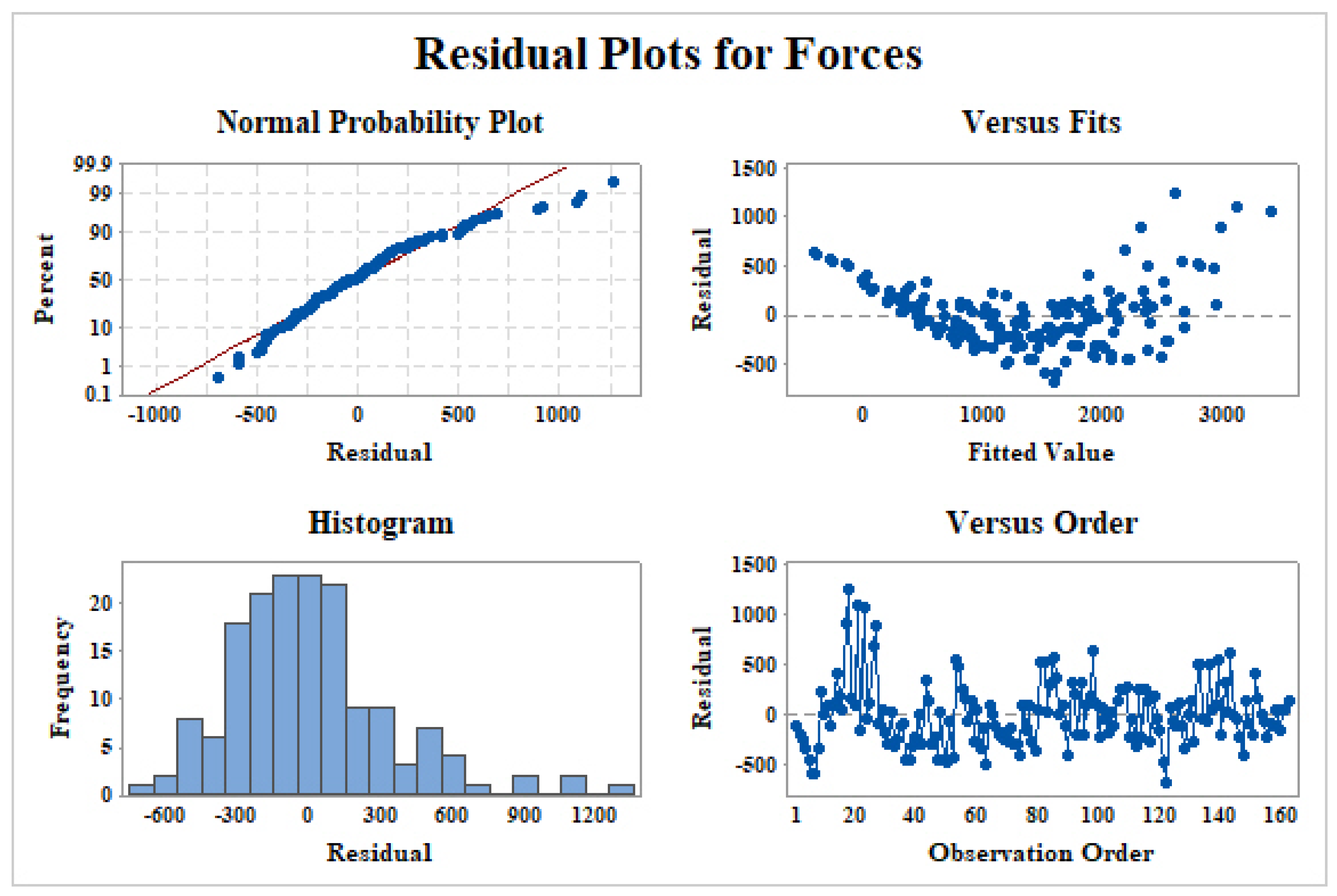
Figure 10.
Residual plots for forces.
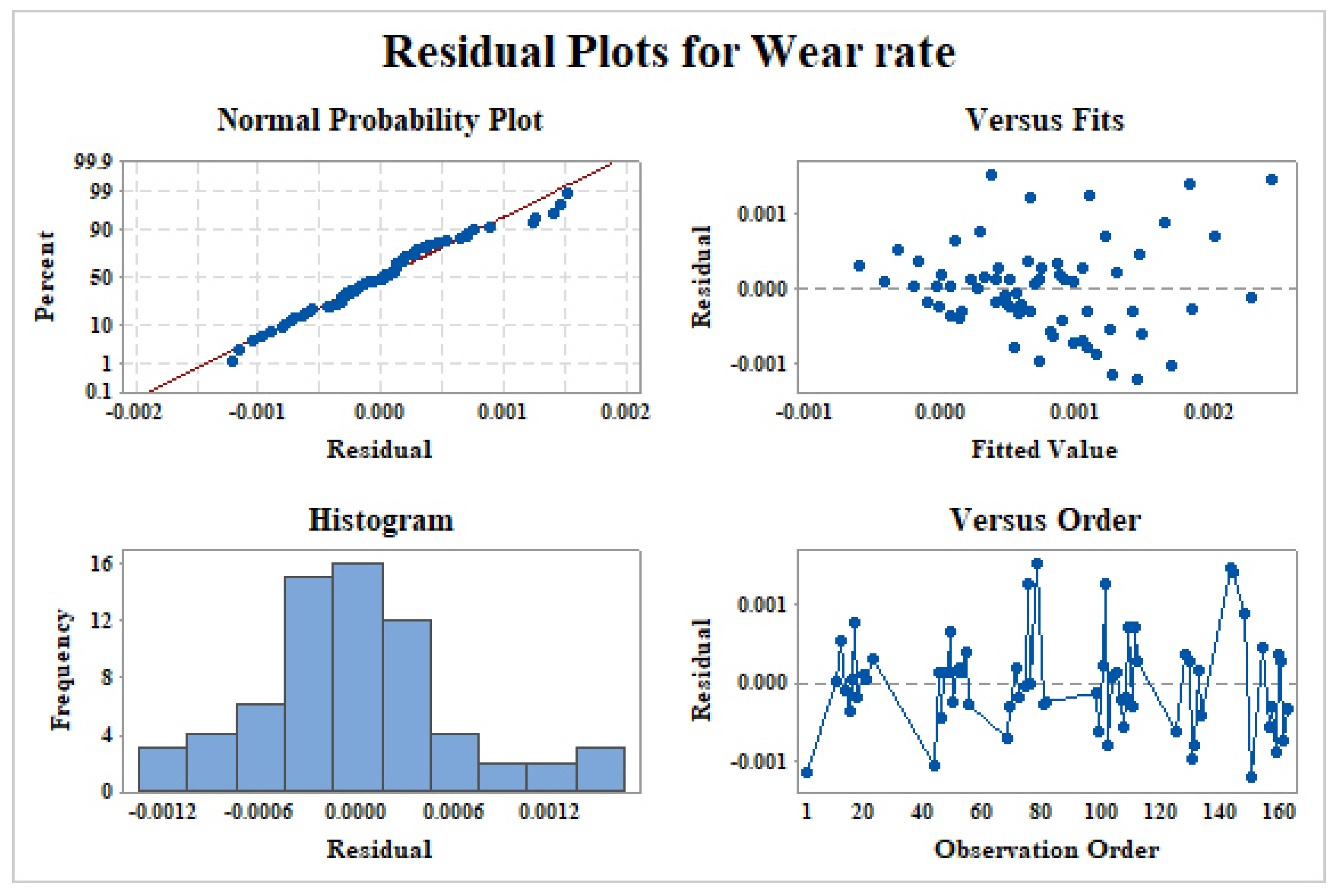
Figure 11.
Residual plots for wear rate.
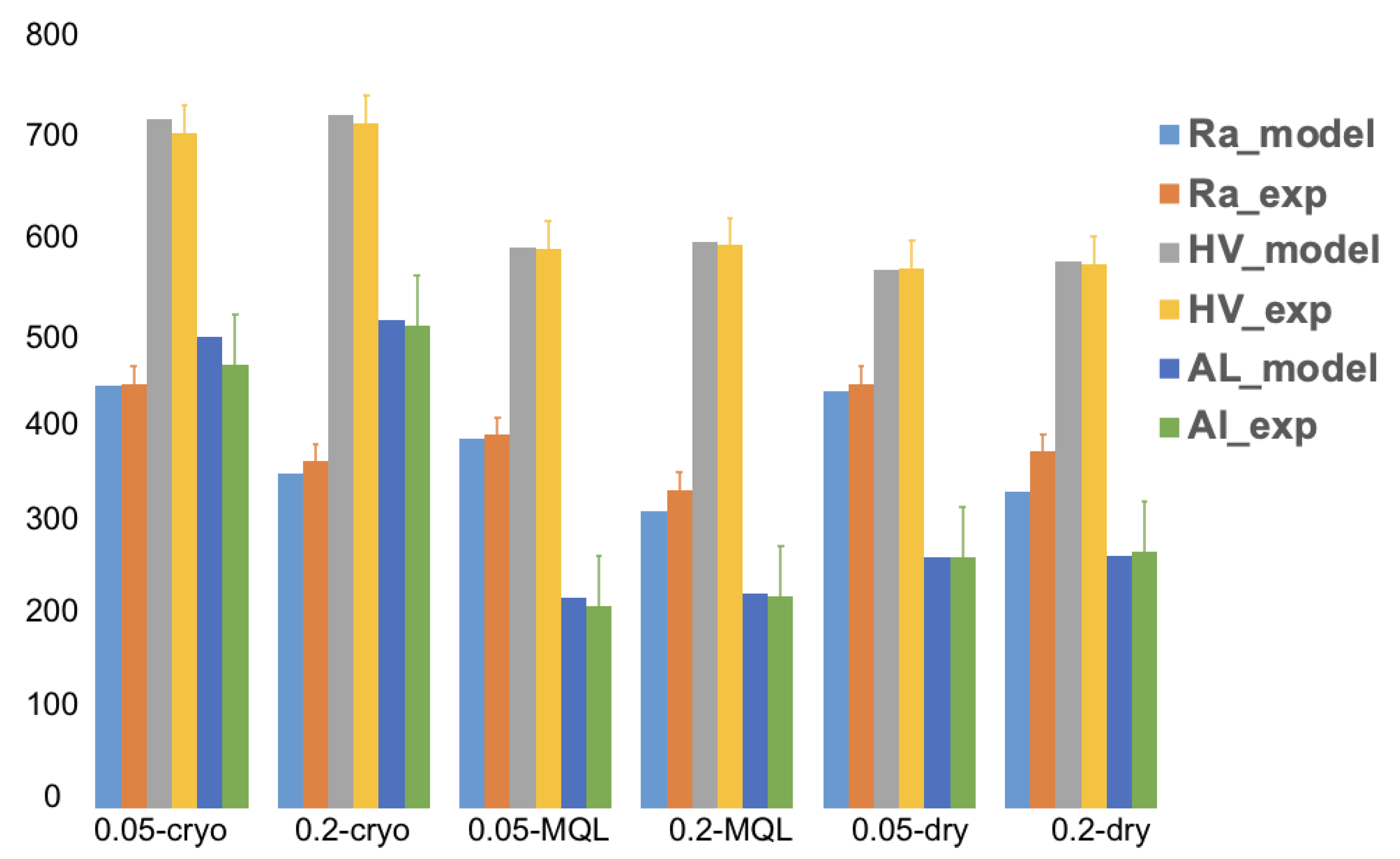
Figure 12.
Validation data for numerical vs. experimental results: DoB (mm) on x axis; Ra (µm × 103), HV0.1, AL (µm).
Table 1.
Design of experiments for burnishing Ti-6Al-4V alloy.
| Factors | Level 1 | Level 2 | Level 3 |
|---|
| Lubricant/coolant Lc | Dry | MQL | Cryogenic |
| Burnishing depth (mm) DoB | 0.1 | 0.3 | 0.5 |
| Burnishing speed (m/min) v | 50 | 100 | 200 |
| Roller radius (mm) R | 1 | 2.5 | 5 |
| Tool condition C | coated | uncoated | - |
Table 2.
Values for roughness constant C in varying lubro/cooling and coating conditions.
| | Dry
a/b/c/d | MQL
a/b/c/d | Cryogenic
a/b/c/d |
|---|
| Coated | 0.95/0.2/1.6 × 10−3/1.1 | 0.9/0.2/1.1 × 10−3/1 | 1/0.2/1.7 × 10−3/0.9 |
| Uncoated | 1.6/0.3/1.810−3/1.4 | 1.4/0.3/1.310−3/1.2 | 1.65/0.3/1.8 × 10−3/1.2 |
Table 3.
Values for hardness constants in varying lubro/cooling and coating conditions.
| | Dry
a/b/c/d | MQL
a/b/c/d | Cryogenic
a/b/c/d |
|---|
| Coated | 554.1/14.8/0.9/63.2 | 574.1/13.3/0.9/82.1 | 703.9/10.1/0.8/86.4 |
| Uncoated | 531.9/15.9/0.9/71.4 | 522.6/14.4/0.8/90.3 | 579.5/11.2/0.8/94.6 |
Table 4.
Values for affected layer constants in varying lubro/cooling and coating conditions.
| | Dry
a/b/c/d | MQL
a/b/c/d | Cryogenic
a/b/c/d |
|---|
| Coated | 162.9/9.9/0.8/12.7 | 85.5/16.9/1.1/25 | 238.8/39.2/1.1/110.8 |
| Uncoated | 154.4/9.8/0.8/11.7 | 74.7/16.8/0.9/24 | 158/39/1.1/109.8 |
Table 5.
Values for force constants in varying lubro/cooling and coating conditions.
| | Dry
a/b/c/d | MQL
a/b/c/d | Cryogenic
a/b/c/d |
|---|
| Coated | 158/−91.3/1.4/955 | 153/−86.7/2.3/884 | 84/113.1/1.8/1985 |
| Uncoated | 433/−119.2/0.3/−112 | 293/−114.6/1.2/−183 | −158/85.2/0.72/918 |
Table 6.
Values for wear rate constants in varying lubro/cooling and coating conditions.
| | Dry
a/b/c/d | MQL
a/b/c/d | Cryogenic
a/b/c/d |
|---|
| Coated | 1.04 × 10−4/2.1 × 10−4/4 × 10−7/5.1 × 10−4 | 1.11 × 10−3/2.1 × 10−4/4 × 10−7/5.1 × 10−4 | 8.1 × 10−4/2.1 × 10−4/4 × 10−7/5.1 × 10−4 |
| Uncoated | 1.07 × 10−3/2.1 × 10−4/4 × 10−7/5.1 × 10−4 | 1.14 × 10−3/2.1 × 10−4/4 × 10−7/5.1 × 10−4 | 8.4 × 10−4/2.1 × 10−4/4 × 10−7/5.1 × 10−4 |
Table 7.
Design of experiments for results validation in burnishing Ti-6Al-4V alloy.
| Factors | Level 1 | Level 2 | Level 3 |
|---|
| Lubricant/coolant Lc | DRY | MQL | CRYO |
| Burnishing depth (mm) DoB | 0.05 | 0.2 | - |
| Burnishing speed (m/min) v | - | - | 100 |
| Roller radius (mm) R | - | 2.5 | - |
| Tool condition C | coated | - | - |
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}