Development of Metal Powder Hot Embossing: A New Method for Micromanufacturing





Abstract
:1. Introduction
2. Feedstock Preparation for Powder Hot Embossing
2.1. Input Materials
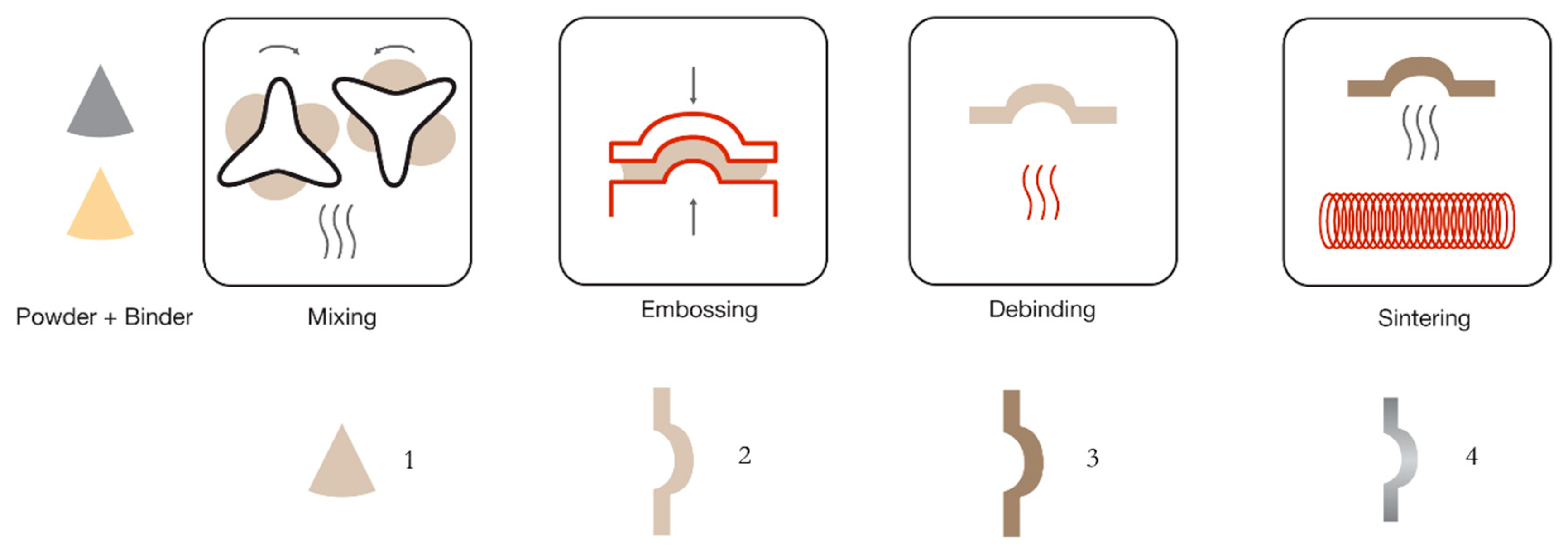
2.2. Preparation Techniques
3. Hot Embossing
4. Debinding and Sintering
5. Final Parts
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hernandez, P.; Campos, D.; Socorro, P.; Benitez, A.; Ortega, F.; Diaz, N.; Marrero, M.D. Electroforming applied to manufacturing of microcomponents. In Mesic Manufacturing Engineering Society International Conference 2015; Canela, J.M., Corral, I.B., Eds.; Elsevier Ltd.: Amsterdam, The Netherlands, 2015; Volume 132, pp. 655–662. [Google Scholar]
- Worgull, M. Hot Embossing-Theory and Technologie of Microreplication; William Andrew: Qxford, UK, 2009. [Google Scholar]
- Kuduva-Raman-Thanumoorthy, R.; Yao, D. Hot embossing of discrete microparts. Polym. Eng. Sci. 2009, 49, 1894–1901. [Google Scholar] [CrossRef]
- Khan Malek, C.; Coudevylle, J.R.; Jeannot, J.C.; Duffait, R. Revisiting micro hot-embossing with moulds in non-conventional materials. Microsyst. Technol. 2006, 13, 475–481. [Google Scholar] [CrossRef]
- Rota, A.; Duong, T.V.; Hartwig, T. Micro powder metallurgy for the replicative production of metallic microstructures. Microsyst. Technol. 2002, 8, 323–325. [Google Scholar] [CrossRef]
- Fu, G.; Tor, S.; Loh, N.; Hardt, D. Micro-hot-embossing of 316L stainless steel micro-structures. Appl. Phys. A: Mater. Sci. Process. 2009, 97, 925–931. [Google Scholar] [CrossRef]
- Sahli, M.; Millot, C.; Gelin, J.C.; Barrière, T. Development and characterization of polymers-metallic hot embossing process for manufacturing metallic micro-parts. AIP Conf. Proc. 2011, 315, 677–682. [Google Scholar] [CrossRef]
- Sequeiros, E.W.; Ferreira, T.J.; Vieira, M.T.; Vieira, M.F. Study and development of micro hot embossing on 316L/polymer mixtures. In Proceedings of the Euro PM 2011, Barcelona, Spain, 9–12 October 2011. [Google Scholar]
- Emadinia, O.; Sequeiros, E.W.; Vieira, M.T.; Vieira, M.F. Hot-embossing micro parts made of aluminium and aluminium reinforced with carbon nanotube: feedstock preparation and shaping. In Proceedings of the WorldPM, Hamburg, Germany, 9–13 October 2016. [Google Scholar]
- German, R.M. 1-Metal powder injection molding (MIM): key trends and markets. In Handbook of Metal Injection Molding; Woodhead Publishing: Cambridge, UK, 2012; pp. 1–25. [Google Scholar] [CrossRef]
- Nagarajan, B.; Hu, Z.H.; Song, X.; Zhai, W.; Wei, J. Development of Micro Selective Laser Melting: The State of the Art and Future Perspectives. Engineering 2019, 5, 702–720. [Google Scholar] [CrossRef]
- Razali, A.R.; Qin, Y. A Review on Micro-manufacturing, Micro-forming and their Key Issues. In Malaysian Technical Universities Conference on Engineering & Technology 2012; Aljunid, S.A., Anuar, M.S., Salimi, M.N., Ismail, K.A., Eds.; Elsevier Ltd.: Amsterdam, The Netherlands, 2013; Volume 53, pp. 665–672. [Google Scholar]
- Sequeiros, E.W.; Neto, V.C.; Vieira, M.T.; Vieira, M.F. Hot micro-embossing: effect of pressure on 316L metal parts. Powder Metall. 2014, 57, 241–244. [Google Scholar] [CrossRef]
- Sahli, M.; Gelin, J.C.; Barriere, T. Characterisation and replication of metallic micro-fluidic devices using three different powders processed by hot embossing. Powder Technol. 2013, 246, 284–302. [Google Scholar] [CrossRef] [Green Version]
- Cahill, E.M.; Keaveney, S.; Stuettgen, V.; Eberts, P.; Ramos-Luna, P.; Zhang, N.; Dangol, M.; O’Cearbhaill, E.D. Metallic microneedles with interconnected porosity: A scalable platform for biosensing and drug delivery. Acta Biomater. 2018, 80, 401–411. [Google Scholar] [CrossRef]
- Emadinia, O.; Vieira, M.T.; Vieira, M.F. Feedstocks of Aluminum and 316L Stainless Steel Powders for Micro Hot Embossing. Metals 2018, 8, 999. [Google Scholar] [CrossRef] [Green Version]
- Sotomayor, M.; Várez, A.; Levenfeld, B. Influence of powder particle size distribution on rheological properties of 316L powder injection moulding feedstocks. Powder Technol. 2010, 200, 30–36. [Google Scholar] [CrossRef]
- Banerjee, S.; Joens, C.J. 7-Debinding and sintering of metal injection molding (MIM) components. In Handbook of Metal Injection Molding; Woodhead Publishing: Cambridge, UK, 2012; pp. 133–180. [Google Scholar] [CrossRef]
- Jorge, H.R.S. Compounding and Processing of a Water Soluble Binder for Powder Injection Moulding. Ph.D. Thesis, Universidade do Minho, Campus de Azurém-Guimarães, Portugal, November 2008. [Google Scholar]
- Sahli, M.; Millot, C.; Gelin, J.C.; Barrière, T. The manufacturing and replication of microfluidic mould inserts by the hot embossing process. J. Mater. Process. Technol. 2013, 213, 913–925. [Google Scholar] [CrossRef]
- Rota, A.; Duong, T.V.; Hartwig, T. Wear resistant tools for reproduction technologies produced by micro powder metallurgy. Microsyst. Technol. 2002, 7, 225–228. [Google Scholar] [CrossRef]
- Zhang, J.; Gelin, J.C.; Sahli, M.; Barrière, T. Manufacturing of 316L Stainless Steel Die Mold by Hot Embossing Process for Microfluidic Applications. J. Micro Nano-Manuf. 2013, 1, 041003. [Google Scholar] [CrossRef]
- Zhang, J.; Sahli, M.; Gelin, J.C.; Barriere, T. Rapid replication of metal microstructures using micro-powder hot embossing process. Int. J. Adv. Manuf. Technol. 2015, 77, 2135–2149. [Google Scholar] [CrossRef]
- Sequeiros, E.W.; Ferreira, T.J.; Neto, V.C.; Vieira, M.T.; Vieira, M.F. Micro metal powder hot embossing: A new route to produce micro metallic parts. In Proceedings of the International Euro Powder Metallurgy Congress and Exhibition, Euro PM 2014, Salzburg, Austria, 21–24 September 2014. [Google Scholar]
- Sequeiros, E.W.; Santos, R.F.; Vieira, M.T.; Vieira, M.F. Impact of Binder on AISI 316L Microcomponents Produced by Hot Embossing: SEM/EBSD Analysis. Microsc. Microanal. 2016, 22, 50–51. [Google Scholar] [CrossRef] [Green Version]
- Sahli, M.; Gelin, J.C. Development of a feedstock formulation based on polypropylene for micro-powder soft embossing process of 316L stainless steel micro-channel part. Int. J. Adv. Manuf. Technol. 2013, 69, 2139–2148. [Google Scholar] [CrossRef] [Green Version]
- Sequeiros, E.W.; Vieira, M.T.; Vieira, M.F. Hot embossing: Effect of parameters process on replicated 316l metal structures. In Proceedings of the International Euro Powder Metallurgy Congress and Exhibition, Euro PM 2012, Basel, Switzerland, 16–19 September 2012. [Google Scholar]
- Sequeiros, E.W.; Ferreira, T.J.; Neto, V.C.; Vieira, M.T.; Vieira, M.F. Microstructural Characterization of Metallic Parts Produced by Hot Embossing. Microsc. Microanal. 2015, 21, 49–50. [Google Scholar] [CrossRef]
- Emadinia, O.; Vieira, M.T.; Vieira, M.F. Micro Hot-embossing AISI 316L Reinforced with Carbon Nanotubes. In Proceedings of the International Euro Powder Metallurgy Congress and Exhibition, Euro PM 2017, Milan, Italy, 1–5 October 2017. [Google Scholar]
- Sahli, M.; Gelin, J.C.; Barriere, T. Replication of microchannel structures in WC-Co feedstock using elastomeric replica moulds by hot embossing process. Mater. Sci. Eng. C-Mater. Biol. Appl. 2015, 55, 252–266. [Google Scholar] [CrossRef]
- Enneti, R.K.; Onbattuvelli, V.P.; Atre, S.V. 4-Powder binder formulation and compound manufacture in metal injection molding (MIM). In Handbook of Metal Injection Molding; Woodhead Publishing: Cambridge, UK, 2012; pp. 64–92. [Google Scholar] [CrossRef]
- Barreiros, F.M.; Vieira, M.T.; Castanho, J.M. Fine tuning injection feedstock by nano coating SS powder. Met. Powder Rep. 2009, 64, 18–21. [Google Scholar] [CrossRef]
- Abolhasani, H.; Muhamad, N. A new starch-based binder for metal injection molding. J. Mater. Process. Technol. 2010, 210, 961–968. [Google Scholar] [CrossRef]
- Sequeiros, E.W.; Vieira, M.T.; Vieira, M.F. Micro Hot Embossing of Metallic Powder as a Route to Manufacture Steel Mould-Inserts-In Search of Optimizing Process Parameters. In Proceedings of the International Euro Powder Metallurgy Congress and Exhibition, Euro PM 2017, Milan, Italy, 1–5 October 2017. [Google Scholar]
- Ferreira, T.J.; Vieira, M.T. Optimization of MWCNT-Metal Matrix Composites feedstocks. Cienc. Tecnol. Mater. 2017, 29, e87–e91. [Google Scholar] [CrossRef]
- Khakbiz, M.; Simchi, A.; Bagheri, R. Investigation of rheological behaviour of 316L stainless steel-3 wt-%TiC powder injection moulding feedstock. Powder Metall. 2005, 48, 144–150. [Google Scholar] [CrossRef]
- Ye, H.Z.; Liu, X.Y.; Hong, H.P. Fabrication of metal matrix composites by metal injection molding-A review. J. Mater. Process. Technol. 2008, 200, 12–24. [Google Scholar] [CrossRef] [Green Version]
- Imbaby, M.F.; Jiang, K. Fabrication of free standing 316-L stainless steel-Al2O3 composite micro machine parts by soft moulding. Acta Mater. 2009, 57, 4751–4757. [Google Scholar] [CrossRef]
- Heaney, D.F. 3 - Powders for metal injection molding (MIM). In Handbook of Metal Injection Molding; Woodhead Publishing: Cambridge, UK, 2012; pp. 50–63. [Google Scholar]
- Quinard, C. Expérimentation, Modelisation et Simulation Dans le Domaine de L’éLaboration de Micro-composants Injectés à Partir de Poudres. Ph.D. Thesis, UFR Des Sciences et Techniques de L’Université de Franche-Comté, Besançon, France, 3 December 2008. [Google Scholar]
- Barreiros, F.M.; Vieira, M.T. PIM of non-conventional particles. Ceram. Int. 2006, 32, 297–302. [Google Scholar] [CrossRef]
- Kong, X.; Quinard, C.; Barrière, T.; Gelin, J.-C. Mixing and Characterisation of stainless steel 316L feedstock. Int. J. Mater. Form. 2009, 2, 709–712. [Google Scholar] [CrossRef]
- Abdoos, H.; Khorsand, H.; Yousefi, A.A. Torque rheometry and rheological analysis of powder–polymer mixture for aluminum powder injection molding. Iran. Polym. J. 2014, 23, 745–755. [Google Scholar] [CrossRef]
- Contreras, J.M.; Jimenez-Morales, A.; Torralba, J.M. Experimental and theoretical methods for optimal solids loading calculation in MIM feedstocks fabricated from powders with different particle characteristics. Powder Metall. 2010, 53, 34–40. [Google Scholar] [CrossRef]
- Ghanbari, A.; Alizadeh, M.; Ghasemi, E.; Rad, R.Y.; Ghaffari, S. Preparation of optimal feedstock for low-pressure injection molding of Al/SiC nanocomposite. Sci. Eng. Compos. Mater. 2015, 22, 549–554. [Google Scholar] [CrossRef]
- Reddy, J.J.; Ravi, N.; Vijayakumar, M. A simple model for viscosity of powder injection moulding mixes with binder content above powder critical binder volume concentration. J. Eur. Ceram. Soc. 2000, 20, 2183–2190. [Google Scholar] [CrossRef]
- Li, Y.M.M.; Li, L.J.J.; Khalil, K.A. Effect of powder loading on metal injection molding stainless steels. J. Mater. Process. Technol. 2007, 183, 432–439. [Google Scholar] [CrossRef]
- Ahn, S.; Park, S.J.; Lee, S.; Atre, S.V.; German, R.M. Effect of powders and binders on material properties and molding parameters in iron and stainless steel powder injection molding process. Powder Technol. 2009, 193, 162–169. [Google Scholar] [CrossRef]
- Park, S.-J.; Wu, Y.; Heaney, D.F.; Zou, X.; Gai, G.; German, R.M. Rheological and thermal debinding behaviors in titanium powder injection molding. Metall. Mater. Trans. A 2009, 40, 215–222. [Google Scholar] [CrossRef] [Green Version]
- Hausnerova, B.; Mukund, B.N.; Sanetrnik, D. Rheological properties of gas and water atomized 17-4PH stainless steel MIM feedstocks: Effect of powder shape and size. Powder Technol. 2017, 312, 152–158. [Google Scholar] [CrossRef]
- Liu, L.; Loh, N.H.; Tay, B.Y.; Tor, S.B.; Murakoshi, Y.; Maeda, R. Mixing and characterisation of 316L stainless steel feedstock for micro powder injection molding. Mater. Charact. 2005, 54, 230–238. [Google Scholar] [CrossRef]
- Kong, X.; Barriere, T.; Gelin, J. Determination of critical and optimal powder loadings for 316L fine stainless steel feedstocks for micro-powder injection molding. J. Mater. Process. Technol. 2012, 212, 2173–2182. [Google Scholar] [CrossRef]
- Supati, R.; Loh, N.; Khor, K.; Tor, S. Mixing and characterization of feedstock for powder injection molding. Mater. Lett. 2000, 46, 109–114. [Google Scholar] [CrossRef]
- Barreiros, F.M.; Vieira, M.T. Structural phase evolution with temperature of non-conventional particles in PIM. J. Mater. Process. Technol. 2008, 199, 425–430. [Google Scholar] [CrossRef] [Green Version]
- Sequeiros, E.W. Microfabricação de Componentes Metálicos por Microgravação. Ph.D. Thesis, Faculdade de Engenharia, Universidade do Porto, Porto, Portugal, 10 Jully 2014. [Google Scholar]
- Sahli, M.; Mamen, B.; Ou, H.; Gelin, J.C.; Barriere, T.; Assoul, M. Experimental analysis and numerical simulation of sintered micro-fluidic devices using powder hot embossing process. Int. J. Adv. Manuf. Technol. 2018, 99, 1141–1154. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | D50 (µm) | Shape | Binder Materials | Ref. |
|---|---|---|---|---|
| Pure Al * | 10.0 | Commercial M1 | [9,16] | |
| Cu | 6.3 | Irregular | PP + PW + SA | [7,20] |
| Pure Fe | - | - | - | [5] |
| 2, 5, 10 | - | - | [21] | |
| 316L | - | - | - | [5] |
| 2.0 | - | semicrystalline polymers, wax and surfactant | [6] | |
| 3.0 | - | - | [21] | |
| 3.4 | Spherical | - | [14,22,23] | |
| 3.6 | Spherical | Commercial Licomont and M1 | [24,25] | |
| 5.0 | Spherical | - | [26] | |
| 7.0 | Spherical | Commercial Licomont | [8,13,27,28] | |
| D90 < 22 | PW based with pore-filler polymer | [15] | ||
| 316L* | 3.5 | Spherical | Commercial M1 | [29] |
| Fe-8%Ni | 4.4 | Irregular | [14] | |
| WC-Co | - | - | - | [5] |
| 0.5 | - | - | [21] | |
| 5.7 | Irregular | - | [30] | |
| 6.1 | Irregular | [14] |
| Binder Composition | Feedstock Composition and Preparation | Analyses and Results | Ref. |
|---|---|---|---|
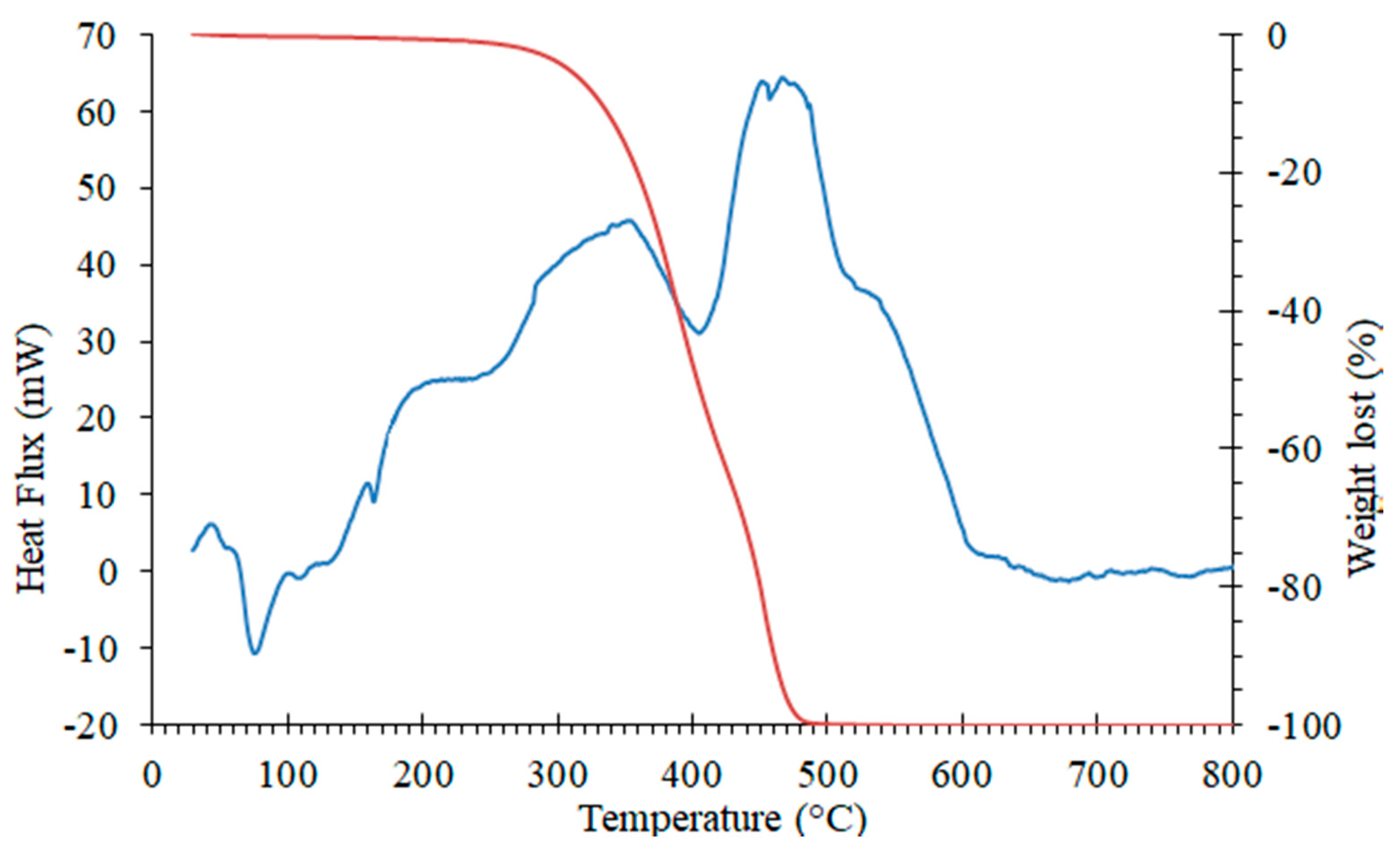
| Semicrystalline polymers, wax and surfactant | 316L powder. | DSC: occurrence of melting at 56 °C and 125 °C. | [6] |
| PP:PW:SA | 50, 55 and 60 vol.% of Cu mixed at 160 °C. | Shear viscosity vs shear rate at 160 °C, 180 °C and 200 °C for PL of 50 vol.%. | [7] |
| PP:PW:SA 40:55:5 | 316L, Fe-Ni 8%, and WC-Co mixed at 160 °C. | TGA: degradation of SA, PW and PP, individually, completes at 170 °C, 250 °C and 350 °C. | [14] |
| PP:PW:SA | Cu powder mixed at 160 °C. | Best homogenization for 160 °C/50 rpm/40 min. Application 10 rpm caused a non-steady state. | [20] |
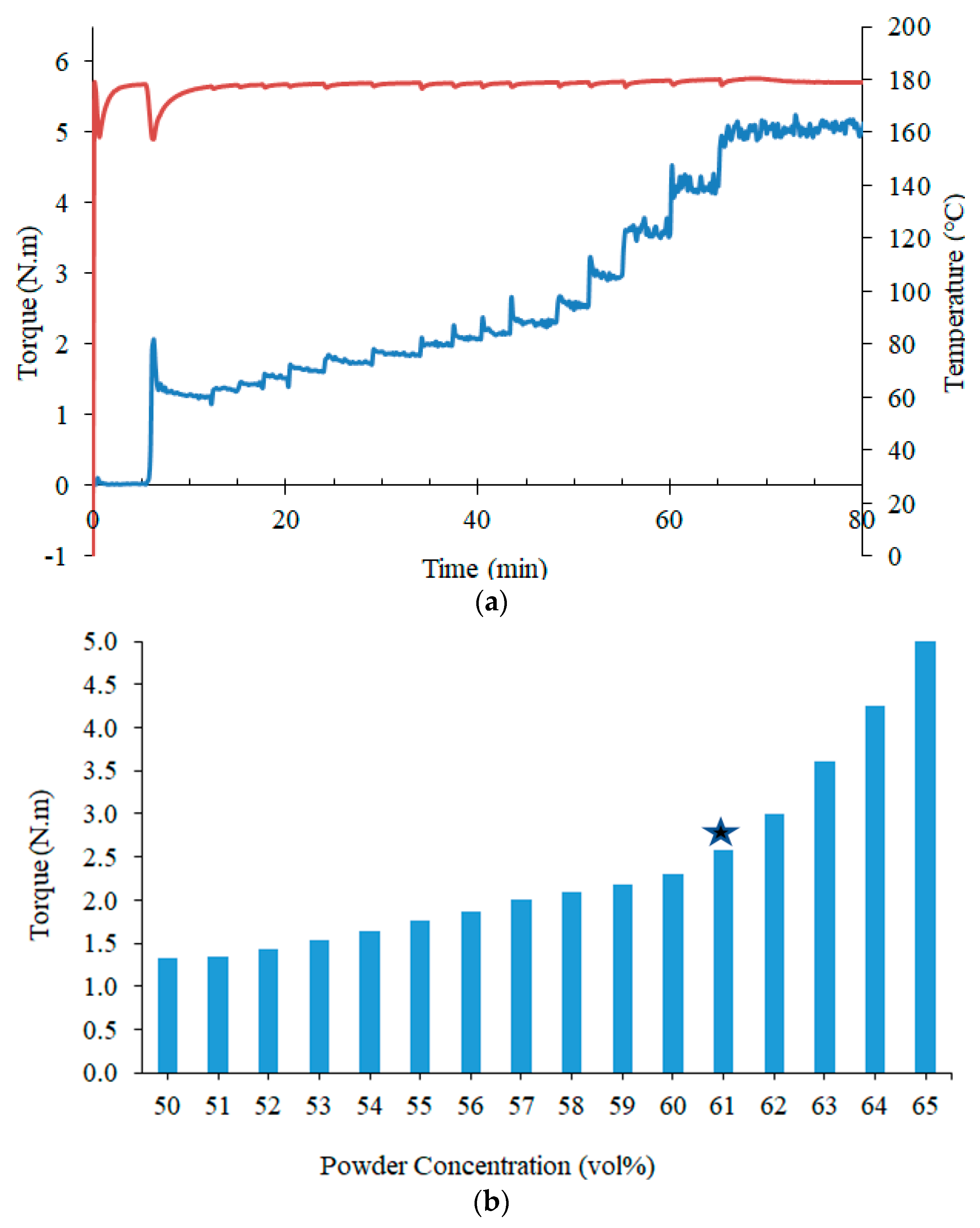
| PP:PW:SA 55:40:5 | 58–66 vol% of 316L powder mixed at 170 °C and 210 °C. | TGA (degradation starts and ends at): PP = 350–450 °C; PW = 180–330 °C; SA = 150–260 °C. Torque steady state after 30 min using 50 rpm. | [22] |
| PP:PW:SA F1 = 25:70:5 F2 = 50:45:5 F3 = 75:20:5 | 316L powder mixed at 180 °C. | Torque steady state (homogeneity indicator) started after 7 min of mixing. Viscosity increased with PP increase. | [23] |
| PP:PW:SA F1 = 70:25:5 F2 = 25:70:5 (wt.%) | 316L powder mixed at 170 °C.10, 30 and 50 rpm. | DSC: maximum Tm = 170 °C. Application of 10 rpm is not suggested. Homogeneity obtained after 40 min mixing. | [26] |
| PP:PW:SA 40:55:5 | 40–75 vol.% of WC-Co powders mixed at 180 °C and 30 rpm. | DSC: Melting temperatures of binder components: PP = 160 °C, PW = 60 °C, SA = 70 °C. TGA: Decomposition ends at 250 °C (SA), 330 °C (PW) and 440 °C (PP). | [30] |
| Licomont and M1 (commercial) | 316L powder. | DSC and TG to determine the temperatures applied for mixing and embossing. | [8,27,34] |
| M1 (commercial) | 316L and Al powders mixed at 180 °C and 30 rpm. | Multistep melting and complete decomposition of M1 at 500 °C. Increasing PL and adding MWCNT increased the mixing torque value. | [9,16,29] |
| PW based with pore-filler polymer | 316L powder. | DSC and TG to determine the decomposition temperature of the polymer. | [15] |
| Approach | CPVC | PL (vol.%) | Ref. |
|---|---|---|---|
| Gradual addition of powder to pre-melted binder during torque vs time | Fe − CPVC = 62% Co − CPVC = 46% 316L − CPVC = 66% | Fe − PL = 60% Co − PL = 40% 316L − PL = 64% | [14] |
| Gradual addition of powder to pre-melted binder during torque vs time | CPVC of 65% (because a rapid torque increase is observed) | [20] | |
| Gradual addition of powder to pre-melted binder during torque vs time | F1 => CPVC = 72% F2 => CPVC = 68% F3 => CPVC = 64% | - | [23] |
| Gradual addition of powder to pre-melted binder during torque vs time | F1 => CPVC = 70% F2 => CPVC = 80% | - | [26] |
| Torque vs time for PL of 40%, 42%, 44%, 46% | The four feedstock revealed torque values < 2N | [30] | |
| Gradual addition procedure during mixing torque | CPVC = 62% | PL = 60% | [8,13,24,27] |
| Gradual addition procedure during mixing torque | Al − CPVC = 59% 316L − CPVC = 61% | Al − PL = 58% 316L − PL = 60% | [9,16,29] |
| Gradual addition procedure during mixing torque | CPVC = 62% | PL = 60% | [34] |
| PSD (µm) | 3 | 8 | 11 | 20 | ||||
|---|---|---|---|---|---|---|---|---|
| Atomizing route | Gas | Water | Gas | Water | Gas | Water | Gas | Water |
| CPVC (vol.%) | 67 | 68 | 66 | 70 | 70 | 66 | 70 | 66 |
| Binder system | Debinding | Results | Ref. |
|---|---|---|---|
| Semicrystalline polymers + Wax + Surfactant | Pyrolytic | - | [6] |
| PP+PW+SA | 350 °C for 1 h and 500 °C for 1 h | Multistep degradation of the binder mixture. | [20] |
| 350 °C for 30 min and 500 °C for 30 min | Multistep degradation of the binder mixture. No visible defects and shape retention after sintering. | [14] | |
| 350 °C and 500 °C | Two-step debinding leads to complete binder removal and shape retention. | [26] | |
| 350 °C for 30 min and 500 °C for 30 min | Insignificant shrinkage after debinding. | [22] | |
| 350 °C for 30 min and 500 °C for 30 min | Complete degradation occurred similarly regardless of the heating rate (2, 5 and 10 °C /min) and atmosphere (Ar, N2 and vacuum). | [23] | |
| 350 °C for 30 min and 500 °C for 30 min in H2/He atmosphere | Dimensional changes after debinding are not noticeable. | [30] | |
| Licomont | 300 °C for 4 h and 700 °C for 5 h in Ar/H2 atmosphere | Binder almost totally removed at 500 °C. | [8,13,24,27] |
| Commercial M1 | 400 °C for 4 h and 500 °C for 5 h | Complete binder degradation at 500 °C. | [34] |
| Five-step procedure in Ar+H2 atmosphere | Complete binder removal and shape retention. | [29] | |
| PW based with a pore-filler polymer | Solvent debinding in ethanol followed by thermal debinding at 300 °C for 30 min and 500 ℃ for 30 min | Complete pore-filler decomposition at 500 °C. | [15] |
| Material | Sintering | Results | Ref. |
|---|---|---|---|
| Cu | Two step sintering | Isotropic shrinkage of 7%–11%. | [7] |
| 800 °C, 900 °C or 1000 °C for 1 h | Isotropic shrinkage of 14%–18%. Shape retention and no defects. Shrinkage grows with increasing sintering temperature. A densification of 93% was obtained at 1000 °C. | [20] | |
| 316L | 1300 °C in vacuum | Successful sintering. | [6] |
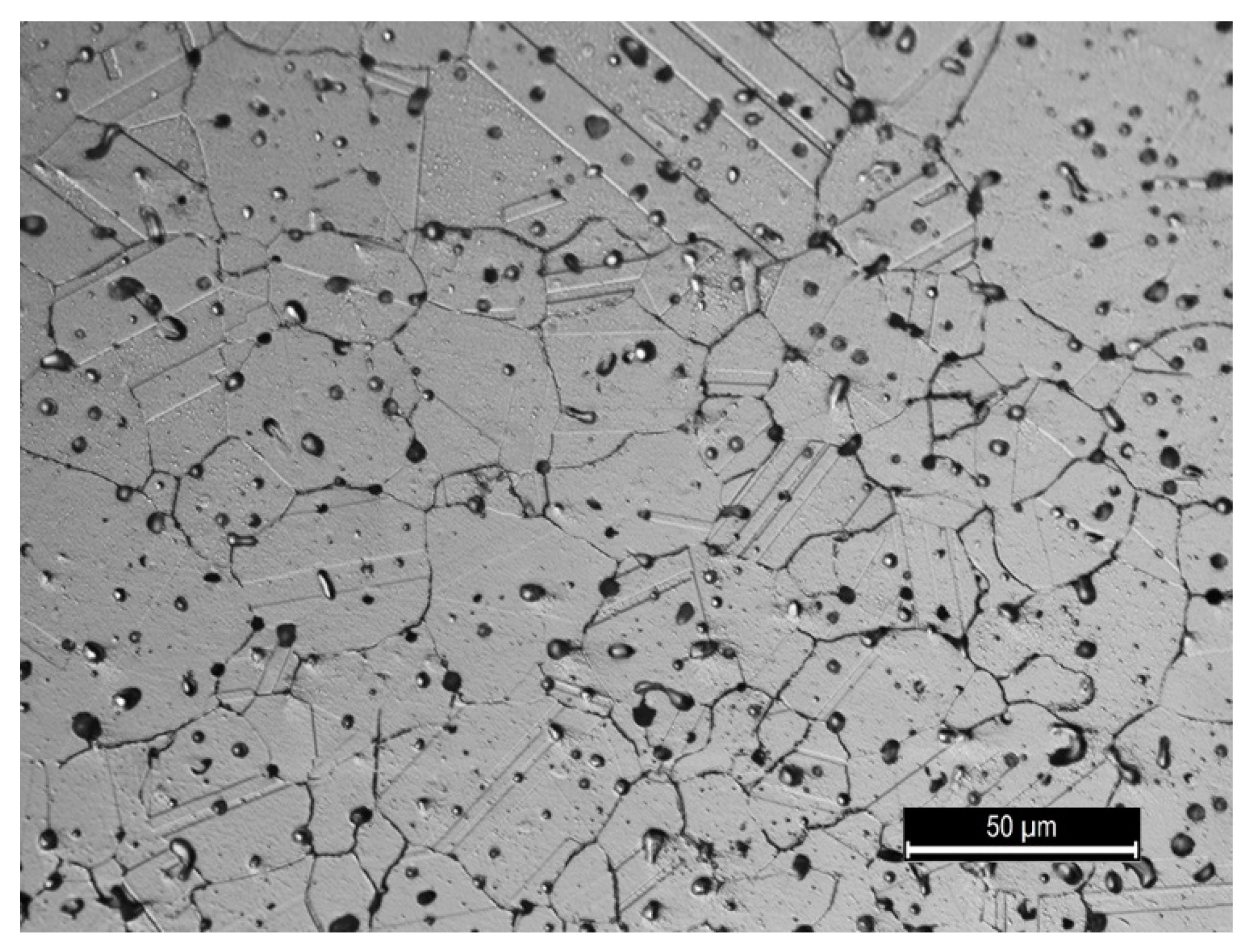
| 750–1300 °C for 60 min | No crack and defect after sintering. Density increases with increasing sintering temperature. Sintering at 1300 °C led to significant grain growth. | [14] | |
| 1000–1360 °C In vacuum | Good shape retention. | [26] | |
| 1000–1360 °C for 1 h in vacuum | Anisotropic shrinkage between 10% and 14% after sintering. Increasing the heating rate led to a greater shrinkage. The higher the sintering temperature, the smaller and more uniform the pores and the larger the grains. | [22] | |
| 700 °C for 1 h and 1300–1320 °C for 2 h in Ar/5%H2 | Isotropic shrinkage of 11%–13%. Porosity of 3%–10%. Grains at periphery are smaller than in the centre. | [8,13,24,25,27,28] | |
| 1100 °C for 30 min in Ar | Density of 64% with a median pore diameter of 2.22 µm | [15] | |
| 316L* | 1250 °C for 2 h in vacuum | Sintered parts show anisotropic shrinkage and roughness similar to that of the mold. | [29] |
| Fe-8%Ni | 1000–1285 °C for 60 min. | Hardness increases with sintering temperature increase. | [14] |
| WC-Co | 900–1050 °C for 60 min. | Anisotropic shrinkage in length (21%) and width (24%). | [14] |
| 1000–1410 °C for 1 h | Anisotropic shrinkage in length (19%) and width (24%). No defects and complete shape retention after sintering. Density and hardness increase with increasing sintering temperature. | [30] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sequeiros, E.W.; Emadinia, O.; Vieira, M.T.; Vieira, M.F. Development of Metal Powder Hot Embossing: A New Method for Micromanufacturing. Metals 2020, 10, 388. https://doi.org/10.3390/met10030388
Sequeiros EW, Emadinia O, Vieira MT, Vieira MF. Development of Metal Powder Hot Embossing: A New Method for Micromanufacturing. Metals. 2020; 10(3):388. https://doi.org/10.3390/met10030388
Chicago/Turabian StyleSequeiros, Elsa W., Omid Emadinia, Maria Teresa Vieira, and Manuel Fernando Vieira. 2020. "Development of Metal Powder Hot Embossing: A New Method for Micromanufacturing" Metals 10, no. 3: 388. https://doi.org/10.3390/met10030388
APA StyleSequeiros, E. W., Emadinia, O., Vieira, M. T., & Vieira, M. F. (2020). Development of Metal Powder Hot Embossing: A New Method for Micromanufacturing. Metals, 10(3), 388. https://doi.org/10.3390/met10030388