Silicon Nitride Whisker-Reinforced Aluminum Matrix Composites: Twinning and Precipitation Behavior



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- (1)
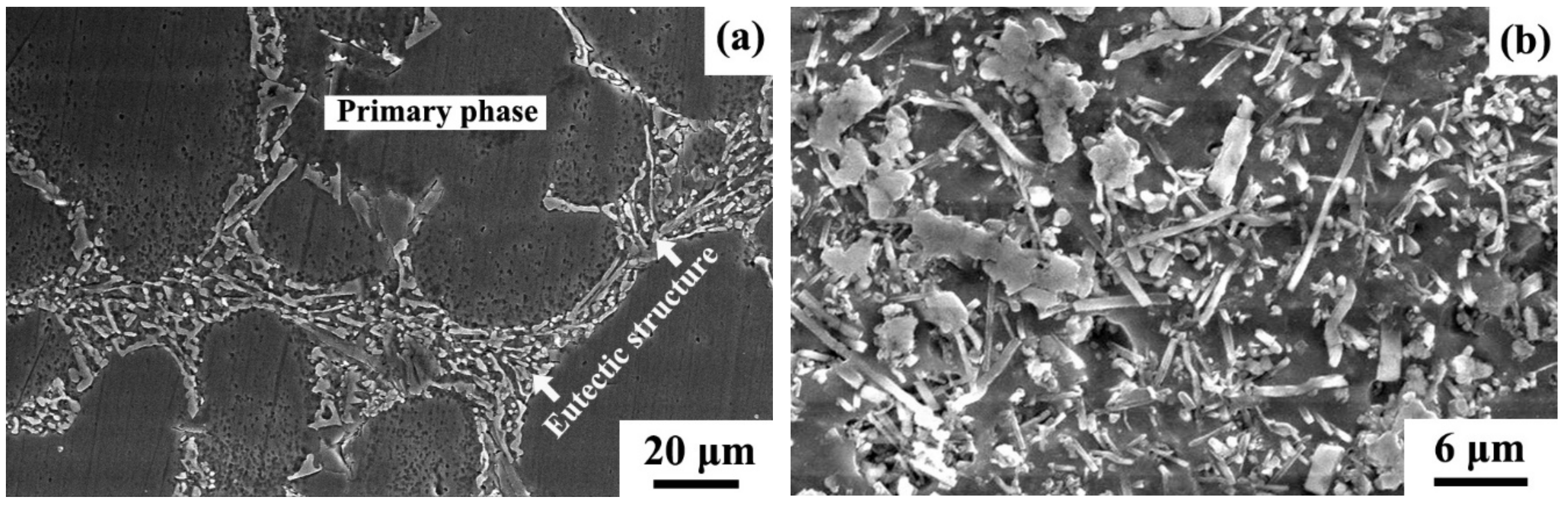
- The addition of Si3N4 whiskers in the Al-11.5Si-1.0Mg-0.5Cu-0.5Ni alloy played an important role in refining primary α-Al grains and eutectic structure, where both whiskers and Si particles were fairly uniformly distributed in the Al matrix.
- (2)
- The presence of Si3N4 whiskers promoted multiple twinning in the eutectic silicon of the Si3N4w/Al-11.5Si-1.0Mg-0.5Cu-0.5Ni composite.
- (3)
- Double aging peaks were present in the aging hardening curves of the composite and the corresponding matrix alloy. The precipitation mechanism involved the formation of β-Mg2Si and S-Al2CuMg phases in both composite and matrix alloy.
- (4)
- The added Si3N4 whiskers retarded the nucleation process of Mg2Si precipitates, while accelerating the growth of Mg2Si precipitates.
Author Contributions
Funding
Conflicts of Interest
References
- Mohammed, S.M.A.K.; Chen, D.L. Carbon nanotube-reinforced aluminum matrix composites. Adv. Eng. Mater. 2019, 54, 8655–8664. [Google Scholar] [CrossRef]
- Shao, C.W.; Zhao, S.; Wang, X.G.; Zhu, Y.K.; Zhang, Z.F.; Ritchie, R.O. Architecture of high-strength aluminum-matrix composites processed by a novel microcasting technique. NPG Asia Mater. 2019, 11, 69. [Google Scholar] [CrossRef]
- Schmidt, A.; Siebeck, S.; Goetze, U.; Wagner, G.; Nestler, D. Particle-Reinforced Aluminum Matrix Composites (AMCs)-selected results of an integrated technology, user, and market analysis and forecast. Metals 2018, 8, 143. [Google Scholar] [CrossRef] [Green Version]
- Surappa, M.K. Aluminium matrix composites: Challenges and opportunities. Sadhana 2003, 28, 319–334. [Google Scholar] [CrossRef]
- Chen, S.P.; Mussert, K.M.; Zwaag, S.V.D. Precipitation kinetics in Al6061 and in an Al6061-alumina particle composite. J. Mater. Sci. 1998, 33, 4477–4483. [Google Scholar] [CrossRef]
- Shakeri, H.R.; Wang, Z. Effect of alternative aging process on the fracture and interfacial properties of particulate Al2O3-reinforced Al (6061) metal matrix composite. Metall. Mater. Trans. A 2002, 33A, 1699–1713. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Xiao, B.L.; Wang, W.G.; Ma, Z.Y. Developing high-performance aluminum matrix composites with directionally aligned carbon nanotubes by combining friction stir processing and subsequent rolling. Carbon 2013, 62, 35–42. [Google Scholar] [CrossRef]
- Chen, B.; Shen, J.; Ye, X.; Imai, H.; Umeda, J.; Takahashi, M.; Kondoh, K. Solid-state interfacial reaction and load transfer efficiency in carbon nanotubes (CNTs)-reinforced aluminum matrix composites. Carbon 2017, 114, 198–208. [Google Scholar] [CrossRef]
- Zhang, Z.W.; Liu, Z.Y.; Xiao, B.L.; Ni, D.R.; Ma, Z.Y. High efficiency dispersal and strengthening of graphene reinforced aluminum alloy composites fabricated by powder metallurgy combined with friction stir processing. Carbon 2018, 135, 215–223. [Google Scholar] [CrossRef]
- Wolverton, C. Crystal structure and stability of complex precipitate phases in Al-Cu-Mg-(Si) and Al-Zn-Mg alloys. Acta Mater. 2001, 49, 3129–3142. [Google Scholar] [CrossRef]
- Dutta, I.; Allen, S.M.; Hafley, J.L. Effect of reinforcement on the aging response of cast 6061 Al-Al2O3 particulate composites. Metall. Trans. 1991, 22A, 2553–2563. [Google Scholar] [CrossRef]
- Dutta, B.; Surappa, M.K. Age-hardening behaviour of Al-Cu-SiCp composites synthesized by casting route. Scr. Metall. Mater. 1995, 32, 731–736. [Google Scholar] [CrossRef]
- Daoud, A.; Reif, W. Influence of Al2O3 particulate on the aging response of A356 Al-based composites. J. Mater. Process. Technol. 2002, 123, 313–318. [Google Scholar] [CrossRef]
- Feng, A.H.; Xiao, B.L.; Ma, Z.Y. Effect of microstructural evolution on mechanical properties of friction stir welded AA2009/SiCp composite. Compos. Sci. Technol. 2008, 68, 2141–2148. [Google Scholar] [CrossRef]
- Wu, C.D.; Ma, K.; Zhang, D.L.; Wu, J.L.; Xiong, S.Y.; Luo, G.Q.; Zhang, J.; Chen, F.; Shen, Q.; Zhang, L.M.; et al. Precipitation phenomena in Al-Zn-Mg alloy matrix composites reinforced with B4C particles. Sci. Rep. 2017, 7, 9589. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.G.; Li, C.P.; Wang, H.Y.; Zhu, X.; Wu, M.; Li, J.H.; Jiang, Q.C. Aging behavior of nano-SiC/2014Al composite fabricated by powder metallurgy and hot extrusion techniques. J. Mater. Sci. Technol. 2016, 32, 1008–1012. [Google Scholar] [CrossRef]
- Sun, D.L.; Chen, S.Q.; Mao, J.F.; Yang, D.Z. Microstructure and deformation behavior of a SiC whisker reinforced aluminum-lithium alloy. Mater. Chem. Phys. 1994, 36, 217–221. [Google Scholar] [CrossRef]
- Dong, S.L.; Mao, J.F.; Yang, D.Z.; Cui, Y.X.; Jiang, L.T. Age-hardening behavior of a SiCw/Al-Li-Cu-Mg-Zr composite. Mater. Sci. Eng. A 2002, A327, 213–223. [Google Scholar] [CrossRef]
- Dutta, I.; Bourell, D.L. Influence of dislocation density and distribution on the aging behavior of 6061 Al-SiCw composites. Acta Metall. Mater. 1990, 38, 2041–2049. [Google Scholar] [CrossRef]
- Borrego, A.; Ibanez, J.; Lopez, V.; Lieblich, M.; Doncel, G.G. Influence of Extrusion Temperature on the Aging Behavior of 6061Al-15vol%SiCw Composites. Scr. Mater. 1996, 34, 471–479. [Google Scholar] [CrossRef] [Green Version]
- Vogelsang, M.; Arsenault, R.J.; Fisher, R.M. An in situ HVEM study of dislocation generation at Al/SiC interfaces in metal matrix composites. Metall. Trans. 1986, 17A, 379–389. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Chen, D.L. Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: A model for predicting their yield strength. Scr. Mater. 2006, 54, 1321–1326. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D.L. Contribution of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites. Mater. Sci. Eng. A 2008, 483–484, 148–152. [Google Scholar] [CrossRef]
- Verwerft, M. On the precipitation of magnesium silicide in irradiated aluminium-magnesium alloys. Acta Mater. 2000, 48, 1097–1104. [Google Scholar] [CrossRef]
- Kiourtsidis, G.E.; Skolianos, S.M.; Litsardakis, G.A. Aging response of aluminium alloy 2024 silicon carbide particles (SiCp) composites. Mater. Sci. Eng. A 2004, A382, 351–361. [Google Scholar] [CrossRef]
- Mitlin, D.; Radmilovic, V.; Dahmen, U.; Morris, J.W. Precipitation and aging in Al-Si-Ge-Cu. Metall. Mater. Trans. A 2001, 32, 197–199. [Google Scholar] [CrossRef]
- Fu, H.; Ge, B.C.; Xin, Y.C.; Wu, R.Z.; Fernandez, C.; Huang, J.Y. Achieving high strength and ductility in magnesium alloys via densely hierarchical double contraction nanotwins. Nano Lett. 2017, 17, 6117–6124. [Google Scholar] [CrossRef]
- Ourang, S.M.R.; Ekrami, A.; Reihani, S.M.S.; Abarghouie, S.M.R.M. Aging Behaviors of Al 6061 and Al 6061/SiCp Composite. Adv. Mater. Res. 2011, 410, 240–244. [Google Scholar] [CrossRef]
- Wozniak, J.; Kostecki, M.; Broniszewski, K.; Bochniak, W.; Olszyna, A. Aging behaviour of AA6061/SiCp composites produced by direct extrusion with areversibly rotating die method. Arch. Metall. Mater. 2015, 60, 1755–1761. [Google Scholar] [CrossRef] [Green Version]
- Pal, S.; Mitra, R.; Bhanuprasad, V.V. Aging behaviour of Al-Cu-Mg alloy-SiC composites. Mater. Sci. Eng. A 2008, 480, 496–505. [Google Scholar] [CrossRef]
- Saheb, N.; Khalil, A.; Hakeem, A.S.; Laoui, T.; Aqeeli, N.A.; Qutub, A.M.A. Age hardening behavior of carbon nanotube reinforced aluminum nanocomposites. J. Nano Res. 2013, 21, 29–35. [Google Scholar] [CrossRef]
- Massardier, V.; Pelletier, L.; Merle, P. Influence of the introduction of ceramic particles in Al-Cu alloys on GP zone formation. Mater. Sci. Eng. A 1998, A249, 121–133. [Google Scholar] [CrossRef]
- Bekheet, N.E.; Gadelrab, R.M.; Salah, M.F.; EI-Azim, A.N.A. The effects of aging on the hardness and fatigue behavior of 2024 Al alloy/SiC composites. Mater. Des. 2002, 23, 153–159. [Google Scholar] [CrossRef]
- Hu, J.; Fei, W.D.; Yao, C.K. Aging behaviors of alumina borate whisker reinforced AC8A-Al composite. J. Mater. Sci. 2001, 36, 4817–4821. [Google Scholar] [CrossRef]
- Tjong, S.C.; Wu, S.Q.; Liao, H.C. Wear behaviour of an Al-12% Si alloy reinforced with a low volume fraction of SiC particles. Compos. Sci. Technol. 1997, 57, 1551–1558. [Google Scholar] [CrossRef]
- Javidani, M.; Larouche, D. Application of cast Al-Si alloys in internal combustion engine components. Int. Mater. Rev. 2014, 59, 132–158. [Google Scholar] [CrossRef]
- Cai, Q.; Mendis, C.L.; Chang, I.T.H.; Fan, Z.Y. Microstructure evolution and mechanical properties of new die-cast Al-Si-Mg-Mn alloys. Mater. Des. 2020, 187, 108394. [Google Scholar] [CrossRef]
- Li, Y.; Hu, B.; Liu, B.; Nie, A.; Gu, Q.F.; Wang, J.F.; Li, Q. Insight into Si poisoning on grain refinement of Al-Si/Al-5Ti-B system. Acta Mater. 2020, 187, 51–65. [Google Scholar] [CrossRef]
- Mondolfo, L.F. Aluminum Alloys Structure and Properties; William Clowes & Sons Limited: Beccles, UK, 1976. [Google Scholar]
- Dong, X.X.; Amirkhanlou, S.; Ji, S.X. Formation of strength platform in cast Al-Si-Mg-Cu alloys. Sci. Rep. 2019, 9, 9582. [Google Scholar] [CrossRef] [Green Version]
- Barrirero, J.; Pauly, C.; Engstler, M.; Ghanbaja, J.; Ghafoor, N.; Li, J.; Schumacher, P.; Oden, M.; Muecklich, F. Eutectic modification by ternary compound cluster formation in Al-Si alloys. Sci. Rep. 2019, 9, 5506. [Google Scholar] [CrossRef]
- Feng, A.H.; Geng, L.; Zhang, J.; Yao, C.K. Hot compressive deformation behavior of a eutectic Al-Si alloy based composite reinforced with a-Si3N4 whisker. Mater. Chem. Phys. 2003, 82, 618–621. [Google Scholar] [CrossRef]
- Zhang, Y.H.; Ye, C.Y.; Shen, Y.P.; Chang, W.; StJohn, D.H.; Wang, G.; Zhai, Q.J. Grain refinement of hypoeutectic Al-7wt.%Si alloy induced by an Al–V–B master alloy. J. Alloys Compd. 2020, 812, 152022. [Google Scholar] [CrossRef]
- Lu, S.Z.; Hellawell, A. The mechanism of silicon modification in Aluminum-Silicon alloys: Impurity induced twinning. Metall. Trans. 1987, 18A, 1721–1733. [Google Scholar] [CrossRef]
- Chen, Z.N.; Kang, H.J.; Fan, G.H.; Li, J.H.; Lu, Y.P.; Jie, J.C.; Zhang, Y.B.; Li, T.J.; Jian, X.G.; Wang, T.M. Grain refinement of hypoeutectic Al-Si alloys with B. Acta Mater. 2016, 120, 168–178. [Google Scholar] [CrossRef]
- Miao, Q.Y.; Wu, D.J.; Chai, D.S.; Zhan, Y.; Bi, G.J.; Niu, F.Y.; Ma, G.Y. Comparative study of microstructure evaluation and mechanical properties of 4043 aluminum alloy fabricated by wire-based additive manufacturing. Mater. Des. 2020, 186, 108205. [Google Scholar] [CrossRef]
- Lehmhus, D.; Huenert, D.; Mosler, U.; Martin, U.; Weise, J. Effects of eutectic modification and grain refinement on microstructure and properties of PM AlSi7 metallic foams. Metals 2019, 9, 1241. [Google Scholar] [CrossRef] [Green Version]
- Lopez, I.A.; Zepeda, C.M.; Reyes, J.G.G.; Flores, A.M.; Rodriguez, J.S.; Gomez, L.B. TEM microstructural characterization of melt-spun aged Al-6Si-3Cu-xMg alloys. Mater. Charact. 2007, 58, 509–518. [Google Scholar] [CrossRef]
- Heugue, P.; Larouche, D.; Breton, F.; Massinon, D.; Martinez, R.; Chen, X.G. Precipitation kinetics and evaluation of the interfacial mobility of precipitates in an AlSi7Cu3.5Mg0.15 cast alloy with Zr and V additions. Metals 2019, 9, 777. [Google Scholar] [CrossRef] [Green Version]
- Li, R.X.; Li, R.D.; Zhao, Y.H.; He, L.Z.; Li, C.X.; Guan, H.R.; Hu, Z.Q. Age-hardening behavior of cast Al-Si base alloy. Mater. Lett. 2004, 58, 2096–2101. [Google Scholar] [CrossRef]
- Maeda, T.; Kaneko, K.; Namba, T.; Koshino, Y.; Sato, Y.; Teranishi, R.; Aruga, Y. Structural and compositional study of precipitates in under-aged Cu-added Al-Mg-Si alloy. Sci. Rep. 2018, 8, 16629. [Google Scholar] [CrossRef]
- Qu, S.J.; Feng, A.H.; Geng, L.; Ma, Z.Y.; Han, J.C. DSC analysis of liquid volume fraction and compressive behavior of the semi-solid Si3N4w/Al-Si composite. Scr. Mater. 2007, 56, 951–954. [Google Scholar] [CrossRef]
- Mao, F.; Wei, S.Z.; Chen, C.; Zhang, C.; Wang, X.D.; Cao, Z.Q. Modification of the silicon phase and mechanical properties in Al-40Zn-6Si alloy with Eu addition. Mater. Des. 2020, 186, 108268. [Google Scholar] [CrossRef]
- Heiberg, G.; Arnberg, L. Investigation of the microstructure of the Al-Si eutectic in binary aluminium-7 wt% silicon alloys by electron backscatter diffraction (EBSD). J. Light Met. 2001, 1, 43–49. [Google Scholar] [CrossRef]
- Sha, X.C.; Chen, X.F.; Ning, H.Y.; Xiao, L.R.; Yin, D.D.; Mao, L.; Zheng, J.; Zhou, H. Modification of Eutectic Si in Al-Si-(Ba) Alloy by Inducing a Novel 9R Structure in Twins. Materials 2018, 11, 1151. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.R.; Zhang, Y.D.; Beausir, B.; Liu, F.; Esling, C.; Yu, F.X.; Zhao, X.; Zuo, L. Twin-controlled growth of eutectic Si in unmodified and Sr-modified Al–12.7%Si alloys investigated by SEM/EBSD. Acta Mater. 2015, 97, 338–347. [Google Scholar] [CrossRef]
- Manasijevic, S.; Dolic, N.; Raic, K.; Radisa, R. Identification of phases formed by Cu and Ni in Al-Si Piston Alloys. Metall. Ital. 2014, 3, 11–17. [Google Scholar]
- Abdelaziz, M.H.; Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Effect of additives on the microstructure and tensile properties of Al-Si alloys. J. Mater. Res. Technol. 2019, 8, 2255–2268. [Google Scholar] [CrossRef]
- Robson, J.D.; Stanford, N.; Barnett, M.R. Effect of particles in promoting twin nucleation in a Mg-5 wt.% Zn alloy. Scr. Mater. 2010, 63, 823–826. [Google Scholar] [CrossRef]
- Basu, I.; Samman, T.A. Hierarchical twinning induced texture weakening in lean magnesium alloys. Front. Mater. 2019, 6, 187. [Google Scholar] [CrossRef] [Green Version]
- Salkovitz, E.I.; Batchelder, F.W.V. Twinning in silicon. J. Met. 1952, 165. [Google Scholar] [CrossRef] [Green Version]
- Stokkan, G. Twinning in multicrystalline silicon for solar cells. J. Cryst. Growth 2013, 384, 107–113. [Google Scholar] [CrossRef]
- Jhang, J.W.; Jain, T.; Lin, H.K.; Lan, C.W. Possible twinning operations during directional solidification of multicrystalline silicon. Cryst. Growth Des. 2018, 18, 2518–2524. [Google Scholar] [CrossRef]
- Zhai, S.M.; Zhang, C.; Zhou, N.; Huang, L.; Lin, M.H.; Zhou, L. The twin formations on different growth planes of silicon crystal growth from melt by a molecular dynamics study. Phys. B Condens. Matter 2019, 572, 184–189. [Google Scholar] [CrossRef]
- Niu, G.D.; Mao, J.; Wang, J. Effect of Ce addition on fluidity of casting aluminum alloy A356. Metall. Mater. Trans. A 2019, 50A, 5935–5944. [Google Scholar] [CrossRef]
- Charai, A.; Walther, T.; Alfonso, C.; Zahra, A.M.; Zahra, C.Y. Coexistence of clusters, GPB zones, S’’-, S’- and S-phases in an Al-0.9% Cu-1.4% Mg alloy. Acta Mater. 2000, 48, 2751–2764. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (wt.%) | Al | Si | Mn | Fe | Ni |
|---|---|---|---|---|---|
| Point 1: White phase | 57.9 | 15.1 | 11.8 | 8.4 | 6.8 |
| Point 2: Grey phase | 3.3 | 96.7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qu, S.; Feng, A.; Geng, L.; Shen, J.; Chen, D. Silicon Nitride Whisker-Reinforced Aluminum Matrix Composites: Twinning and Precipitation Behavior. Metals 2020, 10, 420. https://doi.org/10.3390/met10030420
Qu S, Feng A, Geng L, Shen J, Chen D. Silicon Nitride Whisker-Reinforced Aluminum Matrix Composites: Twinning and Precipitation Behavior. Metals. 2020; 10(3):420. https://doi.org/10.3390/met10030420
Chicago/Turabian StyleQu, Shoujiang, Aihan Feng, Lin Geng, Jun Shen, and Daolun Chen. 2020. "Silicon Nitride Whisker-Reinforced Aluminum Matrix Composites: Twinning and Precipitation Behavior" Metals 10, no. 3: 420. https://doi.org/10.3390/met10030420