An Investigation on Wear Behavior of ER8 and SSW-Q3R Wheel Steel under Pure Rolling Condition

Abstract
:1. Introduction
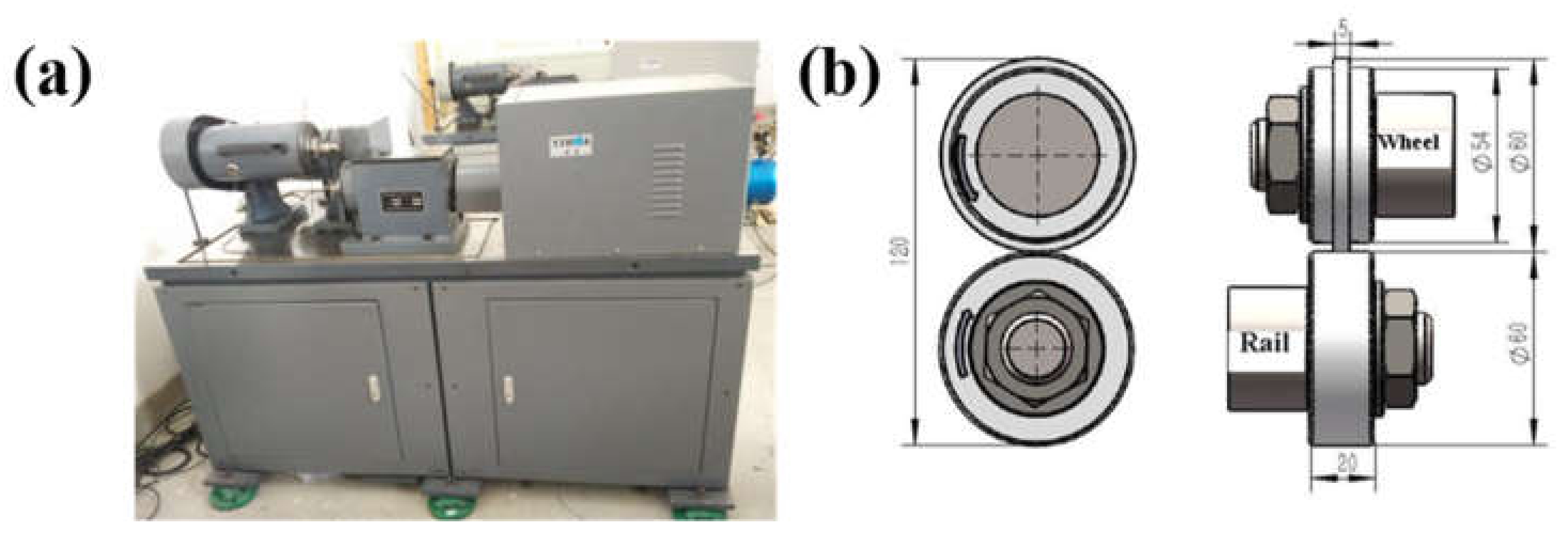
2. Material and Methods
3. Results and Discussion
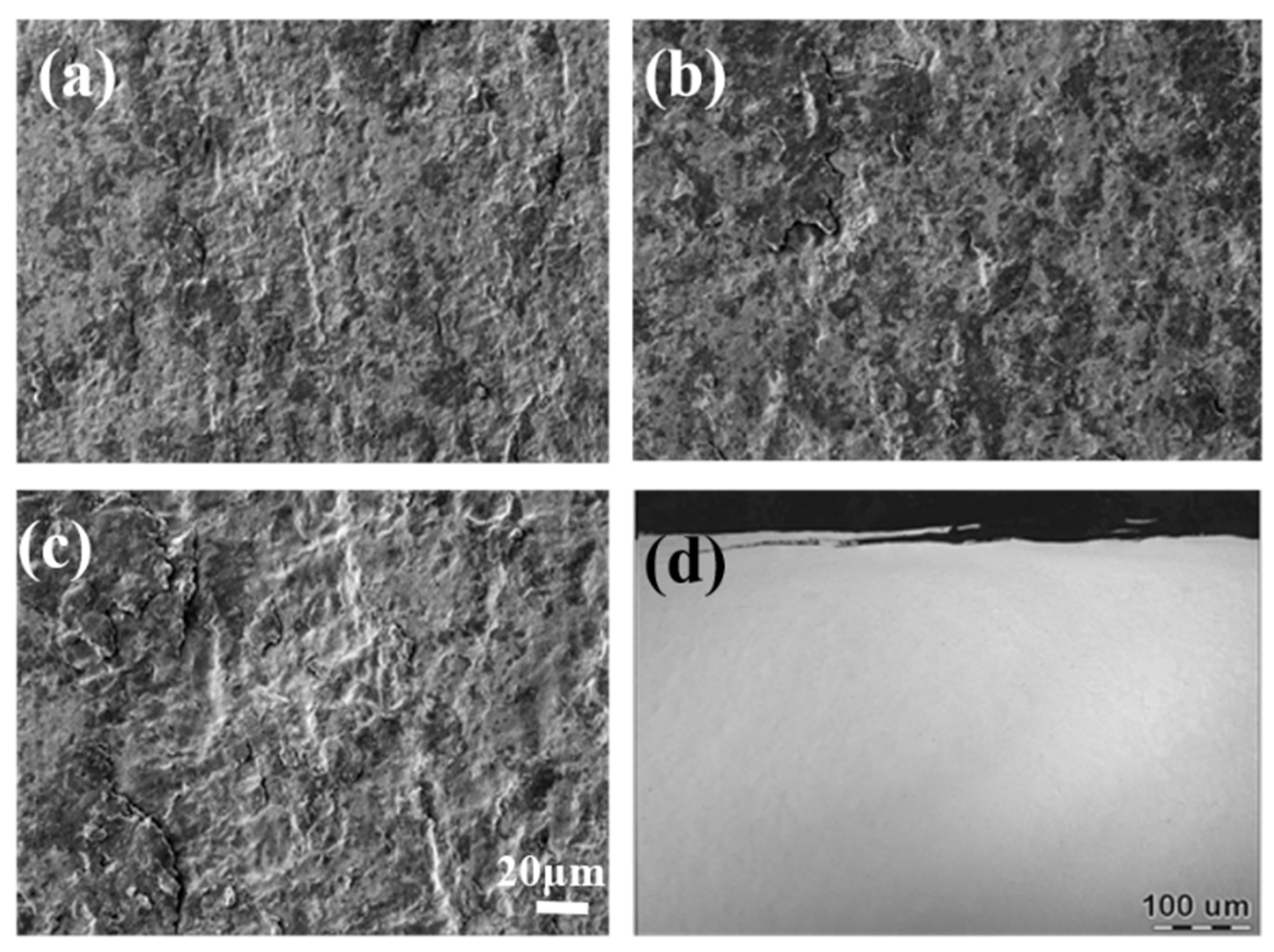
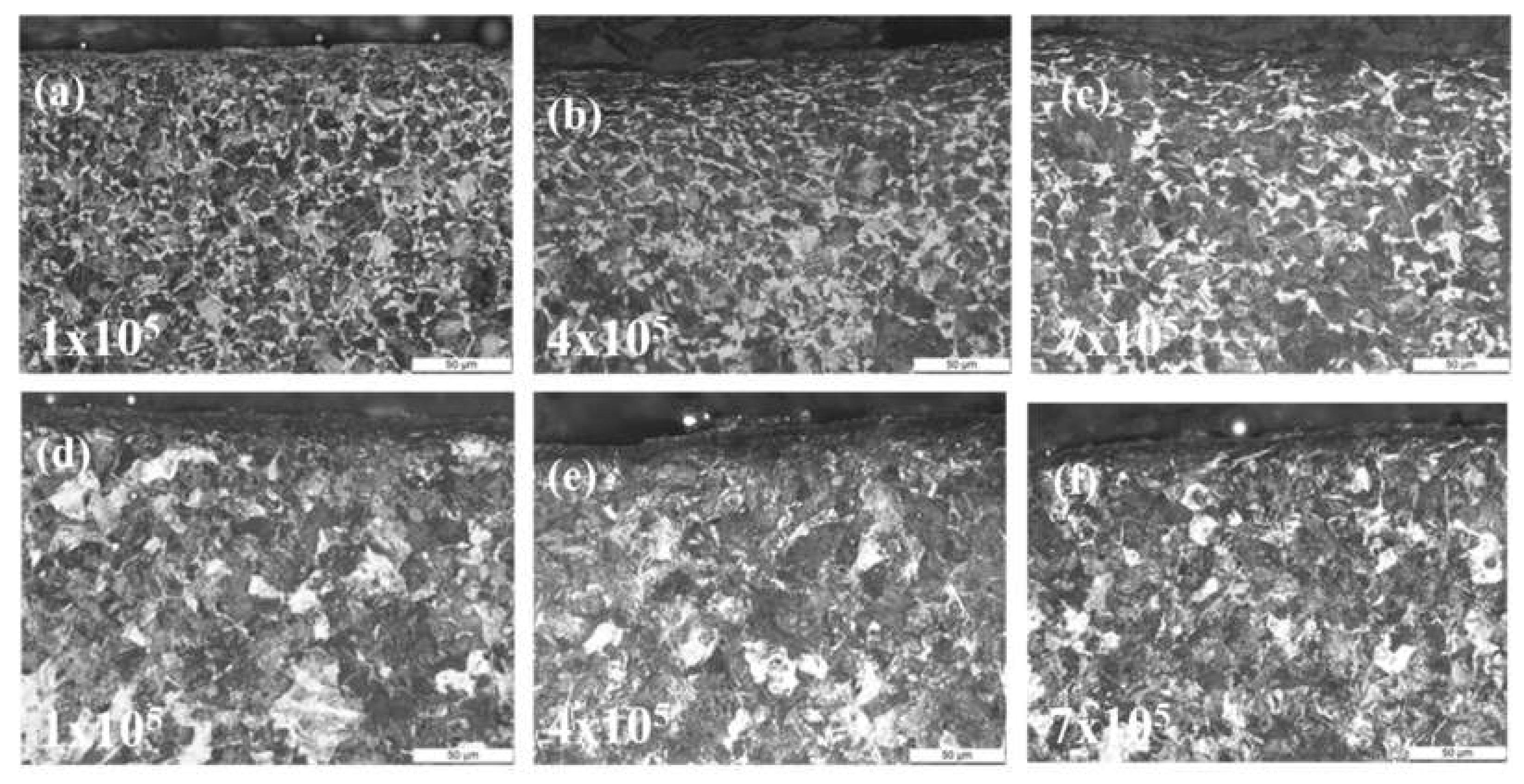
3.1. Surface Worn Morphology
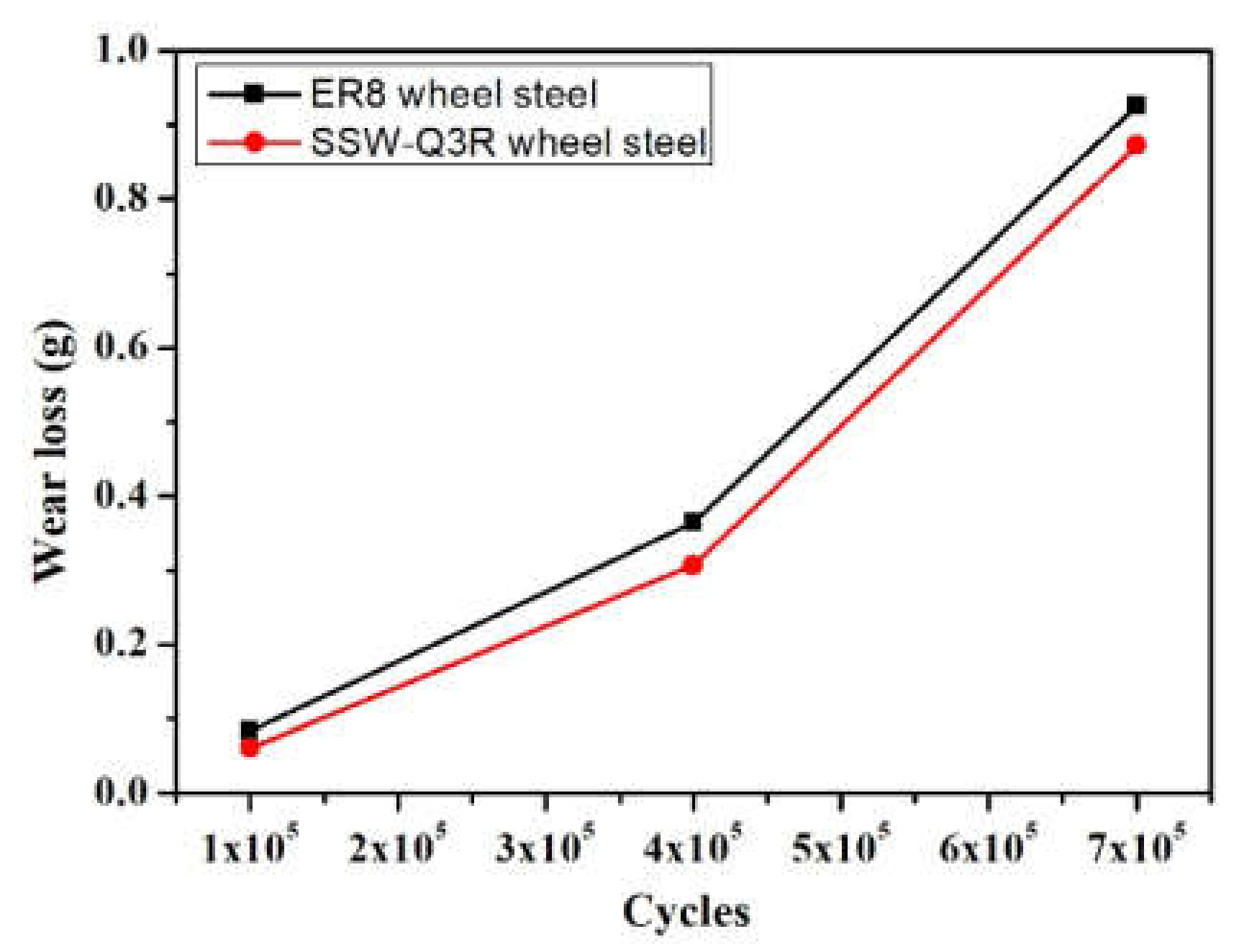
3.2. Wear Loss and Surface Hardness
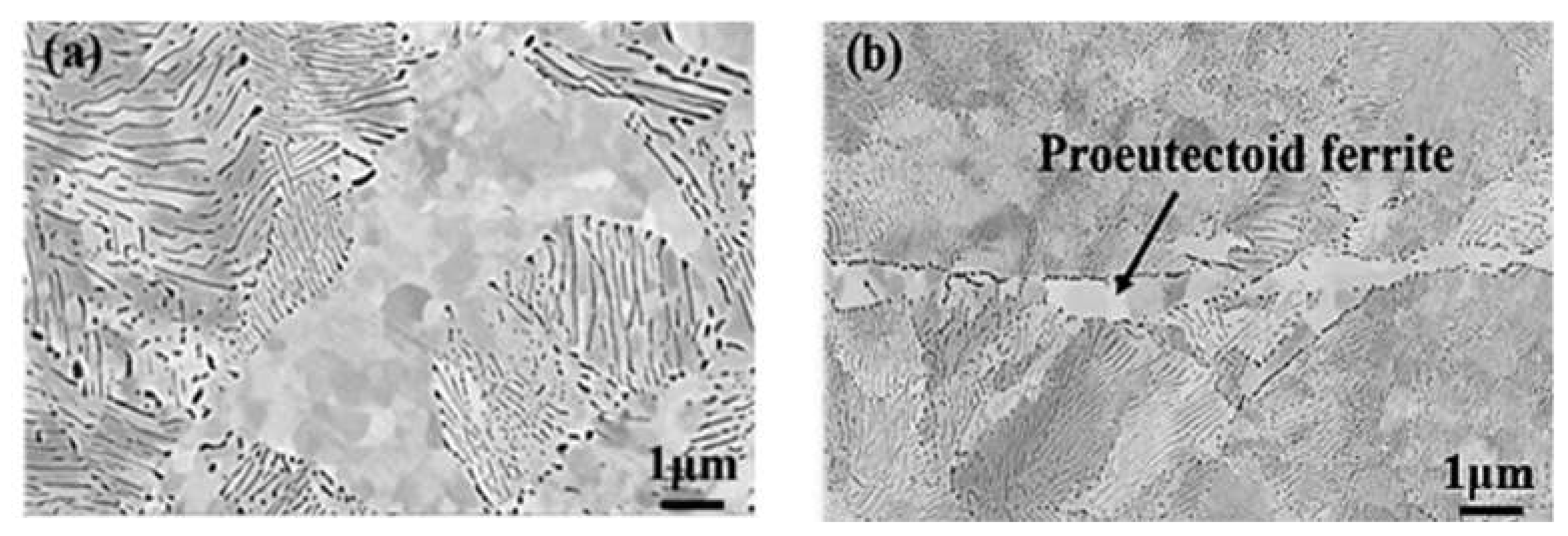
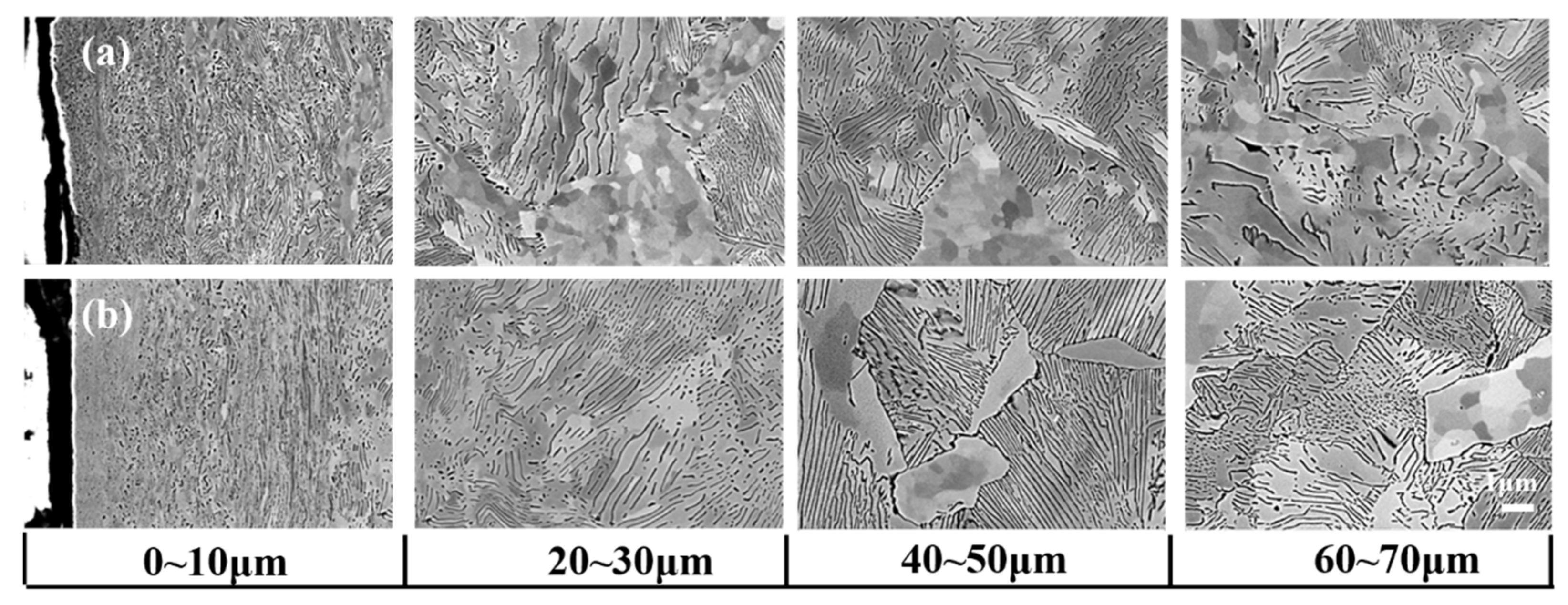
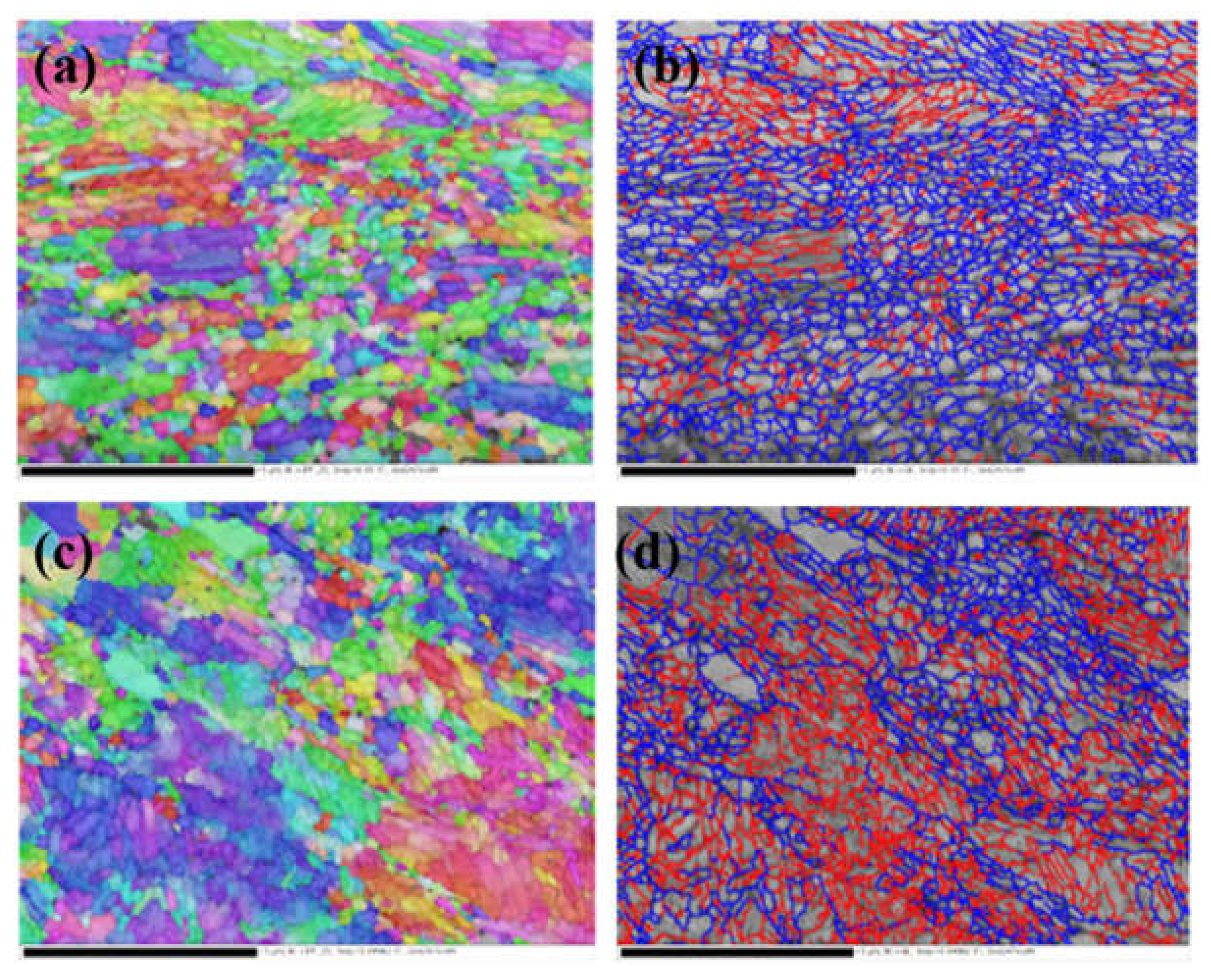
3.3. Surface Microstructure
3.4. Surface Residual Stress
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yoshihiko, S.; Matsumoto, A.; Knothe, K. Review on rail corrugation studies. Wear 2020, 253, 130–139. [Google Scholar]
- Pan, R.; Zhao, X.; Liu, P.; Ren, R. Micro-mechanism of polygonization wear on railroad wheels. Wear 2017, 392, 213–220. [Google Scholar] [CrossRef]
- Molyneux-Berry, P.; Davis, C.; Bevan, A. The influence of wheel/rail contact conditions on the microstructure and hardness of railway wheels. Sci. World J. 2014, 2014, 1–16. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Y.; Peng, J.; Wang, W.; Jin, X.; Zhu, M. Slippage Effect on rolling contact wear and damage behavior of pearlitic steels. Wear 2016, 362–363, 78–86. [Google Scholar] [CrossRef]
- Ma, L.; He, C.X.J.; Zhao, X.; Guo, J.; Wang, W.; Liu, Q.; Jin, X. Study on wear and rolling contact fatigue behaviors of wheel/rail materials under different slip ratio conditions. Wear 2016, 366–367, 13–26. [Google Scholar] [CrossRef]
- Liu, C.; Zhao, X.; Liu, P.; Su, C.; Ren, R. Influence of slip ratio on worn-surface microstructure and fatigue wear behavior of D2 wheel steel. J. Iron. Steel. Res. Int. 2018, 25, 1278–1286. [Google Scholar] [CrossRef]
- He, C.; Guo, J.; Liu, Q.; Wang, W. Experimental investigation on the effect of operating speeds on wear and rolling contact fatigue damage of wheel materials. Wear 2016, 364–365, 257–269. [Google Scholar] [CrossRef]
- Zhong, W.; Hu, J.; Shen, P.; Wang, C.; Liu, Q. A study of rolling contact fatigue crack growth in U75V and U71Mn rails. Wear 2011, 271, 2485–2493. [Google Scholar] [CrossRef]
- Baumann, G.K.; Knothe, K.; Fecht, H.J. Surface modification, corrugation and nanostructure formation of high speed railway tracks. Nanostruct. Mater. 1997, 9, 751–754. [Google Scholar] [CrossRef]
- Newcomb, S.B.; Stobbs, W.M. A transmission electron microscopy study of the white-etching layer on a rail head. Mater. Sci. Eng. 1984, 66, 195–204. [Google Scholar] [CrossRef]
- Correa, N.; Oyarzabal, O.; Vadillo, E.; Santamaria, J.; Gomez, J. Rail corrugation development in high speed lines. Wear 2011, 271, 2438–2447. [Google Scholar] [CrossRef]
- Zeng, D.; Lu, L.; Zhang, N.; Gong, Y.; Zhang, J. Effect of different strengthening methods on rolling/sliding wear of ferrite–pearlite steel. Wear 2016, 358–359, 62–71. [Google Scholar] [CrossRef]
- Wang, Y.; Lei, T.; Liu, J. Tribo-metallographic behavior of high carbon steels in dry sliding: II. Microstructure and wear. Wear 1999, 231, 12–19. [Google Scholar] [CrossRef]
- Wang, P.; Li, Z.; Lin, G.; Zhou, S.; Yang, C.; Yong, Q. Influence of Vanadium on the Microstructure and Mechanical Properties of Medium-Carbon Steels for Wheels. Metals 2018, 8, 978. [Google Scholar] [CrossRef]
- Timoshenko, S.P.; Goodier, J.N.; Abramson, H.N. Theory of elasticity. J. Appl. Mech. 1970, 37, 888. [Google Scholar] [CrossRef]
- Roy, S.; Ooi, G.T.C.; Sundararajan, S. Effect of retained austenite on micropitting behavior of carburized AISI 8620 steel under boundary lubrication. Materialia 2018, 3, 192–201. [Google Scholar] [CrossRef]
- Roy, S.; Sundararajan. S. Effect of retained austenite on spalling behavior of carburized AISI 8620 steel under boundary lubrication. Int. J. Fatigue 2019, 119, 238–246. [Google Scholar] [CrossRef]
- Zhang, H.W.; Ohsaki, S.; Mitao, S.; Ohnuma, M.; Hono, K. Microstructural investigation of white etching layer on pearlite steel rail. Mater. Sci. Eng., A 2006, 421, 191–199. [Google Scholar] [CrossRef]
- Izotov, V.I.; Pozdnyakov, V.A.; Luk’yanenko, E.V.; Usanova, O.Y.; Filippov, G.A. Influence of the pearlite fineness on the mechanical properties, deformation behavior and fracture characteristics of carbon steel. Phys. Met. Metall. 2007, 103, 519–529. [Google Scholar] [CrossRef]
- Tao, N.; Wang, Z.; Tong, W.; Sui, M.; Lu, J.; Lu, K. An investigation of surface nanocrystallization mechanism in Fe induced by surface mechanical attrition treatment. Acta Mater. 2002, 50, 4603–4616. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | C | Si | Mn | Cr | Al | V | S | P |
|---|---|---|---|---|---|---|---|---|
| ER8 | 0.54 | 0.3 | 0.73 | 0.07 | 0.01 | 0.05 | 0.00 | 0.01 |
| SSW-Q3R | 0.65 | 0.3 | 0.86 | 0.01 | 0.02 | 0.00 | 0.01 | 0.01 |
| Samples | Axial Direction/MPa | Peripheral Direction/MPa | ||||
|---|---|---|---|---|---|---|
| SSW-Q3R | 1 × 105 cycles | 4 × 105 cycles | 7 × 105 cycles | 1 × 105 cycles | 4 × 105 cycles | 7 × 105 cycles |
| −484 ± 15 | −502 ± 19 | −611 ± 20 | −377 ± 8 | −472 ± 23 | −407 ± 15 | |
| ER8 | 1 × 105 cycles | 4 × 105 cycles | 7 × 105 cycles | 1 × 105 cycles | 4 × 105 cycles | 7 × 105 cycles |
| −509 ± 10 | −511 ± 16 | −595 ± 17 | −375 ± 11 | −455 ± 17 | −450 ± 21 | |
| Samples | Axial Direction/MPa | Peripheral Direction/MPa | ||
|---|---|---|---|---|
| SSW-Q3R | Crest | Trough | Crest | Trough |
| −467 ± 13 | −502 ± 14 | −346 ± 20 | −472 ± 22 | |
| ER8 | Crest | Trough | Crest | Trough |
| −497 ± 10 | −511 ± 12 | −310 ± 15 | −455 ± 18 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, H.; Liu, P.; Ding, Y.; Jiang, B.; Liu, X.; Zhang, M.; Chen, G. An Investigation on Wear Behavior of ER8 and SSW-Q3R Wheel Steel under Pure Rolling Condition. Metals 2020, 10, 513. https://doi.org/10.3390/met10040513
Zhao H, Liu P, Ding Y, Jiang B, Liu X, Zhang M, Chen G. An Investigation on Wear Behavior of ER8 and SSW-Q3R Wheel Steel under Pure Rolling Condition. Metals. 2020; 10(4):513. https://doi.org/10.3390/met10040513
Chicago/Turabian StyleZhao, Hai, Pengtao Liu, Yi Ding, Bo Jiang, Xuehua Liu, Mingru Zhang, and Gang Chen. 2020. "An Investigation on Wear Behavior of ER8 and SSW-Q3R Wheel Steel under Pure Rolling Condition" Metals 10, no. 4: 513. https://doi.org/10.3390/met10040513