Simulation and Experimental Study on the Inhomogeneity of Mechanical Properties of Aluminum Alloy 7050 Plate

 ,
,
Abstract
:1. Introduction
2. Hot rolling Simulation of Aluminum Alloy 7050 Thick Plate
3. Experimental Processes
4. Results and Discussion
4.1. Average Grain Size Distribution along Plate Thickness Direction
4.2. Yield Stress and Flow Stress Behavior
4.3. Inhomogeneity of Mechanical Properties in Thickness Direction
5. Conclusions
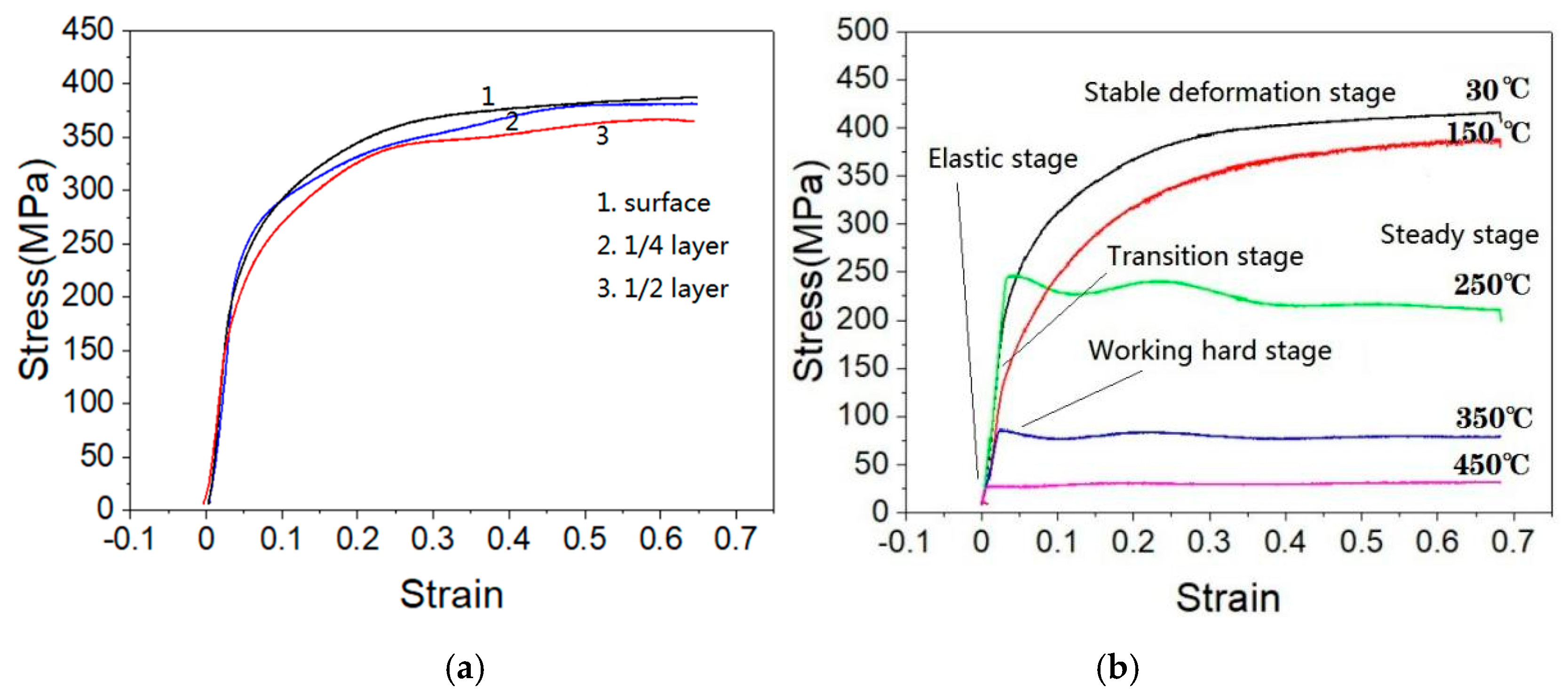
- The hot compression deformation of 7050 aluminum alloy is contained of transition stage and steady state, which has obvious dynamic recovery and recrystallization. When the temperature is lower than 250 °C, the dynamic recovery is dominant, and the dynamic recrystallization is dominant at 350–450 °C. For the rolling process, the temperature is above 350 °C, the grain size is mainly influenced by dynamic recrystallization and the friction on the plate surface.
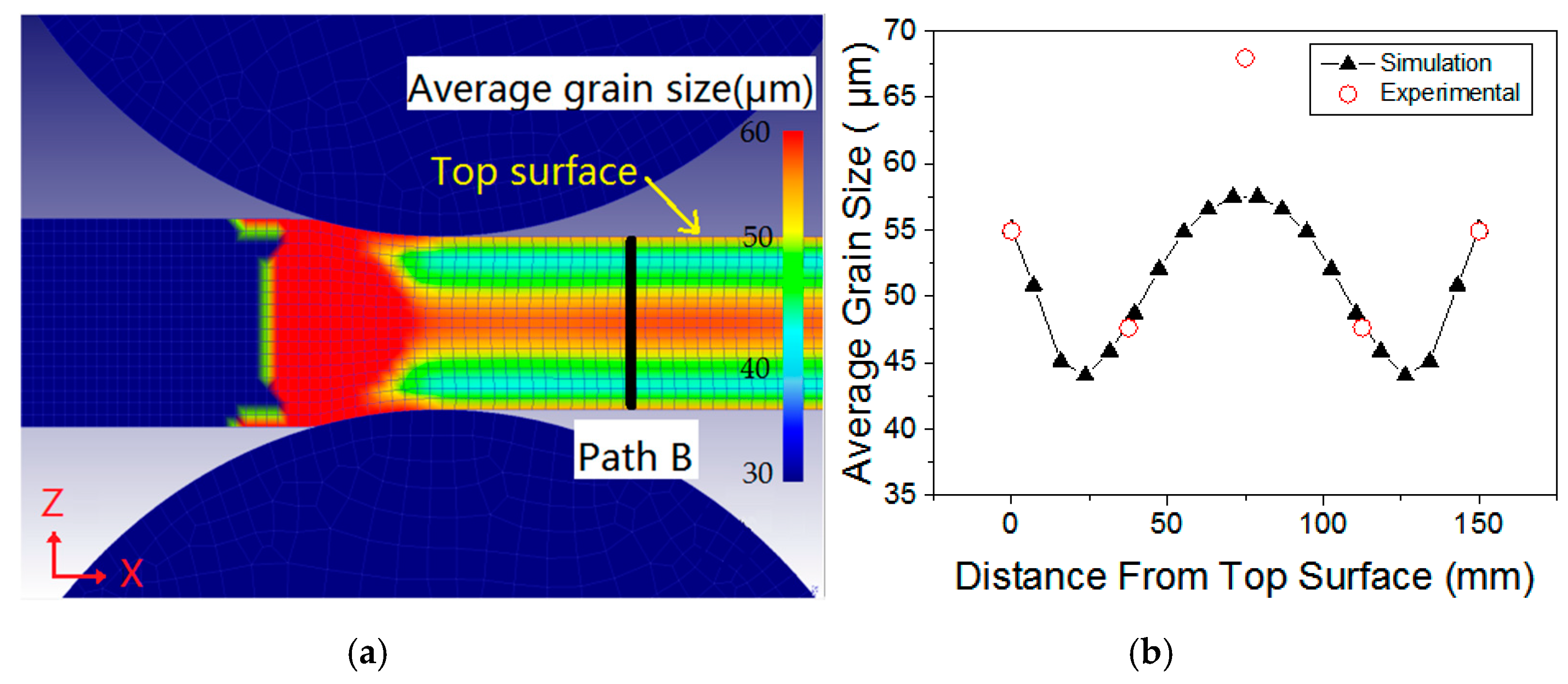
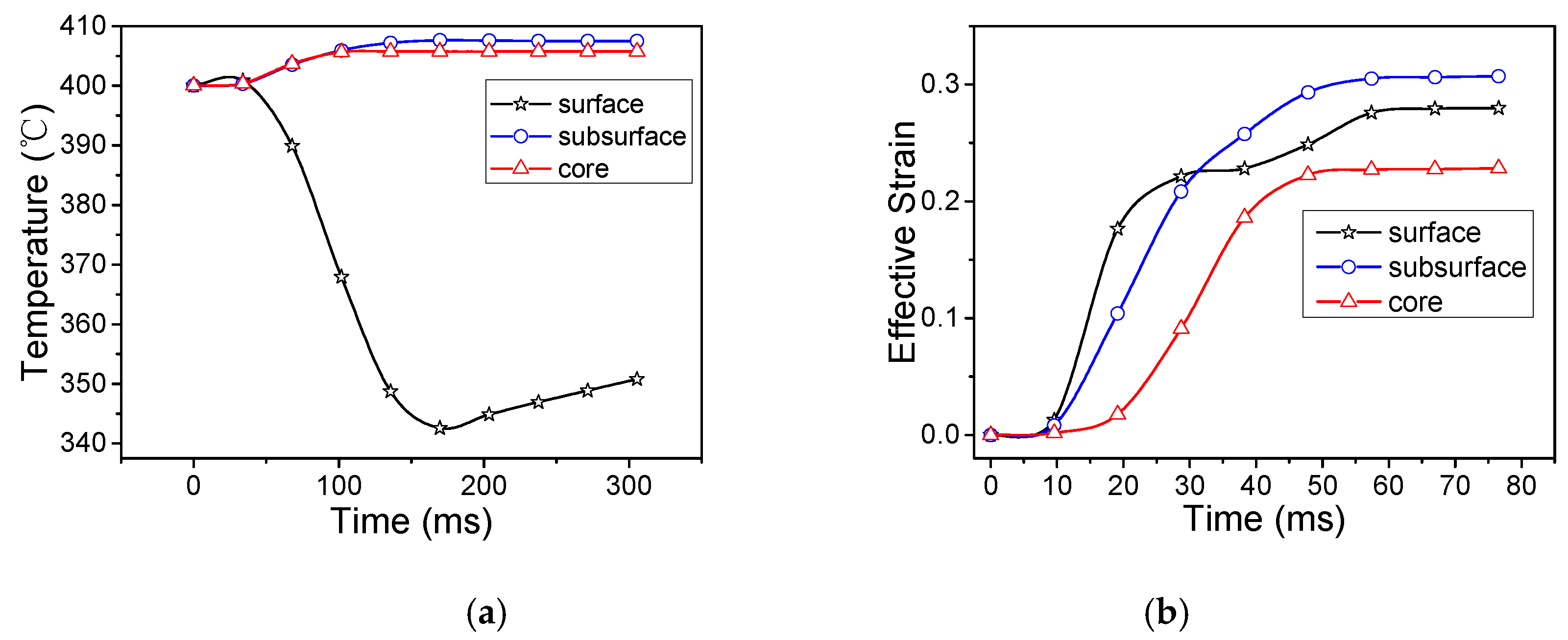
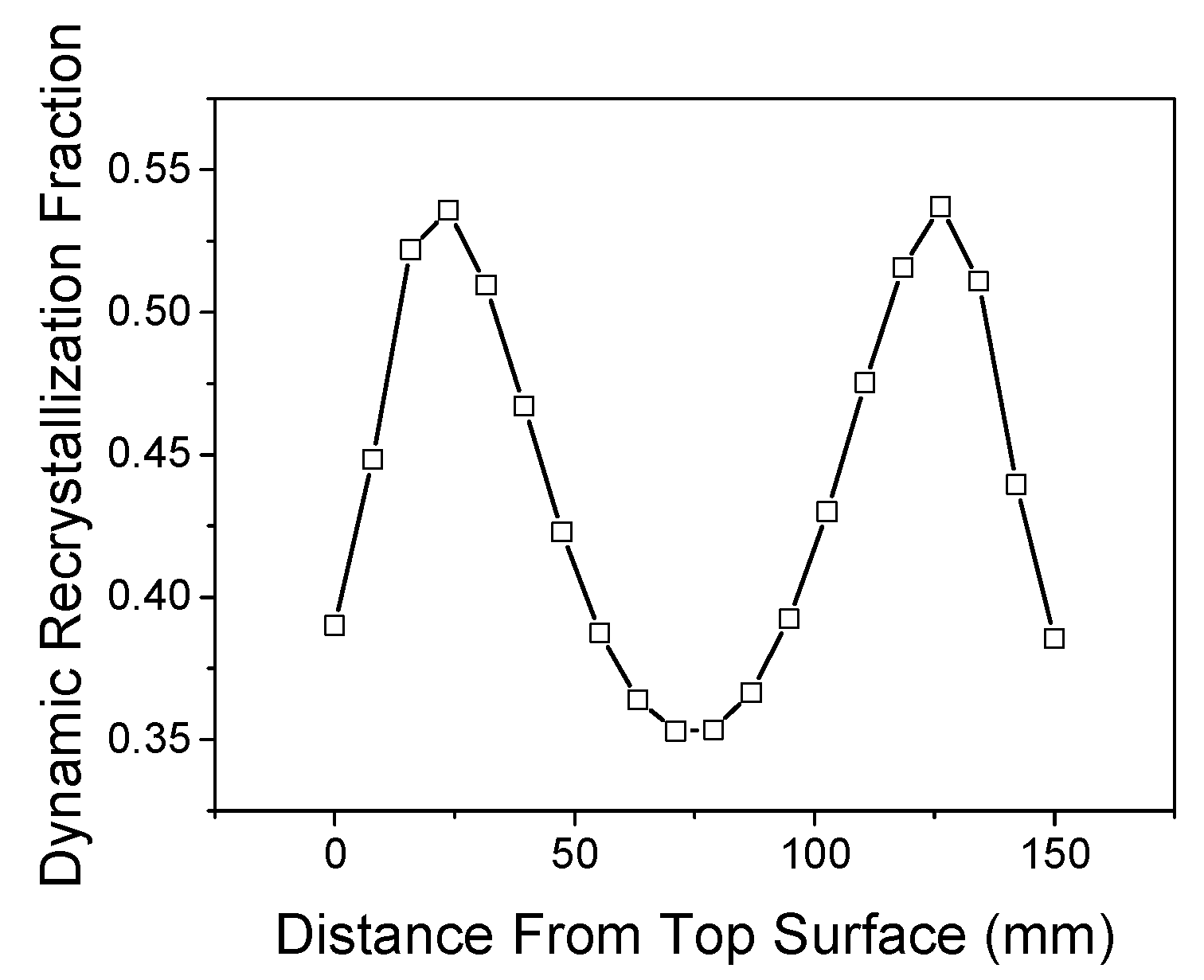
- The distribution of grain size and yield strength along the thickness of symmetrically rolled aluminum plate is symmetrical. The grain size distribution of 7050 aluminum alloy plate is W-shaped in the thickness direction. During the rolling process, the distribution of temperature field and strain field along the thickness direction of the aluminum alloy plate is inhomogeneous, which results in the inhomogeneous distribution of the dynamic recrystallization fraction along the thickness direction, affects the distribution of the grain size along the thickness direction of the plate, and finally leads to the inhomogeneous property of the material.
- The inhomogeneity of the mechanical properties in the thickness direction of the plate can be evaluated with the grain size. The aluminum alloy 7050 sheet with a 150 mm thickness was measured and predicted; the results show that the predicted inhomogeneity reached 8.7%, and the difference was about 5.3% compared with that of experimental value. It can provide reference for performance analysis of an aluminum alloy rolled plate.
Author Contributions
Funding
Conflicts of Interest
References
- Fan, J.; Li, F. Study of Local Cold Working and Tensile Test for 7050 High Strength Aluminum Alloy Hole Plate. Rare Met. Mater. Eng. 2012, 41, 978–982. [Google Scholar]
- Wang, D.; Ma, Z.Y.; Gao, Z.M. Effects of severe cold rolling on tensile properties and stress corrosion cracking of 7050 aluminum alloy. Mater. Chem. Phys. 2009, 17, 228–233. [Google Scholar] [CrossRef]
- Han, N.M.; Zhang, X.M.; Liu, S.D. Effect of solution treatment on the strength and fracture toughness of aluminum alloy 7050. J. Alloys Compd. 2011, 509, 4138–4145. [Google Scholar] [CrossRef]
- Chen, K.; Liu, H.; Zhang, Z. The improvement of constituent dissolution and mechanical properties of 7050 aluminum alloy by stepped heat treatments. J. Mech. Process. Technol. 2003, 142, 190–196. [Google Scholar] [CrossRef]
- Mondal, C.; Mukhopadhyay, A.K.; Raghu, T. Tensile properties of peak aged 7055 aluminum alloy extrusions. Mater. Sci. Eng. 2007, A454, 673–678. [Google Scholar] [CrossRef]
- Yan, L.; Iian, S.; Li, Z. Effect of deformation temperature on microstructure and mechanic properties of 7050 aluminum alloy after heat treatment. Trans. Nonferrous Met. Soc. China 2013, 23, 625–630. [Google Scholar] [CrossRef]
- Dixit, M.; Mishra, R.S.; Sankaran, K.K. Structure–property correlations in Al 7050 and Al 7055 high-strength aluminum alloys. Mater. Sci. Eng. A 2008, 478, 163–172. [Google Scholar] [CrossRef]
- Zhang, J.X.; Ma, M.; Liu, W.C. Effect of initial grain size on the recrystallization and recrystallization texture of cold-rolled AA 5182 aluminum alloy. Mater. Sci. Eng. A 2017, 690, 233–243. [Google Scholar] [CrossRef]
- Ma, C.Q.; Hou, L.G.; Zhang, J.S. Influence of thickness reduction per pass on strain, microstructures and mechanical properties of 7050 Al alloy sheet processed by asymmetric rolling. Mater. Sci. Eng. 2016, 6505, 454–468. [Google Scholar] [CrossRef]
- Hao, A.G.; Ji, W.; Hao, H.L. A Study on Thermal Deformation Behavior and Machining Diagram of 7050 Aluminum Alloy. Hot Process 2018, 47, 141–144. [Google Scholar]
- Zhou, G.J.; Tang, J.G. Evolution of microstructure and texture of cast-rolled sheet in asynchronous rolling. Hot Process 2017, 46, 24–27. [Google Scholar]
- Yang, Y.B.; Zhang, Z.; Li, X. The effects of grain size on the hot deformation and processing map for 7075 aluminum alloy. Mater. Des. 2013, 51, 592–597. [Google Scholar] [CrossRef]
- Yu, X.W.; Chen, J.H.; Li, J.Y.; Wu, C.L. Effect of pre-deformation on quench-induced inhomogeneity of microstructure and hardness in 7050 aluminum alloy. Mater. Charact. 2019, 158, 110005. [Google Scholar] [CrossRef]
- He, J.G.; Wen, J.B. Hot Deformation Behavior and Processing Map of Cast 5052 Aluminum Alloy. Procedia Manuf. 2019, 37, 2–7. [Google Scholar] [CrossRef]
- Senuma, T.; Yada, H.; Yoshimura, H. Deformation Resistance and Recrystallization of Commercially Pure Titanium in the High Strain Rate Hot Deformation. Adv. Mater. Res. 1986, 626, 430–435. [Google Scholar]
- Liao, S.; Zhang, L.W. Two-dimensional and three-dimensional simulation of continuous rolling process of GCr15 bearing steel bars. Spec. Steel 2007, 05, 31–33. [Google Scholar]
- Li, A. Rheological behavior 7axx aluminum alloys under thermal compression. At. Energy Sci. Technol. 2019, 53, 504–510. [Google Scholar]
- Xiong, S.W.; Pan, Q.L.; Zhang, H.; Fan, X. Heat Deformation Behavior and Microstructure Evolution of Jet Forming 7055 Aluminum Alloy. Chin. J. Nonferrous Met. 2018, 28, 863–871. [Google Scholar]
- Zhou, L.; Chen, S.; Chen, K. Effect of average pass reduction ratio on thickness-oriented microstructure and properties homogeneity of an Al–Zn–Mg–Cu aluminum alloy thick plate. Appl. Phys. A 2019, 125, 387. [Google Scholar] [CrossRef]
- Hirota, N.; Yin, F.X.; Azuma, T.; Inoue, T. Yield stress of duplex stainless steel specimens estimate using a compound Hall–Petch equation. Taylor Fr. Group 2010, 11, 025044. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rolling Parameters | Value |
|---|---|
| Rolling temperature (t/°C) | 400 |
| Roller radius (r1/mm) | 500 |
| Roller speed (ω1/s−1) | 2 |
| Length (L/mm) | 1500 |
| Friction coefficient(m) | 0.4 |
| Thickness (H/mm) | 180 |
| Reduction (Δh/mm) | 30 |
| Radiation and convective HTC (h1/W·m2·K−1) | 5 |
| Contact HTC (h2/W·m2·K−1) | 30,000 |
| Composition | Ti | Fe | Cu | Mg | Zr | Zn | Al |
|---|---|---|---|---|---|---|---|
| Wt % | 0.06 | 0.15 | 2.6 | 2.6 | 0.13 | 6.7 | Bal. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gong, H.; Cao, X.; Liu, Y.; Wu, Y.; Jiang, F.; Zhang, M. Simulation and Experimental Study on the Inhomogeneity of Mechanical Properties of Aluminum Alloy 7050 Plate. Metals 2020, 10, 515. https://doi.org/10.3390/met10040515
Gong H, Cao X, Liu Y, Wu Y, Jiang F, Zhang M. Simulation and Experimental Study on the Inhomogeneity of Mechanical Properties of Aluminum Alloy 7050 Plate. Metals. 2020; 10(4):515. https://doi.org/10.3390/met10040515
Chicago/Turabian StyleGong, Hai, Xuan Cao, Yaoqiong Liu, Yunxin Wu, Fangmin Jiang, and Minghai Zhang. 2020. "Simulation and Experimental Study on the Inhomogeneity of Mechanical Properties of Aluminum Alloy 7050 Plate" Metals 10, no. 4: 515. https://doi.org/10.3390/met10040515