Opportunities and Issues in the Application of Titanium Alloys for Aerospace Components

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Advantages of Titanium: Commercial Aircraft
3. Advantages of Titanium Alloys: Aircraft and Rocket Engines
4. Advances in Processing Ti Alloys and New Applications of Existing Alloys
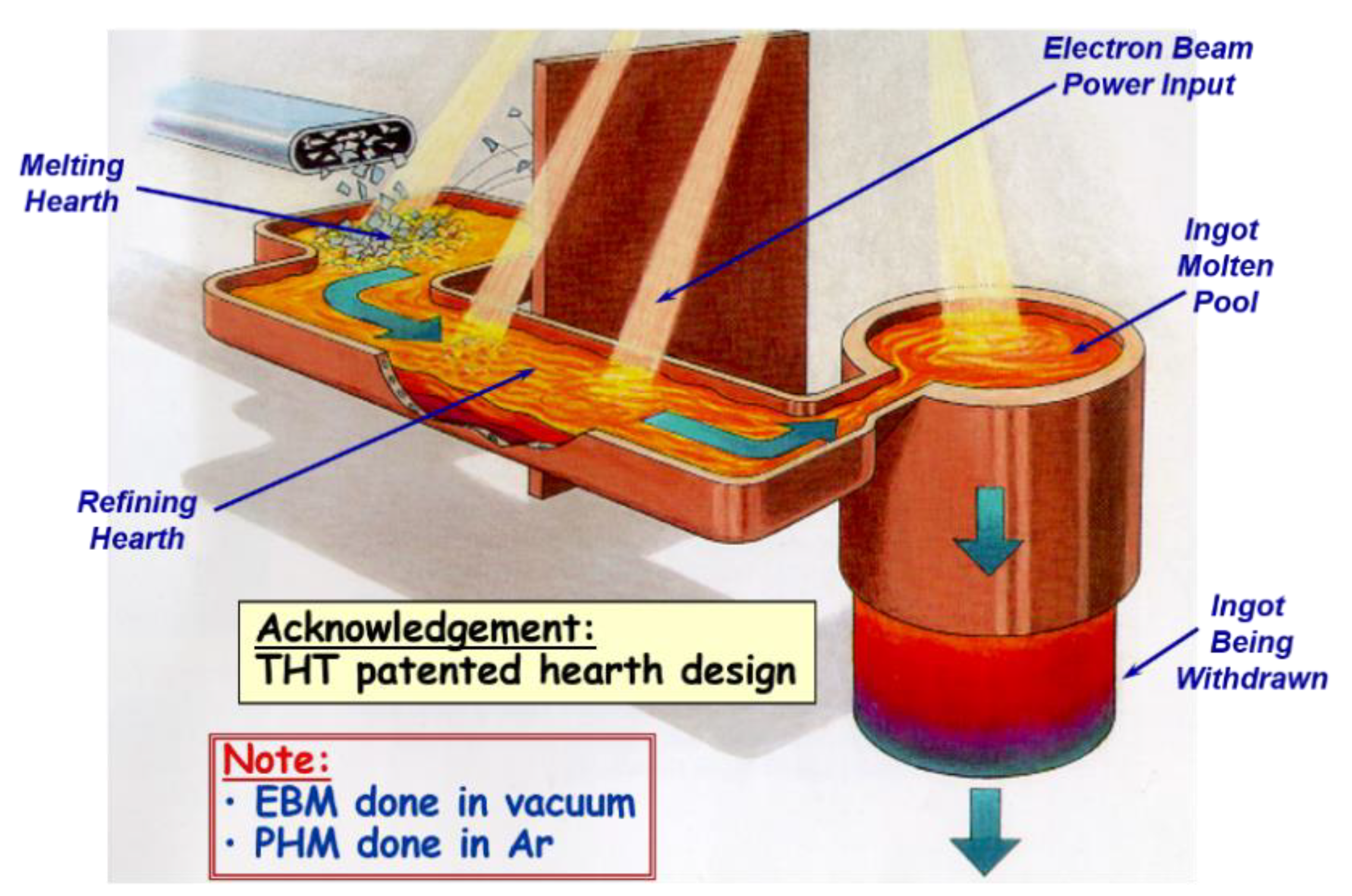
4.1. Cold Hearth Melting of Ti Alloys
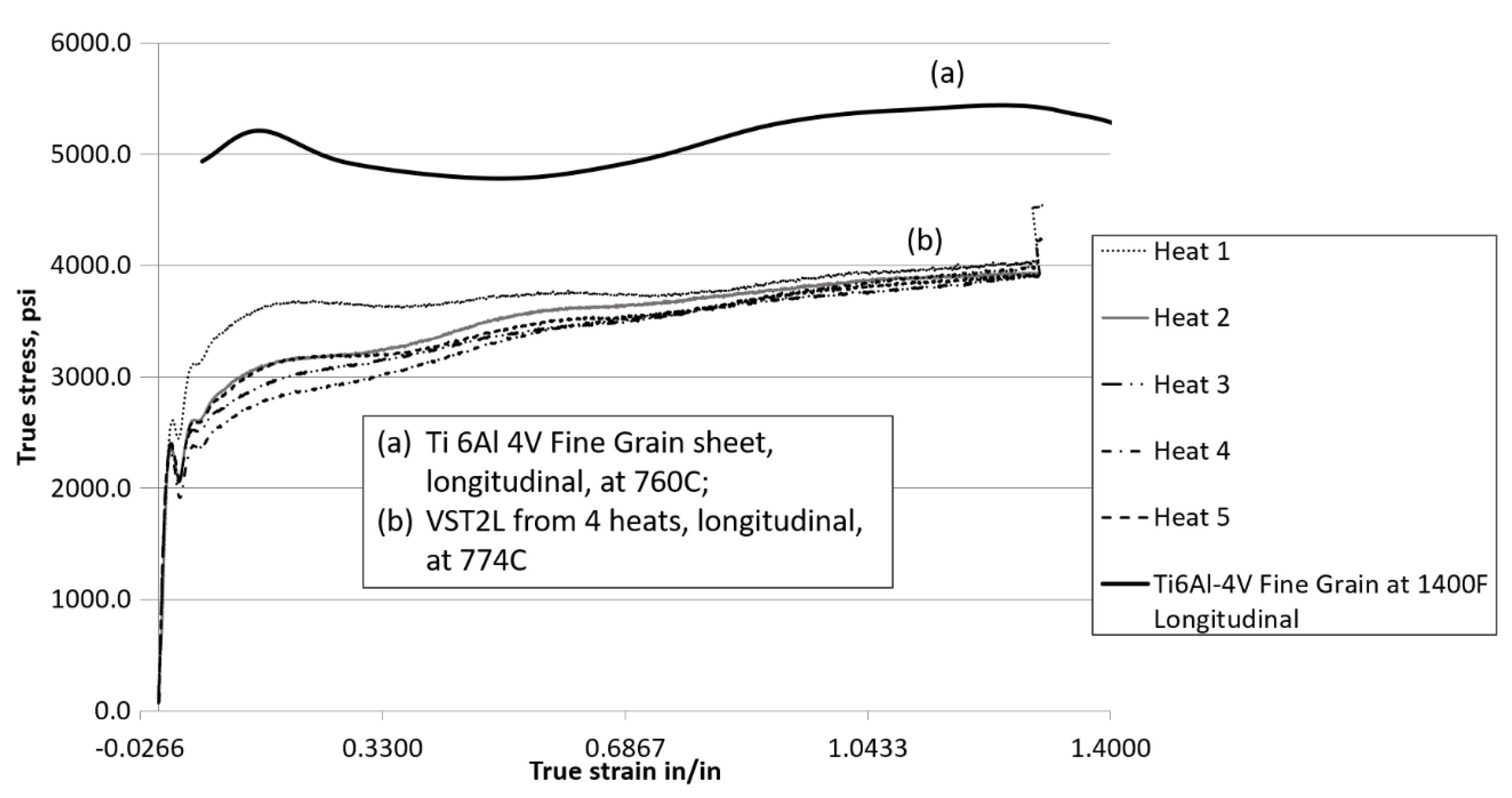
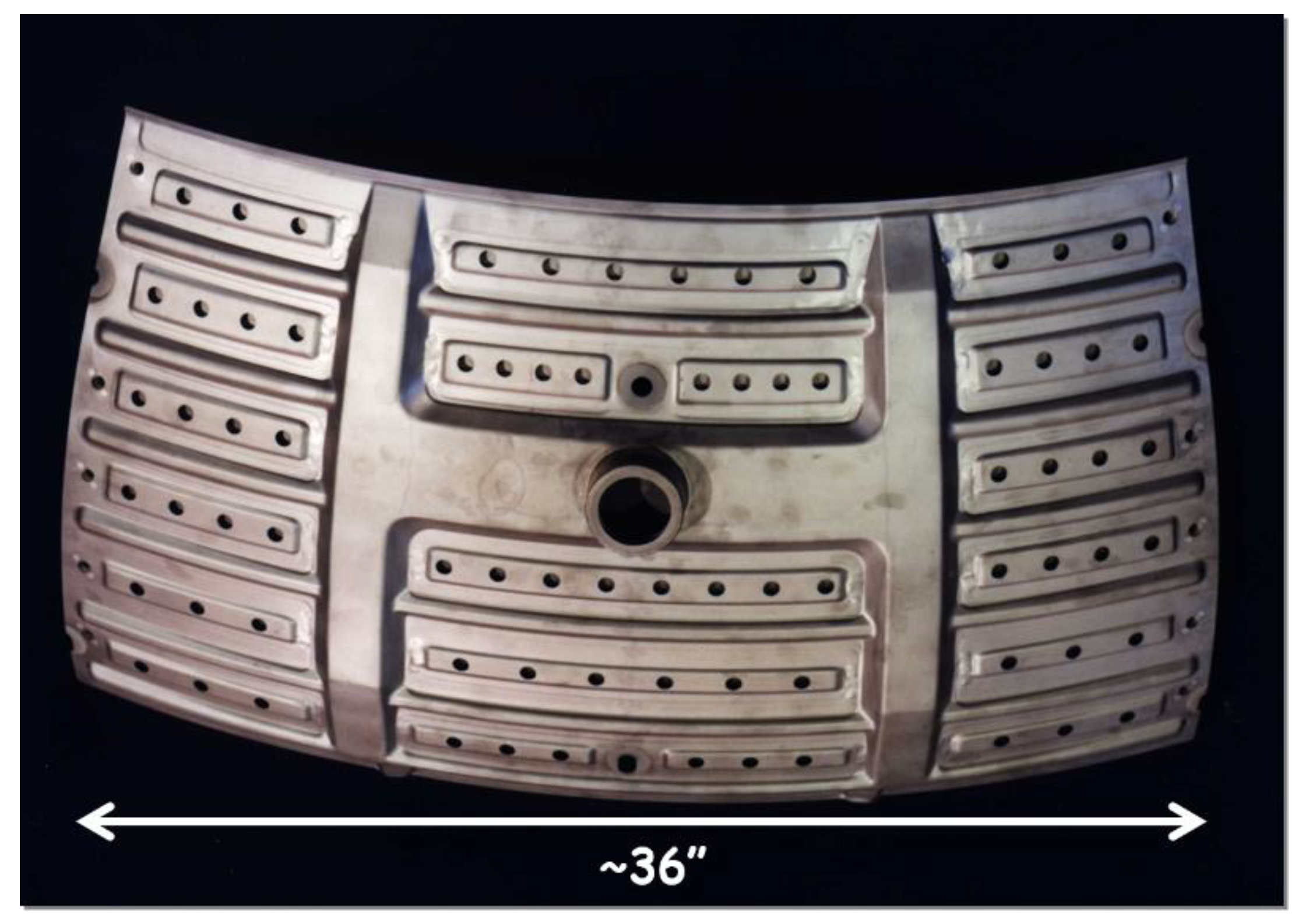
4.2. Superplastic Forming (SPF) of Ti Alloys
4.3. Additive Manufacturing (AM) of Ti Alloys
4.4. Applications of Alpha Alloys
4.5. Applications of Near Alpha Alloys
4.6. Applications of α + β Ti Alloys
4.7. Applications of β-Titanium Alloys
4.8. Applications of Ti Base Intermetallic Compounds
5. New Alloy Developments
6. Summary
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Boyer, R.; Welsch, G.; Collings, E.W. Materials Properties Handbook Titanium Alloys; ASM International: Materials Park, OH, USA, 1994. [Google Scholar]
- Lütjering, G.; Williams, J.C. Titanium, 2nd ed.; Springer: Heidelberg/Berlin, Germany, 2007. [Google Scholar]
- Donachie, M.J. Titanium-A Technical Guide, 2nd ed.; ASM International: Materials Park, OH, USA, 1994. [Google Scholar]
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications; Wiley-VCH Verlag GmbH & Co: Weinheim, Germany, 2003; ISBN 9783527305346. [Google Scholar]
- Boyer, R.R.; Briggs, R.D. The Use of β Titanium Alloys in the Aerospace Industry. J. Mater. Eng. Perform. 2005, 14, 681–685. [Google Scholar] [CrossRef]
- Cotton, J.D.; Briggs, R.D.; Boyer, R.R.; Tamirisakandal, S.; Russo, P.; Shchetinokov, N.; Fanning, J.C. State of the Art of Beta Titanium Alloys for Aerospace Applications. JOM 2015, 5, 1281–1303. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Nag, S.; Suzuki, A.; Weimer, M.J. TiAl alloys in commercial aircraft engines. Mater. High Temp. 2016, 33, 549–559. [Google Scholar] [CrossRef]
- Ward, C.H.; Williams, J.C.; Thompson, A.W.; Rosenthal, D.G.; Froes, F.H. Fracture Mechanisms in Titanium Aluminide Intermetallics. In Sixth World Conference on Titanium; Lacombe, P., Tricot, R., Beranger, G., Eds.; Les Éditions de Physique: Ulis, France, 1988; p. 1103. [Google Scholar]
- Boyer, R.R. Aerospace Applications of Beta Alloys. JOM 1994, 46, 20–23. [Google Scholar] [CrossRef]
- Halchak, J.; (Rocketdyne, CA, USA). Private communication, 2015.
- Wayte, P.; (St. Augustine, FL, USA). Private communication, 2019.
- Lee, D.; Backofen, W.A. Superplasticity of Ti Alloys. Trans. Met. Soc. 1967, 239, 1034–1040. [Google Scholar]
- Ashby, M.F.; Verrall, R.A. Diffusion Accommodated Flow and Superplasticity. Acta Met. 1973, 21, 149. [Google Scholar] [CrossRef]
- Boyer, R.R.; Minakawa, K.; Ogawa, A. Strength/Toughness Properties of SP-700. In Titanium’95; Blenkinsop, P.A., Evans, W.J., Flower, H.M., Eds.; Institute of Materials: London, UK, 1996; Volume 2, pp. 933–939. [Google Scholar]
- Comley, P.N. Lowering the Heat-The Development of Reduced Temperature Titanium Alloys for Aircraft Production. In Superplasticity in Advanced Materials ICSAM2003; Todd, R.I., Ed.; Trans Tech Publications: Baech, Switzerland, 2004; pp. 233–238. [Google Scholar]
- Comley, P. Aerospace Part Production Using SP700. Mater. Sci. Forum 2002, 357, 41. [Google Scholar]
- Young, K.W.; Martinez, M.E. The qualification of ATI 425 alloy titanium for boeing CH-47 chinook helicopter rotor blade erosion caps. In Proceedings of the Aeromat 23 Conference and Exposition American Society for Metals, Charlotte, NC, USA, 18–21 June 2012. [Google Scholar]
- Comley, P. Manufacturing Advantages of Superplastically Forming Fine Grain Ti-6Al-4V. Alloy J. Mater. Eng. Perform. 2004, 13, 660. [Google Scholar] [CrossRef]
- Comley, P. Multi-Rate Super Plastic Forming of Fine Grain Ti-6Al-4V Titanium Alloy. Alloy J. Mater. Eng. Perform 2007, 16, 150. [Google Scholar] [CrossRef]
- Hefti, L.D. Elevated Temperature Forming of Titanium Aircraft Hardware. Mat. Sci. Forum 2013, 735, 338–346. [Google Scholar] [CrossRef]
- Hefti, L.D. The Application of Fine Grain Titanium 6Al-4V for Superplastic Forming and Superplastic Forming and Diffusion Bonding of Aerospace Products. JOM 2010, 62, 42–45. [Google Scholar] [CrossRef]
- Hefti, L.D. Elevated Temperature Fabrication of Titanium Aerospace Components. Key Engr. Matls. 2010, 433, 49–55. [Google Scholar]
- Mitropolskaya, N.G.; Berestov, A.V. New lower temperature superplastic titanium sheet alloy. In Proceedings of the AeroMat 2019, Reno, NV, USA, 6–8 May 2019. [Google Scholar]
- Berestov, A.; Mitropolskaya, N.; Puzakov, I.; Michael Leder, N.; Tarenkova, R.D.; Briggs, R.F. Titanium Alloy-Based Sheet Material for Low-Temperature Superplastic Deformation. Patent Number 2691434, 1 November 2018. [Google Scholar]
- Tamirisakandala, S.; Crist, E.; Sun, F.; Dahar, M. Superior Oxidation Resistance Titanium Alloy ARCONIC-THORTM for Aerospace Applications. In Proceedings of the 14th World Conference on Titanium, Nantes, France, 10–14 June 2019. [Google Scholar]
- Froes, F.; Boyer, R. (Eds.) Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; ISBN 10:0128140623. [Google Scholar]
- Chen, J.; Ma, J.; Williams, J.C. Additive manufacturing of high value Ti components: Opportunities and challenges. Int. J. Addit. Subtractive Mater. Manuf. 2017, 1, 119–132. [Google Scholar] [CrossRef]
- Williams, J.; Post, B.; Love, L.; Blue, C. Opportunities for Lighter Weight and Lower Total Cost Component Manufacturing. In Light Weighting for Defense, Aerospace, and Transportation; Gokhale, A.A., Prasad, N., Basu, B., Eds.; Springer: Singapore, 2019. [Google Scholar]
- Boyer, R.R. Design Properties of a High-Strength Titanium Alloy, Ti-10V-2Fe-3Al. JOM 1980, 32, 61–65. [Google Scholar]
- Boyer, R.R.; Rosenberg, H.W. (Eds.) Beta Titanium Alloys in the 1980’s; Metallurgical Society of AIME: New York, NY, USA, 1984. [Google Scholar]
- Millet, Y. (Ugine, France). Personal communication, TIMET France. 2019.
- Eylon, D.; Boyer, R.R.; Koss, D.A. (Eds.) Beta Titanium Alloys in the 1990’s; TMS: Warrendale, PA, USA, 1993. [Google Scholar]
- Vassel, A.; Eylon, D.; Combres, Y. (Eds.) Current Issues in the Development in the Development of Beta Titanium Alloys; Société Francais de Métallurgie et de Matériaux: Paris, France, 1994. [Google Scholar]
- Boyer, R.R. Titanium Airframe Applications: Brief History, Present Applications and Future Trends. In Thermec 2003, International Conference on Processing and Manufacturing of Advanced Materials; Chandra, T., Torralba, J.M., Sakai, T., Eds.; Transtech Publications Ltd.: Zurich, Switzerland, 2003; pp. 643–648. [Google Scholar]
- Bewlay, B.; Weimer, M.; Kelly, T.; Suzuki, A.; Subramanian, P. The Science, Technology, and Implementation of TiAl Alloys in Commercial Aircraft Engines. MRS Proc. 2013, 1516, 49–58. [Google Scholar] [CrossRef]
- Foltz, J. Microstructure-Property Relationships in Cold Rollable, High-Strength of α/β Alloy. In Proceedings of the World Conference on Titanium, Nantes, France, 10–14 June 2019. (electronic proceedings). [Google Scholar]
- Mantione, J. Properties of a Novel High Strength Titanium Alloy for Aerospace Applications. In Proceedings of the 14th World Conference on Titanium, Nantes, France, 10–14 June 2019. [Google Scholar]
- Mantione, J.; Garcia-Avila, M. ATI Development of High Temperature Titanium Alloys for Aerospace Applications. In Proceedings of the AeroMat 19, Reno, NV, USA, 6–8 May 2019. [Google Scholar]
- Fanning, J. Properties of Ti18-A New High-Strength Near-Beta Alloy for Forged Products and Fastener Stock. In Proceedings of the 13th World Conference on Titanium, San Diego, CA, USA, 16–20 August 2015. [Google Scholar]
- Fanning, J.; Boyer, R. Properties of TIMETAL®18 [Ti18]—A new high-strength near-beta titanium alloy. In Proceedings of the 12th World Conference on Titanium, Beijing, China, 19–24 June 2011. [Google Scholar]
- Fanning, J. Near-Beta Titanium alloy for High Strength Application and Methods for Manufacturing the Same. U.S. Patent 8,454,768, 4 June 2013. [Google Scholar]
- Fanning, J. Near-Beta Titanium alloy for High Strength Application and Methods for Manufacturing the Same. U.S. Patent 8,906,295, 9 December 2014. [Google Scholar]
- Burkins, M.; Wells, M.; Fanning, J.; Roopchand, B. The Mechanical and Ballistic Properties of an Electron Beam Single Melt of Ti-6Al-4V Plate; ARL-MR-515; US Army Research Laboratory: Adelphi, MD, USA, May 2001. [Google Scholar]
- Fanning, J.C. Low-Cost Alpha-Beta Titanium Alloy with Good Ballistic and Mechanical Properties. U.S. Patent 9,631,261 B2, 25 April 2017. [Google Scholar]
- Thomas, R.; Kosaka, Y.; James, S. Titanium Alloys Exhibiting Resistance to Impact or Shock Loading. U.S. Patent 10,000,838, 19 June 2018. [Google Scholar]
- Detail Specification: Armor Plate, Titanium Alloy, Weldable, MIL-DTL-46077F; U.S. Department of Defense, US Army Research Laboratory: Adelphi, MD, USA, 1999.
- Military Standard: V50 Ballistic Test for Armor, MIL-STD-662E; U.S. Department of Defense, US Army Research Laboratory: Adelphi, MD, USA, 1987.
- James, S.; Kosaka, Y.; Thomas, R.; Garratt, P. TIMETAL®407: A Titanium Alloy to Enable Cost Reduction. In Proceedings of the 13th World Conference on Titanium, San Diego, CA, USA, 16–20 August 2016; pp. 721–726, TMS (electronic proceedings). [Google Scholar]
- Calvert, K.; James, S.; Kosaka, Y. TIMET Alpha-Beta Titanium Alloy Designed for Improved Formability and Machinability. In Proceedings of the 29th Aeromat Conference and Exposition, Orlando, FL, USA, 7–10 May 2018. [Google Scholar]
- Favey, W.; Bache, M.; Davies, H. Fatigue Performance of the Novel Titanium Alloy TIMETAL 407. In Proceedings of the MATEC Web of Conferences 165, Poitiers, France, 27 May–1 June 2018. [Google Scholar]
- James, R.; Thomas, R. TIMETAL ® 407: A New Impact Resistant Titanium Alloy. In Proceedings of the 27th Aeromat, Bellevue, WA, USA, 23–26 May 2016. [Google Scholar]
- Thomas, R.; Garratt, P.; Thomas, M. High-Strength Alpha-Beta Titanium Alloy. U.S. Patent 10,066,282, 4 September 2018. [Google Scholar]
- Thomas, M.; Hewitt, J.; Bache, M. TIMETAL®575: A Novel High Strength Forgeable α/β Titanium Alloy. In Proceedings of the 13th World Conference on Titanium, San Diego, CA USA, 16–20 August 2015; pp. 1537–1547. [Google Scholar]
- Andrieu, A.; von Thungen, I.; Lenain, A. Ti575: A New TIMET Alloy for Structural Parts in Aeronautics. In Proceedings of the 13th World Conference on Titanium, San Diego, CA, USA, 16–20 August 2015; p. 1543. [Google Scholar]
- Thomas, M.; Hewitt, J.; Bache, M. Determination and Analysis of the Cyclic and Dwell Fatigue Performance of TIMEAL®575. In Proceedings of the 13th World Conference on Titanium, San Diego, CA, USA, 16–20 August 2015; pp. 979–991. [Google Scholar]
- Kosaka, Y.; Thomas, R.; Garratt, P. Properties of High Strength Alpha-Beta Titanium Alloy TIMETAL® 575. In Proceedings of the 27th Aeromat Conference and Exposition, Bellevue, WA, USA, 23–26 May 2016. [Google Scholar]
- Bach, M.; Thomas, M. Alloy Development and Optimisation Informed by an Understanding of Cold Dwell Fatigue Sensitivity. In Proceedings of the 14th World Conference on Titanium, Nantes, France, 10–14 June 2019. [Google Scholar]
- Cao, S.; Zhou, X.; Yang, Y.; Lim, C.V.S.; Boyer, R.R.; Williams, J.C.; Wu, X. A strong and ductile Ti-3Al-8V-6Cr-4Mo-4Zr (Beta-C) alloy achieved by introducing trace carbon addition and cold work. Scripta Mater. 2020, 178, 124–128. [Google Scholar] [CrossRef]














© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Williams, J.C.; Boyer, R.R. Opportunities and Issues in the Application of Titanium Alloys for Aerospace Components. Metals 2020, 10, 705. https://doi.org/10.3390/met10060705
Williams JC, Boyer RR. Opportunities and Issues in the Application of Titanium Alloys for Aerospace Components. Metals. 2020; 10(6):705. https://doi.org/10.3390/met10060705
Chicago/Turabian StyleWilliams, James C., and Rodney R. Boyer. 2020. "Opportunities and Issues in the Application of Titanium Alloys for Aerospace Components" Metals 10, no. 6: 705. https://doi.org/10.3390/met10060705
APA StyleWilliams, J. C., & Boyer, R. R. (2020). Opportunities and Issues in the Application of Titanium Alloys for Aerospace Components. Metals, 10(6), 705. https://doi.org/10.3390/met10060705