Structure and Properties of Al–0.6wt.%Zr Wire Alloy Manufactured by Direct Drawing of Electromagnetically Cast Wire Rod

 and
and
Abstract
1. Introduction
2. Experimental Methods
3. Results and Discussion
3.1. Characterization of as-Cast EMC Rod
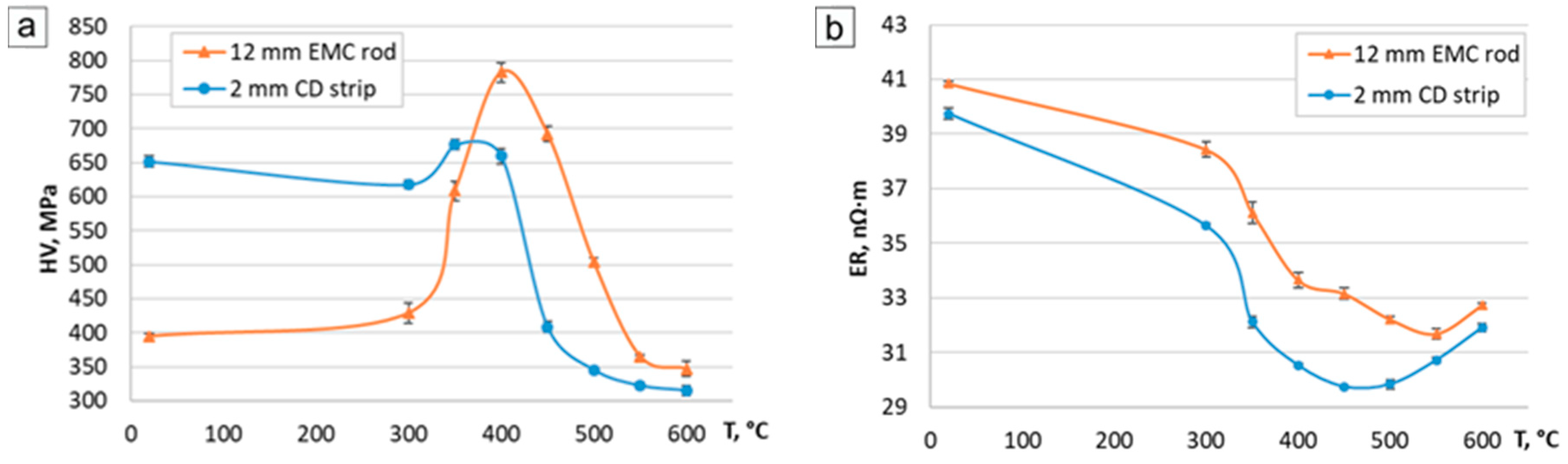
3.2. Effect of Annealing on Hardness and Electrical Conductivity
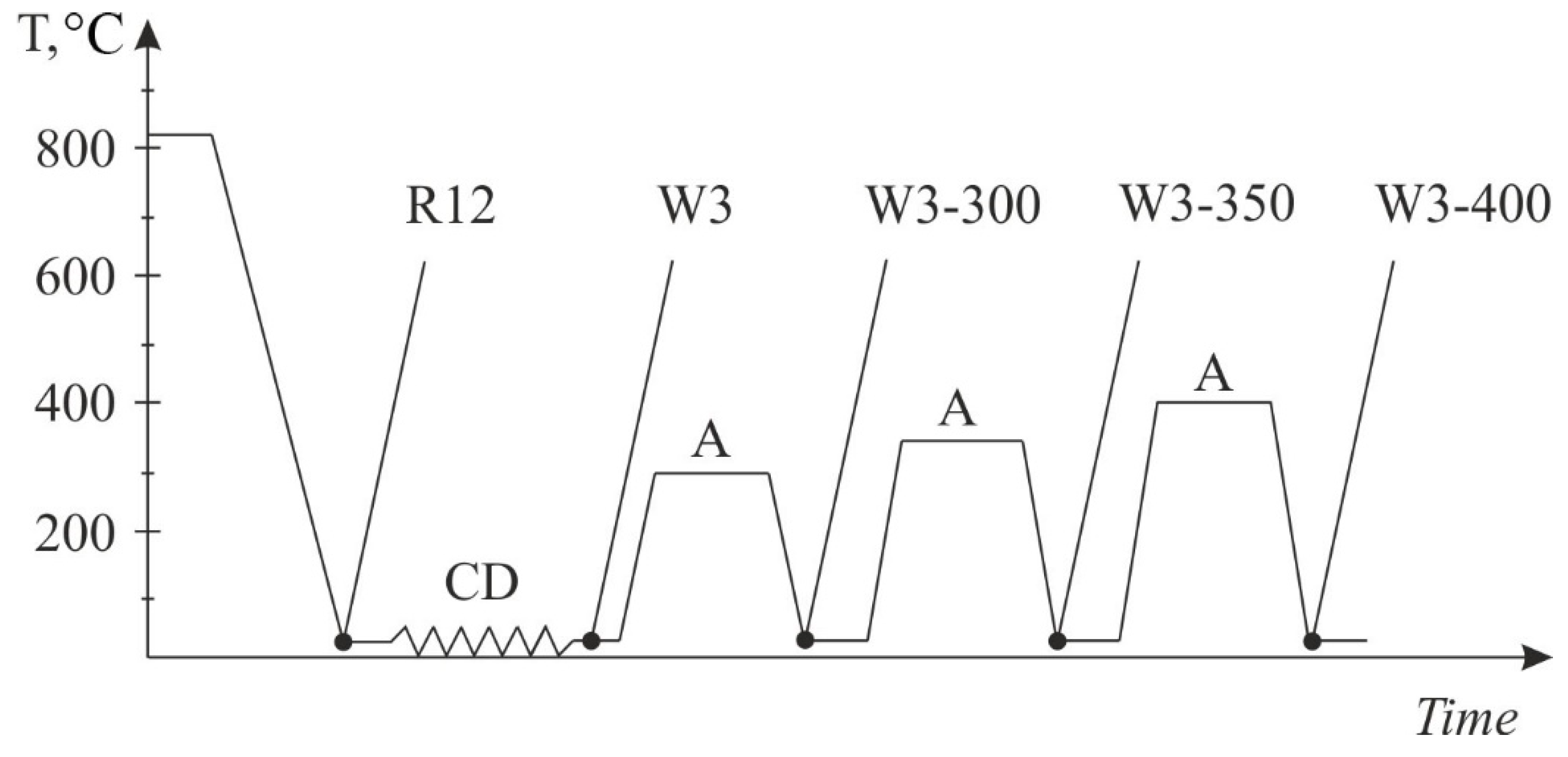
3.3. Structure and Properties of Wire
4. Summary
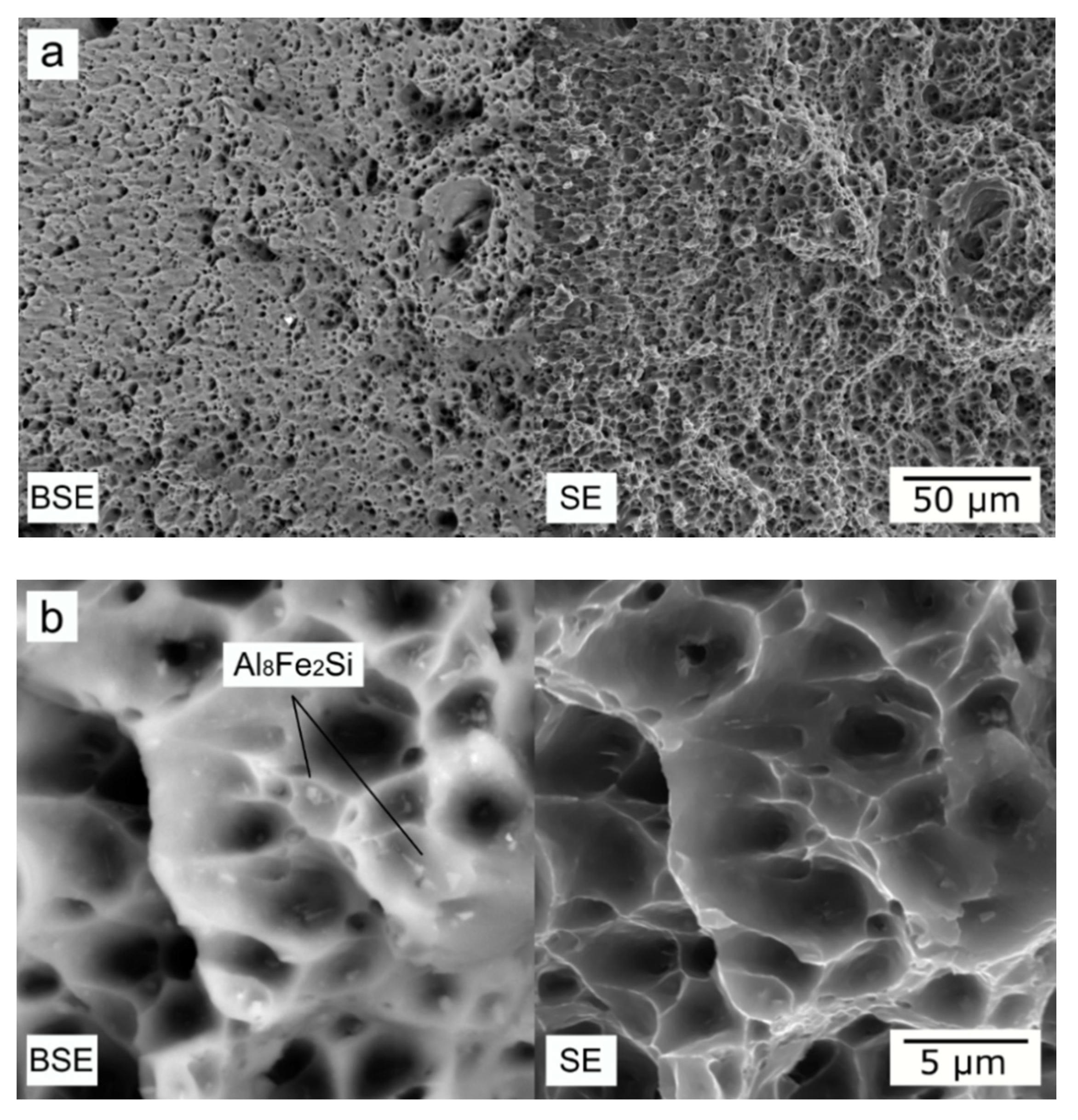
- The experimental aluminum alloy, containing 0.6%Zr, 0.4%Fe and 0.4%Si (wt.%), was manufactured by the method of electromagnetic casting (EMC) in the form of long-length rod 12 mm in diameter. The as-cast EMC rod has high ductility when cold drawing a wire with a high degree of deformation (94%). High deformability of as-cast rods can be explained by favorable microstructure, e.g., small size of the dendritic cells (about 4 µm), submicron eutectic particles of Al8Fe2Si phase, and almost full dissolving of Zr in Al solid solution.
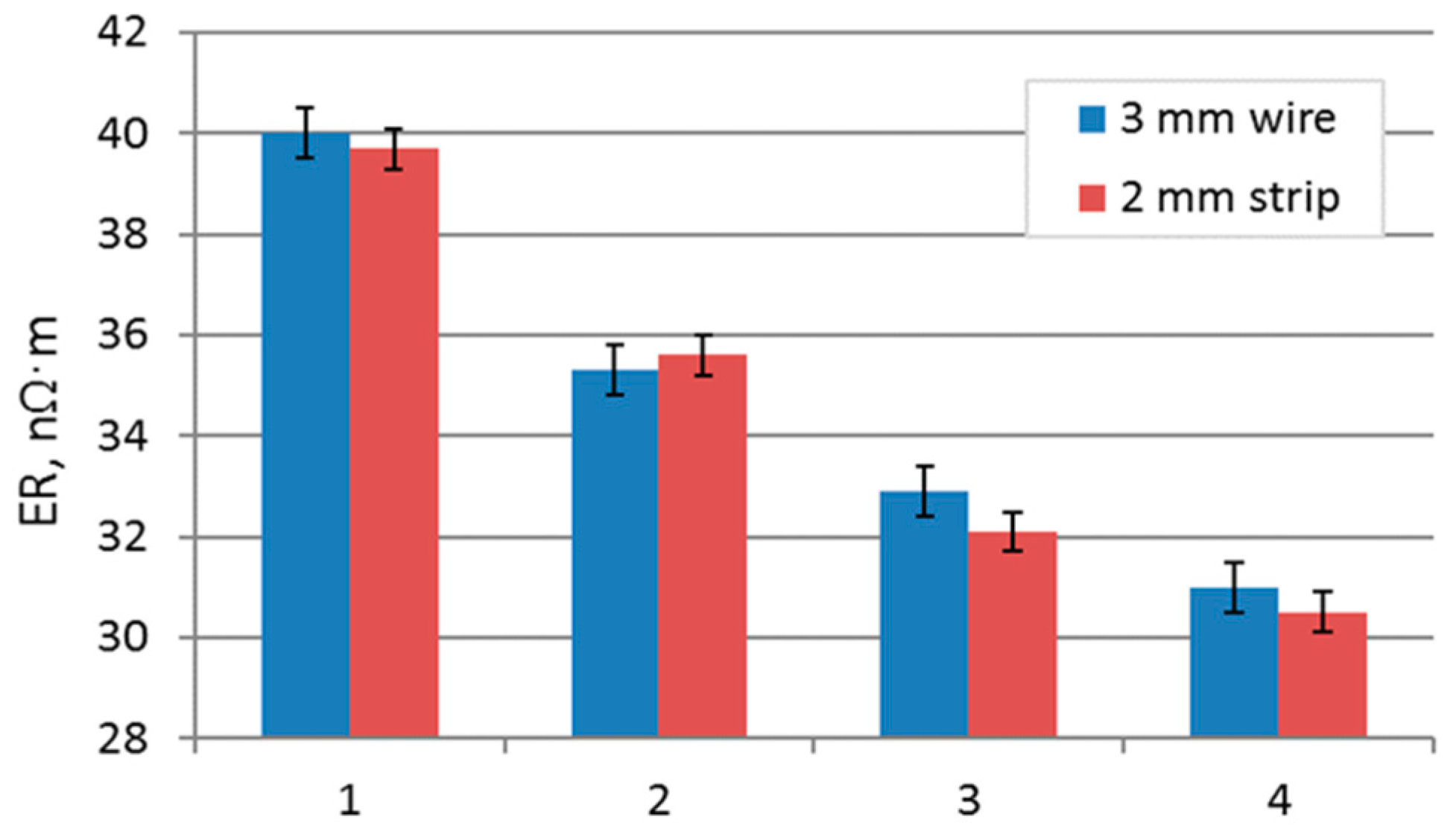
- The effect of annealing temperature (up to 600 °C) on the hardness and electrical resistivity (ER) of EMC rod, cold rolled strip, and cold drawn wire were studied. It was shown that the temperature dependences of ER for the cold deformed strip and the wire were very close. The best combination of hardness and ER in the cold rolled strip was reached after annealing at 400 °C.
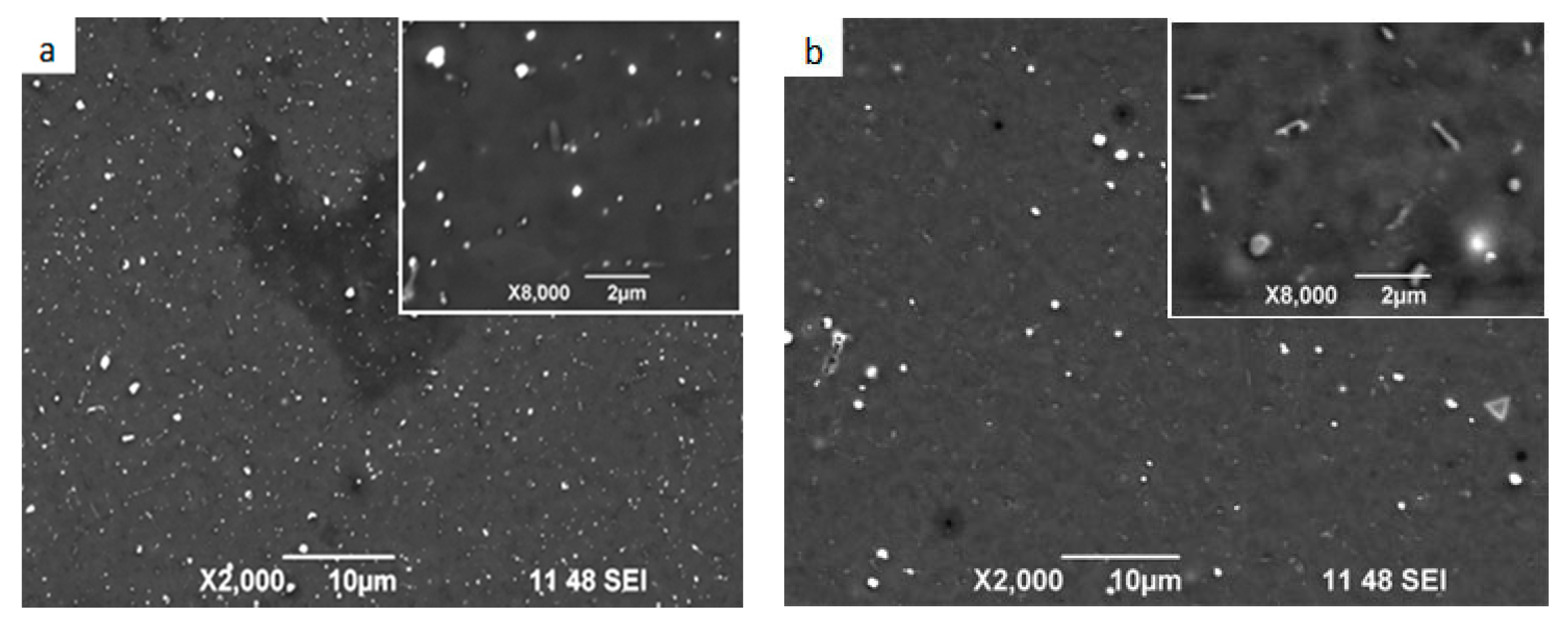
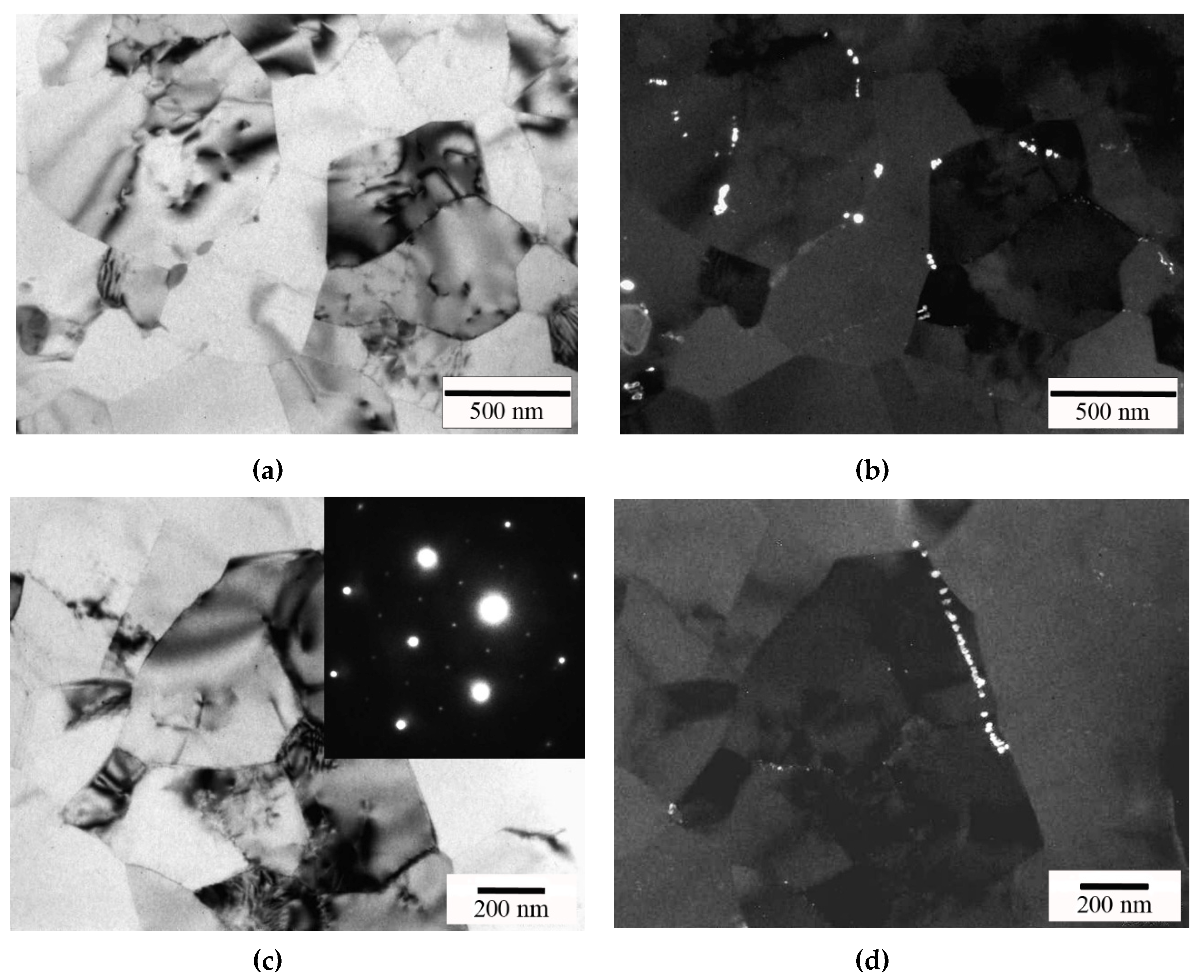
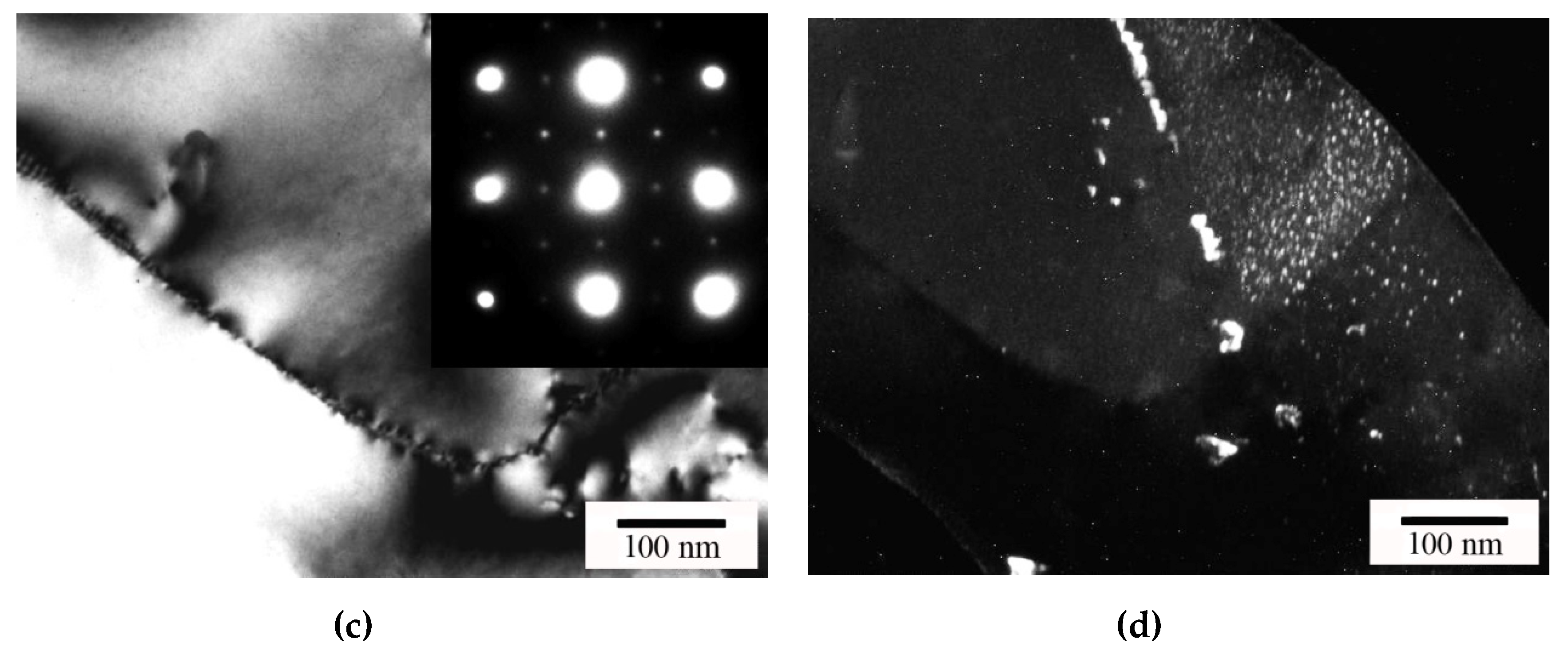
- TEM study of structure evolution in the as-drawn wire revealed the onset of Al3Zr (L12) nanoparticle formation at 300 °C, and almost complete decomposition of (Al) at 400 °C. The distribution of the nanoparticles was quite homogeneous, with their average size not exceeding 10 nm. At the same time, the precipitates at subgrain boundaries were much larger. Zr-containing nanoparticles allow one to stabilize the structure upon heating up to 400 °C, which is extremely important for heat resistant conductive alloys.
- The experimental wire alloy has UTS and EC (234 MPa and 55.6 IACS, respectively) meeting the AT2 type specification. At the same time, the maximum heating temperature was much higher (400 versus 230 °C) and mechanical properties obtained meet the AT4 type specification. The possibility of electromagnetic casting of wire rods suitable for direct cold drawing would be a substantial economic advantage.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- ASTM B941-16. Standard Specification for Heat Resistant Aluminum-Zirconium Alloy Wire for Electrical Purposes; ASTM International: West Conshohocken, PA, USA, 2016; pp. 1–4. [Google Scholar]
- Brubak, J.P.; Eftestol, B.; Ladiszlaidesz, F. Aluminium Alloy, a Method of Making it and an Application of the Alloy. IFI CLAIMS Patent Services. U.S. Patent 5,067,994, 26 November 1991. Available online: https://patents.google.com/patent/US5067994A/en?oq=5067994 (accessed on 20 February 2019).
- Knych, T.; Jablonsky, M.; Smyrak, B. New aluminium alloys for electrical wires of fine diameter for automotive industry. Arch. Metall. Mater. 2009, 54, 671–676. Available online: https://www.researchgate.net/publication/263734063_New_aluminium_alloys_for_electrical_wires_of_fine_diameter_for_automotive_industry (accessed on 20 May 2009).
- Properzi, I. Machine for the Continuous Casting of Metal Rod. IFI CLAIMS Patent Services. U.S. Patent 2,659,948A, 24 November 1953. Available online: https://patents.google.com/patent/US2659949A/en?oq=2659949 (accessed on 25 February 2019).
- Southwire Company. Available online: https://www.southwire.com (accessed on 28 February 2019).
- Belov, N.A.; Alabin, A.N.; Matveeva, I.A.; Eskin, D.G. Effect of Zr additions and annealing temperature on electrical conductivity and hardness of hot rolled Al sheets. Trans. Nonferrous Met. Soc. China 2015, 25, 2817–2826. [Google Scholar] [CrossRef]
- Knipling, K.E.; Karnesky, R.A.; Lee, C.P.; Dunand, D.C.; Seidman, D.N. Precipitation evolution in Al–0.1Sc, Al–0.1Zr and Al–0.1Sc–0.1Zr (at.%) alloys during isochronal aging. Acta Mater. 2010, 58, 5184–5195. [Google Scholar] [CrossRef]
- Deschamp, A.; Guyo, P. In situ small-angle scattering study of the precipitation kinetics in an Al–Zr–Sc alloy. Acta Mater. 2007, 55, 2775–2783. [Google Scholar] [CrossRef]
- Lefebvre, W.; Danoix, F.; Hallem, H.; Forbord, B.; Bostel, A.; Marthinsen, K. Precipitation kinetic of Al3(Sc,Zr) dispersoids in aluminium. J. Alloys Compd. 2009, 470, 107–110. [Google Scholar] [CrossRef]
- Forbord, B.; Lefebvre, W.; Danoix, F.; Hallem, H.; Marthinsen, K. Three dimensional atom probe investigation on the formation of Al3(Sc,Zr)-dispersoids in aluminium alloys. Scrip. Mater. 2004, 51, 333–337. [Google Scholar] [CrossRef]
- Clouet, E.; Barbu, A.; Lae, L.; Martin, G. Precipitation kinetics of Al3Zr and Al3Sc in aluminum alloys modeled with cluster dynamics. Acta Mater. 2005, 53, 2313–2325. [Google Scholar] [CrossRef]
- Çadırl, E.; Tecer, H.; Sahin, M.; Yılmaz, E.; Kırındı, T.; Gündüz, M. Effect of heat treatments on the microhardness and tensile strength of Al–0.25 wt.% Zr alloy. J. Alloy Compd. 2015, 632, 229–237. [Google Scholar] [CrossRef]
- Robson, J.D.; Prangnell, P.B. Dispersoid precipitation and process modelling in zirconium containing commercial aluminium alloys. Acta Mater. 2001, 49, 599–613. [Google Scholar] [CrossRef]
- Avdulov, A.A.; Usynina, G.P.; Sergeev, N.V.; Gudkov, I.S. Otlichitel’nyye osobennosti struktury i svoystv dlinnomernykh slitkov malogo secheniya iz alyuminiyevykh splavov, otlitykh v elektromagnitnyy kristallizator. (Distinctive features of the structure and properties of long ingots of small cross section from aluminum alloys cast in an electromagnetic mold). Tsvet. Met. 2017, 7, 73–77. [Google Scholar] [CrossRef]
- Dobatkin, V.I.; Elagin, V.I.; Fedorov, V.M. Bystrozakristallizovannyealyuminievyesplavy (Rapidly Solidified Aluminum Alloys); VILS: Moscow, Russia, 1995; pp. 43–59. [Google Scholar]
- Polmear, I.J. Light Alloys. From Traditional Alloys to Nanocrystals, 5th ed.; Butterworth-Heinemann: Oxford, UK, 2006; pp. 129–130. [Google Scholar]
- Belov, N.A.; Korotkova, N.O.; Akopyan, T.K.; Timofeev, V.N. Structure and properties of Al–0.6%Zr–0.4%Fe–0.4%Si (wt%) wire alloy manufactured by electromagnetic casting. JOM 2020, 72, 1561–1570. [Google Scholar] [CrossRef]
- RPC Magnetic Hydrodynamics, LLC. Available online: http://www.npcmgd.com (accessed on 25 April 2020).
- IEC 60468:1974. Method of Measurement of Resistivity of Metallic Materials; IEC: Geneva, Switzerland, 1974. [Google Scholar]
- Bäckerud, L.; Chai, G.; Tamminen, J. Solidification Characteristics of Aluminum Alloys. Vol. 1: Foundry Alloys; Skanaluminium: Oslo, Norway, 1986; pp. 9–26. [Google Scholar]
- Glazoff, M.V.; Khvan, A.V.; Zolotorevsky, V.S.; Belov, N.A.; Dinsdale, A.T. Casting Aluminum Alloys. Their Physical and Mechanical Metallurgy; Elsevier: Oxford, UK, 2019; pp. 180–186. [Google Scholar]
- Belov, N.A.; Aksenov, A.A.; Eskin, D.G. Iron in Aluminum Alloys: Impurity and Alloying Element; Fransis and Tailor: London, UK, 2002; pp. 43–68. [Google Scholar]
- Belov, N.A.; Eskin, D.G.; Aksenov, A.A. Multicomponent Phase Diagrams: Applications for Commercial Aluminum Alloys; Elsevier: Amsterdam, The Netherlands, 2005; pp. 19–31. [Google Scholar]
- Gao, T.; Ceguerra, A.; Breen, A.; Liu, X.; Wu, Y.; Ringer, S. Precipitation behaviors of cubic and tetragonal Zr–rich phase in Al–(Si–)Zr alloys. J. Alloys Compd. 2016, 674, 125–130. [Google Scholar] [CrossRef]
- Yea, J.; Guana, R.; Zhaoa, H.; Yinc, A. Effect of Zr content on the precipitation and dynamic softening behavior in Al–Fe–Zr alloys. Mater. Charact. 2020, 162, 110–181. [Google Scholar] [CrossRef]
- Vlach, M.; Stulíková, I.; Smola, B.; Žaludová, N.; Černá, J. Phase transformations in isochronally annealed mould-cast and cold-rolled Al–Sc–Zr-based alloy. J. Alloy Compd. 2010, 492, 143–148. [Google Scholar] [CrossRef]
- Belov, N.A.; Korotkova, N.O.; Alabin, A.N.; Mishurov, S.S. Influence of a silicon additive on resistivity and hardness of the Al–1% Fe–0.3% Zr alloy. Russ. J. Non-Ferrous Metals 2018, 59, 276–283. [Google Scholar] [CrossRef]
- Jiang, J.; Jiang, F.; Zhang, M.; Tang, Z.; Tonga, M. Recrystallization behavior of Al-Mg-Mn-Sc-Zr alloy based on two different deformation ways. Mater. Lett. 2020, 265, 127455. [Google Scholar] [CrossRef]
- Fu, J.; Yang, Z.; Deng, Y.; Wu, Y.; Lu, J. Influence of Zr addition on precipitation evolution and performance of AlMg-Si alloy conductor. Mater. Charact. 2020, 159, 110021. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, H.; Yia, D.; Wanga, B.; Wang, H. Comparative study of Sc and Er addition on microstructure, mechanical properties, and electrical conductivity of Al-0.2Zr-based alloy cables. Mater. Charact. 2018, 145, 126–134. [Google Scholar] [CrossRef]
- Vlach, M.; Stulikova, I.; Smola, B.; Piesova, J.; Cisarova, H.; Danis, S.; Plasek, J.; Gemma, R.; Tanprayoon, D.; Neuber, V. Effect of cold rolling on precipitation processes in Al–Mn–Sc–Zr alloy. Mat. Sci. Eng. A 2012, 548, 27–32. [Google Scholar] [CrossRef]
- Knych, T.; Piwowarska, M.; Uliasz, P. Studies on the process of heat treatment of conductive AlZr alloys obtained in various productive processes. Arch. Metal. Mater. 2011, 56, 687–692. [Google Scholar] [CrossRef]
- Orlova, T.S.; Mavlyutov, A.M.; Latynina, T.A.; Ubyivovk, E.V.; Murashkin, M.Y.; Schneider, R.; Gerthsen, D.; Valiev, R.Z. Influence of severe plastic deformation on microstructure strength and electrical conductivity of aged Al-0.4Zr (wt.%) alloy. Rev. Adv. Mater. Sci. 2018, 55, 92–101. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | Regime Treatment |
|---|---|
| R12-EMC casting rod (diameter 12 mm)/S2-cold rolled strip (thickness 2 mm) | |
| R12/S2 | As-cast/as-cold rolled |
| R12-300/S2-300 | Annealing at 300 °C, 3 h |
| R12-350/S2-350 | R12-300/S2-300 + annealing at 350 °C, 3 h |
| R12-400/S2-400 | R12-350/S2-350 + annealing at 400 °C, 3 h |
| R12-450/S2-450 | R12-400/S2-400 + annealing at 450 °C, 3 h |
| R12-500/S2-500 | R12-450/S2-450 + annealing at 500 °C, 3 h |
| R12-550/S2-550 | R12-500/S2-500+ annealing at 550 °C, 3 h |
| R12-600/S2-600 | R12-550/S2-550 + annealing at 600 °C, 3 h |
| W–Wire (diameter 3 mm) manufactured by cold drawing of as-cast EMC rod | |
| W3 | As-drawn |
| W3-300 | Annealing at 300 °C, 3 h |
| W3-350 | W300 + annealing at 350 °C, 3 h |
| W3-400 | W350 + annealing at 400 °C, 3 h |
| Alloy | Maximal Temperature of Heating, °C | UTS, MPa | YS, MPa | El, % | ER, nΩm | Conductivity, %IACS |
|---|---|---|---|---|---|---|
| EMC Al–0.6%Zr(Fe,Si) | 400 | 234 ± 5 | 207 ± 7 | 6.8 ± 0.7 | 31.0 ± 0.1 | 55.6 |
| AT2/KTAL (High-Strength Thermal Resistant Aluminum Alloy) | 230 | 225–248 | - | 1.5-2.0 | 31.347 | 55.0 |
| AT4/XTAl (Extra Thermal Resistant Aluminum Alloy) | 400 | 159–169 | - | 1.5-2.0 | 29.726 | 58.0 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Belov, N.; Murashkin, M.; Korotkova, N.; Akopyan, T.; Timofeev, V. Structure and Properties of Al–0.6wt.%Zr Wire Alloy Manufactured by Direct Drawing of Electromagnetically Cast Wire Rod. Metals 2020, 10, 769. https://doi.org/10.3390/met10060769
Belov N, Murashkin M, Korotkova N, Akopyan T, Timofeev V. Structure and Properties of Al–0.6wt.%Zr Wire Alloy Manufactured by Direct Drawing of Electromagnetically Cast Wire Rod. Metals. 2020; 10(6):769. https://doi.org/10.3390/met10060769
Chicago/Turabian StyleBelov, Nikolay, Maxim Murashkin, Natalia Korotkova, Torgom Akopyan, and Victor Timofeev. 2020. "Structure and Properties of Al–0.6wt.%Zr Wire Alloy Manufactured by Direct Drawing of Electromagnetically Cast Wire Rod" Metals 10, no. 6: 769. https://doi.org/10.3390/met10060769
APA StyleBelov, N., Murashkin, M., Korotkova, N., Akopyan, T., & Timofeev, V. (2020). Structure and Properties of Al–0.6wt.%Zr Wire Alloy Manufactured by Direct Drawing of Electromagnetically Cast Wire Rod. Metals, 10(6), 769. https://doi.org/10.3390/met10060769