1. Introduction
Structural components can be subjected to mechanical and/or thermal cyclic loading conditions, which often lead to stress redistribution in structures with localized plasticity regions. Correct prediction of the local stress–strain history is quite important to estimate the low-cycle fatigue life of components as accurately as possible. The finite element (FE) method has been proved to be a convenient tool for this purpose.
A crucial aspect in FE modelling of components undergoing low-cycle fatigue is the choice of an appropriate elasto-plastic material model. Over the last few decades, several cyclic plasticity models have been proposed [
1,
2,
3,
4,
5,
6], and most of them are already implemented in commercial FE software. The constitutive material model should be able to represent as closely as possible the material behavior observed during experimental testing. It is also worth noting that it is possible to estimate the durability of a structure subjected to cyclic loading only if it has reached its steady state response (i.e., complete material stabilization) [
7]. Some metallic materials stabilize approximately at half the number of cycles to failure [
7], whereas other materials never stabilize completely [
8]. In either case, if the plastic strain is small, materials would exhibit a rather slow evolution of their properties and, therefore, a huge number of cycles must be simulated. When the complexity of the component geometry also leads to an FE model with a relevant number of degrees of freedom, the simulation of the cycle-by-cycle model response could require unfeasible computational time. Such evidence has been recently reported in [
9], for notched 316 steel samples. Several block loading histories were applied to achieve stabilization. Local ratcheting curves up to stabilization were simulated with FE analysis. Results obtained with the Ahmadzadeh-Varvani (A-V) kinematic hardening model were compared with measured values.
Some alternative methods have thus been proposed in the literature to alleviate the above-mentioned computational burden. Some authors [
10,
11] have suggested that only a few cycles be simulated. This procedure, although not well defined, seems suitable if a thermal loading with creep is imposed, as the presence of visco-elasticity generally tends to significantly reduce the time to stabilization. A different approach has been proposed by [
12,
13], who suggest using a kinematic model with stabilized material properties already from the beginning of FE analysis. Some other authors have proposed more sophisticated approaches with an attempt to follow the material evolution from the initial transient up to stabilization. An extrapolation technique, which significantly reduces the calculation time, has been developed by [
14], if creep constitutes the damage criterion. To evaluate the stabilized cyclic behavior directly, the direct cyclic algorithm (DCA) was developed in [
15]. DCA uses a combination of Fourier series and time integration of the nonlinear material behavior to obtain the stabilized response of a component iteratively [
16]. As pointed out in [
16], due to the characteristics of DCA and the inevitable numerical error caused by the approximation and convergence problem, this method seems not always able to provide accurate solutions for complicated engineering problems. As an alternative acceleration procedure, the cycle-jumping procedure has been devised in [
17,
18]. This technique makes use of the Taylor’s expansion to bypass the calculation of some intermediate cycles, based on the fact that the stress redistribution is quite small over time. Even if quite promising, this approach has not yet been implemented in commercial code and thus requires a heavy additional programming effort. Finally, in [
19], the material property evolution is accelerated by fictitiously increasing a parameter that governs the speed of stabilization in the presence of creep, and for either cyclic hardening or softening behavior. Despite its simplicity, this method seems able to preserve the physics of the cycle-by-cycle evolution of material properties. Furthermore, the method appears to be useful, especially in cases dealing with materials that exhibit a rather slow cyclic evolution like in [
20].
In the present study, this latter accelerated technique was investigated by considering different material behaviors and loading conditions. For this purpose, two different case studies are presented: a mold for continuous casting of steel (cyclic softening, thermal loading) and a cruciform welded joint (cyclic hardening, displacement-controlled loading). These two cases were selected from those available in the literature, as they are characterized by a quite simple geometry that also allows a complete simulation without an accelerated technique to be performed, to be used as a reference.
2. Theoretical Background of Cyclic Plasticity Models
The elasto-plastic material behavior under cyclic loading can be represented by a combined kinematic and isotropic material model. A kinematic model captures the Bauschinger effect, since it assumes that, under a progressive yielding, the yield surface translates in the stress space (see
Figure 1a), at the same time maintaining a constant size [
1,
2,
3,
4,
5,
6]. By contrast, the isotropic model (see
Figure 1b) assumes that, at any stage of loading, the center of the yield surface remains at the origin and it expands homothetically in size as plastic strain develops.
The von Mises yield surface can be represented as [
1,
2,
3,
4,
5,
6]:
where
S is the deviatoric stress tensor,
X is the backstress (kinematic) tensor,
R is the drag stress, and
σ0 is the initial yield stress before any plastic deformation. The kinematic part (translation of the yield surface) is controlled by
X, whereas the isotropic part (homothetic expansion of the yield surface) is managed by
R.
Different kinematic models have been developed to relate the backstress
X to the plastic strain
εpl [
1,
2,
3,
4,
5,
6]. The Armstrong and Frederick (A-F) nonlinear kinematic model is described by the following equation [
1,
2,
3,
4,
5,
6]:
where
C is the hardening modulus and
γ is the recover parameter, which controls the decay of
C in dependence on the accumulated plastic strain,
p = (2/3 d
εpl: d
εpl)
1/2. Decomposition of the backstress into several A-F models gives the Chaboche model [
1,
2,
3,
4,
5,
6]. Nevertheless, the A-F model already gives a satisfactory description of the material behavior considered in the present work, as can be seen in [
8,
21].
Very often, a nonlinear isotropic model (known also as the Voce model [
22]) is adopted for modeling material strain hardening or softening. Expansion of the yield surface is described with the change in the drag stress
R [
1,
2,
3]:
where
b is the speed of stabilization and
R∞ is the stabilized stress. The stabilized stress can be positive or negative, representing either cyclic hardening (
R∞ > 0) or softening (
R∞ < 0), respectively. Evolution of
R can also be interpreted as the relative change in the maximum stress
σmax,i in the
Nth cycle with respect to the maximum stress in the first (
σmax,1) and in the stabilized (
σmax,s) cycle [
1,
2,
3,
4]:
The material stabilizes when
R reaches
R∞, which (according to [
4]) occurs approximately when the exponent
bp = 5. Obviously, as is also pointed out in [
4], a more precise way to determine the material stabilization is to plot the normalized maxima (Equation (4)) as a function of the accumulated plastic strain for several low-cycle fatigue tests; see [
23]. For the CuAg alloy presented in [
23], the material stabilizes when the exponent is approximately in the range 4 ÷ 12. In case of strain-controlled loading, the plastic strain range per cycle ∆
εpl is approximately constant and the plastic strain accumulated after
N cycles becomes [
1,
4]:
When the stabilized condition is reached, it is:
where
Nstab is the number of cycles to stabilization. This relationship (6) shows that
Nstab is inversely proportional to both
b and Δ
εpl. Moreover, it shows that
Nstab may become very large when
b and Δ
εpl are both small.
Figure 2 plots Equation (4) versus the accumulated plastic strain (on a log scale) for different values of
b. As can be noticed, by increasing the speed of stabilization
b, the curve shifts to the left, while its “S-shape” remains essentially unaffected. In other words, a material with a higher value of
b reaches its stabilized condition at a lower value of
p (i.e., in a smaller number of cycles).
Following the recommendations of the literature (e.g., see [
1,
5]), the material parameters are calibrated on experimental data obtained with specimens under cyclic strain-controlled loading. However, a real component often exhibits a combination of both stress- and strain-controlled conditions that could have some effect on the final stabilized stress–strain response. In this case, calibration should possibly be tailored on the real stress–strain evolution.
Author Contributions
Conceptualization, J.S.N., F.D.B. and D.B.; methodology, J.S.N. and D.B.; software, J.S.N.; validation, J.S.N., F.D.B. and D.B.; investigation, J.S.N., F.D.B. and D.B.; writing—original draft preparation, J.S.N., F.D.B.; writing—review and editing, J.S.N., F.D.B. and D.B.; supervision, F.D.B. and D.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
Nomenclature
| Symbol | Parameter |
| b | speed of stabilization |
| ba | accelerated speed of stabilization |
| C | hardening modulus |
| E | elastic modulus |
| Es | elastic modulus (at the stabilized cycle) |
| N | number of cycles |
| Nstab | number of cycles to stabilization |
| q | thermal flux |
| R | drag stress |
| R∞ | stabilized stress of drag stress |
| p | accumulated plastic strain |
| S | deviatoric stress tensor |
| X | backstress tensor |
| γ | recovery parameter |
| ε1, ε2,ε3 | principal strains |
| εel, εpl | strain (elastic, plastic) |
| εx, εθ | strain (in x and hoop direction) |
| Δe | relative error |
| Δreq | relative difference in equivalent strain range |
| Δεpl, Δεeq | strain range (plastic and equivalent) |
| Δεeq,acc model,Ni | equivalent strain range (accelerated model and for i-it cycle) |
| Δεeq,ref model,Nstab | equivalent strain range (reference model and for stabilized cycle) |
| Δεeq,notch, Δεeq,stab | equivalent strain range (in the notch and for the stabilized cycle) |
| Δεx,notch, Δεx,ref | strain range in x direction (calculated in the notch and in reference point) |
| σ0, σ0* | initial and cyclic yield stress |
| σmax,1, σmax,s | maximum stress (at the first and stabilized cycle) |
| σvM,max | von Mises maximum stress |
| σx, σθ | stress (in x and hoop direction) |
| σx,max, σy,max, σz,max | maximum stress (in the x, y and z directions) |
References
- Lemaitre, J.; Chaboche, J.L. Mechanics of Solid Materials; Cambridge University Press: Cambridge, UK, 1990. [Google Scholar]
- Khan, A.S.; Huang, S. Continuum Theory of Plasticity; John Wiley and Sons: New York, NY, USA, 1995. [Google Scholar]
- Chen, W.F.; Zhang, H. Plasticity for Structural Engineers; Springer: New York, NY, USA, 1988. [Google Scholar]
- Chaboche, J.L. A review of some plasticity and viscoplasticity constitutive theories. Int. J. Plast. 2008, 24, 1642–1693. [Google Scholar] [CrossRef]
- Halama, R.; Sedlak, J.; Sofer, M. Phenomenological modelling of cyclic plasticity. In Numerical Modelling; Midla, P., Ed.; InTechOpen: Rijeka, Croatia, 2012. [Google Scholar] [CrossRef] [Green Version]
- Dunne, F.; Petrinic, N. Introduction to Computational Plasticity; Oxford University Press: New York, NY, USA, 2005. [Google Scholar]
- Manson, S.S. Thermal Stress and Low-Cycle Fatigue; McGraw-Hill Book Company, Inc.: New York, NY, USA, 1966. [Google Scholar]
- Benasciutti, D.; Srnec Novak, J.; Moro, L.; De Bona, F.; Stanojevic, A. Experimental characterization of a CuAg alloy for thermo-mechanical applications. Part 1: Identifying parameters of non-linear plasticity models. Fatigue Fract. Eng. Mater. Struct. 2018, 41, 1364–1377. [Google Scholar] [CrossRef]
- Kolasangiani, K.; Varvani-Farahani, A. Local ratcheting assessment of steel samples undergoing various step and block loading conditions. Theor. Appl. Fract. Mech. 2020, 107, 102533. [Google Scholar] [CrossRef]
- Amiable, S.; Chapuliot, S.; Constantinescu, A.; Fissolo, A. A computational lifetime prediction of a thermal shock experiment. Part I. Thermomechanical modelling and lifetime prediction. Fatigue Fract. Eng. Mater. Struct. 2006, 29, 209–217. [Google Scholar] [CrossRef]
- Arya, V.K.; Melis, M.E.; Halford, G.R. Finite Element Elastic-Plastic-Creep and Cyclic Life Analysis of a Cowl Lip. Fatigue Fract. Eng. Mater. Struct. 1991, 14, 967–977. [Google Scholar] [CrossRef] [Green Version]
- Li, B.; Reis, L.; de Freitas, M. Simulation of cyclic stress/strain evolutions for multiaxial fatigue life prediction. Int. J. Fatigue 2006, 28, 451–458. [Google Scholar] [CrossRef]
- Campagnolo, A.; Berto, F.; Marangon, C. Cyclic plasticity in three-dimensional notched components under in-phase multiaxial loading at R = −1. Theor. Appl. Fract. Mec. 2016, 81, 76–88. [Google Scholar] [CrossRef]
- Konterman, C.; Scholz, A.; Oechsner, M. A method to reduce calculation time for FE simulations using constitutive material models. Mater. High Temp. 2014, 31, 334–342. [Google Scholar] [CrossRef]
- Nguyen-Tajan, T.M.L.; Pommier, B.; Maitournam, H.; Houari, M.; Du, Z.Z.; Snyman, M. Determination of the stabilized response of a structure undergoing cyclic thermal-mechanical loads by a direct cyclic method. In Proceedings of the 16th ABAQUS Users Conference, Munich, Germany, 4–6 June 2003. [Google Scholar]
- Chen, H.; Gorash, Y. Novel direct method on the life prediction of components under high temperature-creep fatigue conditions. In Proceedings of the 13th International Conference on Fracture 2013, ICF 2013, Beijing, China, 16–21 June 2013; pp. 5316–5325. [Google Scholar]
- Leidermark, D.; Simonsson, K. Procedures for handling computationally heavy cyclic load cases with application to a disc alloy material. Mater. High Temp. 2019, 36, 447–458. [Google Scholar] [CrossRef]
- Nesnas, K.; Saanouni, K. A cycle jumping scheme for numerical integration of coupled damage and viscoplastic models for cyclic loading paths. Rev. Eur. Elem. Finis 2000, 9, 865–891. [Google Scholar] [CrossRef]
- Chaboche, J.L.; Cailletaud, G. On the calculation of structures in cyclic plasticity or viscoplasticity. Comput. Struct. 1986, 23, 23–31. [Google Scholar] [CrossRef]
- Basan, R.; Franulović, M.; Prebil, I.; Kunc, R. Study on ramberg-osgood and chaboche models for 42CrMo4 steel and some approximations. J. Constr. Steel Res. 2017, 136, 65–74. [Google Scholar] [CrossRef]
- Saiprasertkit, K.; Hanji, T.; Miki, C. Fatigue strength assessment of load-carrying cruciform joints with material mismatching in low- and high-cycle fatigue regions based on the effective notch concept. Int. J. Fatigue 2012, 40, 120–128. [Google Scholar] [CrossRef]
- Voce, E. A practical strain hardening function. Metallurgia 1955, 51, 219–226. [Google Scholar]
- Srnec Novak, J.; De Bona, F.; Benasciutti, D. An isotropic model for cyclic plasticity calibrated on the whole shape of hardening/softening evaluation curve. Metals 2019, 950, 1–13. [Google Scholar]
- Park, J.K.; Thomas, B.G.; Samarasekera, I.V.; Yoon, U.S. Thermal and mechanical behavior of copper molds during thin-slab casting (I): Plant trial and mathematical modeling. Met. Mater. Trans. B 2002, 33, 1–12. [Google Scholar] [CrossRef]
- Srnec Novak, J.; Lanzutti, A.; Benasciutti, D.; De Bona, F.; Moro, L.; De Luca, A. On the damage mechanisms in a continuous casting mold: After-service material characterization and finite element simulation. Eng. Fail. Anal. 2018, 94, 480–492. [Google Scholar] [CrossRef]
- Brusa, E.; Morsut, S. Design and optimization of the electric arc furnace structures through a mechatronic integrated modelling activity. IEEE/ASME Trans. Mech. 2015, 20, 1099–1107. [Google Scholar] [CrossRef]
- Galdiz, P.; Palacios, J.; Arana, J.L.; Thomas, B.G. Round Continuous Casting with EMS-CFD Coupled. In Proceedings of the European Continuous Casting Conference, Graz, Austria, 23–26 June 2014. [Google Scholar]
- Böhm, M.; Kowalski, M. Fatigue life estimation of explosive cladded transition joints with the use of the spectral method for the case of a random sea state. Mar. Struct. 2020, 7, 102739. [Google Scholar] [CrossRef]
- Hobbacher, A.F. Recommendations for Fatigue Design of Welded Joints and Components, 2nd ed.; Springer International Publishing: Berlin, Germany, 2016. [Google Scholar]
- Srnec Novak, J.; De Bona, F.; Benasciutti, D. Numerical simulation of cyclic plasticity in mechanical components under low cycle fatigue loading: Accelerated material models. Procedia Struct. Integr. 2019, 19, 548–555. [Google Scholar] [CrossRef]
- Fricke, W. IIW Guidelines for the Assessment of Weld Root Fatigue. Res. Pap. Weld. World 2013, 57, 753–791. [Google Scholar] [CrossRef]
- Chaboche, J.L.; Cailletaud, G. Integration method for complex plastic constitutive equations. Comput. Methods Appl. Mech. Eng. 1996, 133, 125–155. [Google Scholar] [CrossRef]
- Hanji, T.; Saiprasertkit, K.; Miki, C. Low- and high-cycle fatigue behavior of load-carrying cruciform joints with incomplete penetration and strength under-match. Int. J. Steel Struct. 2011, 11, 409–425. [Google Scholar] [CrossRef]
- Srnec Novak, J.; Moro, L.; Benasciutti, D.; De Bona, F. Accelerated cyclic plasticity models for FEM analysis of steelmaking components under thermal loads. Procedia Struct. Integr. 2018, 8, 174–183. [Google Scholar] [CrossRef]
- Benasciutti, D.; Srnec Novak, J.; Moro, L.; De Bona, F. Experimental characterization of a CuAg alloy for thermo-mechanical applications. Part 2: Design strain-life curves estimated via statistical analysis. Fatigue Fract. Eng. Mater. Struct. 2018, 41, 1378–1388. [Google Scholar] [CrossRef]
Figure 1.
Schematic evolution in stress space and in uniaxial tension of (a) the nonlinear kinematic and (b) the nonlinear isotropic material models.
Figure 2.
Sensitivity analysis of Equation (4) for different values of b.
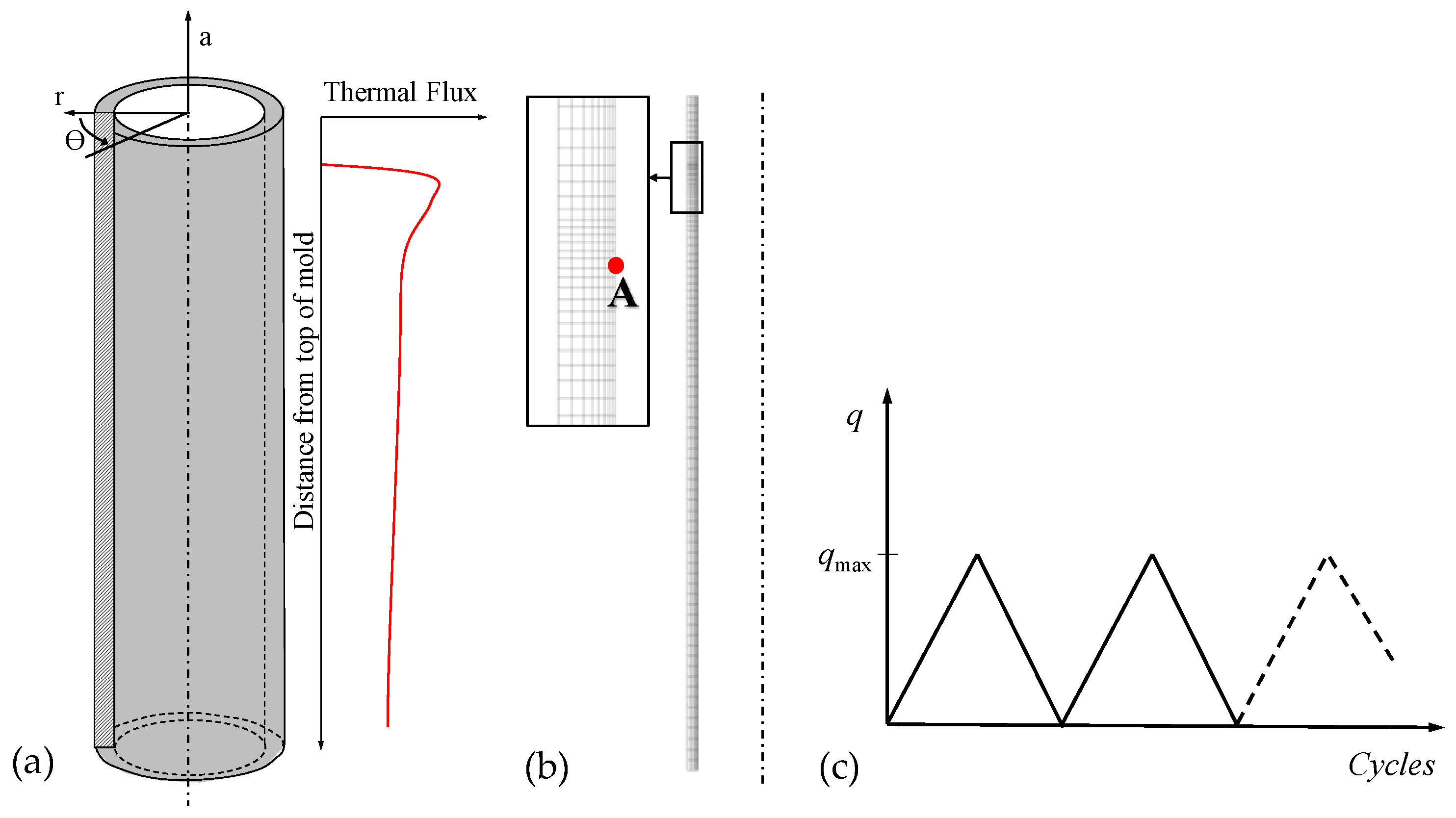
Figure 3.
(a) Round mold with thermal flux distribution; (b) axisymmetric finite element (FE) model with mesh; (c) loading condition.
Figure 4.
Combined material model for the round mold: (
a) maximum stresses and (
b) strain ranges, versus the number of cycles (point “A”; see
Figure 3b).
Figure 5.
Combined material model for the round mold: hoop stress–strain evolution (for more clarity, only some cycles are plotted).
Figure 6.
(
a) Cruciform welded joint; (
b) finite element model with detailed mesh view of the weld toe and weld root; (
c) loading condition; reproduced from [
30] with permission from Elsevier, 2020.
Figure 7.
Combined material model for the cruciform welded joint: (a) maximum stresses and (b) strain ranges, versus the number of cycles.
Figure 8.
Stress–strain cycles in the
x-direction with the combined material model; reproduced from [
30] with permission from Elsevier, 2020.
Figure 9.
Relative errors ∆e calculated with Equation (9) for nonlinear kinematic model calibrated on initial (E, σ0) and stabilized (Es, σ0*) static parameters: (a) mold (∆e < 0) and (b) cruciform joint (∆e > 0).
Figure 10.
Equivalent strain range versus number of cycles (a) and relative errors ∆e calculated with Equation (9) by considering different accelerated models ba (b) for the round mold.
Figure 11.
Equivalent strain range versus number of cycles (a) and relative errors ∆e calculated with Equation (9), considering different accelerated models ba (b) for the cruciform weld case study.
Figure 12.
Correlation between speed of stabilization and number of cycles to stabilization for the mold and the welded joint.
Figure 13.
Cyclic softening material behavior: evolution of the equivalent strain range and fatigue life assessment on a strain–life curve.
Figure 14.
Cyclic hardening material behavior: evolution of the equivalent strain range and fatigue life assessment on a strain–life curve.
Figure 15.
(a) Design diagram for mold T = 250 °C and cyclic softening material behavior; (b) schematic design diagram description
Figure 16.
Schematic design diagram for a material with cyclic hardening behavior.
Table 1.
Mechanical properties of CuAg0.1 alloy, data from [
8].
| Temp. (°C) | E (MPa) | Es (MPa) | σ0 (MPa) | σ0* (MPa) | C (MPa) | γ | R∞ (MPa) | b |
|---|
| 20 | 119,988 | 114,763 | 113 | 86 | 51,140 | 702.4 | −68 | 2.352 |
| 250 | 106,600 | 94,759 | 110 | 57 | 40,060 | 915.8 | −75 | 3.894 |
| 300 | 103,800 | 94,793 | 108 | 50 | 32,660 | 737.3 | −77 | 5.293 |
Table 2.
Cruciform welded joint: material parameters, data from [
21].
| Material | E (MPa) | σ0 (MPa) | C (MPa) | γ | R∞ (MPa) | b |
|---|
| Base metal SBHS500-2 | 200,000 | 452 | 190 | 36 | 143 | 4 |
| HAZ | 200,000 | 542 | 190 | 36 | 143 | 4 |
| Weld metal | 200,000 | 328 | 215 | 92 | 113 | 1 |
Table 3.
Number of cycles to stabilization and equivalent strain range estimated at the critical point.
| Parameter | Mold | Cruciform Joint |
|---|
| Reference Model | Nonlinear Kinematic | Reference Model | Nonlinear Kinematic |
|---|
| Initial | Stabilized | Initial | Stabilized |
|---|
| Nstab | 489 | 13 | 13 | 757 | 10 | 10 |
| Δεeq,stab | 0.0040 | 0.0034 | 0.0037 | 0.0199 | 0.1023 | 0.0201 |
| Δe (%) | | −15.20 | −8.53 | | 415.21 | 1.13 |
Table 4.
Number of cycles to stabilization and equivalent strain range estimated at critical point “A”.
| Parameter | Reference Model | Accelerated Models |
|---|
| 10b | 20b | 30b | 100b | 200b | 300b | 421b |
|---|
| Nstab | 489 | 71 | 30 | 24 | 10 | 8 | 3 | 10 |
| Δεeq,stab | 0.0040 | 0.0040 * | 0.0040 * | 0.0040 * | 0.0040 * | 0.0040 * | 0.0040 * | 0.0040 * |
| ∆e (%) | | 0.49 | 0.47 | 0.41 | 0.12 | 0.15 | −0.53 | −0.83 |
Table 5.
Number of cycles to stabilization and equivalent strain range for the critical point.
| Parameter | P100-U25 a | Reference Model | Accelerated Models |
|---|
| 5b | 10b | 20b | 50b | 100b | 150b | 1500b | 2500b | 5000b |
|---|
| Nstab | | 757 | 268 | 193 | 122 | 119 | 110 | 113 | 111 | 113 | 113 |
| Δεeq,notch,stab | 0.0196 | 0.0199 * | 0.0197 * | 0.0196 * | 0.0196 * | 0.0195 * | 0.0195 * | 0.0195 * | 0.0195 * | 0.0195 * | 0.0195 * |
| Δe (%) | | 1.44 b | −0.86 | −1.28 c | −1.32 c | −1.59 c | −1.55 c | −1.56 c | −1.60 c | −1.59 c | −1.59 c |
Table 6.
Number of cycles to failure.
| Parameter | Mold | Cruciform Joint |
|---|
| Reference Model | Nonlinear Kinematic | Accelerated Model 20b | Reference Model | Nonlinear Kinematic | Accelerated Model 20b |
|---|
| Initial | Stabilized | Initial | Stabilized |
|---|
| Δεeq,stab | 0.0040 | 0.0034 | 0.0037 | 0.0040 * | 0.0199 | 0.1023 | 0.0201 | 0.0196 |
| N | 2717 | 3786 | 3251 | 2696 | 1235 | 7 | 1196 | 1296 |
| Relative error (%) | | 39.3 | 19.6 | −0.8 | | −99.4 | −3.2 | 4.9. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}