Thermal Boundary Evolution of Molten Pool During Wire and Arc Additive Manufacturing of Single Walls of 5A06 Aluminum Alloy


Abstract
:1. Introduction
2. Experiments and Methods
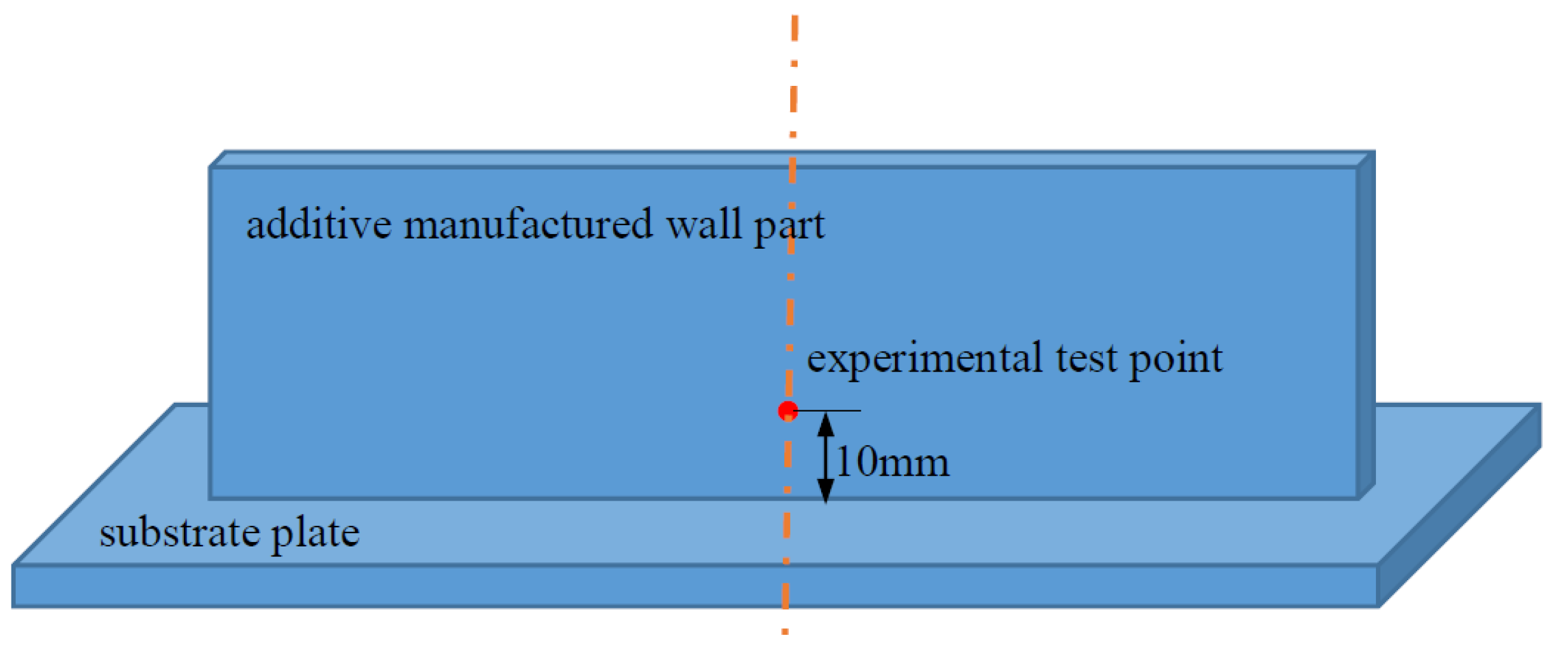
2.1. Experimental Procedure
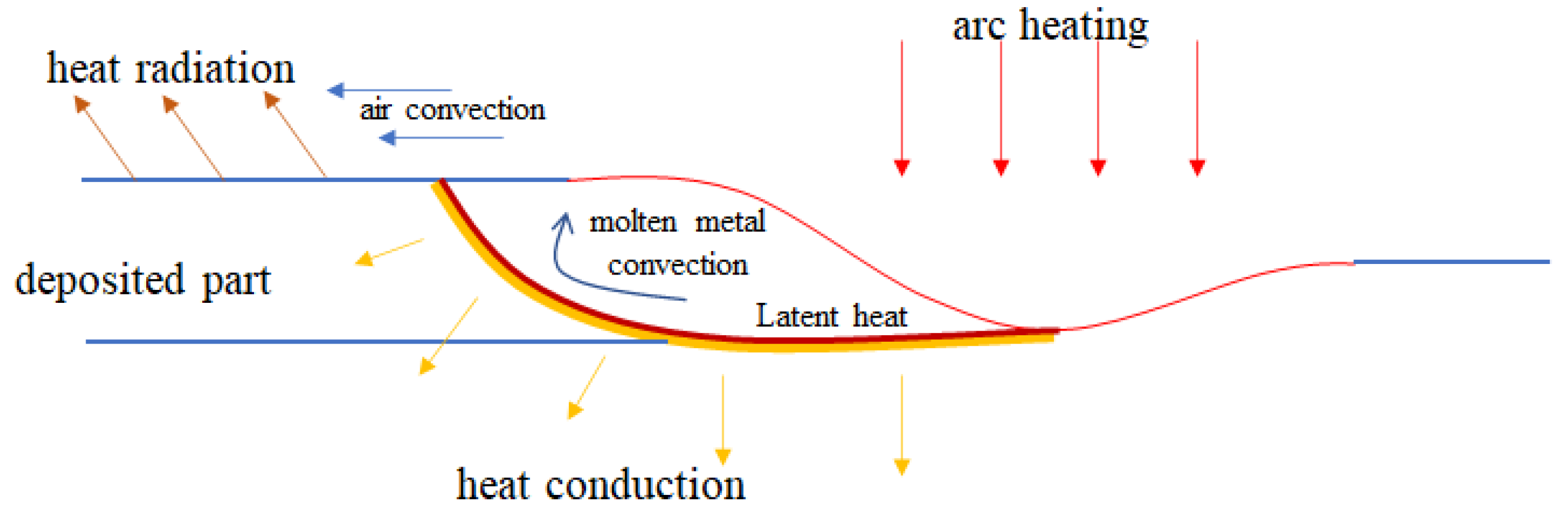
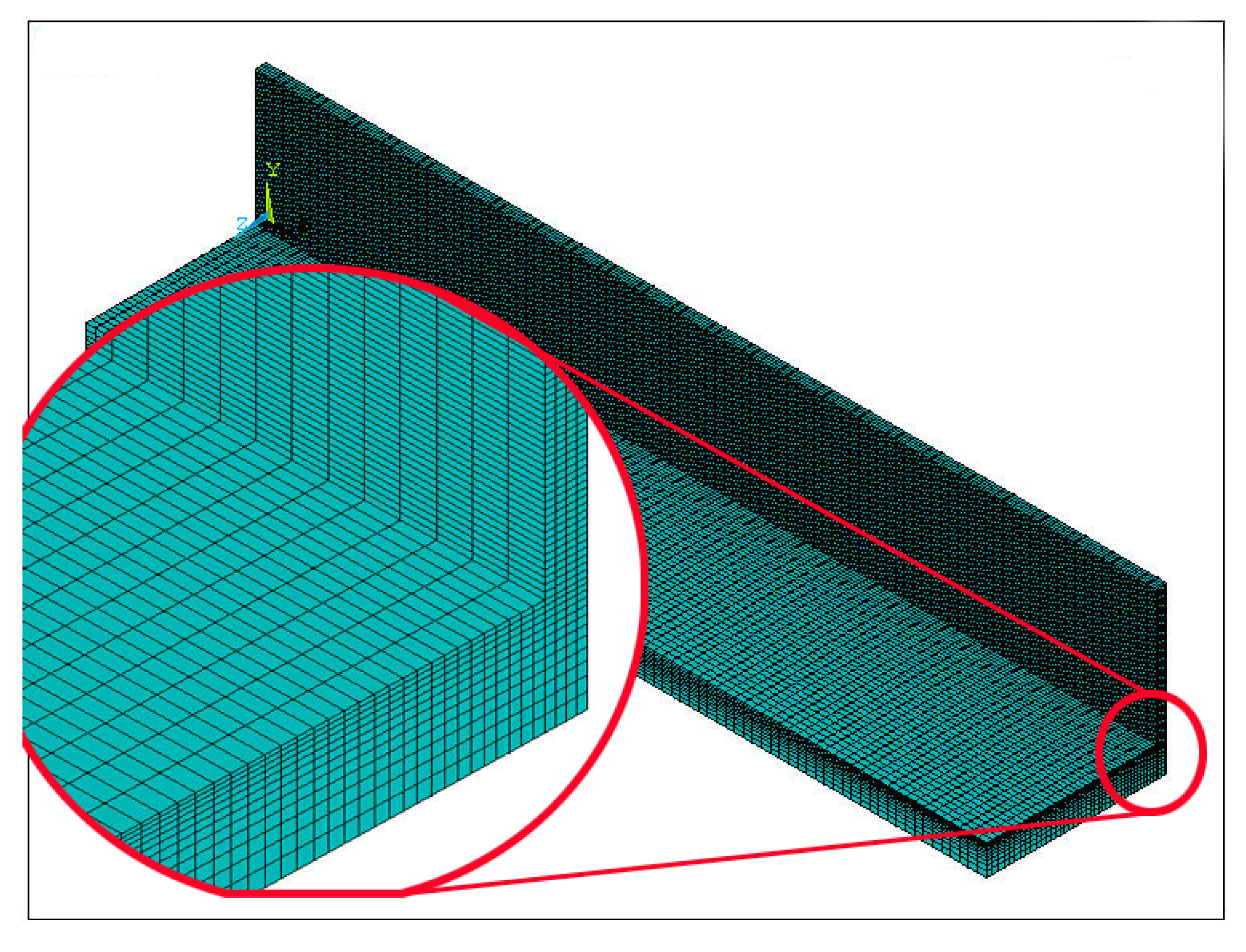
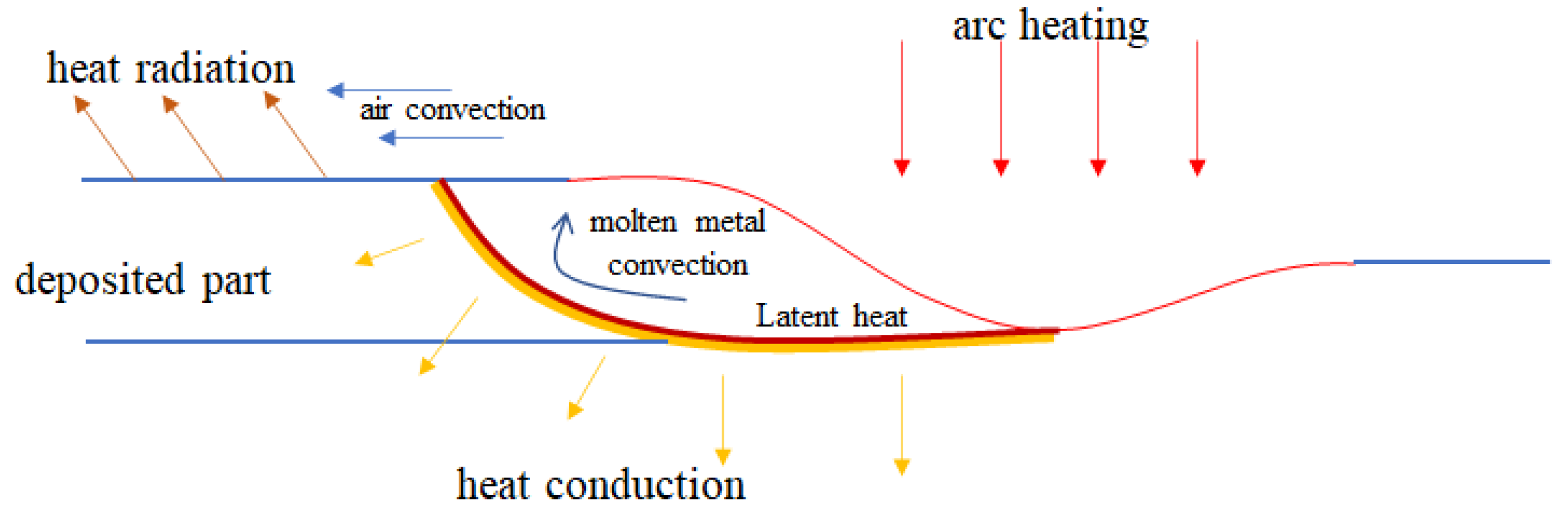
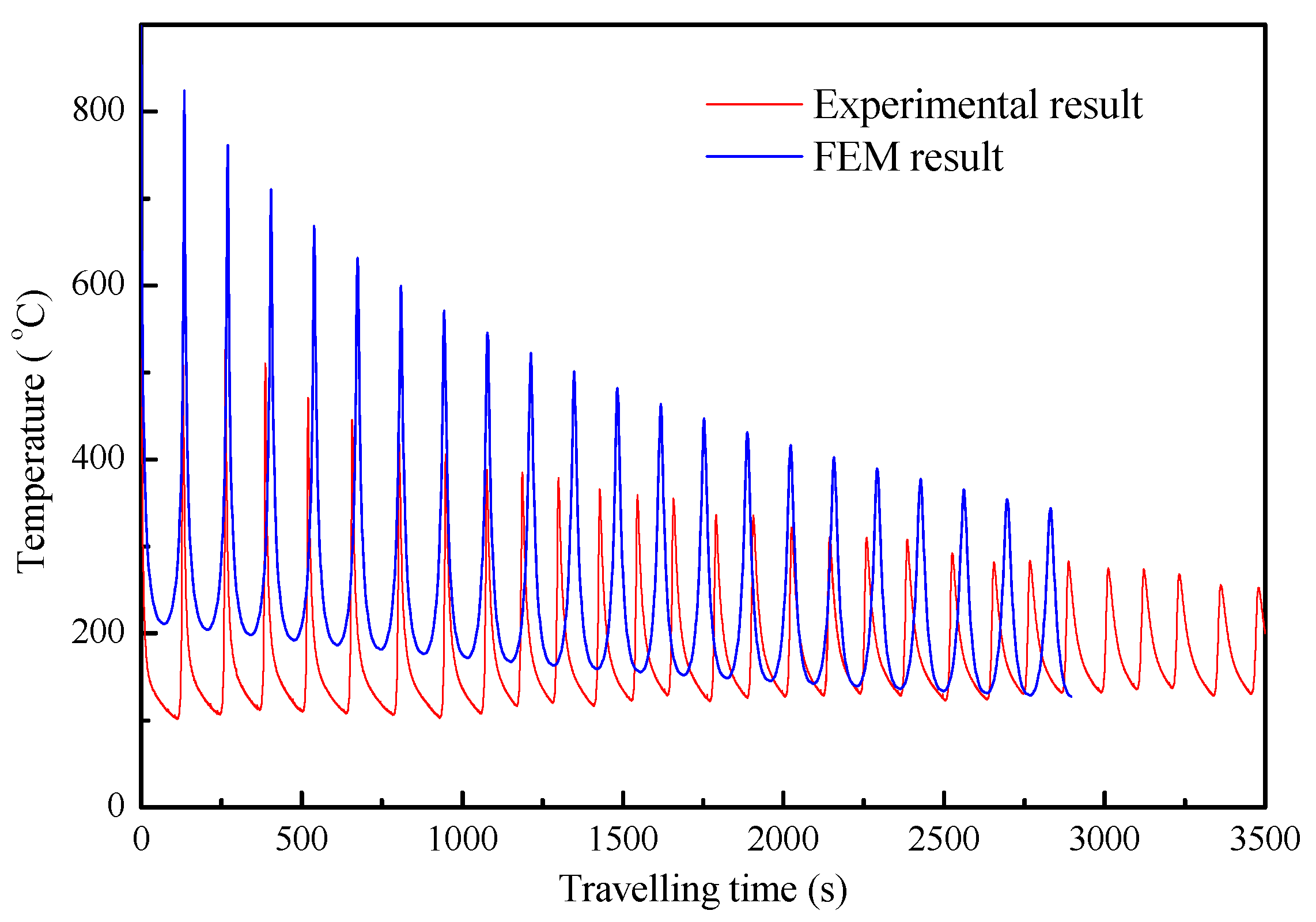
2.2. FEM Model
- The initial temperature of base plate is 298 K, i.e., room temperature.
- Ignore the latent heat of solidification and heat convection in the molten pool; only consider heat conduction between the molten pool and its ambient environment.
- The arc energy density is subject to a Gaussian distribution.
- Ignore the heat transfer between the substrate and the worktable. Radiation and heat convection are taken into account by increasing the convection heat transfer coefficient.
- Ignore the heat accumulation located far away from the welding gun.
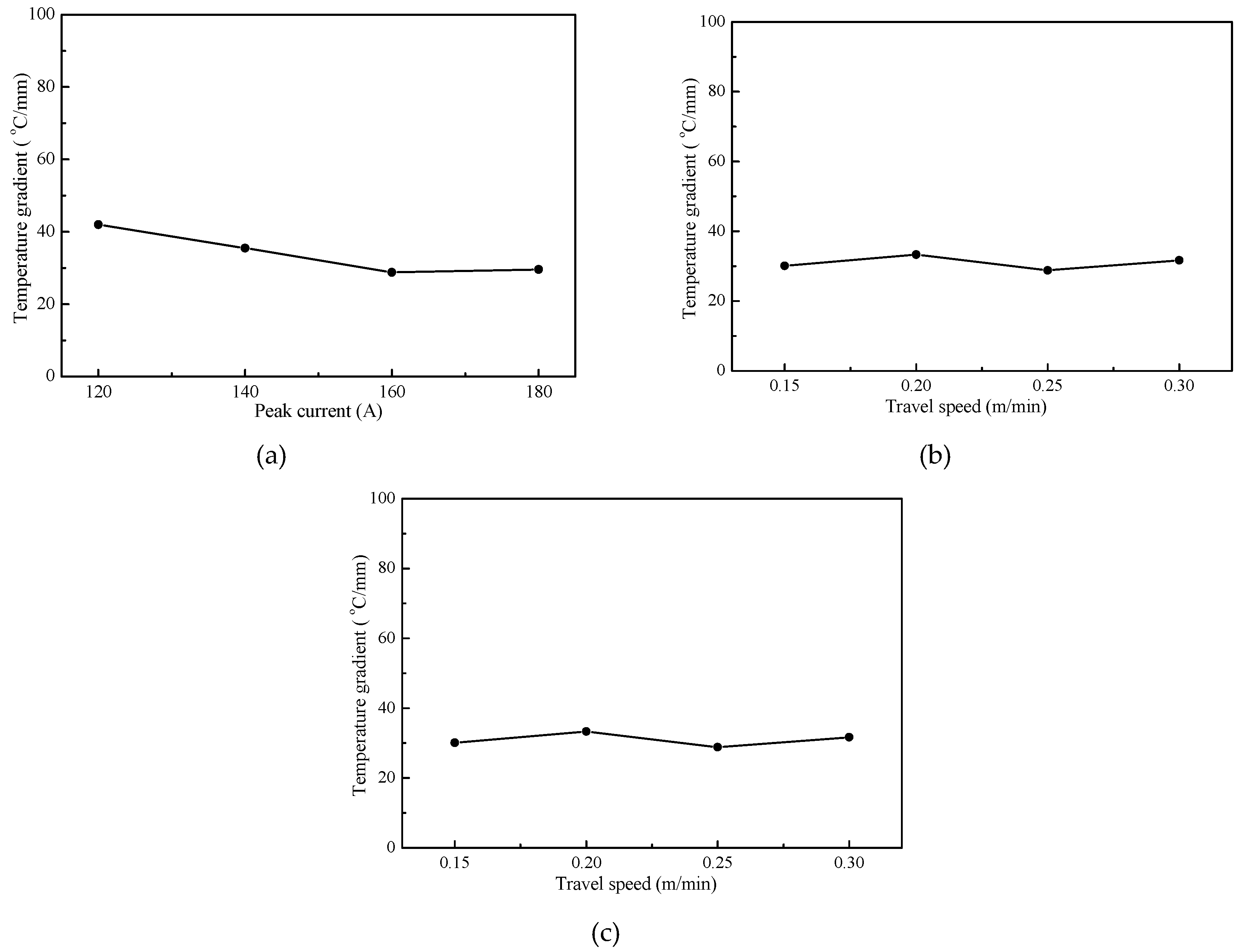
3. Results and Discussion
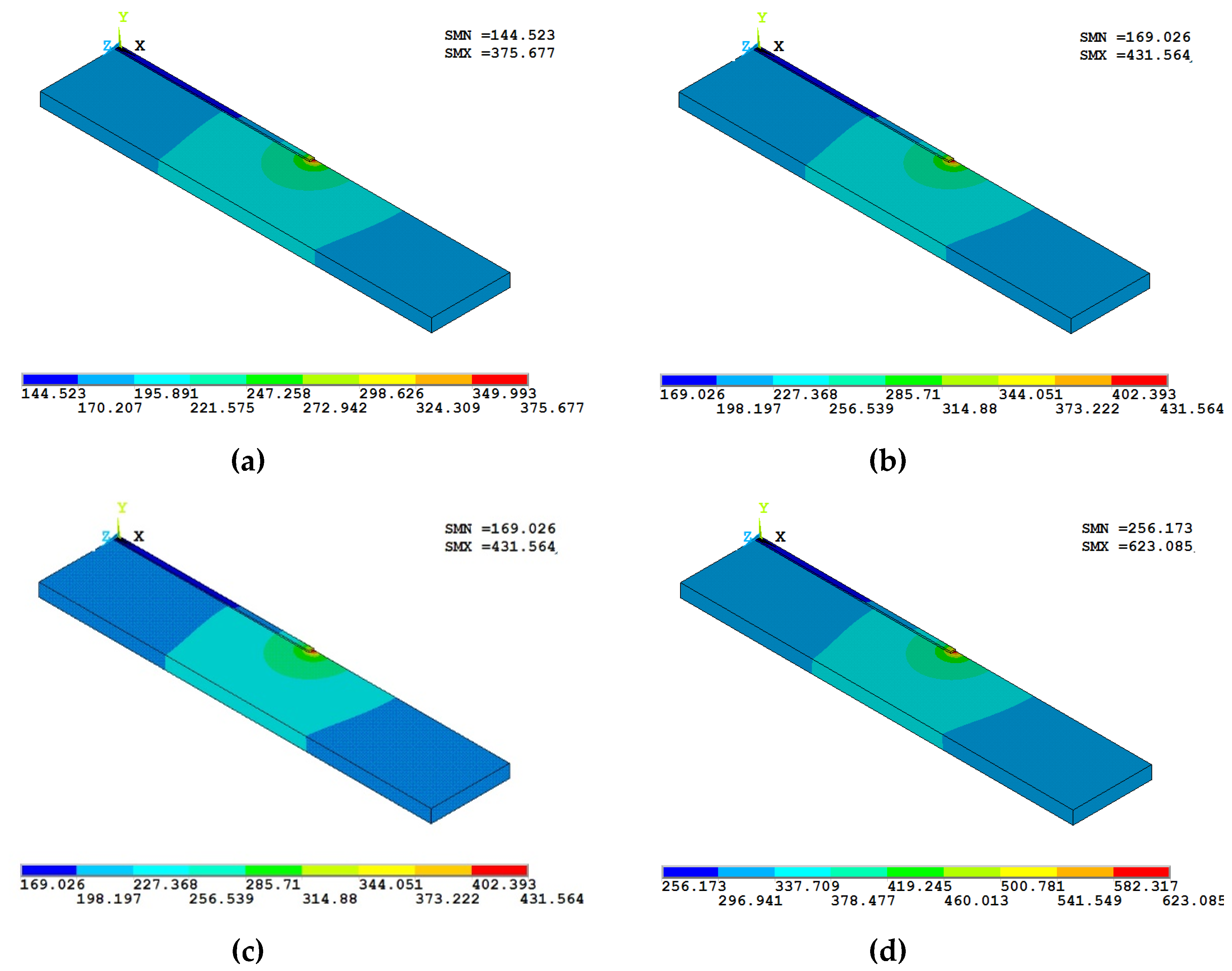
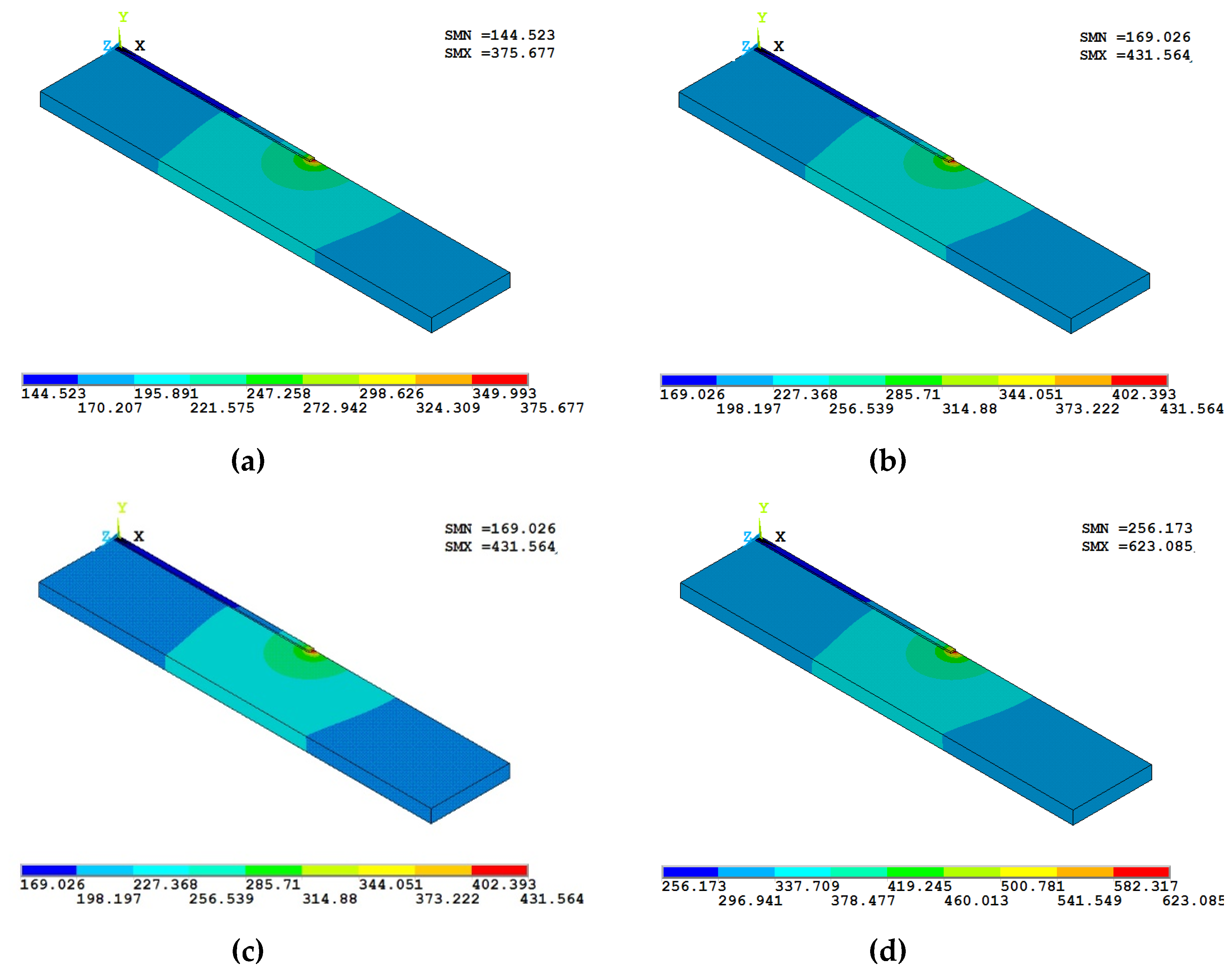
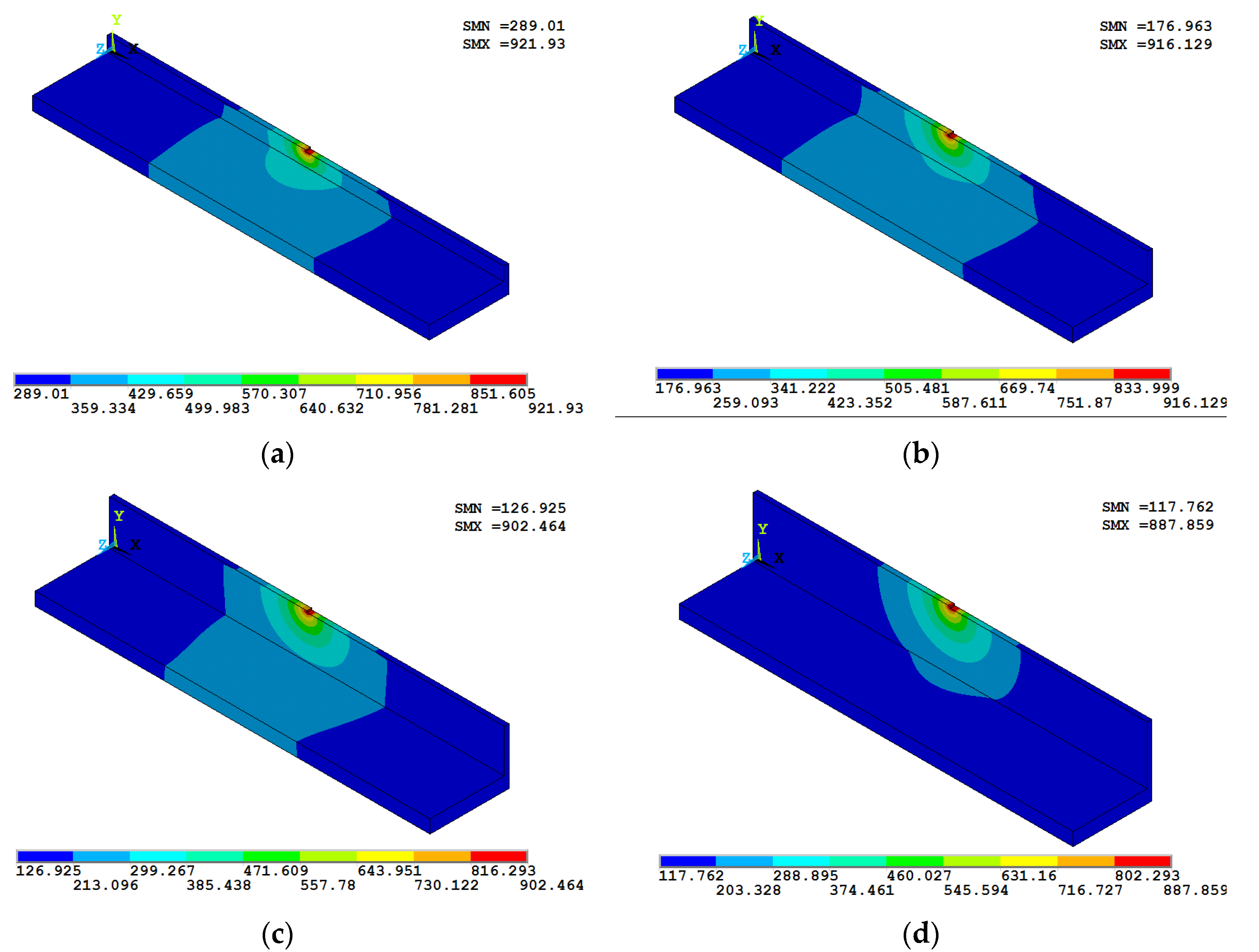
3.1. Temperature Profile Evolution During First-Layer Deposition
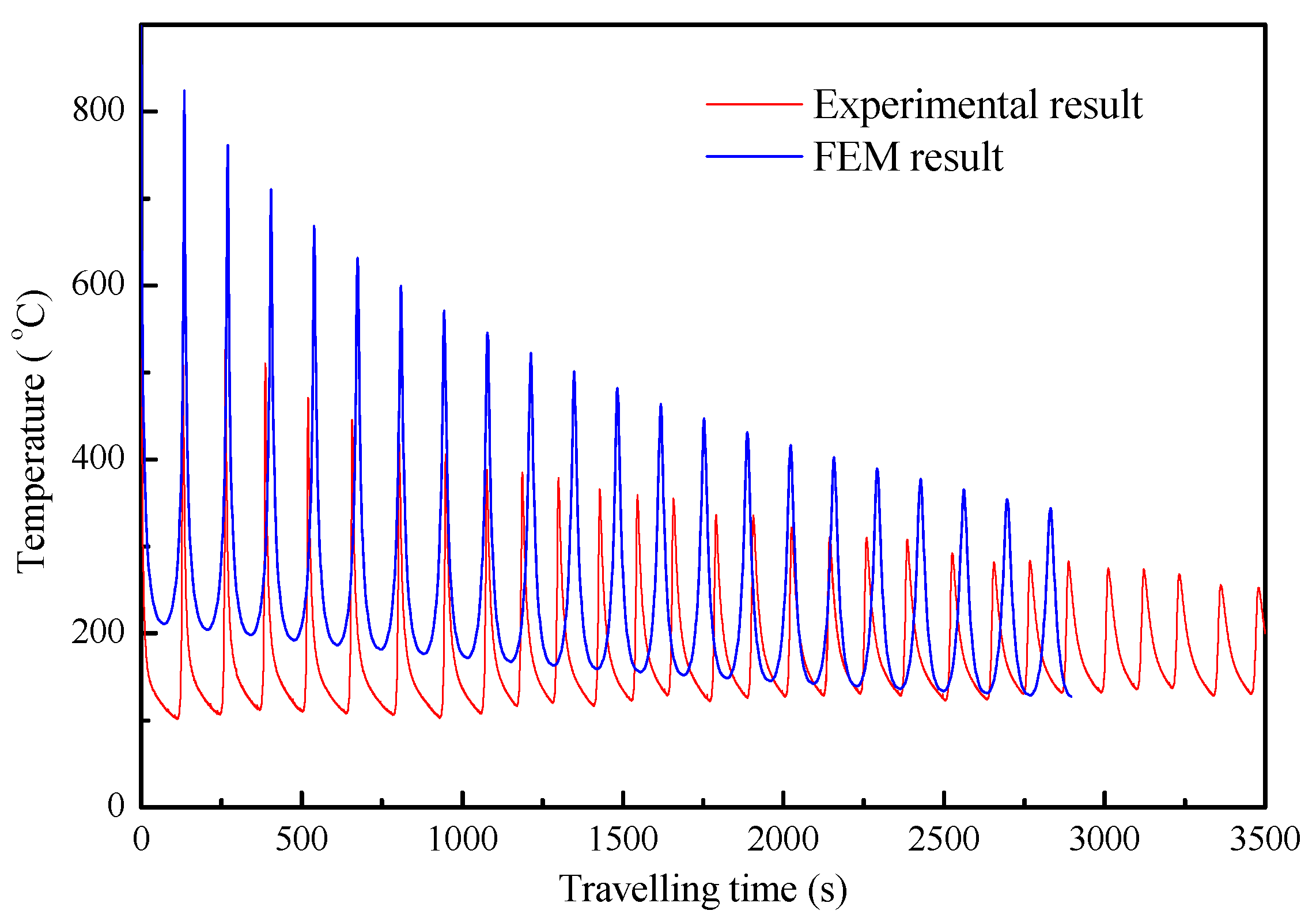
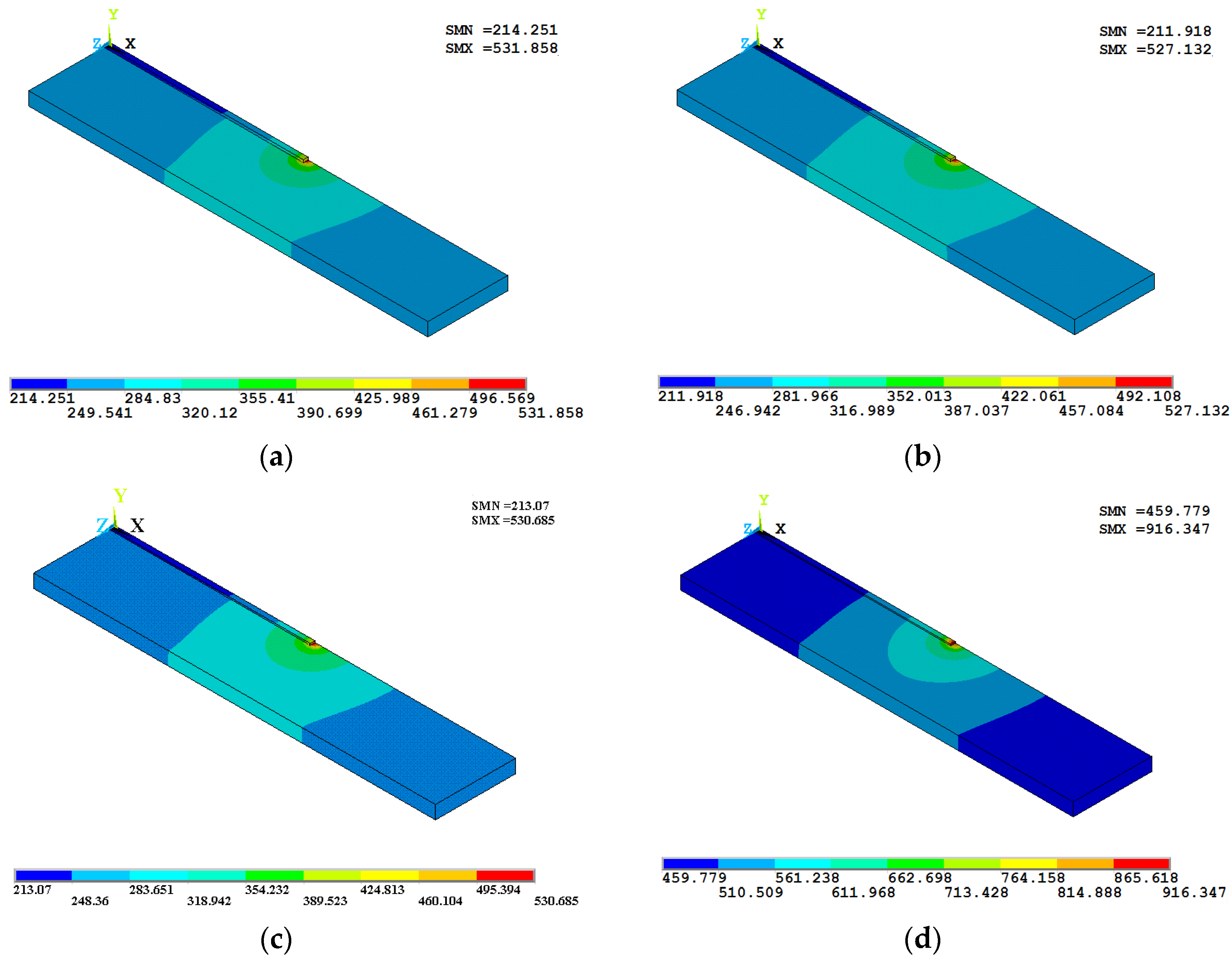
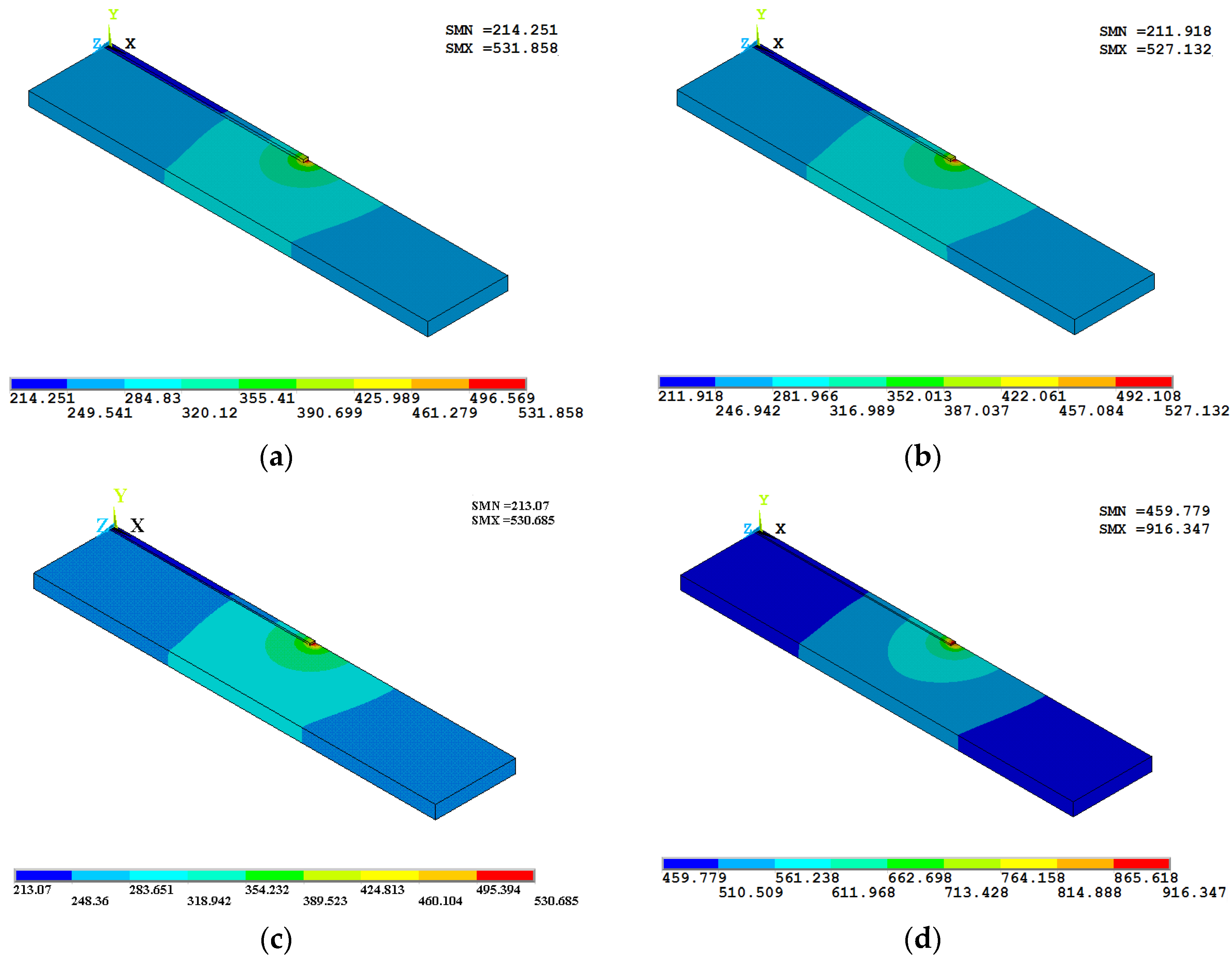
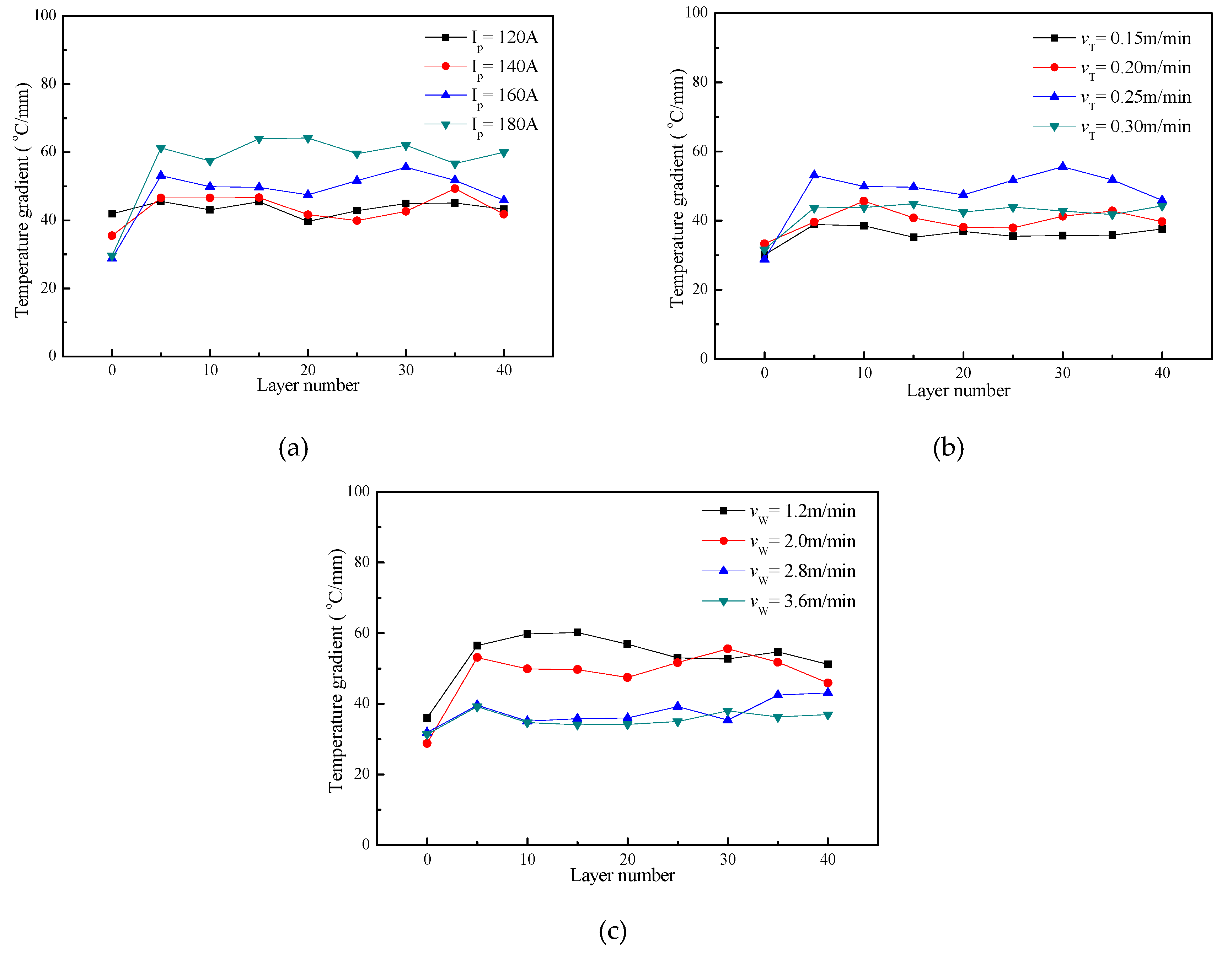
3.2. Temperature Profile Evolution During Multi-Layer Deposition
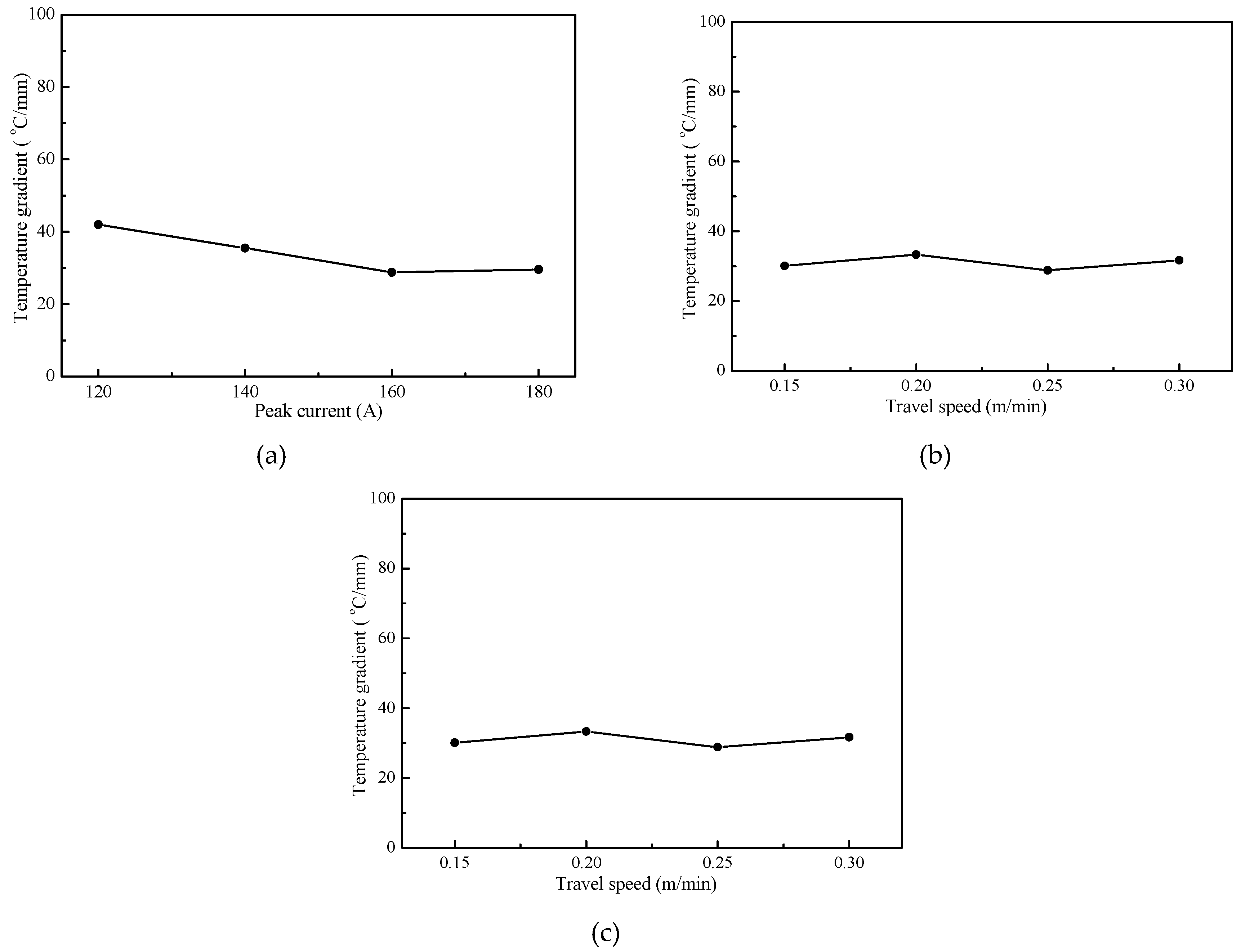
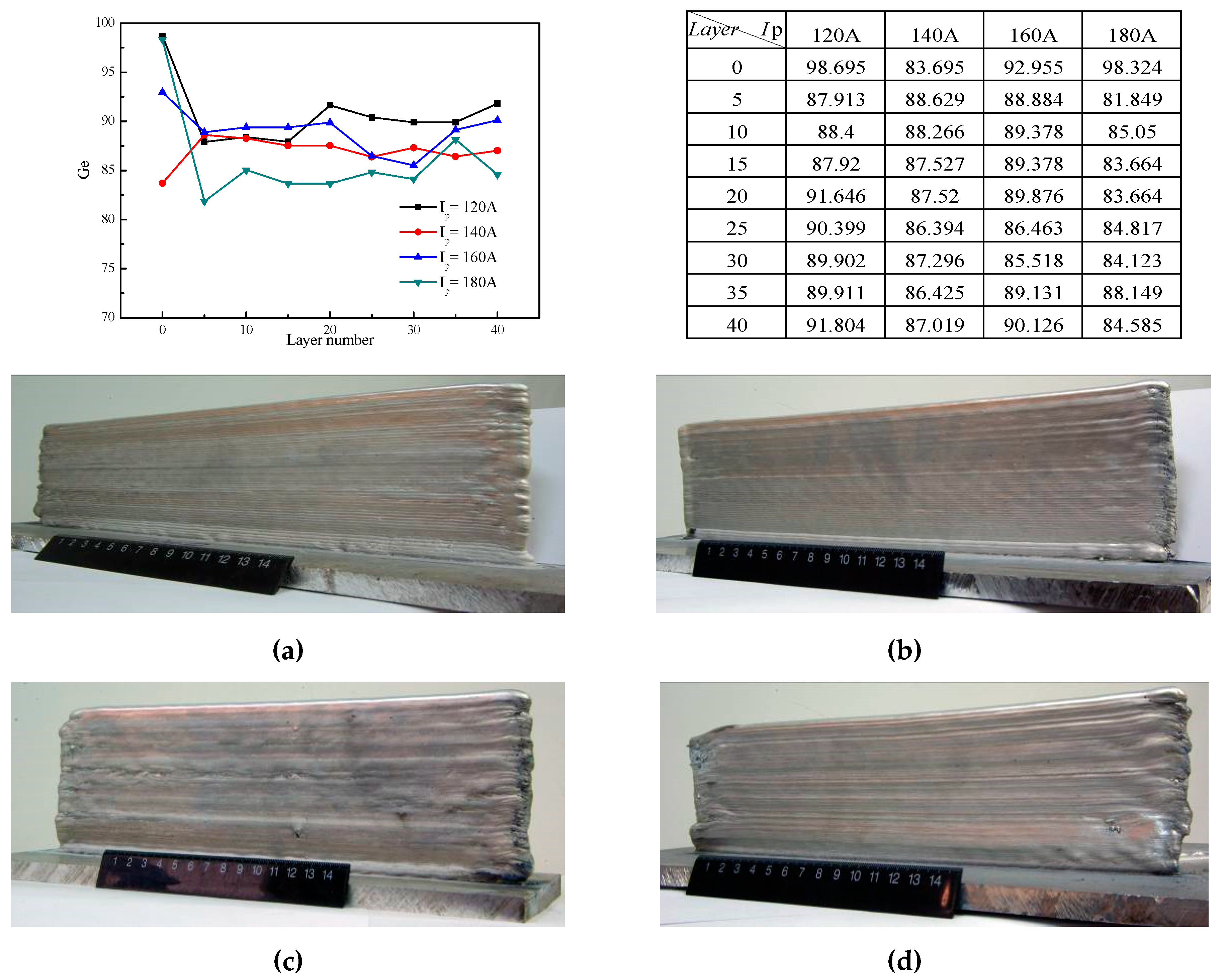
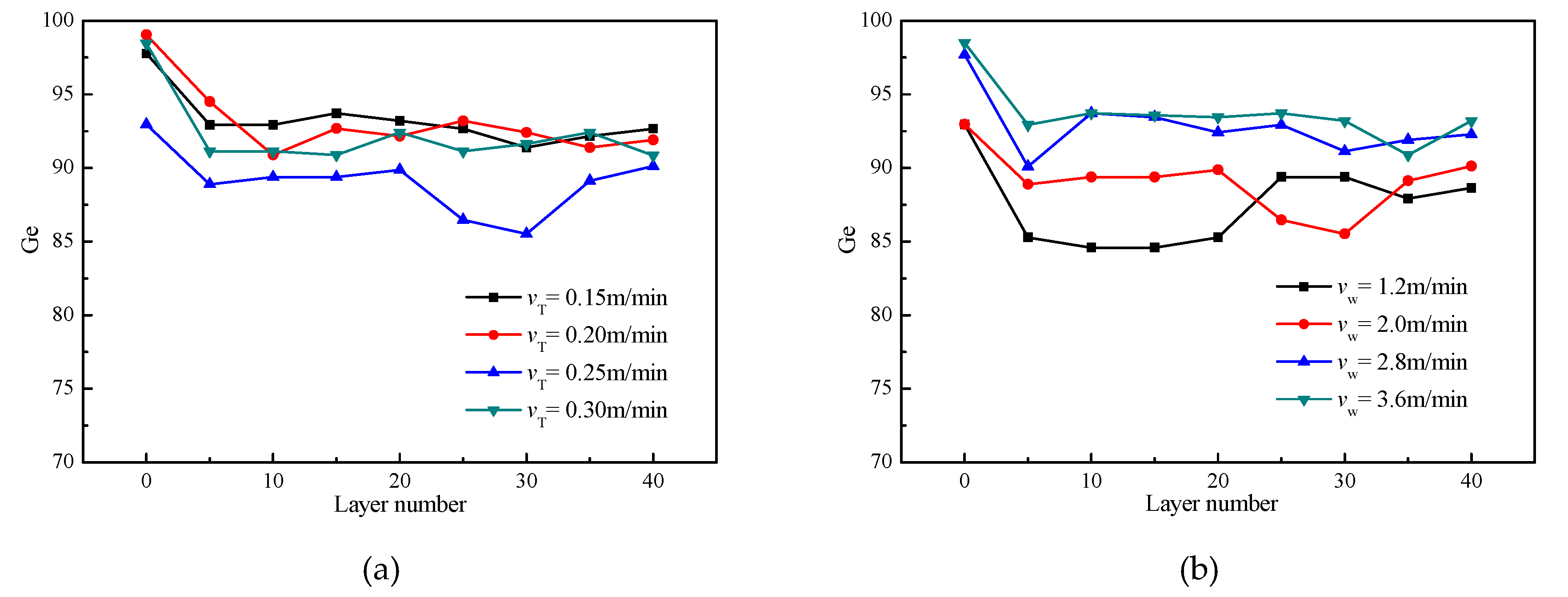
3.3. Mapping Relation Between Thermal Boundary and Appearance Finish
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Jackson, M.A.; van Asten, A.; Morrow, J.D.; Min, S.; Pfefferkorn, F.E. A comparison of energy consumption in wire-based and powder-based additive-subtractive manufacturing. Procedia Manuf. 2016, 5, 989–1005. [Google Scholar] [CrossRef] [Green Version]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Guo, J.; Zhou, Y.; Liu, C.; Wu, Q.; Chen, X.; Lu, J. Wire arc additive manufacturing of AZ31 magnesium alloy: Grain refinement by adjusting pulse frequency. Material 2016, 9, 823–836. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cunningham, C.R.; Flynn, J.M.; Shokrani, A.; Dhokia, V.; Newman, S.T. Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Geng, H.B.; Li, J.L.; Xiong, J.T.; Lin, X. Optimization of interpass temperature and heat input for wire and arc additive manufacturing 5A06 aluminium alloy. Sci. Technol. Weld. Join. 2017, 22, 472–483. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.M.; Seely, D.W. Effects of process time interval and heat treatment on the mechanical and microstructural properties of direct laser deposited 316L stainless steel. Mat. Sci. Eng. A Struct. 2015, 644, 171–183. [Google Scholar] [CrossRef]
- Wang, J.F.; Sun, Q.J.; Wang, H.; Liu, J.P.; Feng, J.C. Effect of location on microstructure and mechanical properties of additive layer manufactured Inconel 625 using gas tungsten arc welding. Mater. Sci. Eng. A 2016, 676, 395–405. [Google Scholar] [CrossRef]
- Lee, S.H. CMT-based wire arc additive manufacturing using 316L stainless steel: Effect of heat accumulation on the multi-layer deposits. Metals 2020, 10, 278. [Google Scholar] [CrossRef] [Green Version]
- Wua, B.T.; Pana, Z.X.; Ding, D.H.; Cuiuria, D.; Li, H.J. Effects of heat accumulation on microstructure and mechanical properties of Ti6Al4V alloy deposited by wire arc additive manufacturing. Addit. Manuf. 2018, 23, 151–160. [Google Scholar] [CrossRef]
- Ding, J.; Colegrove, P.; Mehnen, J.; Ganguly, S.; Almeida, P.M.S.; Ganguly, S.; Almeida, P.M.S.; Wang, F.; Williams, S. Thermomechanical analysis of Wire and Arc Additive Layer Manufacturing process on large multi-layer parts. Comput. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar]
- Denlinger, E.R.; Heigel, J.C.; Michaleris, P.; Palmer, T.A. Effect of inter-layer dwell time on distortion and residual stress in additive manufacturing of titanium and nickel alloys. J. Mater. Process. Technol. 2015, 215, 123–131. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Mater. Process. Technol. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Li, F.; Chen, S.J.; Shi, J.B.; Zhao, Y.; Tian, H.Y. Thermoelectric cooling-aided bead geometry regulation in wire and arc-based additive manufacturing of thin-walled structures. Appl. Sci. 2018, 8, 207. [Google Scholar]
- Shi, J.; Li, F.; Chen, S.; Zhao, Y.; Tian, H. Effect of in-process active cooling on forming quality and efficiency of tandem GMAW–based additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 101, 1349–1356. [Google Scholar] [CrossRef]
- Hejripour, F.; Binesh, F.; Hebel, M.; Aidun, D.K. Thermal modeling and characterization of wire arc additive manufactured duplex stainless steel. J. Mater. Process. Tech. 2019, 272, 58–71. [Google Scholar] [CrossRef]
- Lavery, N.P.; Brown, S.; Sienz, J.; Cherry, J.; Belblidia, F. A review of Computational Modelling of Additive Layer Manufacturing-multi-scale and multi-physics. In Proceedings of the International Conference on Sustainable Design and Manufacturing, SDM 2014, Cardiff, Wales, UK, 28–30 April 2014. [Google Scholar] [CrossRef]
- Romano, J.; Ladani, L.; Sadowski, M. Thermal Modeling of Laser Based Additive Manufacturing Processes within Common Materials. Procedia Manuf. 2015, 1, 238–250. [Google Scholar] [CrossRef] [Green Version]
- Kundakcioglu, E.; Lazoglu, I.; Rawal, S. Transient thermal modeling of laser-based additive manufacturing for 3D freeform structures. Int. J. Adv. Manuf. Technol. 2016, 85, 493–501. [Google Scholar] [CrossRef]
- Froend, M.; Ventzke, V.; Kashaev, N.; Klusemann, B.; Enz, J. Thermal analysis of wire-based direct energy deposition of Al-Mg using different laser irradiances. Addit. Manuf. 2019, 29, 100800. [Google Scholar] [CrossRef]
- Geng, H.B.; Li, J.L.; Xiong, J.T.; Lin, X.; Zhang, F. Optimization of wire feed for GTAW based additive manufacturing. J. Mater. Process. Technol. 2017, 243, 40–47. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Mg | Mn | Si | Fe | Ti | Zn | Cu | Al |
|---|---|---|---|---|---|---|---|---|
| 5A06 | 5.8 ~ 6.8 | 0.5 ~ 0.8 | 0.4 | 0.4 | 0.1 | 0.2 | 0.1 | Bal. |
| No. | Parameters | ||
|---|---|---|---|
| Ip (A) | vw (m/min) | vT (m/min) | |
| 1 | 160 | 1.2 | 0.25 |
| 2 | 2.0 | ||
| 3 | 2.8 | ||
| 4 | 3.6 | ||
| 5 | 160 | 2.0 | 0.15 |
| 6 | 0.20 | ||
| 7 | 0.25 | ||
| 8 | 0.30 | ||
| 9 | 120 | 2.0 | 0.25 |
| 10 | 140 | ||
| 11 | 160 | ||
| 12 | 180 | ||
| Temperature (°C) | 300 | 325 | 350 | 375 | 400 | 425 | 450 | 475 | 500 | 525 | 550 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Thermal conductivity (W/cm·°C) | 2.370 | 2.385 | 2.400 | 2.400 | 2.400 | 2.390 | 2.380 | 2.370 | 2.360 | 2.348 | 2.335 |
| Temperature (°C) | 575 | 600 | 625 | 650 | 675 | 700 | 725 | 750 | 775 | 800 | - |
| Thermal conductivity (W/cm·°C) | 2.323 | 2.310 | 2.294 | 2.278 | 2.261 | 2.245 | 2.229 | 2.213 | 2.196 | 2.180 | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Geng, H.; Luo, J.; Li, J.; Gao, J.; Lin, X. Thermal Boundary Evolution of Molten Pool During Wire and Arc Additive Manufacturing of Single Walls of 5A06 Aluminum Alloy. Metals 2020, 10, 848. https://doi.org/10.3390/met10070848
Geng H, Luo J, Li J, Gao J, Lin X. Thermal Boundary Evolution of Molten Pool During Wire and Arc Additive Manufacturing of Single Walls of 5A06 Aluminum Alloy. Metals. 2020; 10(7):848. https://doi.org/10.3390/met10070848
Chicago/Turabian StyleGeng, Haibin, Jian Luo, Jinglong Li, Jianjun Gao, and Xin Lin. 2020. "Thermal Boundary Evolution of Molten Pool During Wire and Arc Additive Manufacturing of Single Walls of 5A06 Aluminum Alloy" Metals 10, no. 7: 848. https://doi.org/10.3390/met10070848
APA StyleGeng, H., Luo, J., Li, J., Gao, J., & Lin, X. (2020). Thermal Boundary Evolution of Molten Pool During Wire and Arc Additive Manufacturing of Single Walls of 5A06 Aluminum Alloy. Metals, 10(7), 848. https://doi.org/10.3390/met10070848