Correlation between Microstructure and Mechanical Properties of Heat-Treated Ti–6Al–4V with Fe Alloying


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Heat Treatment
2.3. Mechanical Properties
2.4. Microstructure Observation
3. Results and Discussion
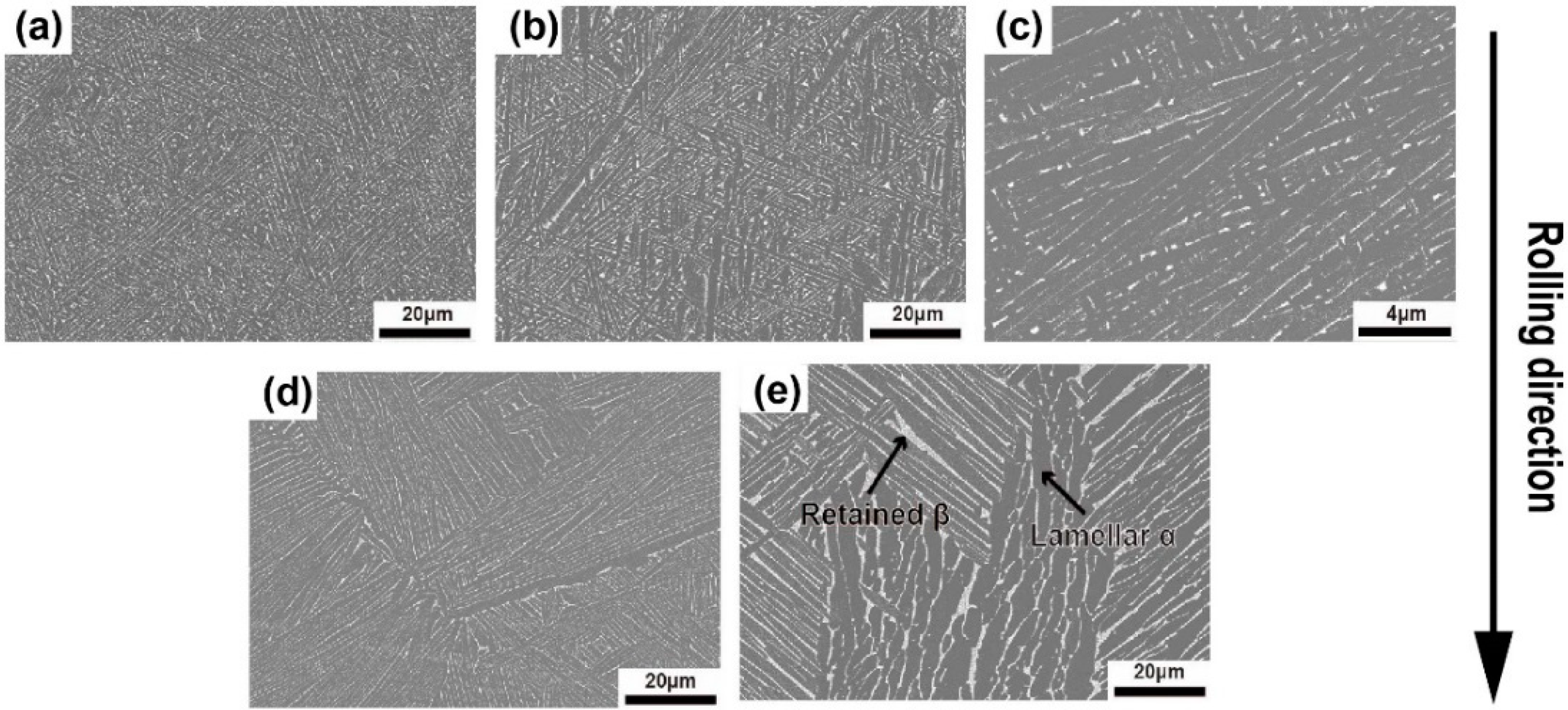
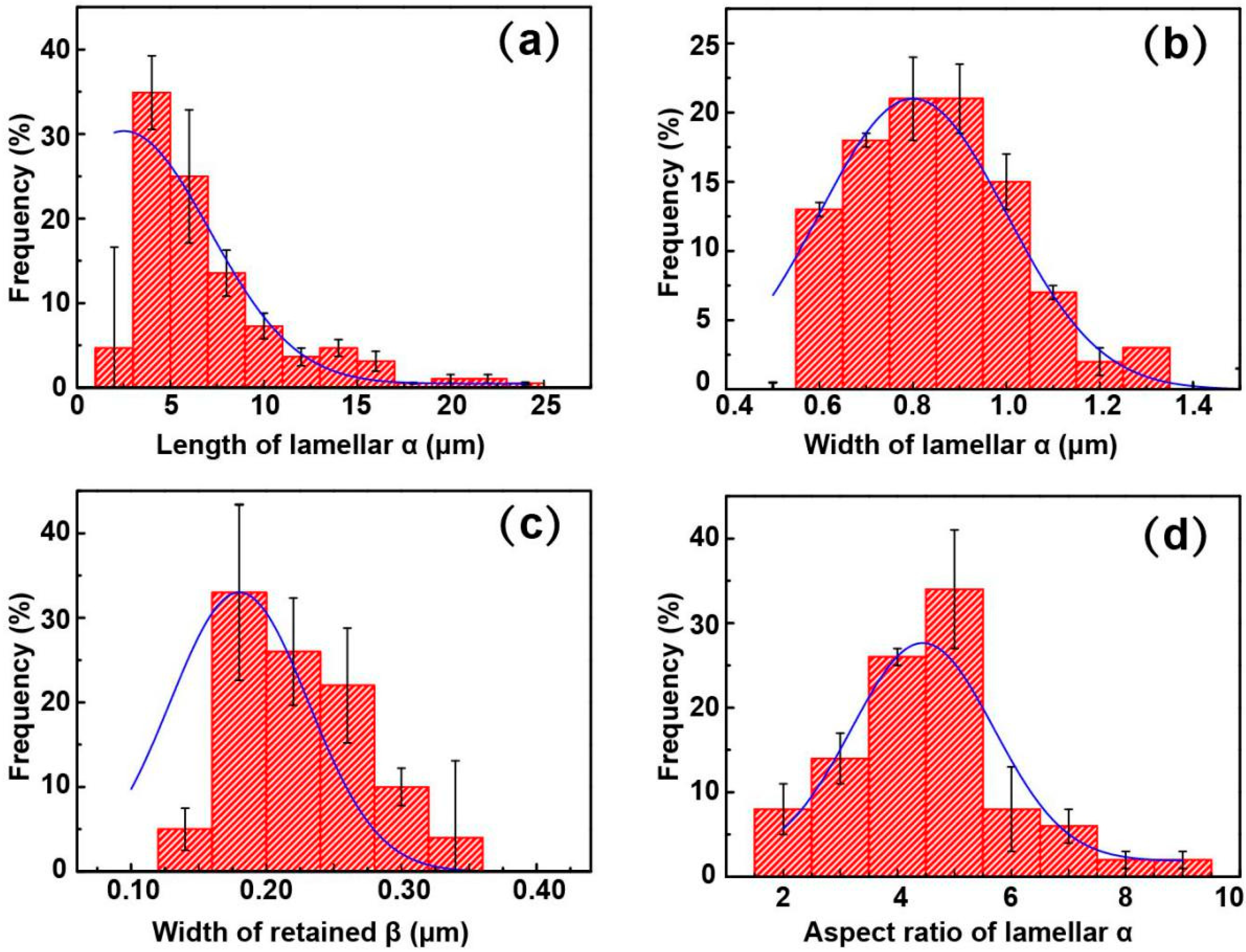
3.1. Microstructure
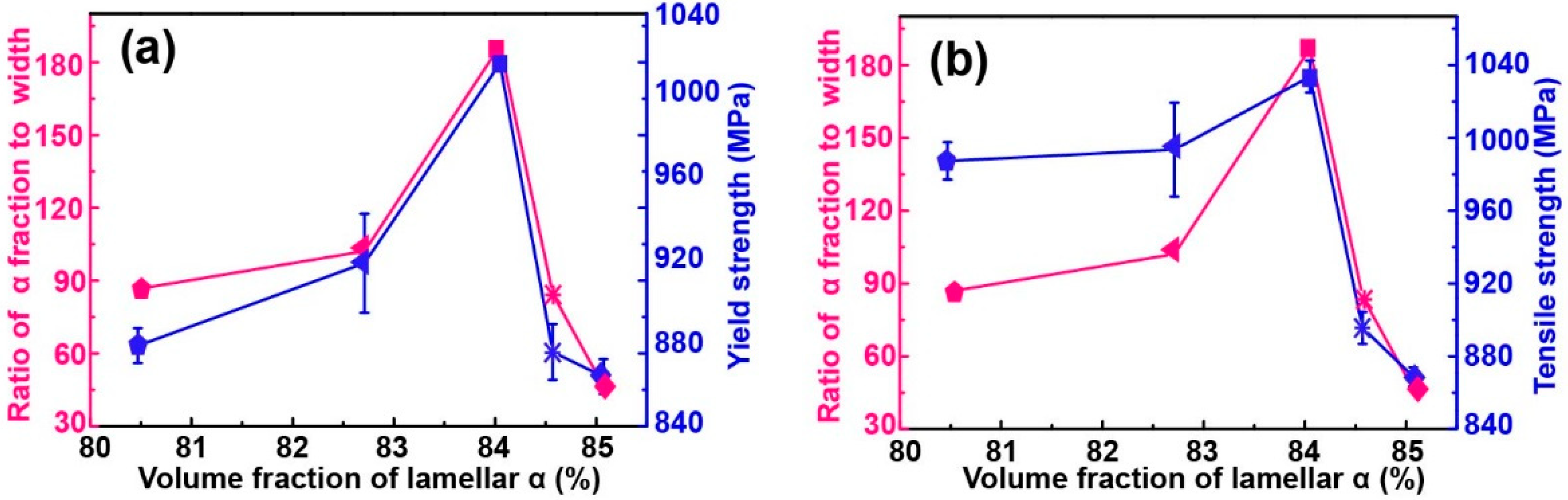
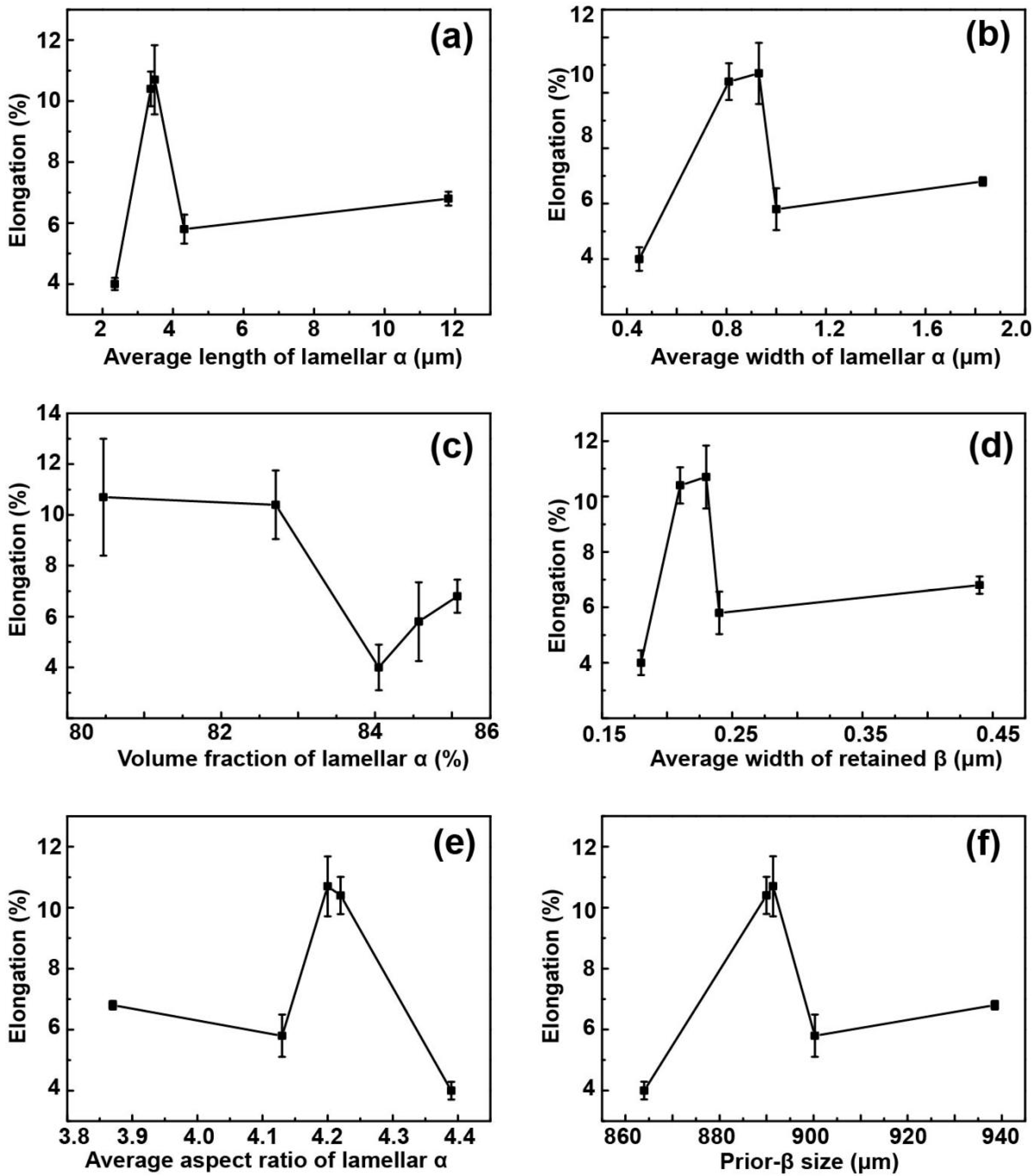
3.2. Mechanical Properties
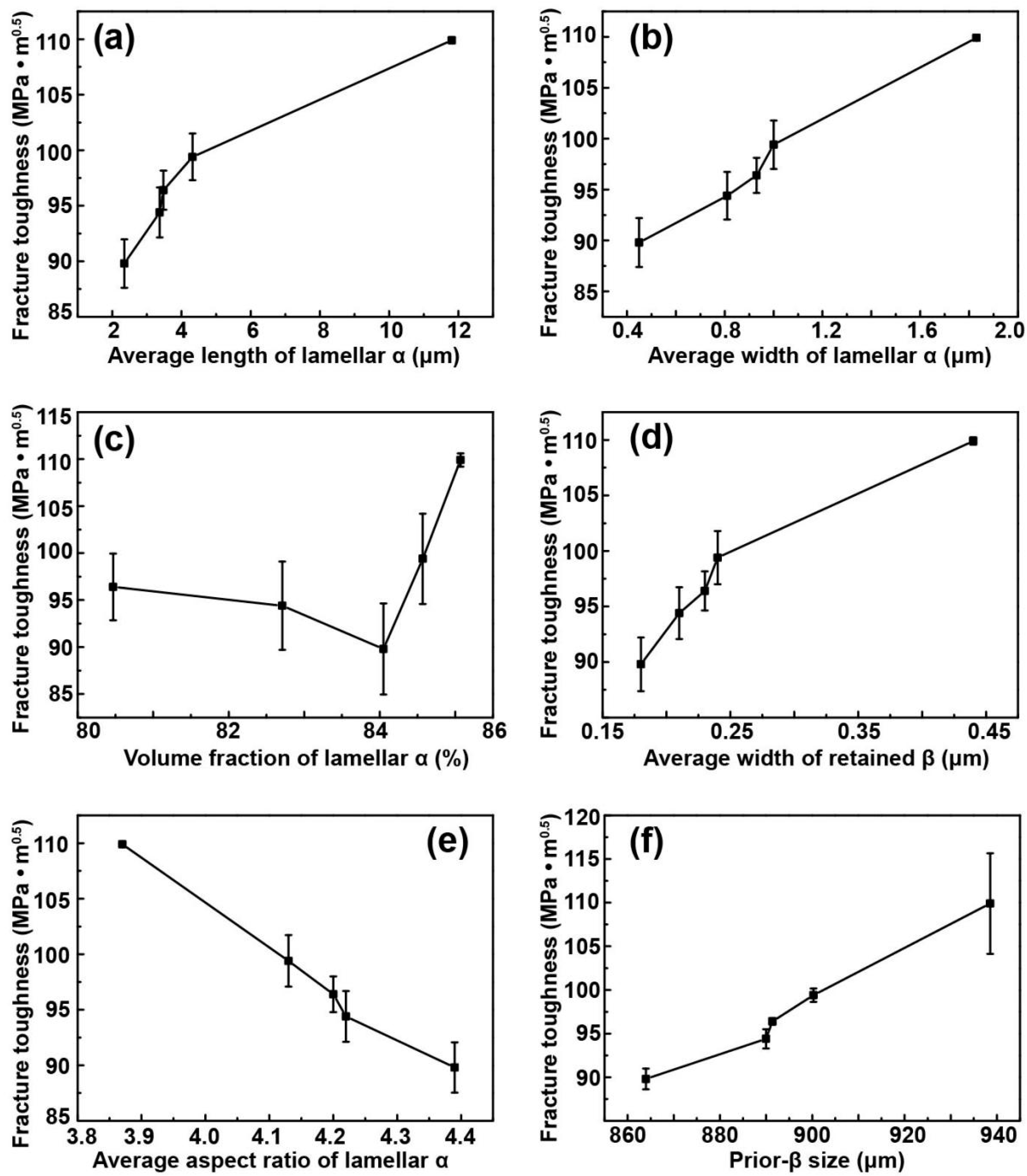
3.3. Discussion on Correlation between Microstructure and Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Leyens, C. Advanced materials and coatings for future gas turbine applications. In Proceedings of the 24th International Congress of the Aeronautical Sciences, Yokohama, Japan, 29 August–3 September 2004. [Google Scholar]
- Nalla, R.K.; Ritchie, R.O.; Boyce, B.L.; Campbell, J.P.; Peters, J.O. Influence of microstructure on high-cycle fatigue of Ti-6Al-4V: Bimodal vs. lamellar structures. Metall. Mater. Tran. A 2002, 33, 899–918. [Google Scholar] [CrossRef]
- Kermanpur, A.; Amin, H.S.; Ziaei-Rad, S.; Mosaddeghfar, M. Failure analysis of Ti-6Al-4V gas turbine compressor blades. Eng. Fail. Anal. 2008, 15, 1052–1064. [Google Scholar] [CrossRef]
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications; Wiley-VCH: Weinheim, Germany, 2003. [Google Scholar]
- Sen, I.; Tamirisakandala, S.; Miracle, D.B.; Ramamurty, U. Microstructural effects on the mechanical behavior of B-modified Ti–6Al–4V alloys. Acta Mater. 2007, 55, 4983–4993. [Google Scholar] [CrossRef]
- Meier, M.L.; Lesuer, D.R.; Mukherjee, A.K. The effects of the α/β phase proportion on the superplasticity of Ti-6Al-4V and iron-modified Ti-6Al-4V. Mater. Sci. Eng. A 1992, 154, 165–173. [Google Scholar] [CrossRef]
- Fuwen, C.; Yulei, G.; Guanglong, X.; Yuwen, C.; Hui, C.; Lian, Z. Improved fracture toughness by microalloying of Fe in Ti-6Al-4V. Mater. Design. 2020, 185, 108251. [Google Scholar]
- Shen, G.; Furrer, D. Manufacturing of aerospace forgings. Mater. Process. Tech. 2000, 98, 189–195. [Google Scholar] [CrossRef]
- Liu, C.; Liu, D.; Zhang, X.; Liu, D.; Ma, A.; Ao, N.; Xu, X. Improving fatigue performance of Ti-6Al-4V alloy via ultrasonic surface rolling process. Mater. Sci. Tech. 2019, 35, 1555–1562. [Google Scholar] [CrossRef]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Baufeld, B.; Van der Biest, O.; Gault, R. Additive manufacturing of Ti–6Al–4V components by shaped metal deposition: Microstructure and mechanical properties. Mater Design. 2010, 31, S106–S111. [Google Scholar] [CrossRef]
- Tan, X.; Kok, Y.; Tan, Y.J.; Descoins, M.; Mangelinck, D.; Tor, S.B.; Leong, K.F.; Chua, C.K. Graded microstructure and mechanical properties of additive manufactured Ti–6Al–4V via electron beam melting. Acta Mater. 2015, 97, 1–16. [Google Scholar] [CrossRef]
- Zhao, X.; Li, S.; Zhang, M.; Liu, Y.; Timothy, B.; Wang, S.; Hao, Y.; Yang, R.; Murr, L.E. Comparison of the microstructures and mechanical properties of Ti–6Al–4V fabricated by selective laser melting and electron beam melting. Mater. Design. 2016, 95, 21–31. [Google Scholar] [CrossRef]
- Harun, W.S.W.; Manam, N.S.; Kamariah, M.S.I.N.; Sharif, S.; Zulkifly, A.H.; Ahmad, I.; Miura, H. A review of powdered additive manufacturing techniques for Ti-6Al-4V biomedical applications. Powder Technol. 2018, 331, 74–97. [Google Scholar] [CrossRef]
- Bermingham, M.J.; McDonald, S.D.; StJohn, D.H.; Dargusch, M.S. Segregation and grain refinement in cast titanium alloys. Int. J. Mater. Res. 2009, 24, 1529–1535. [Google Scholar] [CrossRef]
- Lütjering, G.; Williams, J.C. Titanium; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Donachie, M.J. Titanium: A Technical Guide; ASM International: Cleveland, OH, USA, 2000. [Google Scholar]
- Banerjee, S.; Mukhopadhyay, P. Phase Transformations: Examples from Titanium and Zirconium Alloys; Elsevier: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Guo, P.; Zhao, Y.; Zeng, W.; Hong, Q. The effect of microstructure on the mechanical properties of TC4-DT titanium alloys. Mat. Sci. Eng. A. 2013, 563, 106–111. [Google Scholar] [CrossRef]
- Securities Association of China (SAC). Method of β Transus Temperature Determination of Titanium Alloys; Securities Association of China: Beijing, China, 2010. [Google Scholar]
- Boyer, R.R. Titanium and Its Alloys: Metallurgy, Heat Treatment and Alloy Characteristics. Encyclopedia of Aerospace Engineering; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2010. [Google Scholar]
- American Society for Testing and Materials (ASTM). Standard Test Methods for Tension Testing of Metallic Materials; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2009. [Google Scholar]
- American Society for Testing and Materials (ASTM). Standard Test Method for Linear-Elastic Plane-Strain Toughness KIC of Metallic Materials; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2006. [Google Scholar]
- Welsch, G.; Boyer, R.; Collings, E.W. Materials Properties Handbook: Titanium Alloys; ASM International: West Conshohocken, PA, USA, 1993. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Al | V | Fe | C | N | O | H | Si |
|---|---|---|---|---|---|---|---|---|
| Balance | 6.20 | 4.14 | 0.537 | 0.020 | 0.020 | 0.13 | 0.001 | 0.016 |
| Sample | β-Annealing | Cooling after β-Annealing | Aging | Cooling after Aging |
|---|---|---|---|---|
| 1 | 1005 °C for 70 min | Air cooling to room temperature | 722 °C for 2 h | Air cooling to room temperature |
| 2 | 1005 °C for 70 min | Air cooling to room temperature | 732 °C for 2 h | Air cooling to room temperature |
| 3 | 1100 °C for 40 min | Water cooling to room temperature | 712 °C for 2 h | Air cooling to room temperature |
| 4 | 1100 °C for 40 min | Air cooling to room temperature | 712 °C for 2 h | Air cooling to room temperature |
| 5 | 1100 °C for 40 min | Furnace cooling to aging temperature | 712 °C for 2 h | Air cooling to room temperature |
| Sample | Average Width of Lamellar α /μm | Average Length of Lamellar α /μm | Average Width of Retained β /μm | Average Aspect Ratio of Lamellar α | Volume Fraction of Lamellar α/% | Average Prior-β Size /μm |
|---|---|---|---|---|---|---|
| 1 | 0.81 ± 0.02 | 3.37 ± 0.21 | 0.21 ± 0.04 | 4.22 ± 0.13 | 82.71 ± 1.63 | 890.00 ± 2.48 |
| 2 | 0.93 ± 0.10 | 3.48 ± 0.03 | 0.23 ± 0.03 | 4.20 ± 0.33 | 80.47 ± 1.87 | 891.39 ± 4.32 |
| 3 | 0.45 ± 0.05 | 2.35 ± 0.50 | 0.18 ± 0.01 | 4.39 ± 0.32 | 84.05 ± 0.96 | 863.97 ± 7.23 |
| 4 | 1.00 ± 0.04 | 4.32 ± 0.60 | 0.24 ± 0.02 | 4.13 ± 0.16 | 84.57 ± 0.29 | 900.26 ± 6.34 |
| 5 | 1.83 ± 0.34 | 11.81 ± 0.20 | 0.44 ± 0.02 | 3.87 ± 0.37 | 85.07 ± 1.16 | 938.53 ± 12.22 |
| Sample | Tensile Strength /MPa | Yield Strength /MPa | Elongation /% | Fracture Toughness /MPa·m1/2 |
|---|---|---|---|---|
| 1 | 10. | 94. | ||
| 2 | 10. | 96. | ||
| 3 | 4. | 89. | ||
| 4 | 5. | 99. | ||
| 5 | 6. | 109. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Chen, F.; Xu, G.; Cui, Y.; Chang, H. Correlation between Microstructure and Mechanical Properties of Heat-Treated Ti–6Al–4V with Fe Alloying. Metals 2020, 10, 854. https://doi.org/10.3390/met10070854
Liu Y, Chen F, Xu G, Cui Y, Chang H. Correlation between Microstructure and Mechanical Properties of Heat-Treated Ti–6Al–4V with Fe Alloying. Metals. 2020; 10(7):854. https://doi.org/10.3390/met10070854
Chicago/Turabian StyleLiu, Yongwei, Fuwen Chen, Guanglong Xu, Yuwen Cui, and Hui Chang. 2020. "Correlation between Microstructure and Mechanical Properties of Heat-Treated Ti–6Al–4V with Fe Alloying" Metals 10, no. 7: 854. https://doi.org/10.3390/met10070854
APA StyleLiu, Y., Chen, F., Xu, G., Cui, Y., & Chang, H. (2020). Correlation between Microstructure and Mechanical Properties of Heat-Treated Ti–6Al–4V with Fe Alloying. Metals, 10(7), 854. https://doi.org/10.3390/met10070854