Effect of Tool Geometry and Welding Parameters on Friction Stir Welded Lap Joint Formation with AA2099-T83 and AA2060-T8E30 Aluminium Alloys


Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
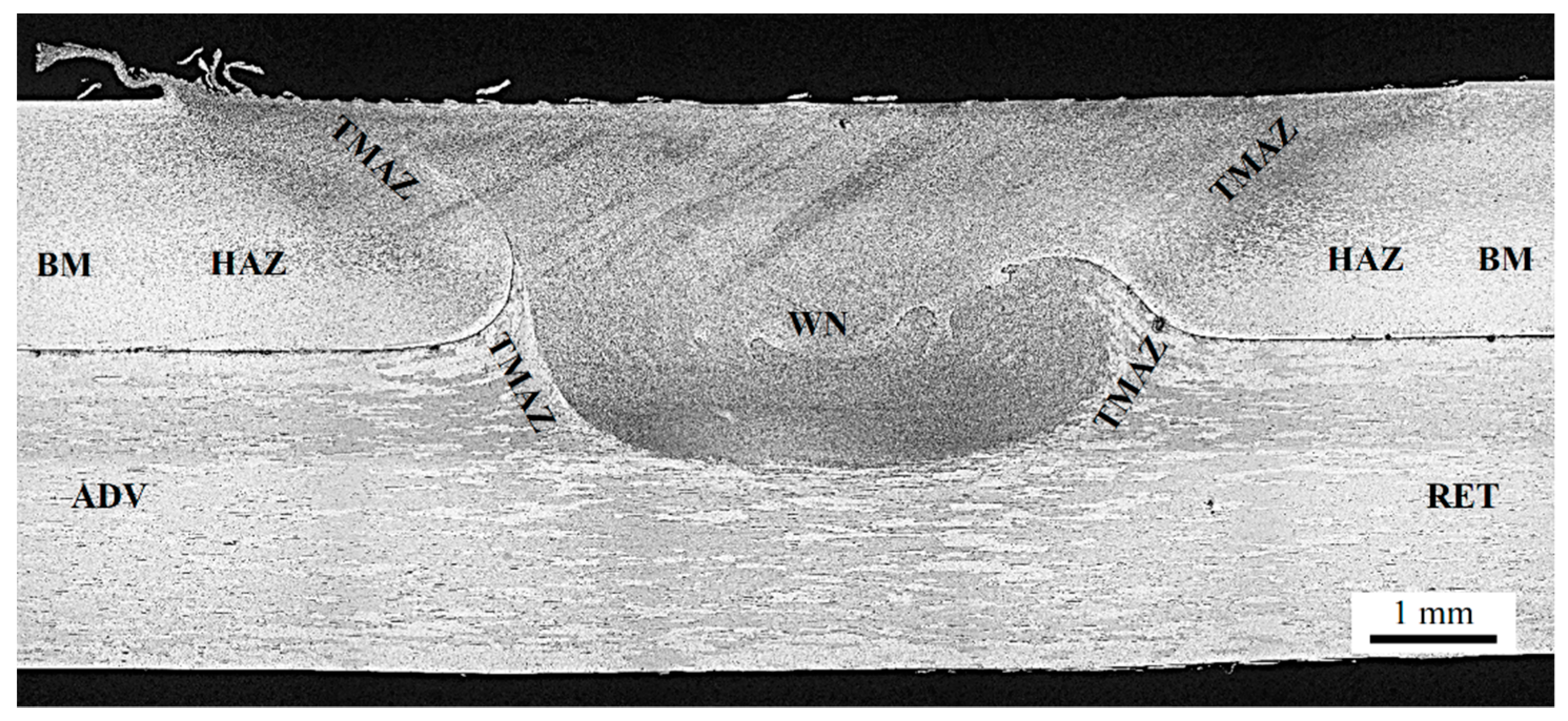
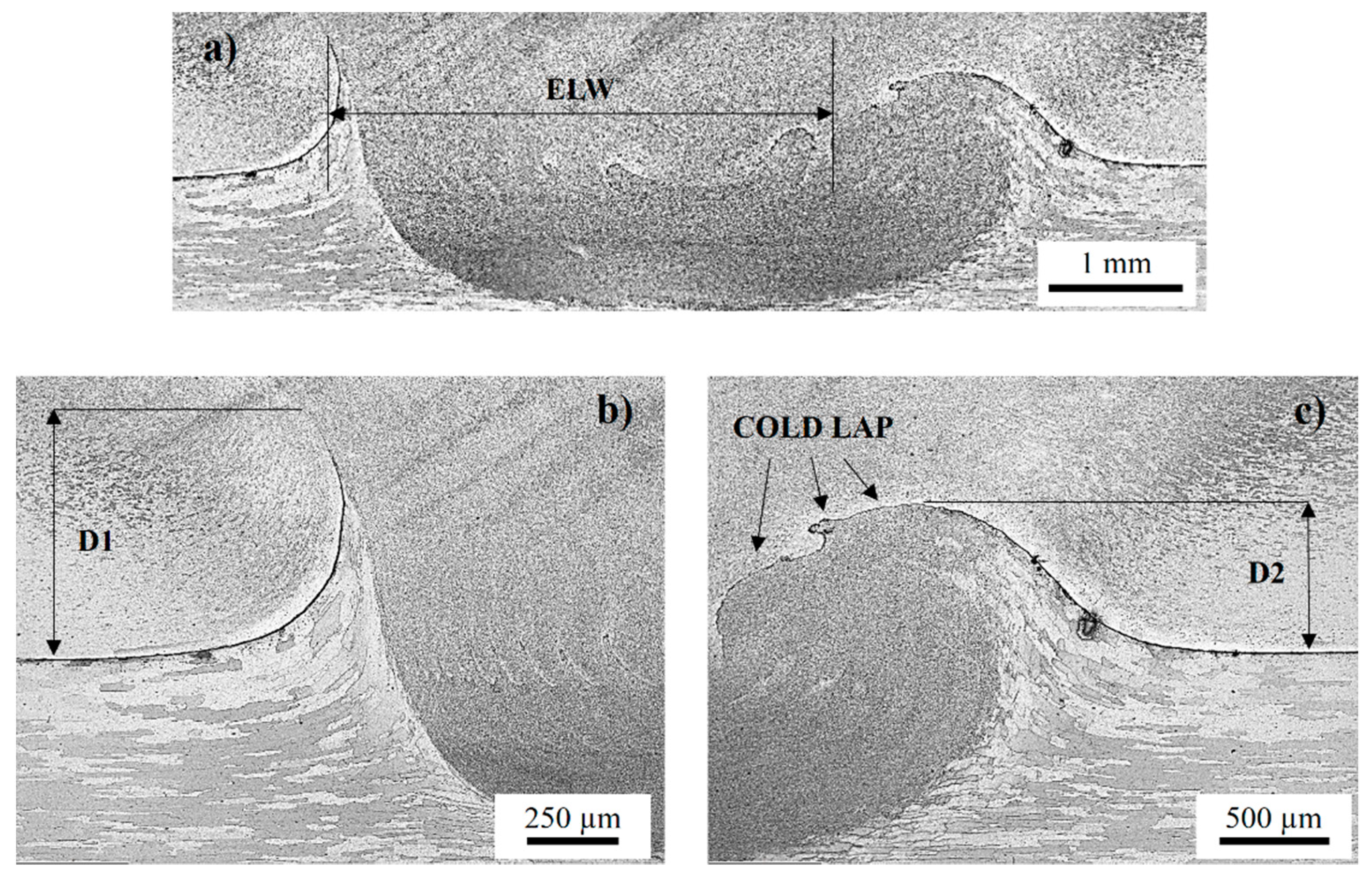
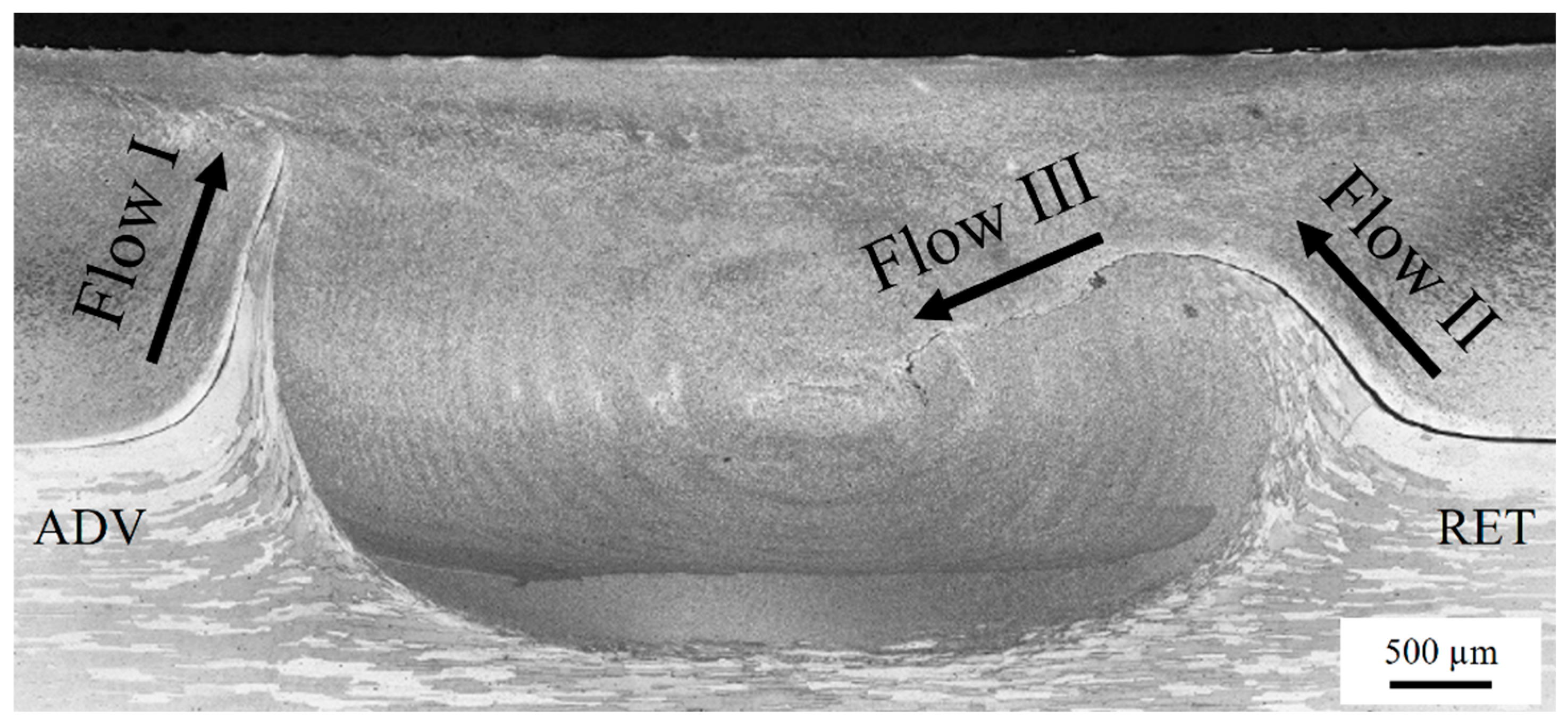
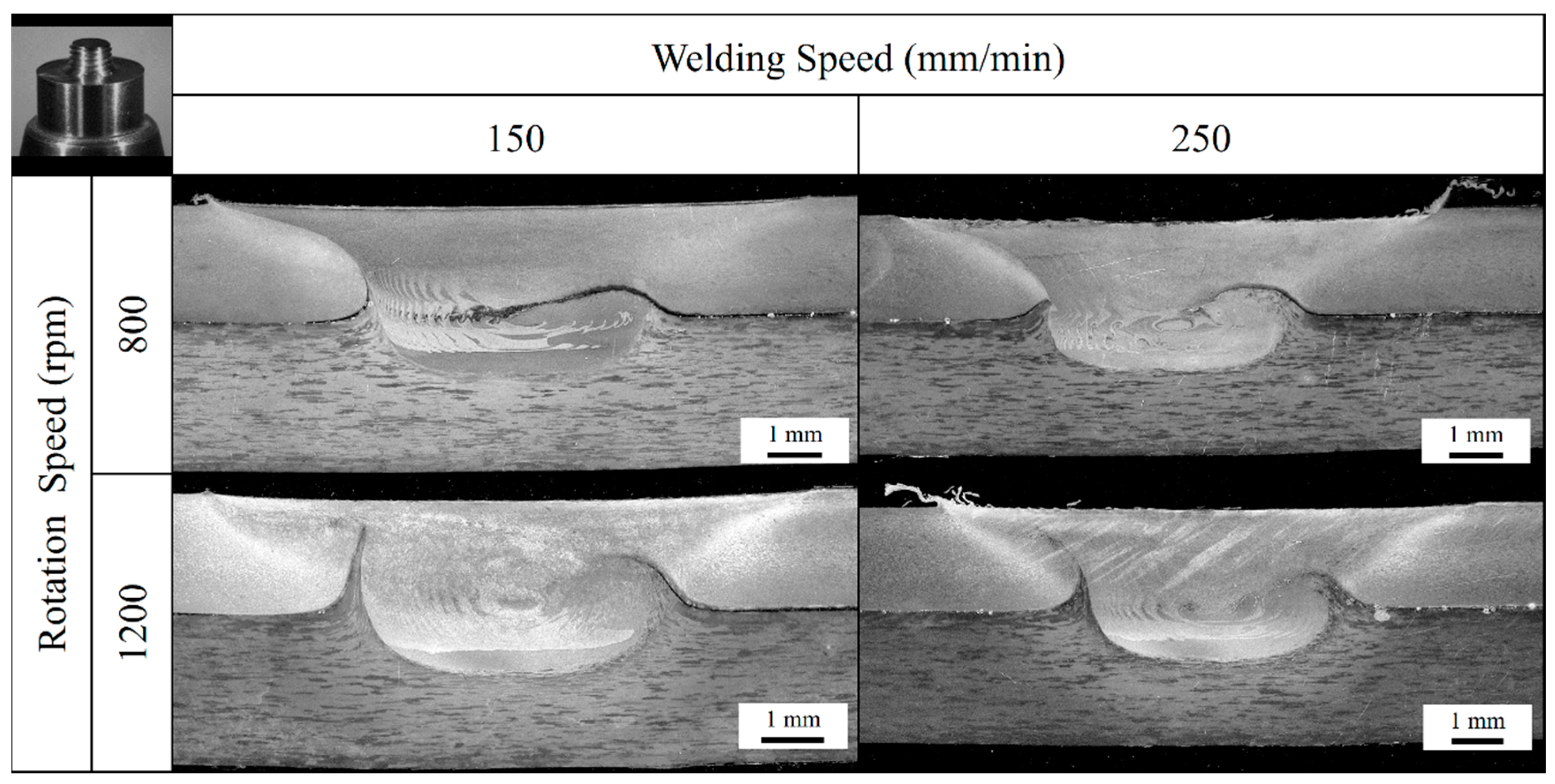
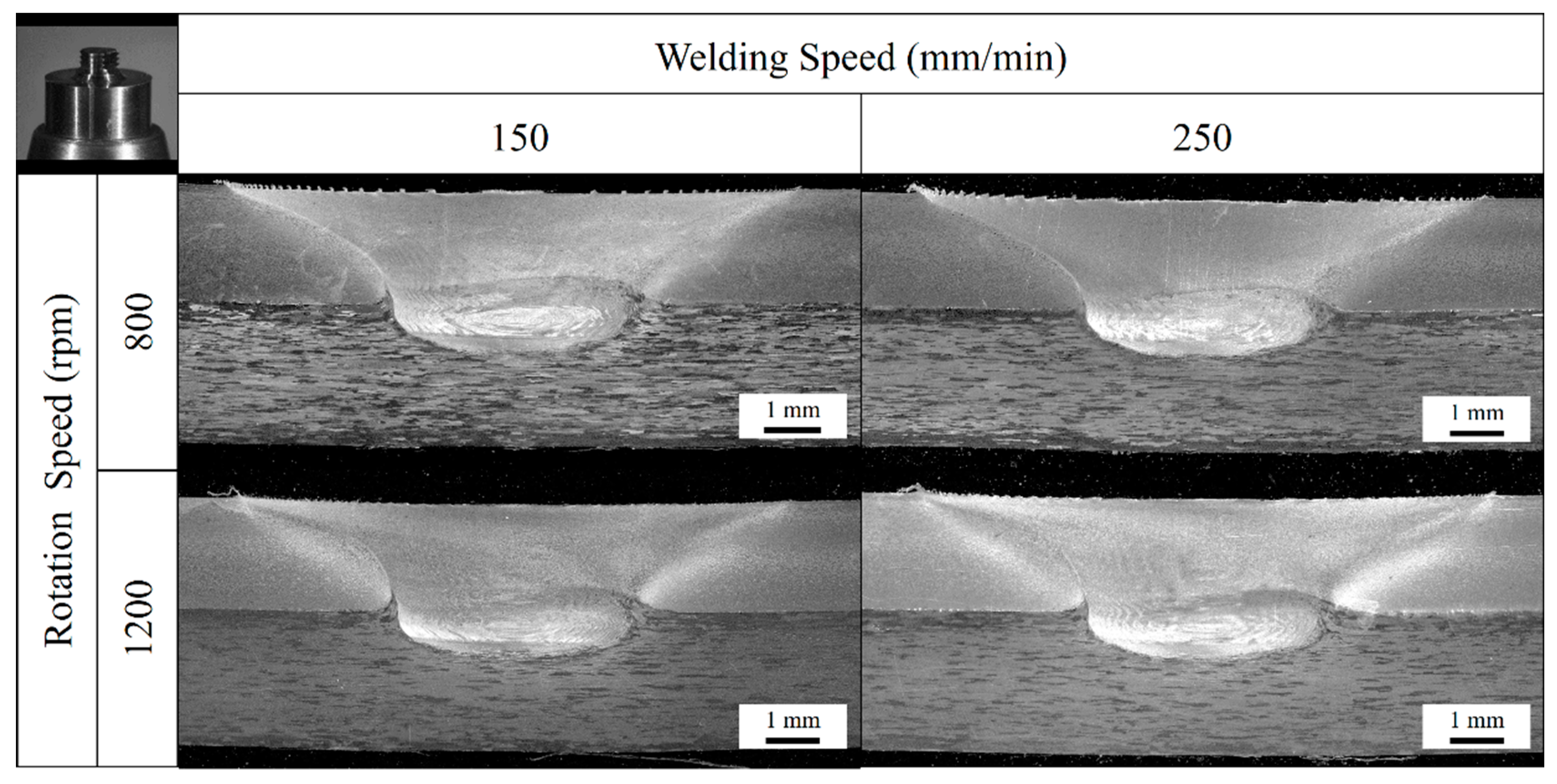
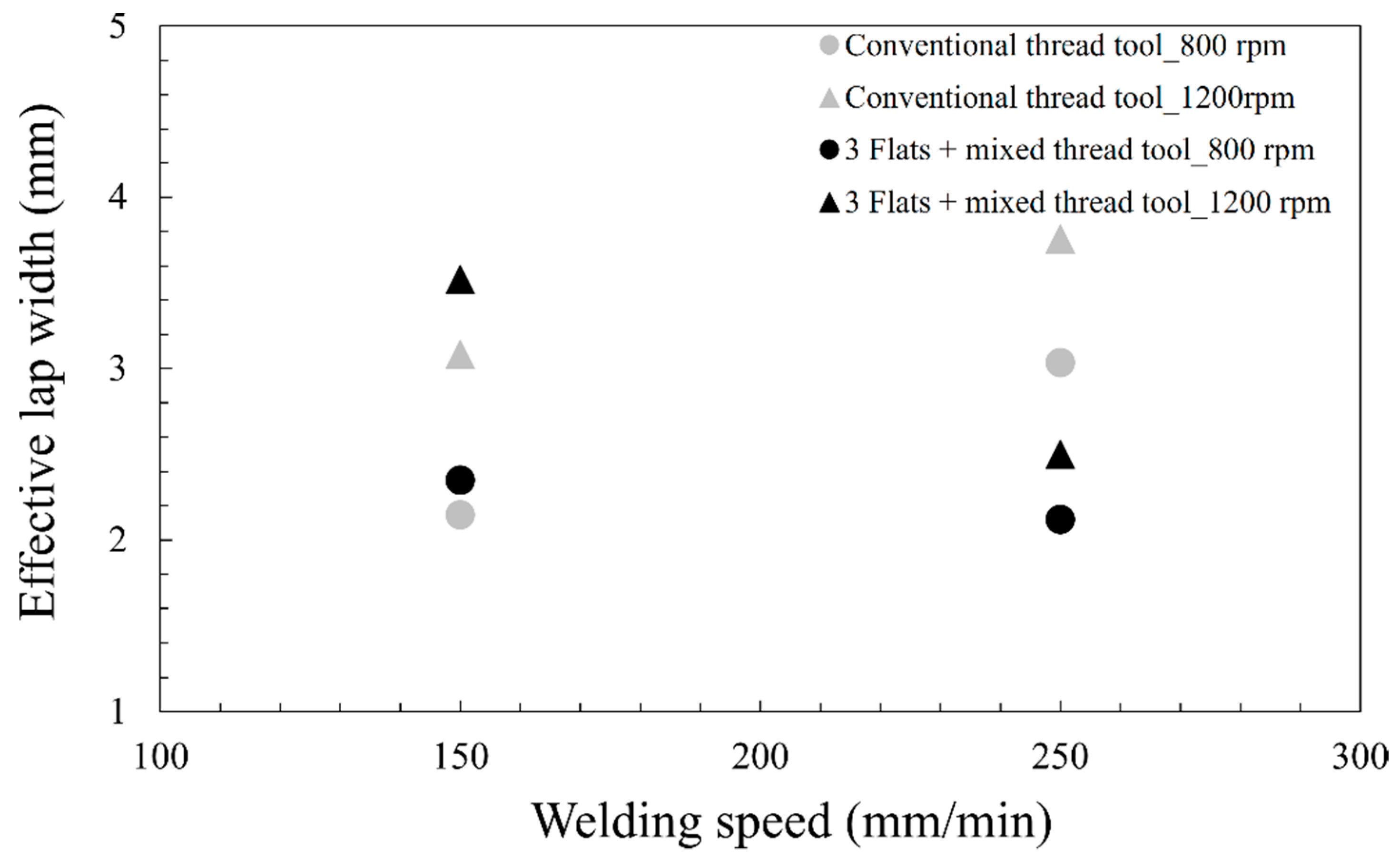
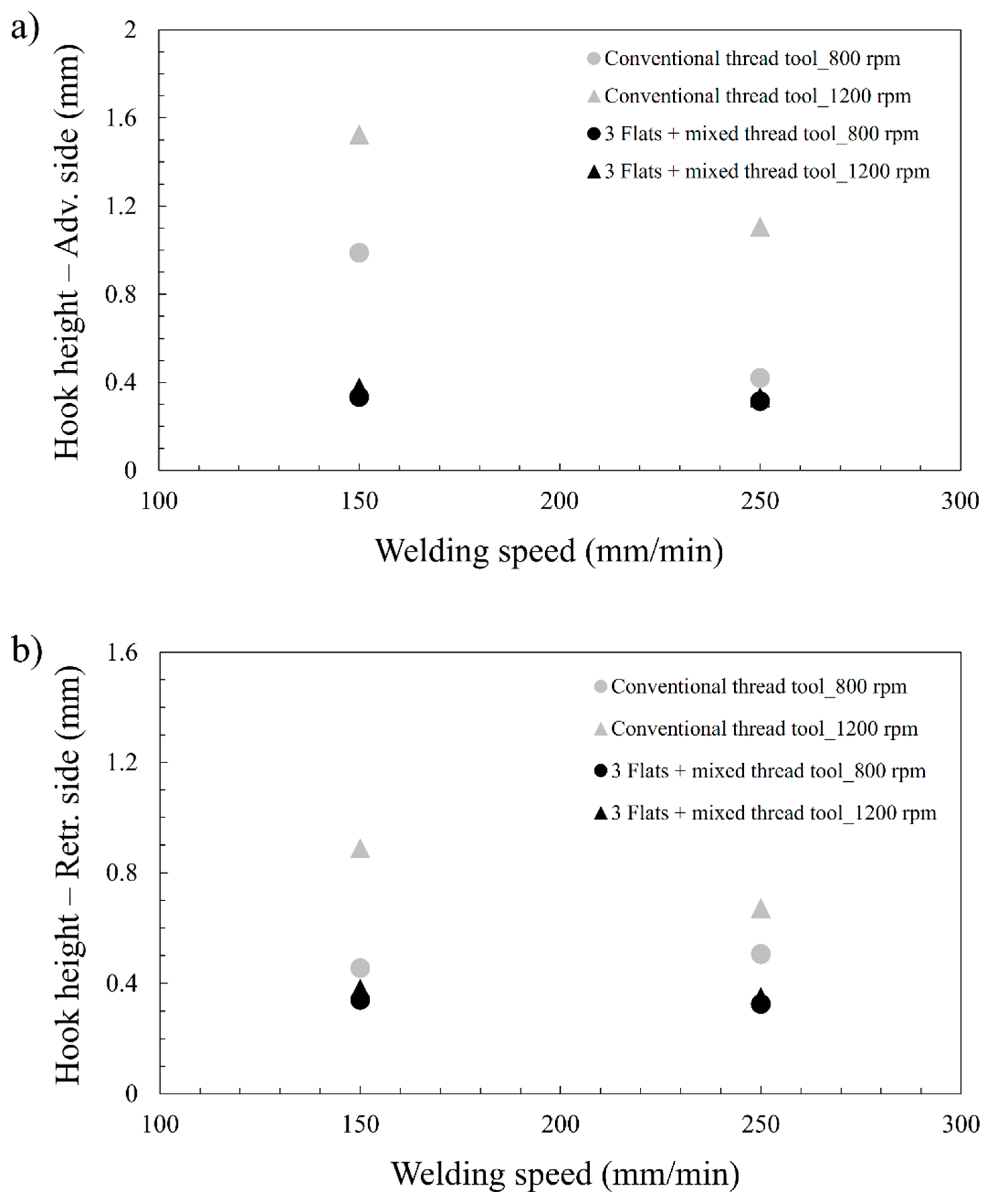
3.1. Material Flow and Weld Formation
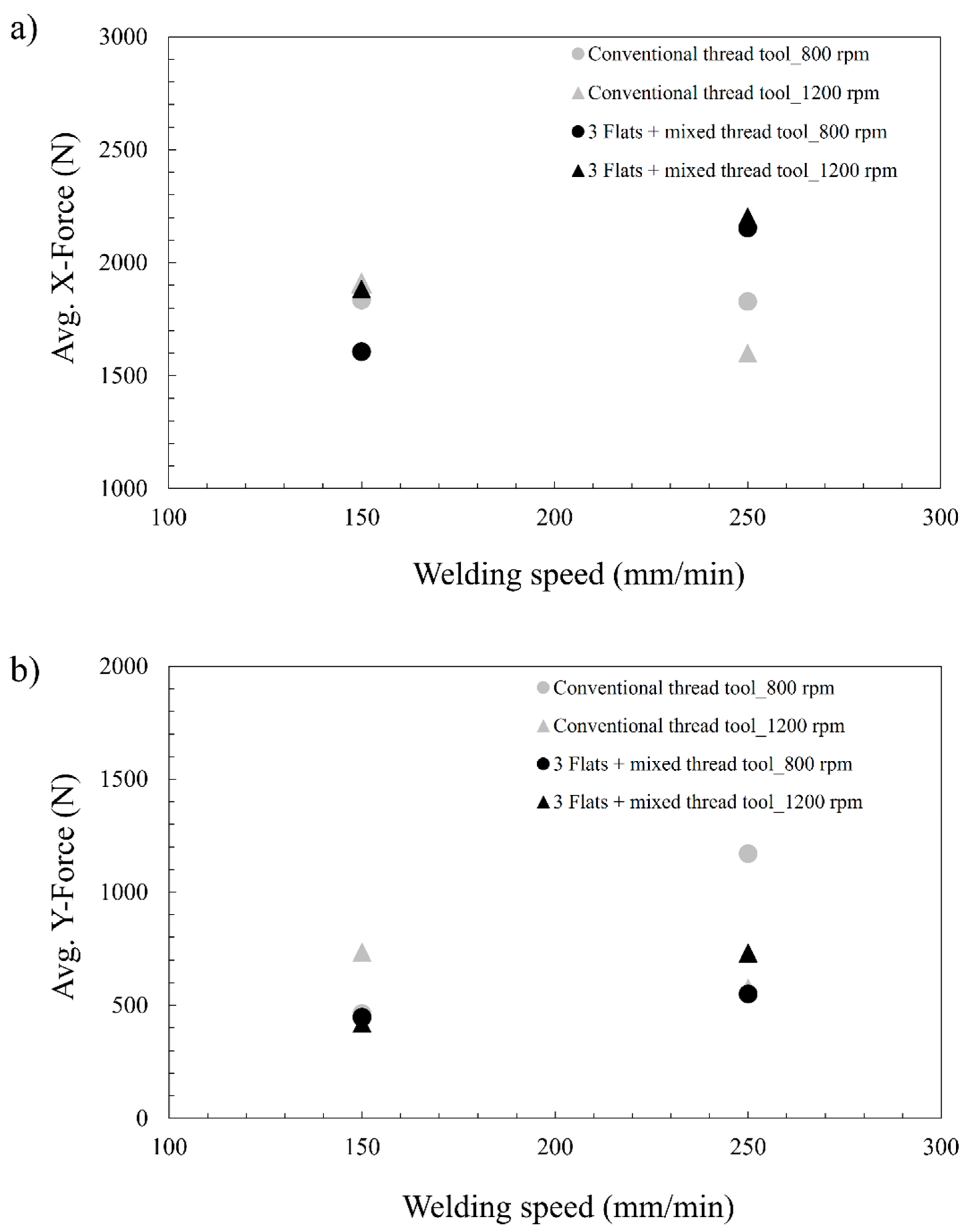
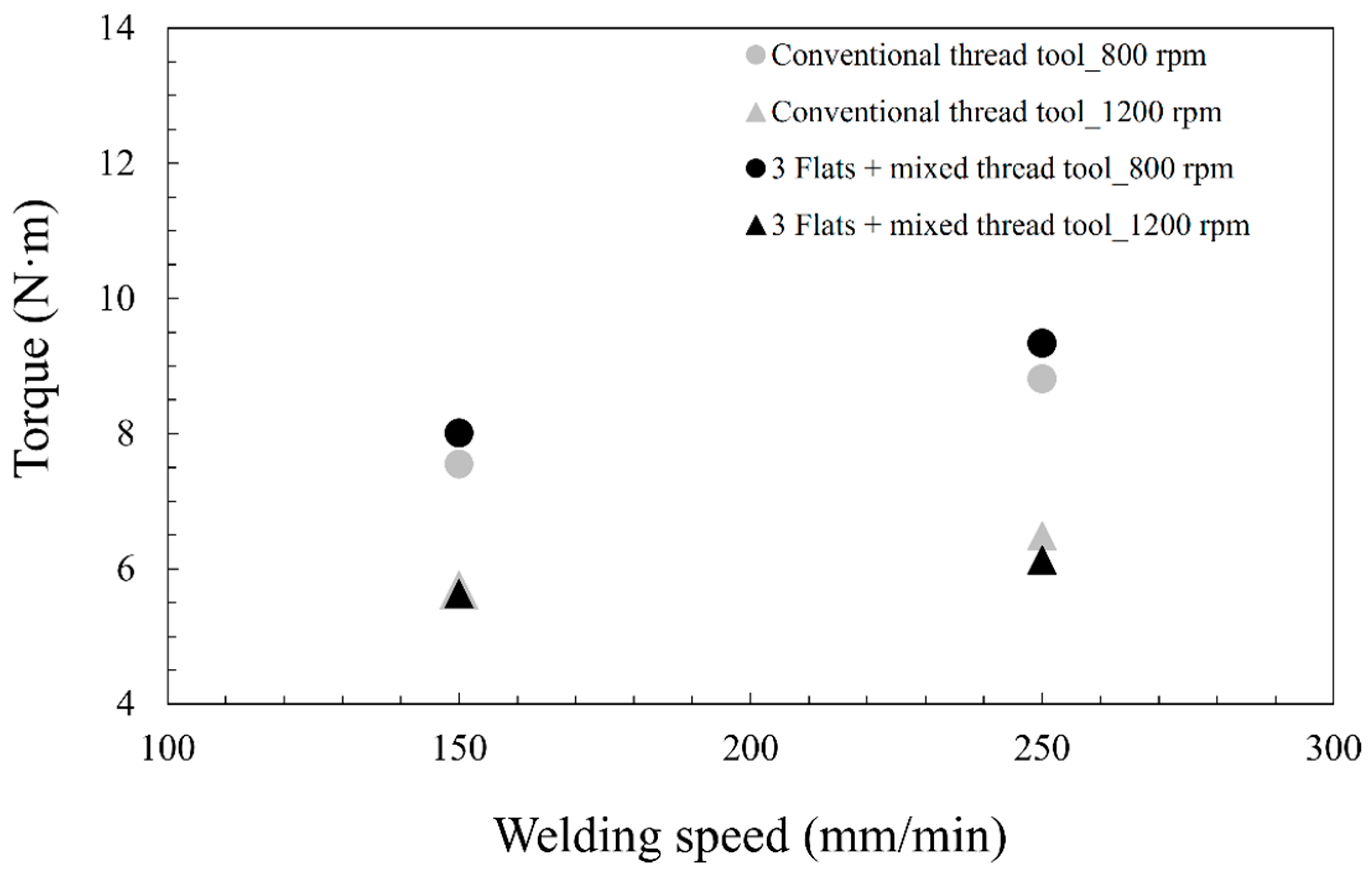
3.2. Reaction Forces during FSW Process
4. Conclusions
- Generally larger ELW values were obtained using the conventional threaded tool, although also larger hook heights were formed by this tool geometry. The increment of the ELW and the hook heights was estimated in a 30% and a 138% respectively.
- The 3 flats + mixed thread tool showed the capability to keep the hook height values low irrespective of the employed welding parameters. Therefore, the capability to limit the vertical material flow at the faying surface of the materials has been demonstrated.
- For both tools, a general trend was observed showing an increase of the reaction forces (X and Y) and torque values when increasing the welding speed. A clear trend showing an increase of the torque values when using lower rotational speeds and higher welding speeds was observed.
- The reaction forces during FSW depend on the welding parameters and tool geometry, which influence the formation of hooks and cold lap defects. No clear relationship between these joint features and reaction forces was found in this investigation.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Starke, E.A.; Staley, J.T. Application of modern aluminum alloys to aircraft. Progress Aerosp. Sci. 1996, 32, 131–172. [Google Scholar] [CrossRef]
- Alexopoulos, N.D.; Gialos, A.A.; Zeimpekis, V.; Velonaki, Z.; Kashaev, N.; Riekehr, S.; Karanika, A. Laser beam welded structures for a regional aircraft: Weight, cost and carbon footprint savings. J. Manuf. Syst. 2016, 39, 38–52. [Google Scholar] [CrossRef]
- Sánchez Amaya, J.M.; Amaya-Vázquez, M.R.; Botana, F.J. 8—Laser welding of light metal alloys: Aluminium and titanium alloys. In Handbook of Laser Welding Technologies; Katayama, S., Ed.; Woodhead Publishing Series in Electronic and Optical Materials; Woodhead Publishing: Cambridge, UK, 2013; pp. 215–254. ISBN 978-0-85709-264-9. [Google Scholar]
- Gialos, A.A.; Zeimpekis, V.; Alexopoulos, N.D.; Kashaev, N.; Riekehr, S.; Karanika, A. Investigating the impact of sustainability in the production of aeronautical subscale components. J. Clean. Prod. 2018, 176, 785–799. [Google Scholar] [CrossRef]
- Aldanondo, E.; Arruti, E.; Alvarez, P.; Echeverria, A. Mechanical and Microstructural Properties of FSW Lap Joints. In Friction Stir Welding and Processing VII; Mishra, R., Mahoney, M.W., Sato, Y., Hovanski, Y., Verma, R., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 195–203. ISBN 978-3-319-48108-1. [Google Scholar]
- Arbegast, W.J. A flow-partitioned deformation zone model for defect formation during friction stir welding. Scr. Mater. 2008, 58, 372–376. [Google Scholar] [CrossRef] [Green Version]
- Guerra, M.; Schmidt, C.; McClure, J.C.; Murr, L.E.; Nunes, A.C. Flow patterns during friction stir welding. Mater. Charact. 2002, 49, 95–101. [Google Scholar] [CrossRef] [Green Version]
- Kashaev, N.; Ventzke, V.; Çam, G. Prospects of laser beam welding and friction stir welding processes for aluminum airframe structural applications. J. Manuf. Process. 2018, 36, 571–600. [Google Scholar] [CrossRef]
- Edwards, L.; Fitzpatrick, M.E.; Irving, P.E.; Sinclair, I.; Zhang, X.; Yapp, D. An Integrated Approach to the Determination and Consequences of Residual Stress on the Fatigue Performance of Welded Aircraft Structures. J. ASTM Int. 2006, 3. [Google Scholar] [CrossRef] [Green Version]
- Richter-Trummer, V.; Moreira, P.M.G.P.; Ribeiro, J.; de Castro, P.M.S.T. The contour method for residual stress determination applied to an AA6082-T6 friction stir butt weld. Mater. Sci. Forum 2011, 681, 177–181. [Google Scholar] [CrossRef] [Green Version]
- Guo, J.; Fu, H.; Pan, B.; Kang, R. Recent progress of residual stress measurement methods: A review. Chin. J. Aeronaut. 2020. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, M.; Zhang, X.; Zhu, Z.; Yu, T.; Yang, G. Effect of Welding Speed on Defect Features and Mechanical Performance of Friction Stir Lap Welded 7B04 Aluminum Alloy. Metals 2016, 6, 87. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.; Fu, L.; Liang, P.; Liu, F. Defect features, texture and mechanical properties of friction stir welded lap joints of 2A97 Al-Li alloy thin sheets. Mater. Charact. 2017, 125, 160–173. [Google Scholar] [CrossRef]
- Song, Y.; Yang, X.; Cui, L.; Hou, X.; Shen, Z.; Xu, Y. Defect features and mechanical properties of friction stir lap welded dissimilar AA2024–AA7075 aluminum alloy sheets. Mater. Des. 2014, 55, 9–18. [Google Scholar] [CrossRef]
- Buffa, G.; Campanile, G.; Fratini, L.; Prisco, A. Friction stir welding of lap joints: Influence of process parameters on the metallurgical and mechanical properties. Mater. Sci. Eng. A 2009, 519, 19–26. [Google Scholar] [CrossRef]
- Dubourg, L.; Merati, A.; Jahazi, M. Process optimisation and mechanical properties of friction stir lap welds of 7075-T6 stringers on 2024-T3 skin. Mater. Des. 2010, 31, 3324–3330. [Google Scholar] [CrossRef]
- Liu, H.; Hu, Y.; Peng, Y.; Dou, C.; Wang, Z. The effect of interface defect on mechanical properties and its formation mechanism in friction stir lap welded joints of aluminum alloys. J. Mater. Process. Technol. 2016, 238, 244–254. [Google Scholar] [CrossRef]
- Chen, G.; Li, H.; Wang, G.; Guo, Z.; Zhang, S.; Dai, Q.; Wang, X.; Zhang, G.; Shi, Q. Effects of pin thread on the in-process material flow behavior during friction stir welding: A computational fluid dynamics study. Int. J. Mach. Tools Manuf. 2018, 124, 12–21. [Google Scholar] [CrossRef]
- Xu, Z.; Li, Z.; Lv, Z.; Zhang, L. Effect of Welding Speed on Joint Features and Lap Shear Properties of Stationary Shoulder FSLWed Alclad 2024 Al Alloy. J. Mater. Eng. Perform. 2017, 26, 1358–1364. [Google Scholar] [CrossRef]
- Zhou, Z.; Yue, Y.; Ji, S.; Li, Z.; Zhang, L. Effect of rotating speed on joint morphology and lap shear properties of stationary shoulder friction stir lap welded 6061-T6 aluminum alloy. Int. J. Adv. Manuf. Technol. 2017, 88, 2135–2141. [Google Scholar] [CrossRef]
- Ji, S.; Li, Z.; Zhou, Z.; Wu, B. Effect of Thread and Rotating Speed on Material Flow Behavior and Mechanical Properties of Friction Stir Lap Welding Joints. J. Mater. Eng. Perform. 2017, 26, 5085–5096. [Google Scholar] [CrossRef]
- Liu, Z.; Zhou, Z.; Ji, S. Improving interface morphology and shear failure load of friction stir lap welding by changing material concentrated zone location. Int. J. Adv. Manuf. Technol. 2018, 95, 4013–4022. [Google Scholar] [CrossRef]
- ISO25239 (2011) Friction Stir Welding-Aluminium, Part 5: Quality and Inspection Requirements; The International Organization for Standardization (ISO): Geneva, Switzerland, 2011.
- Balakrishnan, M.; Leitão, C.; Arruti, E.; Aldanondo, E.; Rodrigues, D.M. Influence of pin imperfections on the tensile and fatigue behaviour of AA 7075-T6 friction stir lap welds. Int. J. Adv. Manuf. Technol. 2018, 97, 3129–3139. [Google Scholar] [CrossRef]
- Eswara Prasad, N.; Gokhale, A.A.; Wanhill, R.J.H. Aluminium–Lithium Alloys. In Aerospace Materials and Material Technologies: Volume 1: Aerospace Materials; Prasad, N.E., Wanhill, R.J.H., Eds.; Indian Institute of Metals Series; Springer: Singapore, 2017; pp. 53–72. ISBN 978-981-10-2134-3. [Google Scholar]
- Starke, E.A. Chapter 1—Historical Development and Present Status of Aluminum–Lithium Alloys. In Aluminum-lithium Alloys; Eswara Prasad, N., Gokhale, A.A., Wanhill, R.J.H., Eds.; Butterworth-Heinemann: Boston, MA, USA, 2014; pp. 3–26. ISBN 978-0-12-401698-9. [Google Scholar]
- Meng, X.; Xu, Z.; Huang, Y.; Xie, Y.; Wang, Y.; Wan, L.; Lv, Z.; Cao, J. Interface characteristic and tensile property of friction stir lap welding of dissimilar aircraft 2060-T8 and 2099-T83 Al–Li alloys. Int. J. Adv. Manuf. Technol. 2018, 94, 1253–1261. [Google Scholar] [CrossRef]
- Costa, M.I.; Verdera, D.; Costa, J.D.; Leitao, C.; Rodrigues, D.M. Influence of pin geometry and process parameters on friction stir lap welding of AA5754-H22 thin sheets. J. Mater. Process. Technol. 2015, 225, 385–392. [Google Scholar] [CrossRef]
- Li, Z.; Yue, Y.; Ji, S.; Chai, P.; Zhou, Z. Joint features and mechanical properties of friction stir lap welded alclad 2024 aluminum alloy assisted by external stationary shoulder. Mater. Des. 2016, 90, 238–247. [Google Scholar] [CrossRef]
- Shirazi, H.; Kheirandish, S.; Pouraliakbar, H. Employing hooking and effective sheet thickness to achieve optimum failure load in lap joints of friction stir welded AA5456 aluminum. Theor. Appl. Fract. Mech. 2020, 105, 102423. [Google Scholar] [CrossRef]
- Yue, Y.; Li, Z.; Ji, S.; Huang, Y.; Zhou, Z. Effect of Reverse-threaded Pin on Mechanical Properties of Friction Stir Lap Welded Alclad 2024 Aluminum Alloy. J. Mater. Sci. Technol. 2016, 32, 671–675. [Google Scholar] [CrossRef]
- Reza-E-Rabby, M.; Reynolds, A.P. Some effects of tool geometric features on friction stir weld response parameters. Sci. Technol. Weld. Join. 2018, 23, 575–584. [Google Scholar] [CrossRef]
- Reza-E-Rabby, M.; Reynolds, A.P. Effect of Tool Pin Thread Forms on Friction Stir Weldability of Different Aluminum Alloys. Procedia Eng. 2014, 90, 637–642. [Google Scholar] [CrossRef]
- Reza-E-Rabby, M.; Tang, W.; Reynolds, A.P. Effects of thread interruptions on tool pins in friction stir welding of AA6061. Sci. Technol. Weld. Join. 2018, 23, 114–124. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Al | Si | Fe | Cu | Mn | Mg | Zn | Ti | Ag | Li | Zr |
|---|---|---|---|---|---|---|---|---|---|---|---|
| AA2060-T8E30 | Bal. | 0.07 | 0.07 | 3.4–4.5 | 0.1–0.5 | 0.6–1.1 | 0.3–0.5 | 0.1 | 0.05–0.5 | 0.6–0.9 | 0.05–0.15 |
| AA2099-T83 | Bal. | 0.05 | 0.07 | 2.4–3.0 | 0.1–0.5 | 0.1–0.5 | 0.4–1 | 0.1 | - | 1.6–2.0 | 0.05–0.12 |
| Rotational Speed (rpm) | Welding Speed (mm/min) |
|---|---|
| 800 and 150 | 800 and 250 |
| 1200 and 150 | 1200 and 250 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aldanondo, E.; Vivas, J.; Álvarez, P.; Hurtado, I. Effect of Tool Geometry and Welding Parameters on Friction Stir Welded Lap Joint Formation with AA2099-T83 and AA2060-T8E30 Aluminium Alloys. Metals 2020, 10, 872. https://doi.org/10.3390/met10070872
Aldanondo E, Vivas J, Álvarez P, Hurtado I. Effect of Tool Geometry and Welding Parameters on Friction Stir Welded Lap Joint Formation with AA2099-T83 and AA2060-T8E30 Aluminium Alloys. Metals. 2020; 10(7):872. https://doi.org/10.3390/met10070872
Chicago/Turabian StyleAldanondo, Egoitz, Javier Vivas, Pedro Álvarez, and Iñaki Hurtado. 2020. "Effect of Tool Geometry and Welding Parameters on Friction Stir Welded Lap Joint Formation with AA2099-T83 and AA2060-T8E30 Aluminium Alloys" Metals 10, no. 7: 872. https://doi.org/10.3390/met10070872