The Influence of the Process Parameters on the Densification and Microstructure Development of Laser Powder Bed Fused Inconel 939

 ,
,  ,
,  ,
,  ,
,  ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
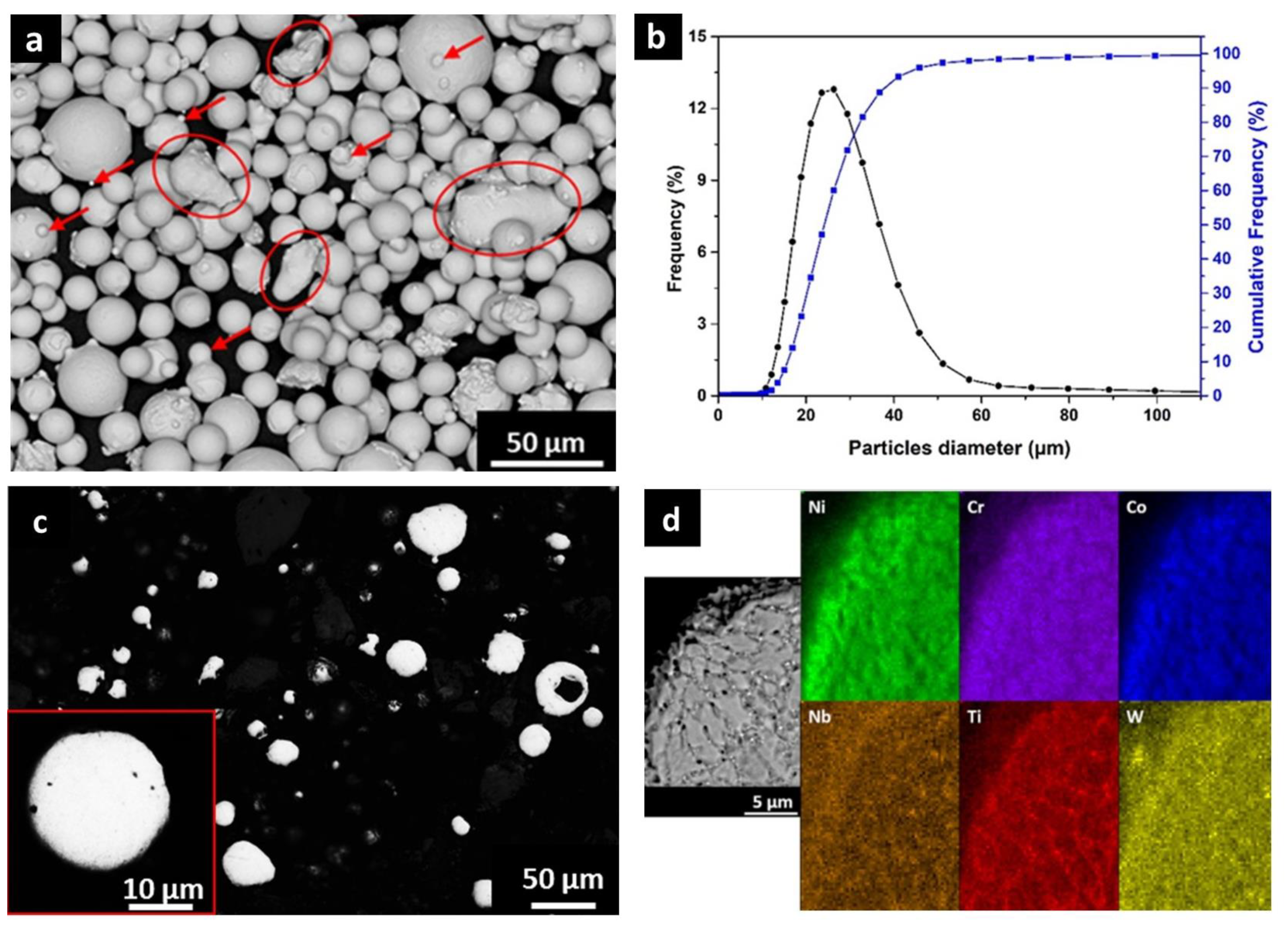
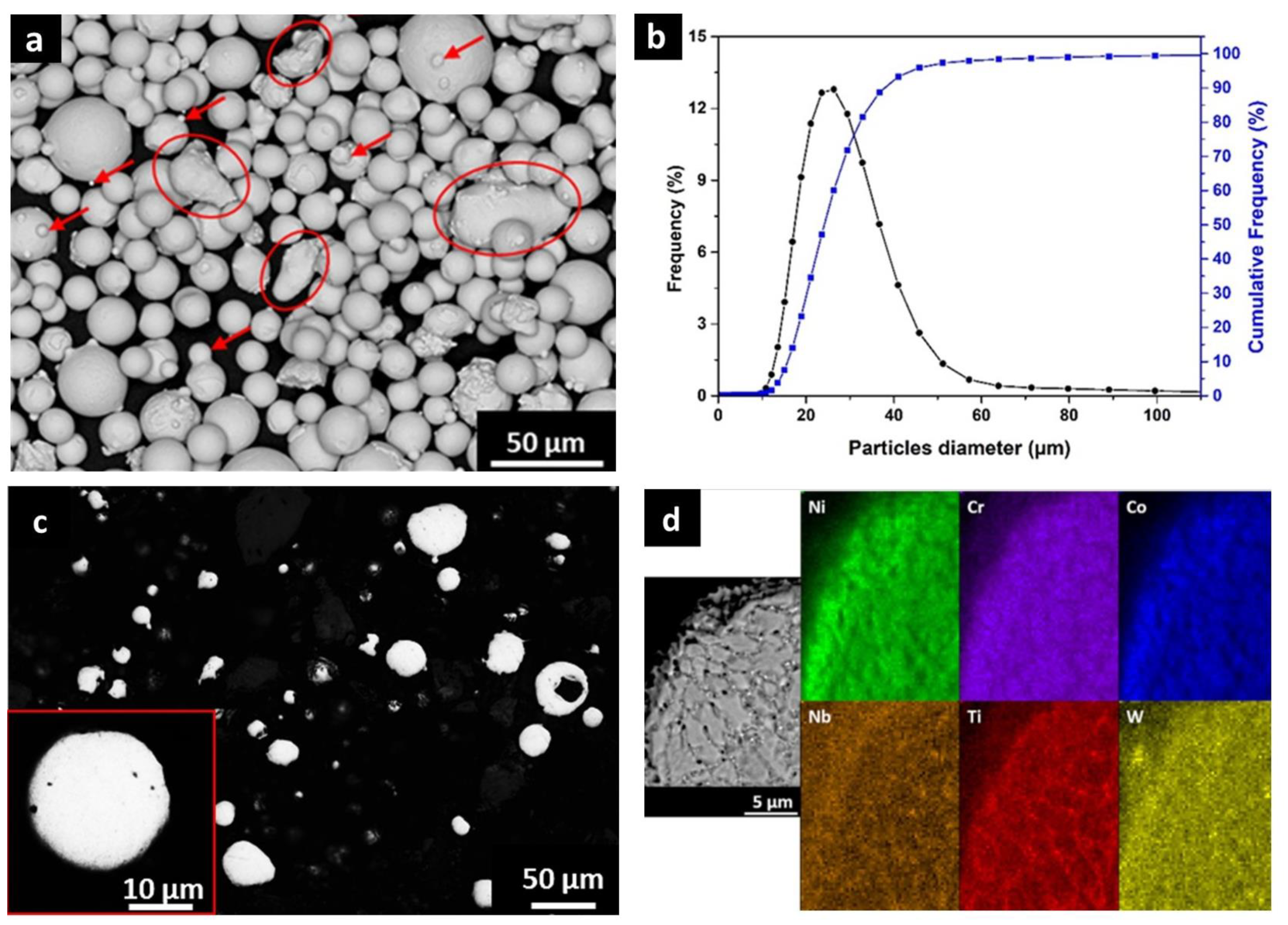
2.1. Powder Characterization
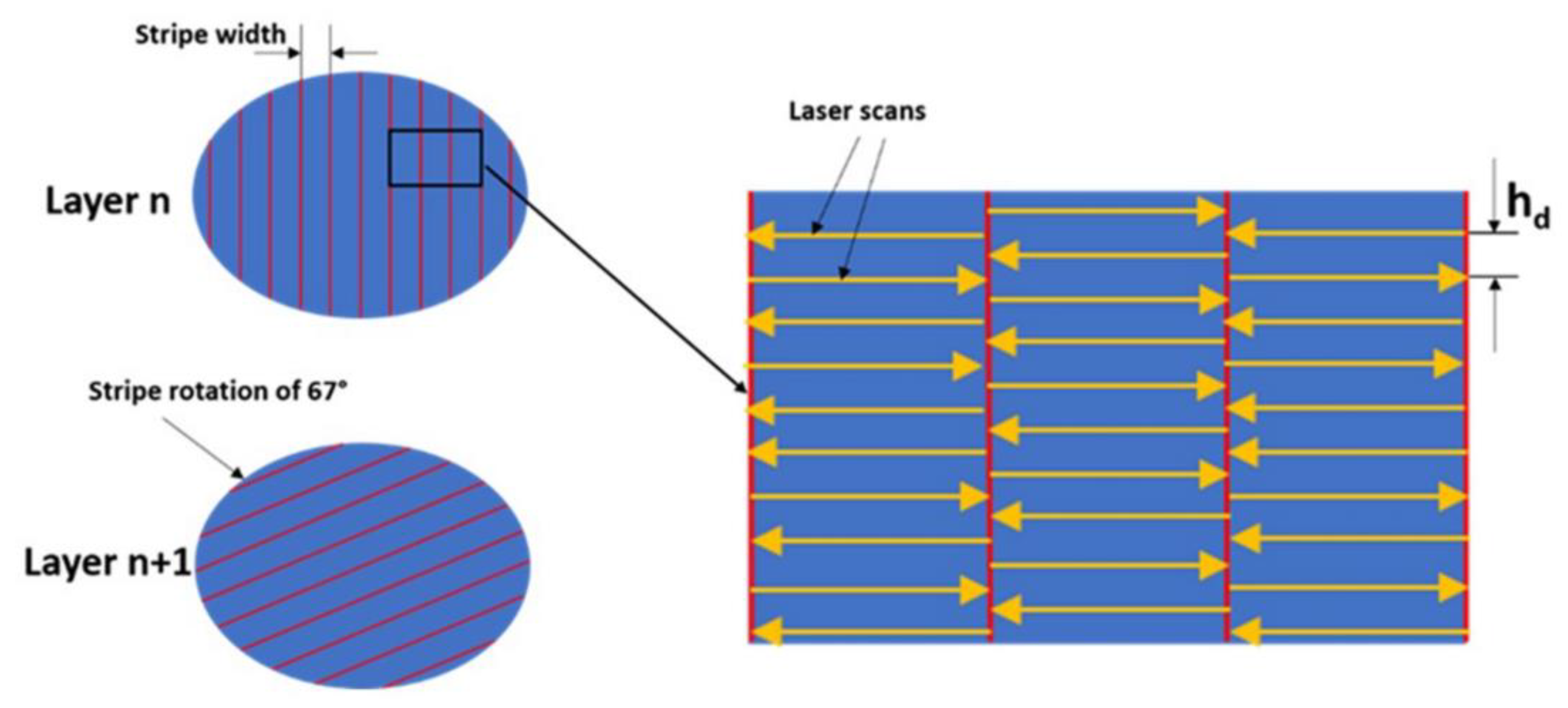
2.2. Process Parameter
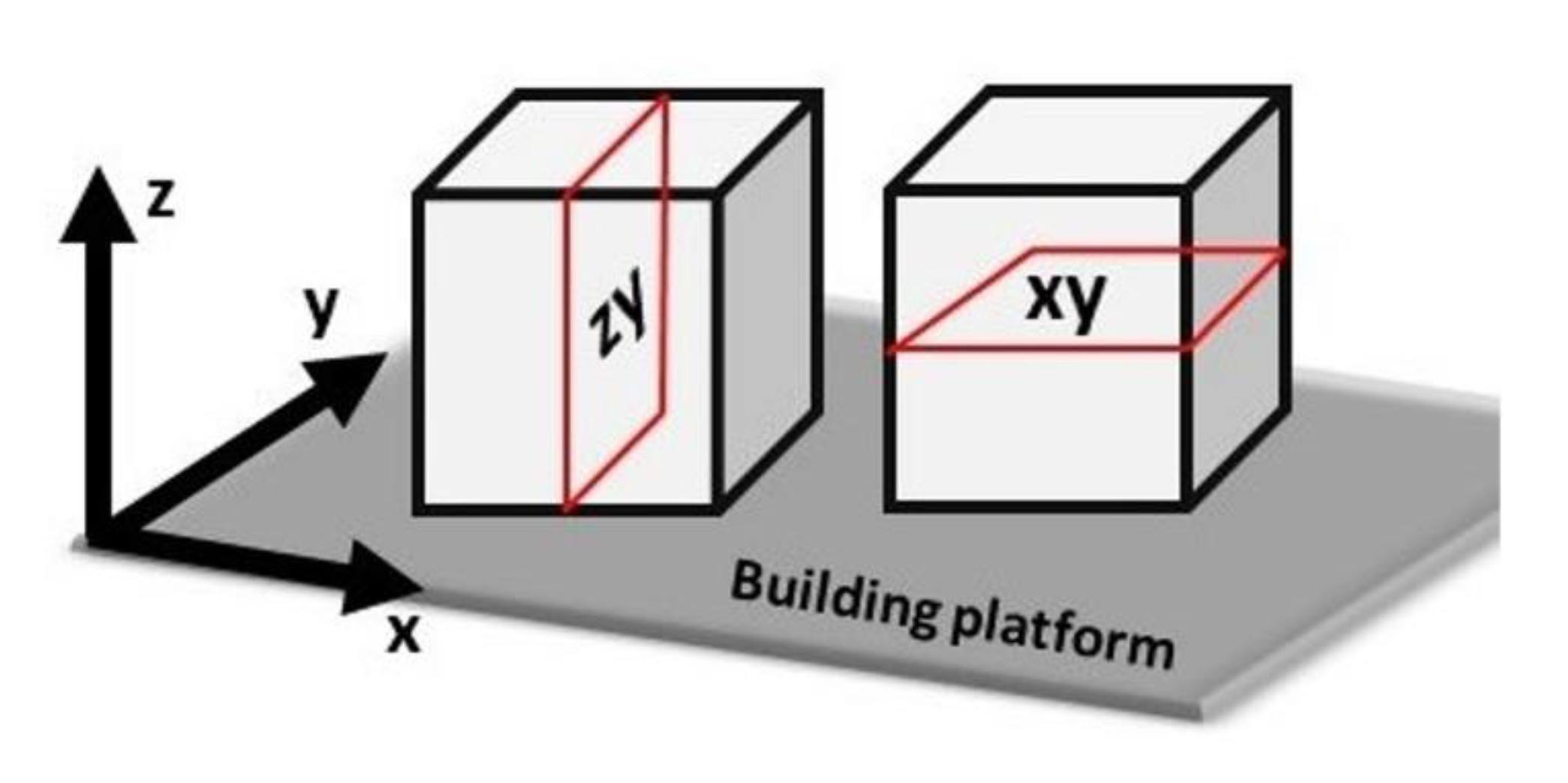
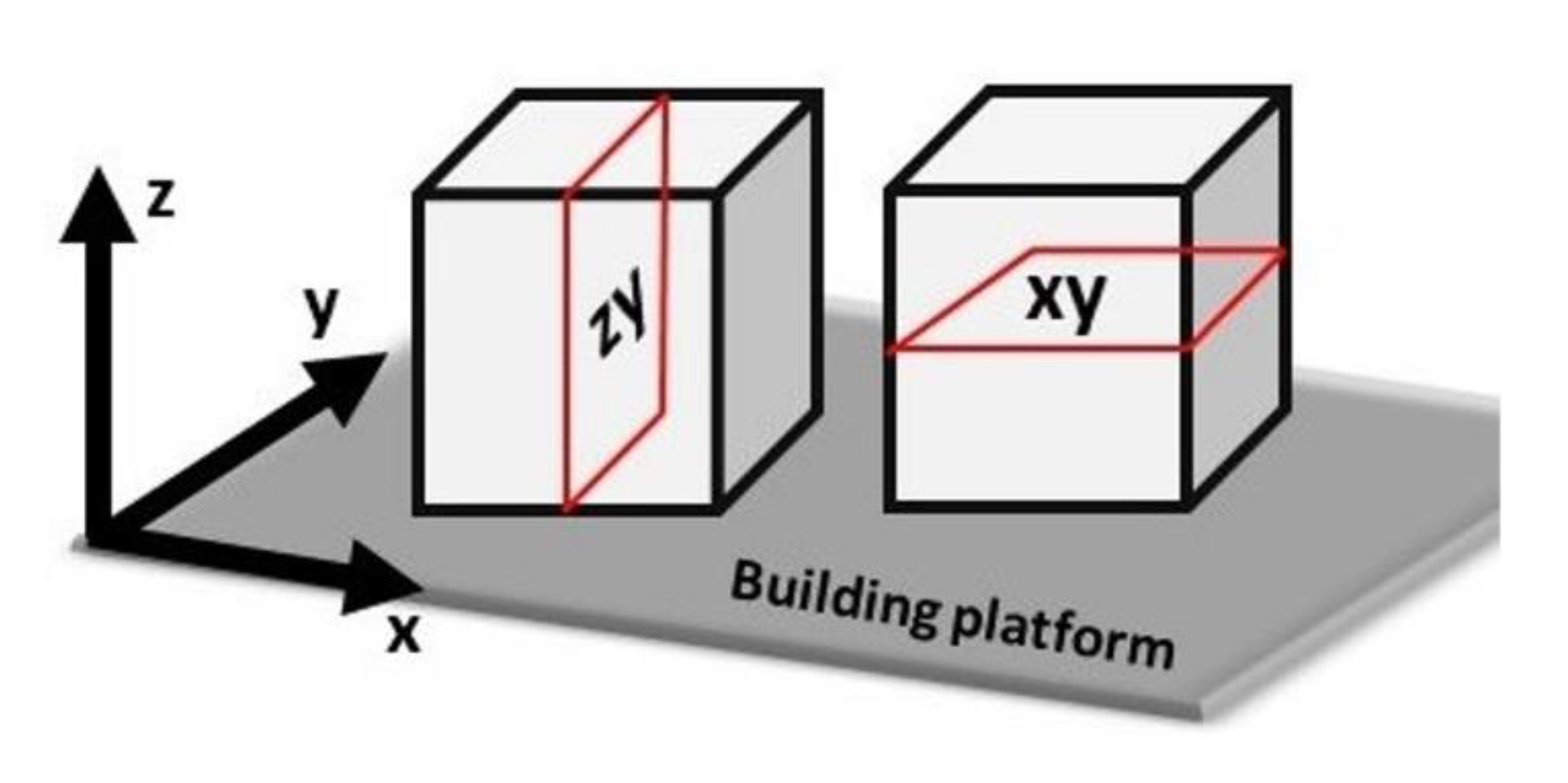
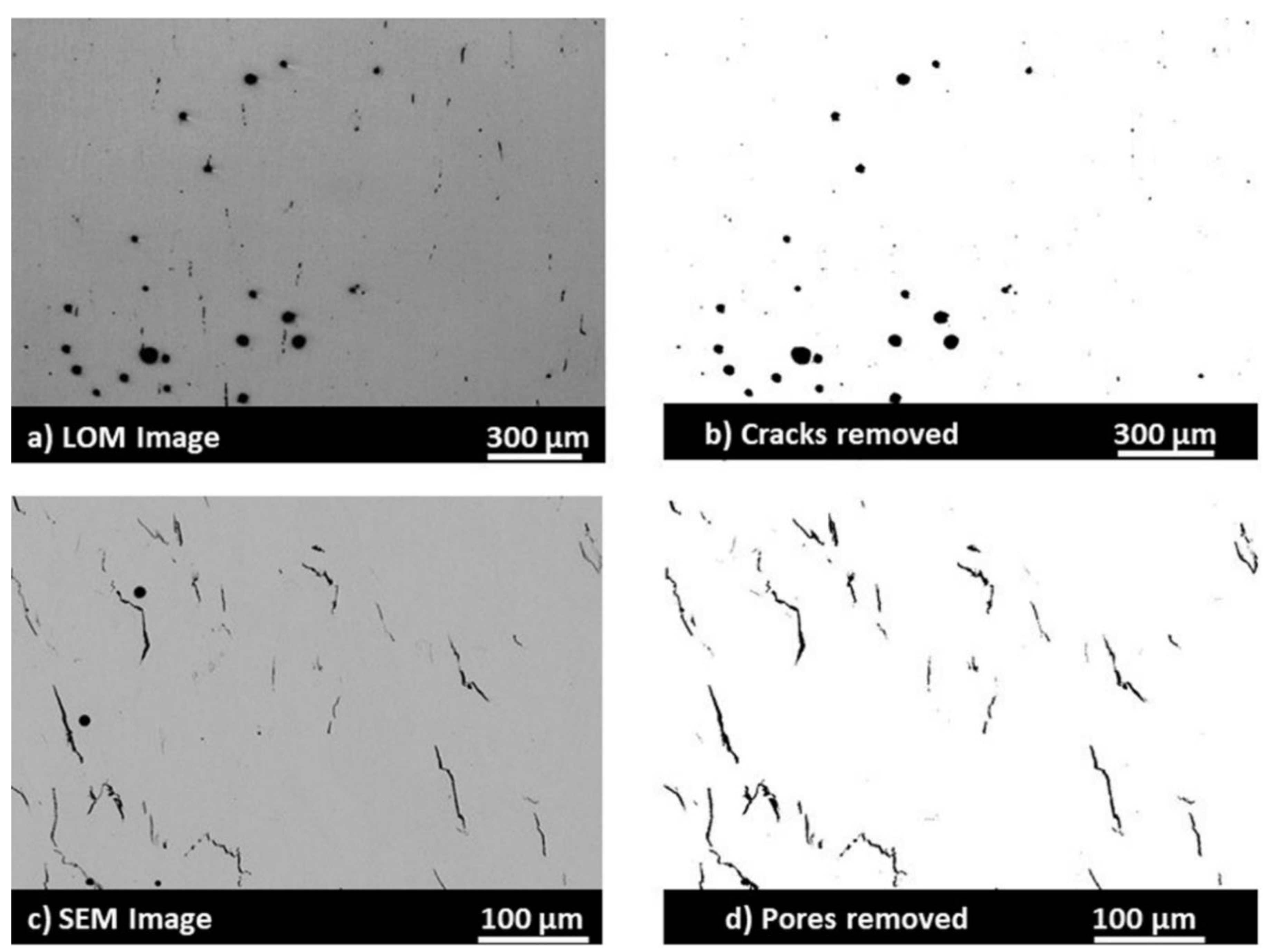
2.3. Microstructural Investigation
3. Results and Discussion
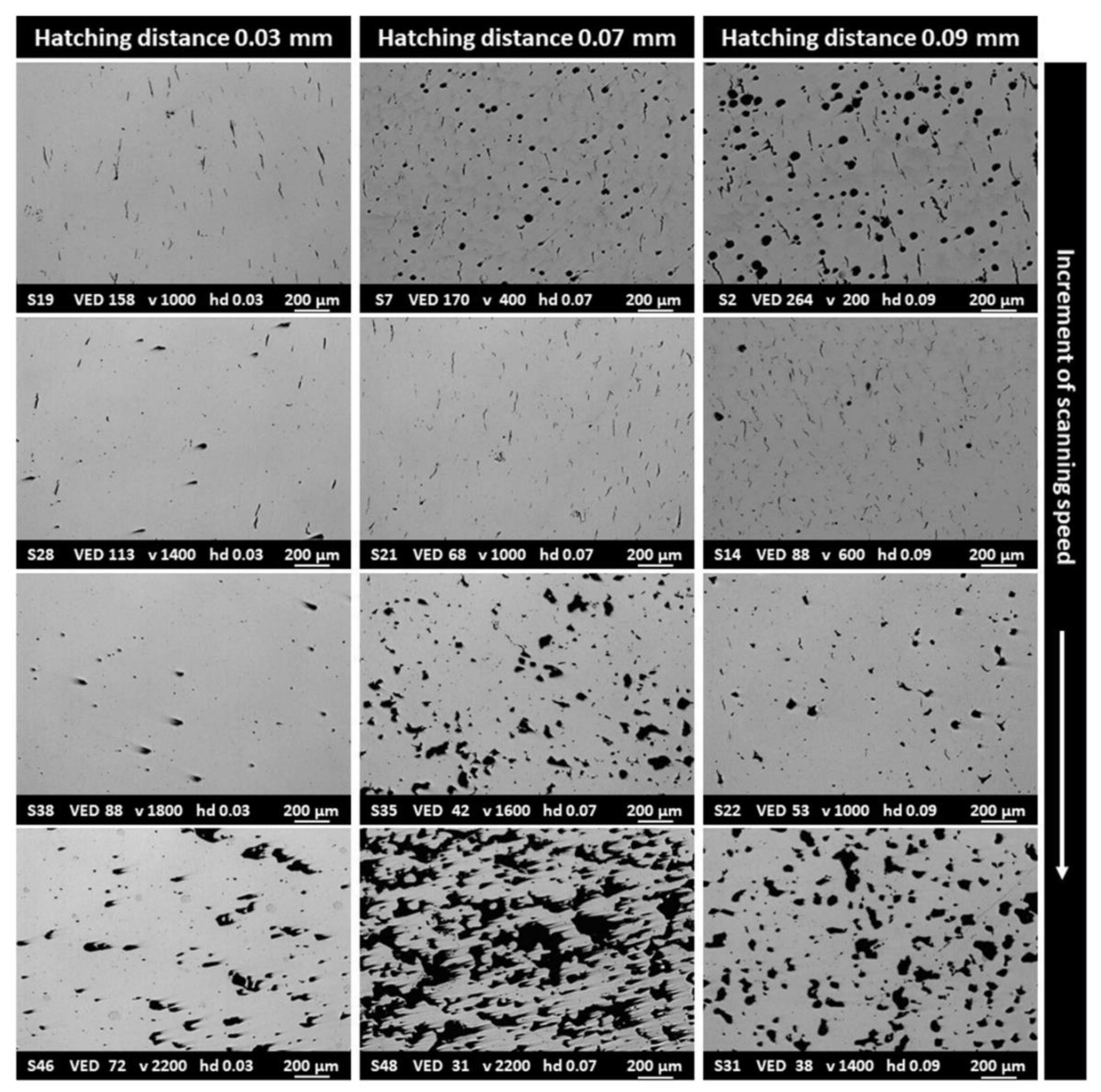
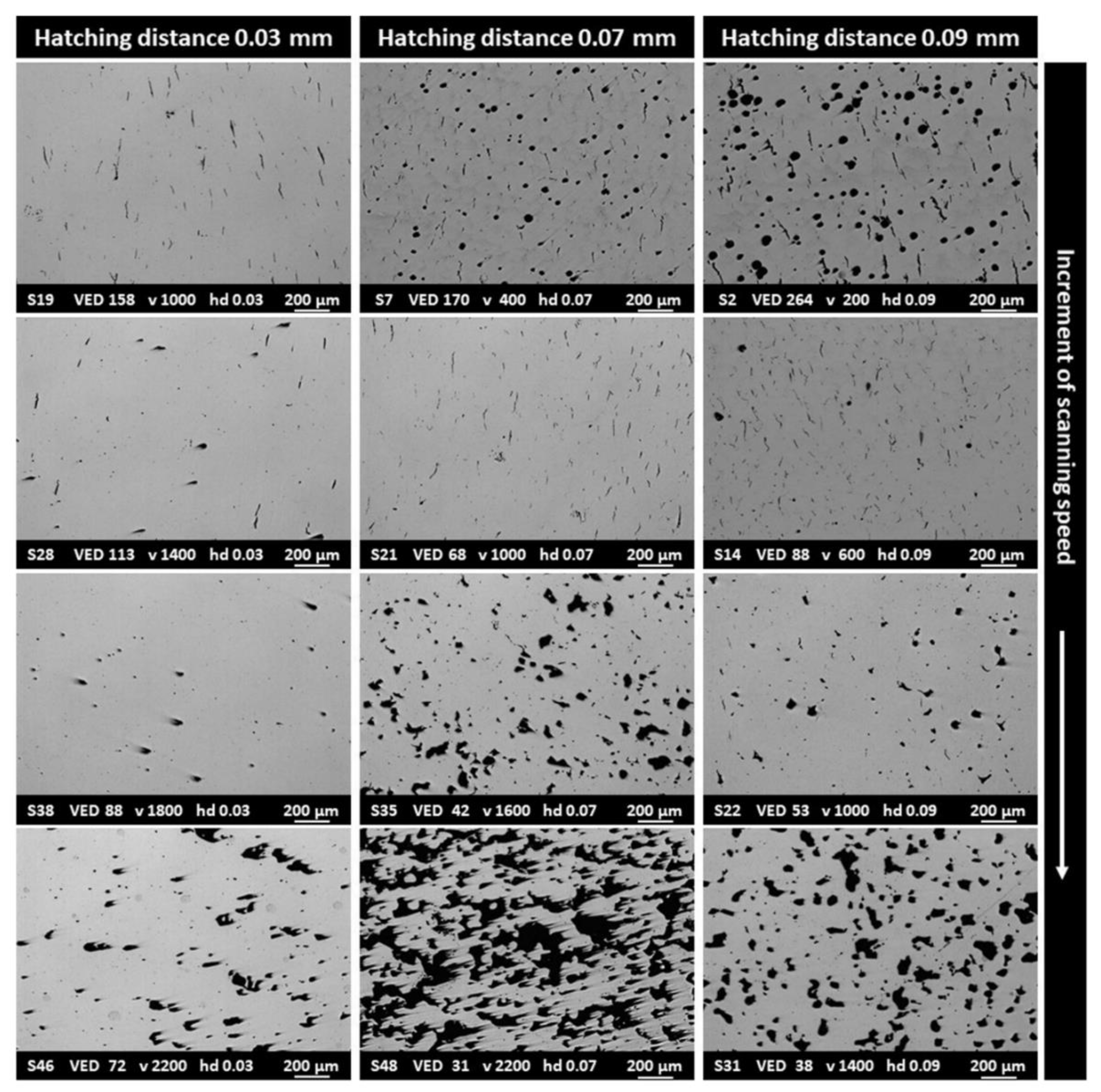
3.1. Influence of the Process Parameters on the Densification
- VED < 50 J/mm3 generated large pores and irregular lack of fusion, with sizes also larger than 200 µm, due to insufficient energy delivered to the material (Figure 5b);
- A wide range of VED values between 50 and 160 J/mm3 provided an adequate amount of energy to melt the powder, and the predominant defects resulted to be the spherical pores (Figure 5c), with sizes typically up to around 20 µm, while some rare irregular pores (lack of fusion) could be still detected. However, it should be noted that some conditions with a VED ranging from 100 to 160 J/mm3 triggered a high residual porosity, and consequently, the effect of the single parameters should also be considered. An in-depth analysis will be provided in the following part of this paper;
- For VED > 160 J/mm3, the energy gradually started inducing melt pool instability causing the formation of keyholes, with a large number of mostly spherical pores with sizes up to around 100 µm (Figure 5d).
3.2. Selection of Optimal Parameters
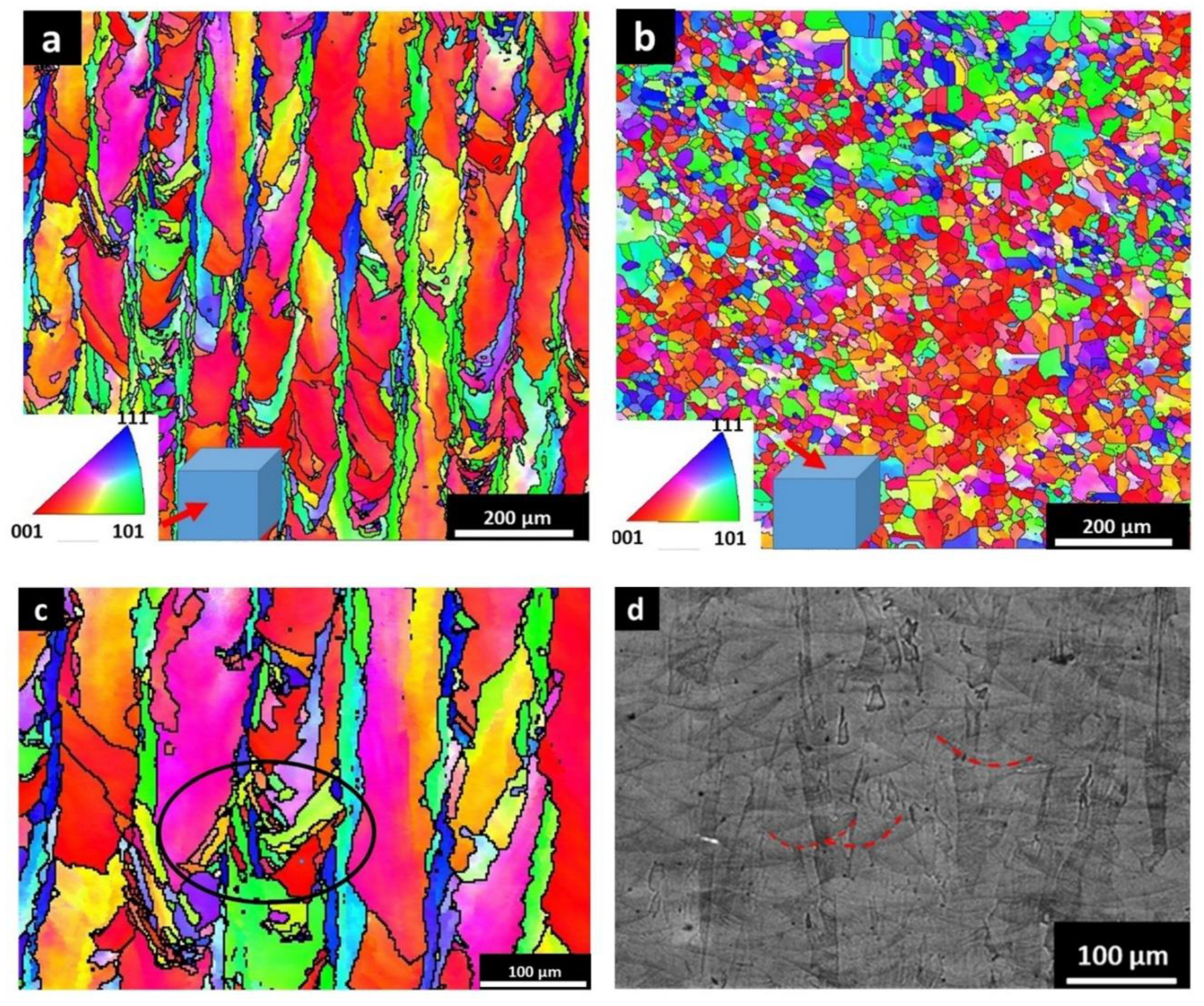
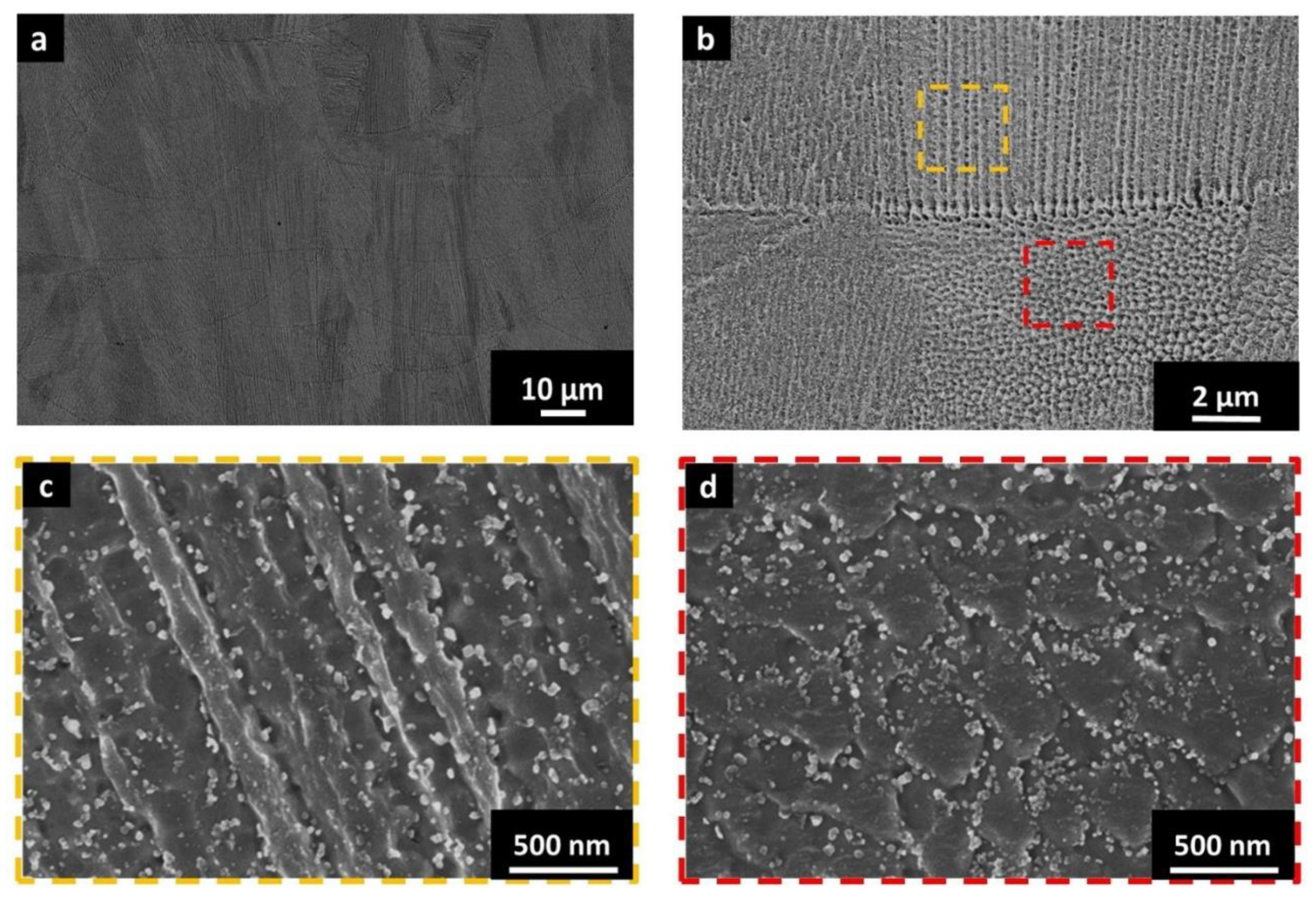
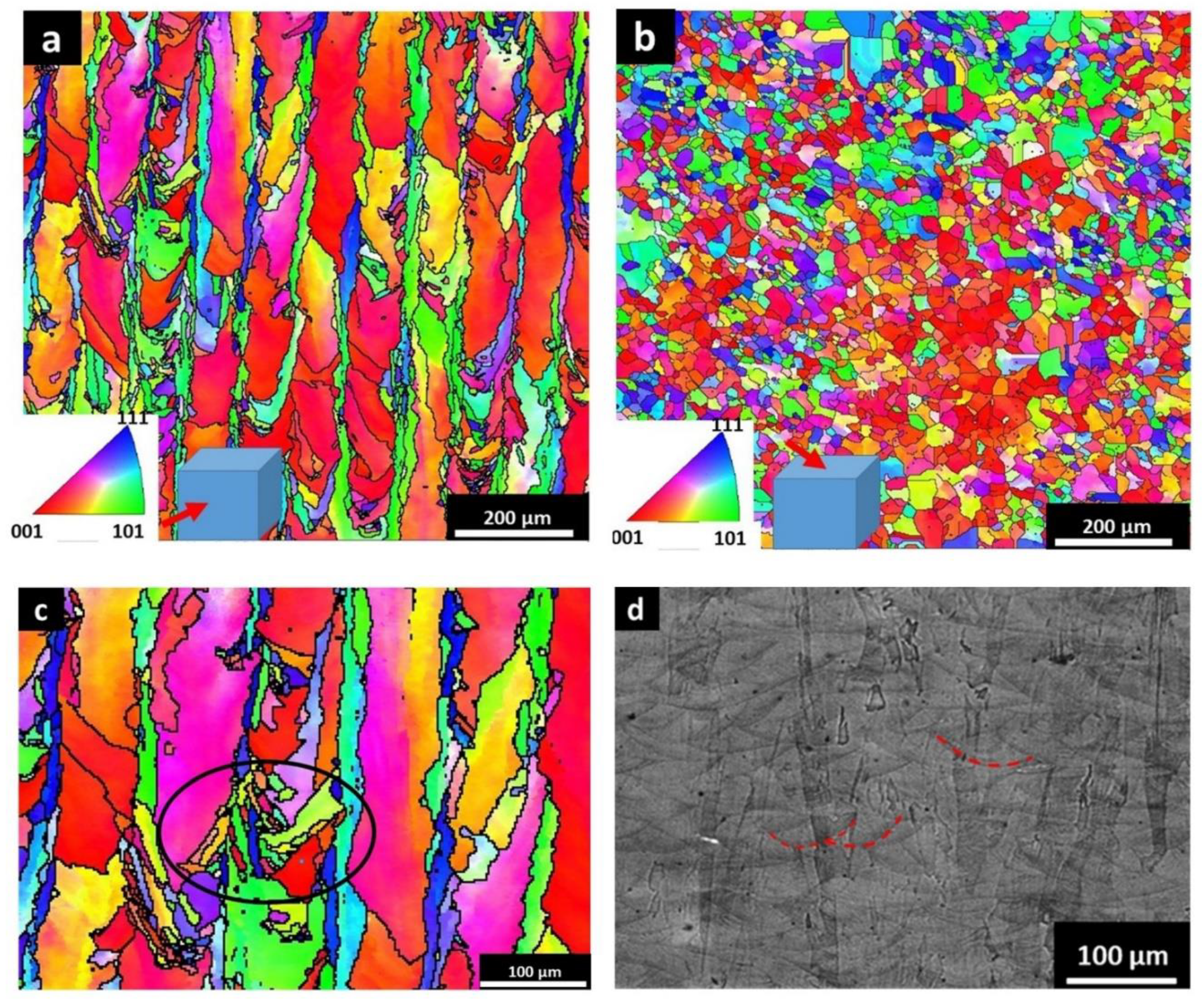
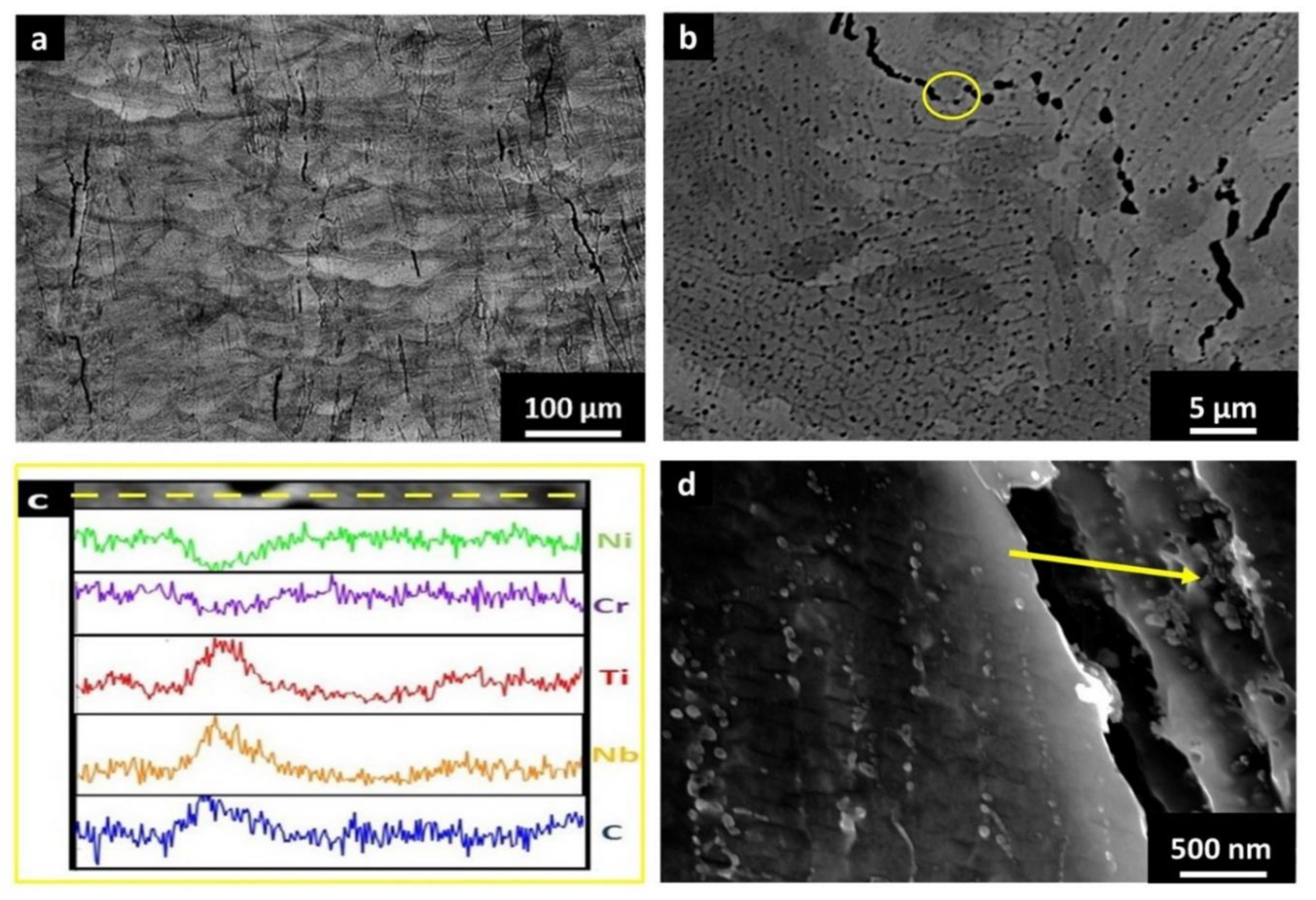
3.3. Microstructural Evaluation of LPBFed IN939
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample ID | v | hd | VED | Residual Porosity | Cracking Density |
|---|---|---|---|---|---|
| mm/s | mm | J/mm3 | % | mm/mm2 | |
| S1 | 100 | 0.15 | 317 | 8.79 ± 1.24 | 0.65 ± 0.36 |
| S2 | 200 | 0.09 | 264 | 8.35 ± 1.77 | 1.60 ± 0.62 |
| S3 | 200 | 0.11 | 216 | 2.83 ± 2.04 | 3.51 ± 1.38 |
| S4 | 200 | 0.13 | 183 | 3.54 ± 1.59 | 3.30 ± 0.44 |
| S5 | 200 | 0.15 | 158 | 3.37 ± 15.8 | 4.22 ± 0.78 |
| S6 | 400 | 0.05 | 238 | 2.54 ± 1.10 | 2.88 ± 0.56 |
| S7 | 400 | 0.07 | 170 | 3.40 ± 0.99 | 2.58 ± 1.46 |
| S8 | 400 | 0.09 | 132 | 3.39 ± 2.24 | 1.40 ± 0.90 |
| S9 | 400 | 0.11 | 108 | 1.43 ± 0.34 | 1.36 ± 1.16 |
| S10 | 400 | 0.13 | 91 | 1.74 ± 0.36 | 1.58 ± 0.74 |
| S11 | 400 | 0.15 | 79 | 2.07 ± 0.36 | 5.90 ± 0.79 |
| S12 | 600 | 0.05 | 158 | 0.58 ± 0.21 | 3.36 ± 1.19 |
| S13 | 600 | 0.07 | 113 | 0.78 ± 0.40 | 4.60 ± 1.25 |
| S14 | 600 | 0.09 | 88 | 0.82 ± 0.27 | 5.97 ± 0.60 |
| S15 | 600 | 0.11 | 72 | 0.82 ± 0.14 | 2.09 ± 1.18 |
| S16 | 800 | 0.05 | 119 | 0.28 ± 0.09 | 1.13 ± 0.52 |
| S17 | 800 | 0.07 | 85 | 0.29 ± 0.13 | 2.83 ± 0.91 |
| S18 | 800 | 0.09 | 66 | 0.36 ± 0.18 | 4.33 ± 1.08 |
| S19 | 1000 | 0.03 | 158 | 0.14 ± 0.08 | 0.80 ± 0.56 |
| S20 | 1000 | 0.05 | 95 | 0.21 ± 0.12 | 0.82 ± 0.57 |
| S21 | 1000 | 0.07 | 68 | 0.21 ± 0.09 | 2.60 ± 1.08 |
| S22 | 1000 | 0.09 | 53 | 1.83 ± 0.45 | 0.99 ± 0.68 |
| S23 | 1200 | 0.03 | 132 | 0.17 ± 0.08 | 0.38 ± 0.12 |
| S24 | 1200 | 0.05 | 79 | 0.17 ± 0.11 | 0.35 ± 0.33 |
| S25 | 1200 | 0.07 | 57 | 3.06 ± 0.35 | 0.22 ± 0.20 |
| S26 | 1200 | 0.09 | 44 | 18.41 ± 3.14 | 0.60 ± 0.23 |
| S27 | 1400 | 0.02 | 170 | 12.59 ± 4.80 | 0.64 ± 0.33 |
| S28 | 1400 | 0.03 | 113 | 0.35 ± 0.21 | 0.55 ± 0.24 |
| S29 | 1400 | 0.05 | 68 | 0.96 ± 0.76 | 0.51 ± 0.24 |
| S30 | 1400 | 0.07 | 48 | 10.33 ± 3.19 | 0.75 ± 0.42 |
| S31 | 1400 | 0.09 | 38 | 12.51 ± 1.99 | 0.66 ± 0.44 |
| S32 | 1600 | 0.02 | 148 | 5.25 ± 3.76 | 0.69 ± 0.60 |
| S33 | 1600 | 0.03 | 99 | 0.53 ± 0.23 | 0.23 ± 0.11 |
| S34 | 1600 | 0.05 | 59 | 1.40 ± 0.52 | 0.54 ± 0.23 |
| S35 | 1600 | 0.07 | 42 | 7.60 ± 2.76 | 1.28 ± 0.31 |
| S36 | 1600 | 0.09 | 33 | 17.65 ± 4.18 | 0.76 ± 0.38 |
| S37 | 1800 | 0.02 | 132 | 8.20 ± 2.85 | 0.70 ± 0.31 |
| S38 | 1800 | 0.03 | 88 | 0.67 ± 0.22 | 0.08 ± 0.02 |
| S39 | 1800 | 0.05 | 53 | 3.28 ± 1.50 | 0.30 ± 0.12 |
| S40 | 1800 | 0.07 | 38 | 19.51 ± 1.48 | 0.18 ± 0.08 |
| S41 | 2000 | 0.02 | 119 | 9.82 ± 3.36 | 0.22 ± 0.14 |
| S42 | 2000 | 0.03 | 79 | 1.29 ± 0.33 | 0.15 ± 0.14 |
| S43 | 2000 | 0.05 | 48 | 7.26 ± 1.58 | 0.17 ± 0.05 |
| S44 | 2000 | 0.07 | 34 | 23.33 ± 3.25 | 0.31 ± 0.21 |
| S45 | 2200 | 0.02 | 108 | 15.40 ± 1.98 | 0.15 ± 0.06 |
| S46 | 2200 | 0.03 | 72 | 3.59 ± 1.64 | 0.20 ± 0.13 |
| S47 | 2200 | 0.05 | 43 | 12.96 ± 2.57 | 0.38 ± 0.17 |
| S48 | 2200 | 0.07 | 31 | 41.55 ± 3.94 | 0.31 ± 0.16 |
References
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 6608, 133–164. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Aristizabal, M.; Jamshidi, P.; Saboori, A.; Cox, S.C.; Attallah, M.M. Laser powder bed fusion of a Zr-alloy: Tensile properties and biocompatibility. Mater. Lett. 2020, 259, 126897. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Choudhury, I.; El-Baradie, M. Machinability of nickel-base super alloys: A general review. J. Mater. Process. Technol. 1998, 77, 278–284. [Google Scholar] [CrossRef]
- Carter, L.N.; Wang, X.; Read, N.; Khan, R.; Aristizabal, M.; Essa, K.; Attallah, M.M. Process optimisation of selective laser melting using energy density model for nickel based superalloys. Mater. Sci. Technol. 2016, 836, 1–5. [Google Scholar] [CrossRef]
- Chlebus, E.; Gruber, K.; Kuźnicka, B.; Kurzac, J.; Kurzynowski, T. Effect of heat treatment on the microstructure and mechanical properties of Inconel 718 processed by selective laser melting. Mater. Sci. Eng. A 2015, 639, 647–655. [Google Scholar] [CrossRef]
- Kim, S.H.; Shin, G.-H.; Kim, B.-K.; Kim, K.T.; Yang, D.-Y.; Aranas, C.; Choi, J.-P.; Yu, J.-H. Thermo-mechanical improvement of Inconel 718 using ex situ boron nitride-reinforced composites processed by laser powder bed fusion. Sci. Rep. 2017, 7, 14359. [Google Scholar] [CrossRef] [PubMed]
- Marchese, G.; Bassini, E.; Calandri, M.; Ambrosio, E.P.; Calignano, F.; Lorusso, M.; Manfredi, D.; Pavese, M.; Biamino, S.; Fino, P. Microstructural investigation of as-fabricated and heat- treated Inconel 625 and Inconel 718 fabricated by direct metal laser sintering: Contribution of Politecnico di Torino and Istituto Italiano di Tecnologia (IIT) di Torino. Met. Powder Rep. 2016, 71, 273–278. [Google Scholar] [CrossRef]
- Barros, R.; Silva, F.J.G.; Gouveia, R.M.; Saboori, A.; Marchese, G.; Biamino, S.; Salmi, A.; Atzeni, E. Laser Powder Bed Fusion of Inconel 718: Residual Stress Analysis Before and After Heat Treatment. Metals 2019, 9, 1290. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Li, C.; Guo, Q.; Ma, Z.; Huang, Y.; Li, H.; Liu, Y. Hot tensile behavior of cold-rolled Inconel 718 alloy at 650 °C: The role of δ phase. Mater. Sci. Eng. A 2018, 722, 136–146. [Google Scholar] [CrossRef]
- Nalawade, S.A.; Sundararaman, M.; Singh, J.B.; Verma, A.; Kishore, R. Precipitation of γ′ phase in δ-precipitated Alloy 718 during deformation at elevated temperatures. Mater. Sci. Eng. A 2010, 527, 2906–2909. [Google Scholar] [CrossRef]
- Smith, G.D.; Tillack, D.J.; Patel, S.J. Alloy 625—Impressive Past/Significant Presence/Awesome Future. Superalloys 2001, 718, 35–46. [Google Scholar] [CrossRef]
- Floreen, S.; Fuchs, G.E.; Yang, W.J. The Metallurgy of Alloy 625. Superalloys 1994, 718, 13–37. [Google Scholar] [CrossRef]
- Marchese, G.; Bassini, E.; Aversa, A.; Lombardi, M.; Ugues, D.; Fino, P.; Biamino, S. Microstructural Evolution of Post-Processed Hastelloy X Alloy Fabricated by Laser Powder Bed Fusion. Materials 2019, 12, 486. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tomus, D.; Rometsch, P.A.; Heilmaier, M.; Wu, X. Effect of minor alloying elements on crack-formation characteristics of Hastelloy-X manufactured by selective laser melting. Addit. Manuf. 2017, 16, 65–72. [Google Scholar] [CrossRef]
- Carter, L.N.; Martin, C.; Withers, P.J.; Attallah, M.M. The influence of the laser scan strategy on grain structure and cracking behaviour in SLM powder-bed fabricated nickel superalloy. J. Alloys Compd. 2014, 615, 338–347. [Google Scholar] [CrossRef]
- Carter, L.N.; Attallah, M.M.; Reed, R.C. Laser Powder Bed Fabrication of Nickel-Base Superalloys: Influence of Parameters; Characterisation, Quantification and Mitigation of Cracking. In Proceedings of the Superalloys 2012: 12th International Symposium on Superalloys, Hoboken, NJ, USA, 9–13 September 2012; pp. 577–586. [Google Scholar] [CrossRef]
- Wang, X.; Carter, L.N.; Pang, B.; Attallah, M.M.; Loretto, M.H. Microstructure and yield strength of SLM-fabricated CM247LC Ni-Superalloy. Acta Mater. 2017, 128, 87–95. [Google Scholar] [CrossRef]
- Divya, V.D.; Muñoz-Moreno, R.; Messé, O.M.D.M.; Barnard, J.S.; Baker, S.; Illston, T.; Stone, H.J. Microstructure of selective laser melted CM247LC nickel-based superalloy and its evolution through heat treatment. Mater. Charact. 2016, 114, 62–74. [Google Scholar] [CrossRef] [Green Version]
- Cloots, M.; Uggowitzer, P.J.; Wegener, K. Investigations on the microstructure and crack formation of IN738LC samples processed by selective laser melting using Gaussian and doughnut profiles. Mater. Des. 2016, 89, 770–784. [Google Scholar] [CrossRef]
- Qiu, C.; Chen, H.; Liu, Q.; Yue, S.; Wang, H. On the solidification behaviour and cracking origin of a nickel-based superalloy during selective laser melting. Mater. Charact. 2019, 148, 330–344. [Google Scholar] [CrossRef]
- Tomus, D.; Jarvis, T.; Wu, X.; Mei, J.; Rometsch, P.; Herny, E.; Rideau, J.F.; Vaillant, S. Controlling the microstructure of Hastelloy-X components manufactured by Selective Laser Melting. Phys. Procedia 2013, 41, 823–827. [Google Scholar] [CrossRef] [Green Version]
- Marchese, G.; Basile, G.; Bassini, E.; Aversa, A.; Lombardi, M.; Ugues, D.; Fino, P.; Biamino, S. Study of the microstructure and cracking mechanisms of Hastelloy X produced by laser powder bed fusion. Materials 2018, 11, 106. [Google Scholar] [CrossRef] [Green Version]
- Sanchez-mata, O.; Wang, X.; Muñiz-lerma, J.A.; Shandiz, M.A.; Gauvin, R.; Brochu, M. Fabrication of Crack-Free Nickel-Based Superalloy Considered Non-Weldable during Laser Powder Bed Fusion. Materials 2018, 11, 1288. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Lu, F.; Zhang, K.; Nie, P.; Hosseini, S.R.E.; Feng, K.; Li, Z. Dendritic microstructure and hot cracking of laser additive manufactured Inconel 718 under improved base cooling. J. Alloys Compd. 2016, 670, 312–321. [Google Scholar] [CrossRef]
- Lippold, J.C.; Sowards, J.W.; Murray, G.M.; Alexandrov, B.T.; Ramirez, A.J. Weld solidification cracking in solid-solution strengthened ni-base filler metals. In Hot Cracking Phenomena in Welds II; Springer: Berlin/Heidelberg, Germany, 2008; pp. 147–170. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, H.; Xu, L.; Xu, J.; Ren, X.; Chen, X. Cracking mechanism and susceptibility of laser melting deposited Inconel 738 superalloy. Mater. Des. 2019, 183, 108105. [Google Scholar] [CrossRef]
- Attallah, M.M.; Jennings, R.; Wang, X.; Carter, L.N. Additive manufacturing of Ni-based superalloys: The outstanding issues. MRS Bull. 2016, 41, 758–764. [Google Scholar] [CrossRef]
- Moosavy, H.N.; Aboutalebi, M.R.; Seyedein, S.H. An analytical algorithm to predict weldability of precipitation—strengthened nickel-base superalloys. J. Mater. Process. Technol. 2012, 212, 2210–2218. [Google Scholar] [CrossRef]
- Bassini, E.; Marchese, G.; Cattano, G.; Lombardi, M.; Biamino, S.; Ugues, D. Influence of solutioning on microstructure and hardness of hot isostatically pressed Astroloy. J. Alloys Compd. 2017, 723, 1082–1090. [Google Scholar] [CrossRef]
- Tomus, D.; Tian, Y.; Rometsch, P.A.; Heilmaier, M.; Wu, X. Influence of post heat treatments on anisotropy of mechanical behaviour and microstructure of Hastelloy-X parts produced by selective laser melting. Mater. Sci. Eng. A 2016, 667, 42–53. [Google Scholar] [CrossRef]
- González Albarrán, M.A.; Martínez, D.I.; Díaz, E.; Díaz, J.C.; Guzman, I.; Saucedo, E.; Guzman, A.M. Effect of preweld heat treatment on the microstructure of heat-affected zone (HAZ) and weldability of Inconel 939 superalloy. J. Mater. Eng. Perform. 2014, 23, 1125–1130. [Google Scholar] [CrossRef]
- González, M.A.; Martínez, D.I.; Pérez, A.; Guajardo, H. Microstructural rejuvenation through non-conventional heat treatments of an inconel 939 superalloy. Mater. Res. Soc. Symp. Proc. 2012, 1372, 89–96. [Google Scholar] [CrossRef]
- González, M.A.; Martínez, D.I.; Pérez, A.; Guajardo, H.; Garza, A. Microstructural response to heat affected zone cracking of prewelding heat-treated Inconel 939 superalloy. Mater. Charact. 2011, 62, 1116–1123. [Google Scholar] [CrossRef]
- Shaw, S.W.K. Response of in-939 to Process Variations. Superalloys 1980, 275–284. [Google Scholar] [CrossRef]
- Jahangiri, M.R.; Abedini, M. Effect of long time service exposure on microstructure and mechanical properties of gas turbine vanes made of IN939 alloy. Mater. Des. 2014, 64, 588–600. [Google Scholar] [CrossRef]
- Zhu, J.; Wise, A.; Nuhfer, T.; Holcomb, G.R.; Jablonski, P.D.; Sridhar, S.; Laughlin, D.E. High-temperature-oxidation-induced ordered structure in Inconel 939 superalloy exposed to oxy-combustion environments. Mater. Sci. Eng. A 2013, 566, 134–142. [Google Scholar] [CrossRef] [Green Version]
- Jahangiri, M.R.; Arabi, H.; Boutorabi, S.M.A. Comparison of microstructural stability of IN939 superalloy with two different manufacturing routes during long-time aging. Trans. Nonferrous Met. Soc. China 2014, 24, 1717–1729. [Google Scholar] [CrossRef]
- Footner, P.K.; Richards, B.P. Long-term growth of superalloy γ′ particles. J. Mater. Sci. 1982, 17, 2141–2153. [Google Scholar] [CrossRef]
- Mišković, Z.; Jovanović, M.; Gligić, M.; Lukić, B. Microstructural investigation of IN 939 superalloy. Vacuum 1992, 43, 709–711. [Google Scholar] [CrossRef]
- Kanagarajah, P.; Brenne, F.; Niendorf, T.; Maier, H.J. Inconel 939 processed by selective laser melting: Effect of microstructure and temperature on the mechanical properties under static and cyclic loading. Mater. Sci. Eng. A 2013, 588, 188–195. [Google Scholar] [CrossRef]
- Philpott, W.; Jepson, M.A.E.; Thomson, R.C. Comparison of the effects of a conventional heat treatment between cast and selective laser melted IN939 alloy. In Advances in Materials Technology for Fossil Power Plants—Proceedings from the 8th International Conference, Albufeira, Portugal, 11–14 October 2016; Parker, J., Shingledecker, J., Siefert, J., Eds.; Electric Power Research Institute (EPRI): Palo Alto, CA, USA, 2016. [Google Scholar]
- Read, N.; Wang, W.; Essa, K.; Attallah, M.M. Selective laser melting of AlSi10Mg alloy: Process optimisation and mechanical properties development. Mater. Des. 2015, 65, 417–424. [Google Scholar] [CrossRef] [Green Version]
- Marchese, G.; Aversa, A.; Lorusso, M.; Manfredi, D.; Calignano, F.; Lombardi, M.; Biamino, S.; Pavese, M. Development and characterisation of aluminium matrix nanocomposites ALSi10Mg/MgAl2O4 by laser powder bed fusion. Metals 2018, 8, 175. [Google Scholar] [CrossRef] [Green Version]
- Moussaoui, K.; Rubio, W.; Mousseigne, M.; Sultan, T.; Rezai, F. Effects of Selective Laser Melting additive manufacturing parameters of Inconel 718 on porosity, microstructure and mechanical properties. Mater. Sci. Eng. A 2018, 735, 182–190. [Google Scholar] [CrossRef] [Green Version]
- Scipioni Bertoli, U.; Wolfer, A.J.; Matthews, M.J.; Delplanque, J.P.R.; Schoenung, J.M. On the limitations of Volumetric Energy Density as a design parameter for Selective Laser Melting. Mater. Des. 2017, 113, 331–340. [Google Scholar] [CrossRef] [Green Version]
- Marchese, G.; Parizia, S.; Rashidi, M.; Saboori, A.; Manfredi, D.; Ugues, D.; Lombardi, M.; Hryha, E.; Biamino, S. The role of texturing and microstructure evolution on the tensile behavior of heat-treated Inconel 625 produced via laser powder bed fusion. Mater. Sci. Eng. A 2020, 769, 138500. [Google Scholar] [CrossRef]
- Li, S.; Wei, Q.; Shi, Y.; Zhu, Z.; Zhang, D. Microstructure Characteristics of Inconel 625 Superalloy Manufactured by Selective Laser Melting. J. Mater. Sci. Technol. 2015, 31, 946–952. [Google Scholar] [CrossRef]
- Gibbons, T.B.; Stickler, R. IN939: Metallurgy, Properties and Performance. In High Temp. Alloys Gas Turbines; Springer: Dordrecht, The Netherlands, 1982; pp. 369–393. [Google Scholar]
- Zhang, F.; Levine, L.E.; Allen, A.J.; Stoudt, M.R.; Lindwall, G.; Lass, E.A.; Williams, M.E.; Idell, Y.; Campbell, C.E. Effect of heat treatment on the microstructural evolution of a nickel-based superalloy additive-manufactured by laser powder bed fusion. Acta Mater. 2018, 152, 200–214. [Google Scholar] [CrossRef]
- Stoudt, M.R.; Lass, E.A.; Ng, D.S.; Williams, M.E.; Zhang, F.; Campbell, C.E.; Lindwall, G.; Levine, L.E. The Influence of Annealing Temperature and Time on the Formation of δ-Phase in Additively-Manufactured Inconel 625. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2018, 49, 3028–3037. [Google Scholar] [CrossRef] [Green Version]
- Marchese, G.; Lorusso, M.; Parizia, S.; Bassini, E.; Lee, J.-W.; Calignano, F.; Manfredi, D.; Terner, M.; Hong, H.-U.; Ugues, D.; et al. Influence of heat treatments on microstructure evolution and mechanical properties of Inconel 625 processed by laser powder bed fusion. Mater. Sci. Eng. A 2018, 729, 64–75. [Google Scholar] [CrossRef]




| IN939 | Ni | Cr | Co | Ti | W | Al | Ta | Nb | C | Zr | B |
|---|---|---|---|---|---|---|---|---|---|---|---|
| (1) | Bal. | 22.50 | 19.00 | 3.70 | 2.10 | 1.90 | 1.50 | 1.00 | 0.14 | 0.10 | 0.01 |
| (2) | Bal. | 22.30 | 18.80 | 3.60 | 2.00 | 1.80 | 1.40 | 1.00 | 0.15 | 0.10 | - |
| (3) [37] | Bal. | 22.00–22.80 | 18.50–19.50 | 3.60–3.80 | 1.90–2.20 | 1.80–2.10 | 1.00–1.60 | 0.80–1.10 | 0.13–0.165 | 0.08–0.12 | 0.008–0.012 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marchese, G.; Parizia, S.; Saboori, A.; Manfredi, D.; Lombardi, M.; Fino, P.; Ugues, D.; Biamino, S. The Influence of the Process Parameters on the Densification and Microstructure Development of Laser Powder Bed Fused Inconel 939. Metals 2020, 10, 882. https://doi.org/10.3390/met10070882
Marchese G, Parizia S, Saboori A, Manfredi D, Lombardi M, Fino P, Ugues D, Biamino S. The Influence of the Process Parameters on the Densification and Microstructure Development of Laser Powder Bed Fused Inconel 939. Metals. 2020; 10(7):882. https://doi.org/10.3390/met10070882
Chicago/Turabian StyleMarchese, Giulio, Simone Parizia, Abdollah Saboori, Diego Manfredi, Mariangela Lombardi, Paolo Fino, Daniele Ugues, and Sara Biamino. 2020. "The Influence of the Process Parameters on the Densification and Microstructure Development of Laser Powder Bed Fused Inconel 939" Metals 10, no. 7: 882. https://doi.org/10.3390/met10070882
APA StyleMarchese, G., Parizia, S., Saboori, A., Manfredi, D., Lombardi, M., Fino, P., Ugues, D., & Biamino, S. (2020). The Influence of the Process Parameters on the Densification and Microstructure Development of Laser Powder Bed Fused Inconel 939. Metals, 10(7), 882. https://doi.org/10.3390/met10070882