Abstract
An Fe-0.15C-1.2Si-5Mn-0.09Nb-0.08V-0.07Mo (wt.%) medium manganese steel that was subjected to a novel austenite reverted transformation (ART) annealing process. This paper is based on the conventional ART annealing process, and a deformation and ART annealing process is proposed. The influence of the deformation degree on the microstructure and grain size of the medium manganese steel was determined by scanning electron microscopy (SEM), transmission electron microscopy (TEM), electron backscatter diffraction (EBSD) and X-ray diffraction (XRD). The results show that the deformation had a great effect on the microstructure evolution and grain size. The microstructure of the medium manganese steel after the deformation and ART annealing process was consistent with the theory of austenite reverse transformation, i.e., the martensite reverse transformation into austenite occurred during the deformation and ART annealing process. The final microstructure was a mixture of martensite and austenite. As the deformation degree increases, the martensite gradually refines, and carbides precipitate in the lath martensite. The retained austenite is gradually transformed from very large to small and is distributed between the martensite laths. The results show that when deformation occurs in the austenite region, a small deformation can obtain more retained austenite.
1. Introduction
High-strength steel is widely used in the field of automobile manufacturing [1,2,3]. The first generation of high-strength steel has high strength and low plasticity but cannot meet the requirements of the index of high strength and ductility. Due to the addition of a large number of alloying elements, the second generation of high-strength steel has an increased production cost and requires complicated processing steps. It is of great significance to develop third generation low-cost, high-strength and high-plasticity steel materials [4,5,6]. Scholars have performed a substantial amount of work in this field and have developed a variety of new heat treatment processes to improve the mechanical properties of high-strength steel [7,8,9,10]. The heat treatment referred to as austenite reverted transformation (ART) annealing can control the meta-stable austenite structure of medium manganese steel and has thus attracted wide attention. ART annealing of high-strength steels has become a research hotspot [11,12,13,14,15,16].
Morris et al. proposed the ART annealing process. A large number of austenite and martensite structures are retained by the ART annealing process of medium manganese steel, and the resulting comprehensive mechanical properties are significantly improved [17]. On this basis, Dong et al. proposed a method to control a multi-phase, meta-stable and multi-scale microstructure. Carbon manganese steels with different manganese contents were austenitized and then treated with an intermediate annealing process at AC1–AC3. An austenite and ferrite microstructure with refined grains was obtained [18]. Mueller et al. studied the accelerated ferrite-to-austenite transformation during the intercritical annealing of medium manganese steels due to cold rolling, and also explored some possible mechanisms for the accelerated α → γ transformation upon intercritical annealing due to continued prior cold deformation [19]. Gibbs et al. carried out an ART annealing process on medium manganese steel with a 7% Mn content at 600 °C and 650 °C. After annealing at 600 °C, the retained austenite had a high stability. After annealing at 650 °C, the retained austenite had a poor stability [20]. Aydin et al. studied medium manganese steel with 3%, 5% and 10% manganese contents. It was found that increasing the Mn content reduced the stacking fault energy in the austenite and promoted the formation of retained austenite [21]. Zhou studied the microstructural transformation of cold-rolled and ART-annealed medium manganese steel and revealed the relationship between the microstructure characteristics, such as the austenite morphology and grain size. However, the effect of high-temperature deformation on the microstructure after ART annealing was not considered [22]. Thus, the current research on the ART annealing process of medium manganese steel has mainly focused on the design of the chemical composition and the optimization of the annealing temperature. However, the deformation degree has an important influence on the initial austenite microstructure, which in turn affects the microstructure distribution and grain size of the retained austenite after annealing. In this paper, the effects of different deformation degrees on the microstructure and grain size of ART-annealed medium manganese steel are studied. The interaction mechanism of the deformation during the ART annealing process is revealed, which provides a theoretical and technical basis for improving the microstructure evolution of medium manganese steels.
2. Materials and Methods
The ingots were prepared in the laboratory and cut into blocks that were 20 mm in width, 20 mm in length, and 60 mm in thickness. The chemical composition of the experimental steel is provided in Table 1. Upon intercritical annealing, austenite forms, and C and Mn partitioning to austenite occurs, allowing all or some of the austenite to be stabilized to ambient temperatures upon cooling. Si can suppress the formation of carbide, increase the concentration of C in austenite, and improve the stability of the retained austenite. Nb can refine grains, which can improve the tensile strength and yield strength of steel. V is a stable element and has a precipitation strengthening effect.

Table 1.
Chemical compositions of the experimental steel (in weight %).
The continuous cooling transformation (CCT) diagram of the steel (Figure 1) was determined from the dilatometric data obtained by a Gleeble-3800 thermal simulator (DYNAMIC SYSTEMS Inc, Poestenkill, NY, USA). The figure shows that the bainite transformation of the experimental steel takes place at a low cooling rate, and that there is no ferrite and pearlite formation at each cooling rate. The addition of Mn improves the hardenability of the experimental steel, and the curve shifts to the right. This results in a relatively low AC1 temperature and a large temperature range for the two-phase region.
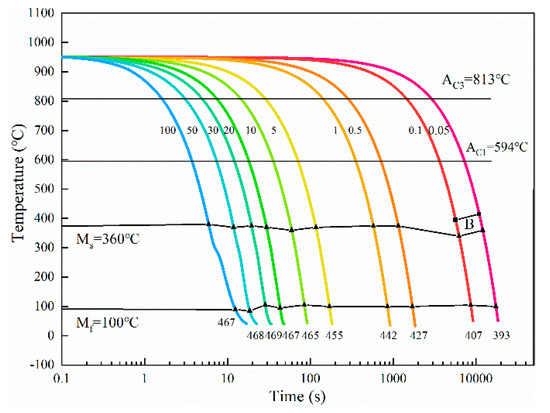
Figure 1.
Measured continuous cooling transformation (CCT) diagram of the experimental steel.
Round bar specimens with a length of 15 mm and a diameter of 10 mm were cut from the experimental steel for compressive deformation simulation experiments. The simulated deformation and ART annealing process were conducted in a Gleeble-3800 system, which is described in Figure 2. For the thermal simulation experiments, the rod samples were austenitized at 1200 °C for 12 min and then cooled to 1050 °C at 10 °C/s. After heating for 15 s, the deformation process was performed using compressions of 0%, 30%, 55% and 70%. The samples were directly quenched to 200 °C, intercritically annealed at 630 °C for 10 min, and finally air cooled to room temperature.
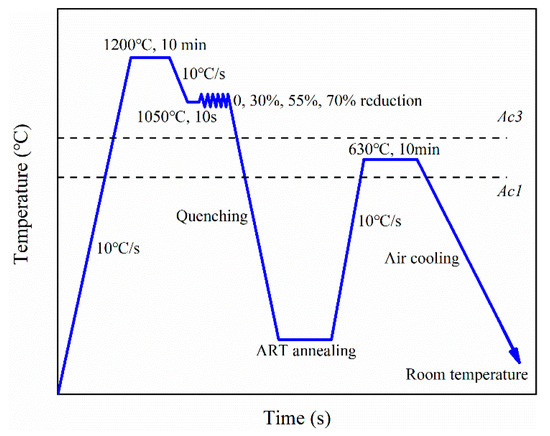
Figure 2.
Thermal cycles of the austenite reverted transformation (ART) annealing processes performed in a Gleeble-3800 thermal simulator with different deformation degrees.
After processing, the samples were cut on the plane perpendicular to the axis of compression for metallographic observation and carefully prepared according to standard methods. The microstructure characterization was carried out with scanning electron microscopy (SEM) on a Hitachi S-4300 scanning electron microscope (HITACHI Ltd, Chiyoda, Japan) and transmission electron microscopy (TEM) on a JEM-2010 transmission electron microscope (JEOL Ltd, Akishima, Japan). The specimens for SEM were polished and etched in 4% Nital solution. Thin foils were prepared using the twin-jet method and observed with high-resolution TEM. Electron backscattered diffraction (EBSD) examinations were performed with a Hitachi S-4300 scanning electron microscope equipped with a TSL EBSD system. The EBSD scan was carried out with a step size of 0.05 μm. To determine the volume fraction of the retained austenite and carbon at room temperature in the samples, X-ray diffraction experiments were performed in a D/max 2500 X-ray diffractometer (Rigaku, Akishima, Japan).
3. Results and Discussion
The X-ray diffraction (XRD) patterns of the samples are presented in Figure 3 for determination of the volume fractions of the retained austenite and carbon.
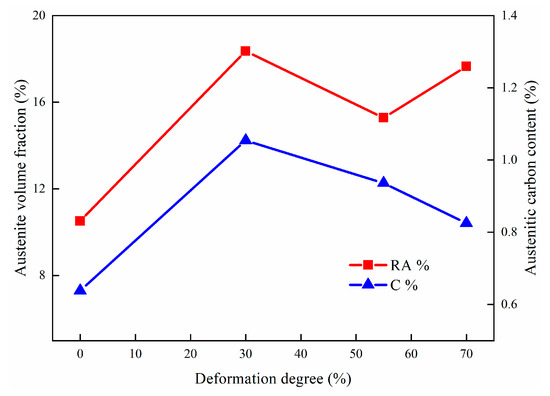
Figure 3.
Variation in retained austenite and carbon content after different degrees of deformation.
According to the quantitative XRD analysis results, the deformation has a great influence on the volume fractions of the retained austenite and carbon contents. When the deformation degree is 30%, the retained austenite content reaches 18.36%, and the carbon content in the austenite reaches 1.054%. When the deformation degree is increased to 55%, the retained austenite content gradually decreases. When the deformation degree is increased to 70%, the retained austenite content increases, and the carbon content decreases as the deformation degree increases. During the deformation process, there are two conflicting factors that impact the retained austenite content.
SEM micrographs of the specimens varying with different deformation degrees are shown in Figure 4. For a 30% deformation degree, the microstructure of the sample is mainly lath martensite, and there is also retained austenite. There are many elongated martensite laths arranged in parallel, and the retained austenite is distributed between the martensite laths. When the deformation degree increases from 30% to 55%, the length of lath martensitic decreases slightly. When the deformation increases to 70%, the length of lath martensitic decreases obviously, and the width of the lath also decreases. At a deformation temperature of 1050 °C, when the deformation degree is only 30%, the recrystallized austenite is weak. High-temperature deformation makes the austenite grains elongate along the forming direction. In this case, the probability of a reduction in the length of the lath martensite is greater, but the degree of reduction is limited. As the deformation degree increases, dynamic recrystallization and refinement of the austenite grains occur, which results in the newly formed martensite decreasing in size. The occurrence of dynamic recrystallization reduces the dislocation density, which leads to a decrease in the diffusion channels of carbon and manganese during annealing. Therefore, as the deformation degree increases, the retained austenite content gradually decreases, and carbides are precipitated in the lath martensite. As the deformation degree increases, the precipitation of carbides gradually increases, which is due to the precipitation of carbides during the high-temperature deformation and quenching processes. In the high-temperature range, carbon is in a state of thermodynamic stability in the austenite, the solubility of the carbides is high, and they do not precipitate readily. Under the action of an external force, the solubility of the carbon in the austenite decreases.
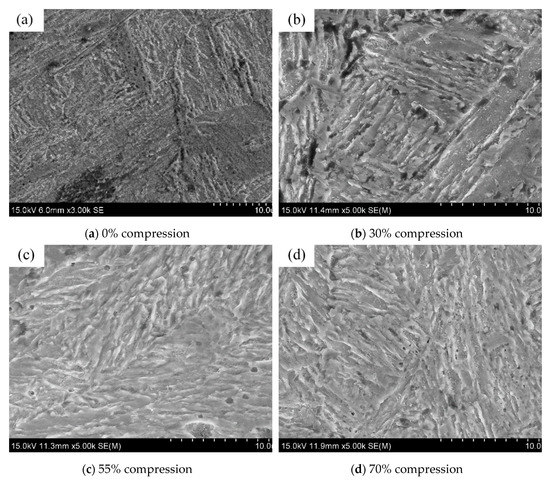
Figure 4.
Scanning electron microscopy (SEM) micrographs after different degrees of deformation.
To further analyze the morphologies and distributions of the martensite and austenite, the samples were analyzed by TEM after 0%, 30%, 55% and 70% deformation, as shown in Figure 5. There are many dislocations in the deformed matrix structure. As the deformation degree increases, the dislocation density decreases gradually. The deformation degree of 0% is shown in Figure 5a. No dislocation clusters are observed in the sample. The main matrix of the sample comprises lath martensite, and there is a small amount of retained austenite between the martensite laths. As the deformation degree increases, the lath martensite decreases in width and length. This is due to the dynamic recrystallization of the austenite with increasing deformation degree, which refines the lath martensite. The morphology of the retained austenite changes significantly with increasing deformation degree. The retained austenite is gradually transformed from very large to small and becomes distributed between lath martensite.
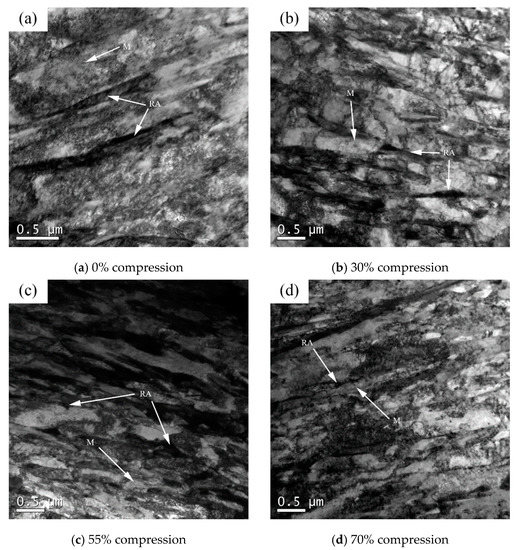
Figure 5.
Transmission electron microscopy (TEM) micrographs after different degrees of deformation.
The EBSD technique was applied to characterize and quantify the microstructure, as shown in Figure 6, where the green represents the martensitic matrix and the red represents the retained austenite. The blue line represents high-angle grain boundaries, and the white line represents low-angle grain boundaries.
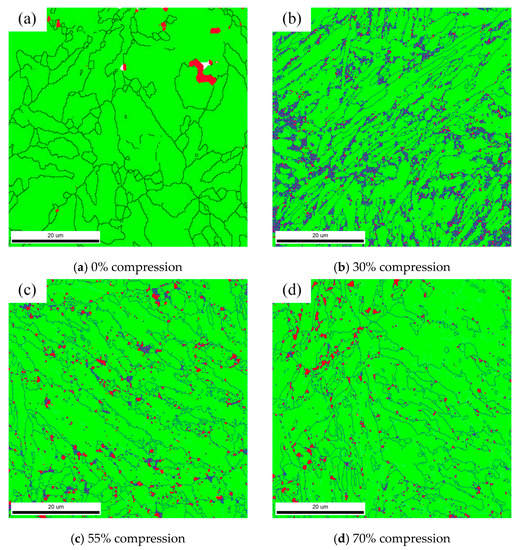
Figure 6.
Retained austenite distributions in the specimens with different degrees of deformation.
Figure 6 shows that the retained austenite is distributed along the martensitic grain boundaries. As the deformation degree increases, the low-angle grain boundaries gradually increase, and the high-angle grain boundaries gradually decrease. When the sample deformation is 0%, there are no dislocations. Therefore, the distribution of the grain boundary angles is relatively uniform, and the retained austenite content is relatively small. As the deformation degree increases, a large amount of retained austenite is generated, and the low-angle grain boundaries are mainly distributed along the retained austenite.
The average grain size of the retained austenite in the experimental area is obtained by statistical analysis, as shown in Figure 7. The average grain size of the retained austenite is approximately 1.01 μm at 0% deformation. The average grain size of the retained austenite at 30% deformation is the smallest herein, with a value of approximately 0.47 μm. With an increase from 30% to 70% deformation, the average grain size of the retained austenite increases gradually.
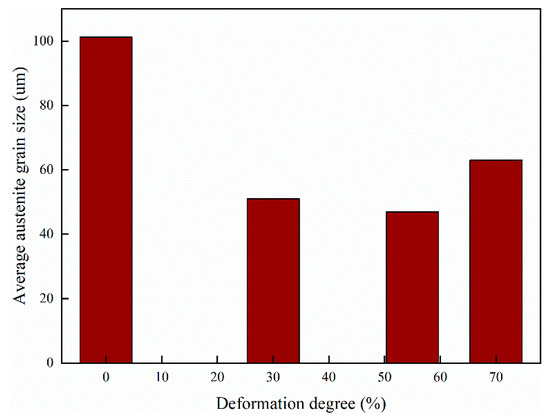
Figure 7.
The average grain size of the retained austenite after different degrees of deformation.
4. Conclusions
An Fe-0.15C-1.2Si-5Mn-0.09Nb-0.08V-0.07Mo (wt.%) medium manganese steel was treated by the ART annealing process, and data were collected as a function of different deformation degrees. The microstructures and grain size of the deformed and ART-annealed steels were characterized by SEM, TEM, EBSD and XRD. The main conclusions are described as follows:
(1) The microstructure of medium manganese steel after annealing conforms to the theory of austenite reverted transformation, i.e., the martensite reverse transformation forms austenite during the deforming and ART annealing process.
(2) As the deformation degree increases, the martensite gradually refines, and carbides precipitate in the lath martensite. The precipitation of carbides gradually increases as the deformation degree increases.
(3) As the deformation degree increases, the retained austenite and its carbon content gradually decrease. The retained austenite is gradually transformed from very large to small and is distributed between the martensite laths.
Author Contributions
C.L. and Y.W. conceived, designed, and performed the experiments; C.L., L.K. and Y.W. analyzed the data; Y.P. contributed materials and the analysis tool; C.L. and Y.P. wrote the paper. All authors have read and agreed to the published version of the manuscript.
Funding
National Key Research and Development Project of China (2017YFB0306402); Key project of Natural Science Foundation of Hebei Province (E2017203161).
Acknowledgments
Everyone who contributed to the article has been included among the authors.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Qu, S.P.; Zhang, Y.C.; Pang, X.; Gao, K.G. Influence of temperature field on the microstructure of low carbon microalloyed ferrite–bainite dual-phase steel during heat treatment. Mater. Sci. Eng. A 2012, 536, 136–142. [Google Scholar] [CrossRef]
- Zhang, S.J.; Liu, X.H.; Liu, L.Z. A tensile specimen of tailor rolled blanks with equal probability in yield and its mechanical behavior analysis. Materials (Basel) 2019, 11, 693. [Google Scholar] [CrossRef] [PubMed]
- Peng, Y.; Liu, C.Y.; Hao, L.H.; Xing, P.D. Review of performance gradient distribution hot forming technology. Chin. J. Mech. Eng. (Chin. Ed.) 2016, 52, 67–75. [Google Scholar] [CrossRef]
- Shafiei, E.; Dehghani, K. Effects of thickness ratio and length of thickness transition zone on the tensile behavior of tailor rolled blanks. Trans. Indian. Inst. Met. 2018, 71, 1211–1222. [Google Scholar] [CrossRef]
- Kong, L.; Liu, C.Y.; Peng, Y. Study on variable gradient characteristics hot stamping under non-uniform temperature field. Chin. J. Mech. Eng. (Chin. Ed.) 2017, 53, 75–81. [Google Scholar] [CrossRef]
- Mandana, Z.S.; Silvia, B.; Andrea, G.; Davide, M.; Carlo, M. Impact of warm rolling process parameters on crystallographic textures, microstructure and mechanical properties of low-carbon boron-bearing steels. Metals 2018, 8, 927. [Google Scholar]
- Speer, J.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Giuliano, A.; Dario, R.; Marcin, G.; Stefano, M.; Franco, Z. The role of microstructure on tensile plastic behavior of ductile iron GJS 400 produced through different cooling rates, Part I: Microstructure. Metals 2019, 9, 1282. [Google Scholar]
- Gerdemann, F.L.H.; Speer, J.G.; Matlock, D.K. Microstructure and hardness of steel grade 9260 heat-treated by the quenching and partitioning (Q & P) process. Mater. Sci. Technol. 2004, 1, 439–449. [Google Scholar]
- Wang, X.D.; Zhong, N.; Rong, Y.H.; Hsu, T.Y.; Wang, L. Novel ultrahigh-strength nanolath martensitic steel by quenching–partitioning–tempering process. J. Mater. Res. 2009, 24, 260–267. [Google Scholar] [CrossRef]
- Yi, H.L.; Chen, P.; Hou, Z.Y.; Hong, N.; Cai, H.L.; Xu, Y.B.; Wu, D.; Wang, G.D. A novel design: Partitioning achieved by quenching and tempering (Q–T & P) in an aluminium-added low-density steel. Scr. Mater. 2013, 68, 370–374. [Google Scholar]
- Fan, L.; Wang, T.L.; Fu, Z.B.; Zhang, S.M.; Wang, Q.F. Effect of heat-treatment on-line process temperature on the microstructure and tensile properties of a low carbon Nb-microalloyed steel. Mater. Sci. Eng. A 2014, 607, 559–568. [Google Scholar] [CrossRef]
- Huang, L.; Deng, X.T.; Liu, J.; Wang, Z.D. Relationship between retained austenite stability and cryogenic impact toughness in 0.12C-3.0Mn low carbon medium manganese steel. Acta Metall. Sin. 2016, 53, 316–324. [Google Scholar]
- Kim, J.I.; Syn, C.K.; Morris, J.W. Microstructural sources of toughness in QLT-Treated 5.5Ni cryogenic steel. Metall. Trans. A 1983, 14, 93–103. [Google Scholar] [CrossRef]
- Frommeyer, G.; Brux, U.; Neumann, P. Supra-ductile and high-strength manganese-TRIP/TWIP steels for high energy absorption purposes. ISIJ Int. 2003, 43, 438–446. [Google Scholar] [CrossRef]
- Gan, G.P.; Ye, J.; Fan, L. Effect of tempering treatment on microstructure and low temperature toughness of a low carbon bainite steel. J. Iron Steel Res. Int. 2020, 3, 258–264. [Google Scholar]
- Niikura, M.; Morris, J.W. Thermal processing of ferritic 5Mn steel for toughness at cryogenic temperatures. Mater. Sci. Eng. A 1980, 11, 1531–1540. [Google Scholar] [CrossRef]
- Dong, H.; Cao, W.Q.; Shi, J.; Wang, C.Y.; Wang, M.Q.; Weng, Y.Q. Microstructure and performance control technology of the 3rd generation auto sheet steels. Iron Steel 2011, 46, 1–11. [Google Scholar]
- Mueller, J.J.; Matlock, D.K.; Speer, J.G.; De Moor, E. Accelerated ferrite-to-austenite transformation during intercritical annealing of medium-manganese steels due to cold-rolling. Metals 2019, 9, 926. [Google Scholar] [CrossRef]
- Gibbs, P.J.; De Cooman, B.C.; Brown, D.W.; Clausen, B.; Schroth, J.G.; Merwin, M.J.; Matlock, D.K. Strain partitioning in ultra-fine grained medium-manganese transformation induced plasticity steel. Mater. Sci. Eng. A 2014, 609, 323–333. [Google Scholar] [CrossRef]
- Aydin, H.; Essadiqi, E.; Jung, I.H.; Yue, S. Development of 3rd generation AHSS with medium Mn content alloying compositions. Mater. Sci. Eng. A 2013, 564, 501–508. [Google Scholar] [CrossRef]
- Zhou, T.P.; Chen, Z.J.; Cao, W.Q. Microstructure evolution and mechanical properties of ART-annealed medium manganese steel (0.15C-5Mn-Al) processed by cold rolling. Chin. J. Mech. Eng. (Chin. Ed.) 2017, 53, 134–139. [Google Scholar] [CrossRef]







© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).