Isothermal transformation (IT) and continuous cooling transformation (CCT) diagrams are important for the thermomechanical processing of steels. Much experimental work was undertaken to determine these diagrams [
1]. However, a wide range of alloy specifications or combinations, coupled with a sharp sensitivity to compositional changes and the dependency on grain size, makes it impossible to produce enough diagrams for generalized use. To overcome this issue, many studies were carried out to develop models that can provide IT/CCT diagrams for different steels having various chemical compositions [
2,
3,
4,
5].
Diffusional phase transformations in steel have usually been described by the Johnson–Mehl–Avrami–Kolgomorov (JMAK) type kinetics equations [
6,
7]. This type of phenomenological models require many constants obtained from phase transformation experiments with various cooling rates [
8]. As another solution, the qualitative microstructure model developed by Kirkaldy and Venugopalan [
2] is preferred specially when the phase transformation model is employed in numeric simulations. However, the Li et al. [
3] suggested another computational model of microstructural development during the heat treatment of steels. Their model consists of a thermodynamics model for the computation of equilibria in multicomponent Fe–C–M systems. In order to improve the Kirkaldy model, they modified it by calibrating the model to the CCT instead of the IT diagram. To reduce the error between the model and experiments, Åkerström and Oldenburg [
4] developed a new model to predict the austenite decomposition into ferrite, pearlite, bainite and martensite during arbitrary cooling paths for boron steel. In an effort to present a general model for commercial steels, Saunders et al. [
5] developed the Kirkaldy and Venugopalan model to provide IT and CCT diagrams for medium- to high-alloy steels. The Saunders et al. model considers the effect of chemical composition and grain size and makes the model more general and accurate. The mathematical framework of the Kirkaldy model for phase transformations kinetics (including austenite to pearlite, bainite and martensite) used in this study is given in the literature [
2,
5,
6]. These phase transformation kinetics models are developed for isothermal processes. However, many practical cases of phase transformation are non-isothermal. To account for non-isothermal conditions, the isothermal kinetics models are supposed to be applicable during small time steps, which are additively integrated over the entire cooling time [
9]. In this way, the IT curves can be employed to predict the microstructural evolutions, even in a non-isothermal process. Note that all the above-mentioned models such as Kirkaldy and Venugopalan model are not sufficiently accurate to satisfy the needs of metallurgists because of their high sensitivity to chemical composition and grain size. Thus, this study presents an optimization technique that obtains adjustment parameters in order to calibrates the IT diagrams by carrying out a standard Jominy test. The parameters acquisition is known as inverse problem [
10]. Inverse algorithm is able to solve any of thermal, mechanical and boundary problem in metal forming [
11,
12].
The Jominy end-quench test is one of the most reliable and common methods used to measure the hardenability of steels [
13]. It consists of heating a cylindrical steel specimen up to the austenitizing temperature and then rapidly cooling one end to induce the formation of a diverse microstructure composed of different phases including martensite, bainite, ferrite, pearlite and austenite [
14,
15,
16,
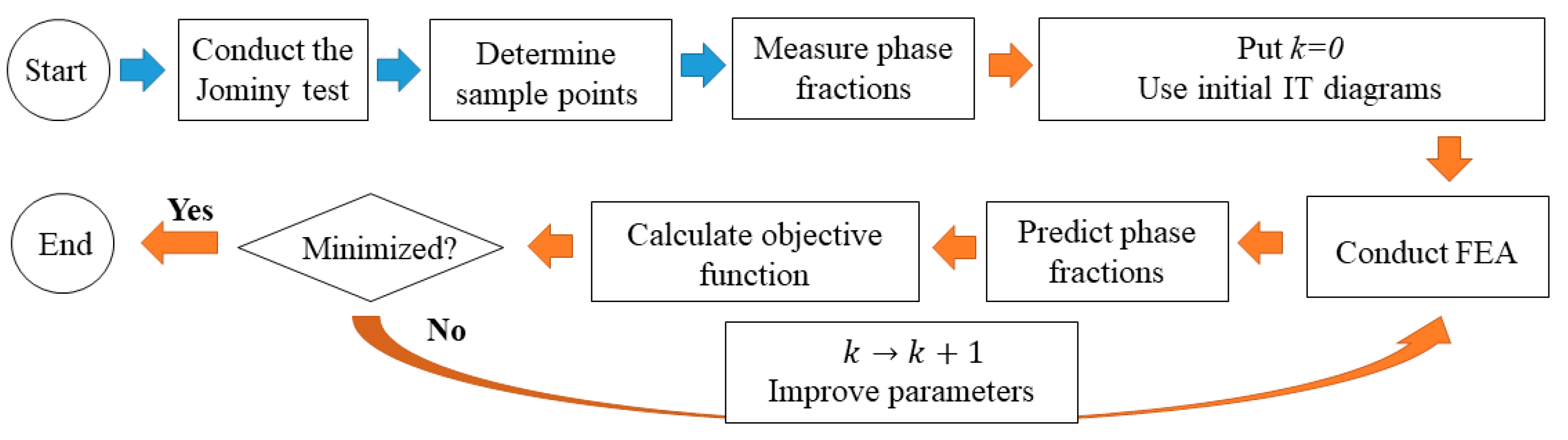
17]. The Jominy test is likely very appropriate for the calibration of IT or CCT curves obtained from the introduced mathematical models because of the diverse composition of the formed phases in specimen. In this study, the Jominy test is used to improve or optimize the IT diagrams of steels (obtained from Kirkaldy model) by using a finite-element method coupled with an optimization method to minimize the error between experimental Jominy test results and finite-element predictions based on the IT diagrams of the models.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}