3.1. Density, Microstructure and Grain Size
Chemical etching on cross-sections of the molybdenum powder consolidated by SPS allows a description of the sintered molybdenum microstructure. Particular attention was paid to following both the evolution of the grain size and the porosity during sintering. An investigation was performed of the growth of the molybdenum grains as a function of the temperature, the holding time and the value of the uniaxial pressure.
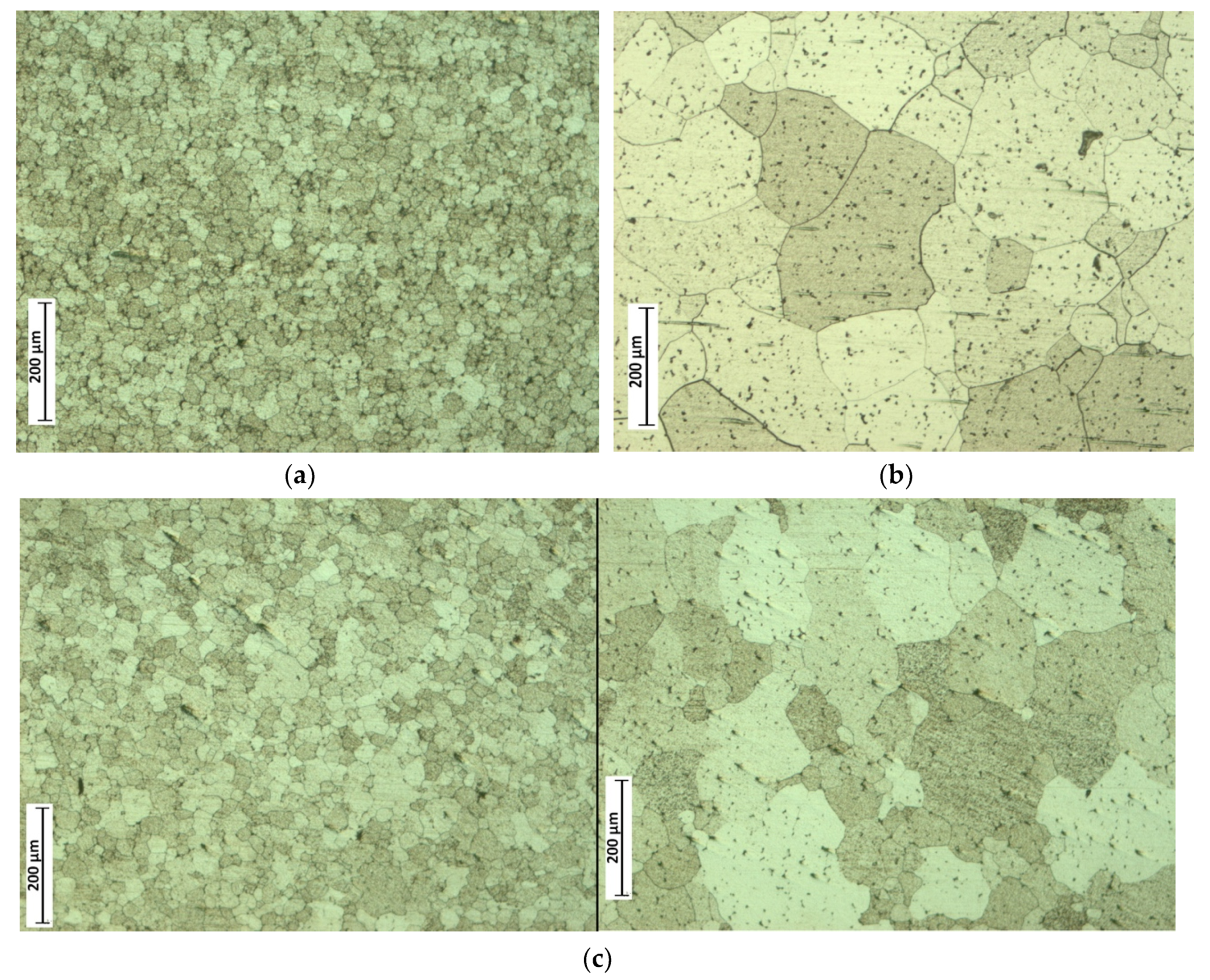
Figure 5 shows the effect of the sintering temperature (1750, 1900 and 2000 °C) on the average molybdenum grain size (corresponding to experiments 1, 2, 3 in
Table 1, respectively). Thus, a sintered sample at 1750 °C under 90 MPa pressure and without holding time (
Figure 5a) has a microstructure with a grain size close to the initial size of the powder particles (i.e., 25 μm determined by laser granulometry). At this temperature, any sign of grain growth is highlighted. By contrast at 1900 °C, grain growth starts but is not homogeneous since two different microstructures are observed: a central part composed of large grains (150 μm,
Figure 5c, right hand side) whereas the sample edge is made up of grains having a similar size as initially (i.e., 25 μm,
Figure 5c, left hand side). Such an observation is probably the result of a thermal gradient during SPS sintering. The existence of this thermal gradient is due to the absence of a holding time at the sintering temperature which does not allow thermal homogeneization. Effectively, a thermal gradient exists (i.e., as Mo is a conductive material, the center is hotter that the periphery), this latter may be reduced by a modification of SPS tools dimensions and by the addition of graphite felt which limits the thermal losses by radiation [
23]. Finally, at 2000 °C, the grain growth occurs over the whole sample (
Figure 5b) and the final density is better (98.4 ± 0.2% TMD Theoritical Maximum Density)) in comparison with those obtained at lower temperatures for which the density is not adequate, 96.5 ± 0.2% TMD at 1750 °C, 97.8 ± 0.2% TMD at 1900 °C without any holding time.
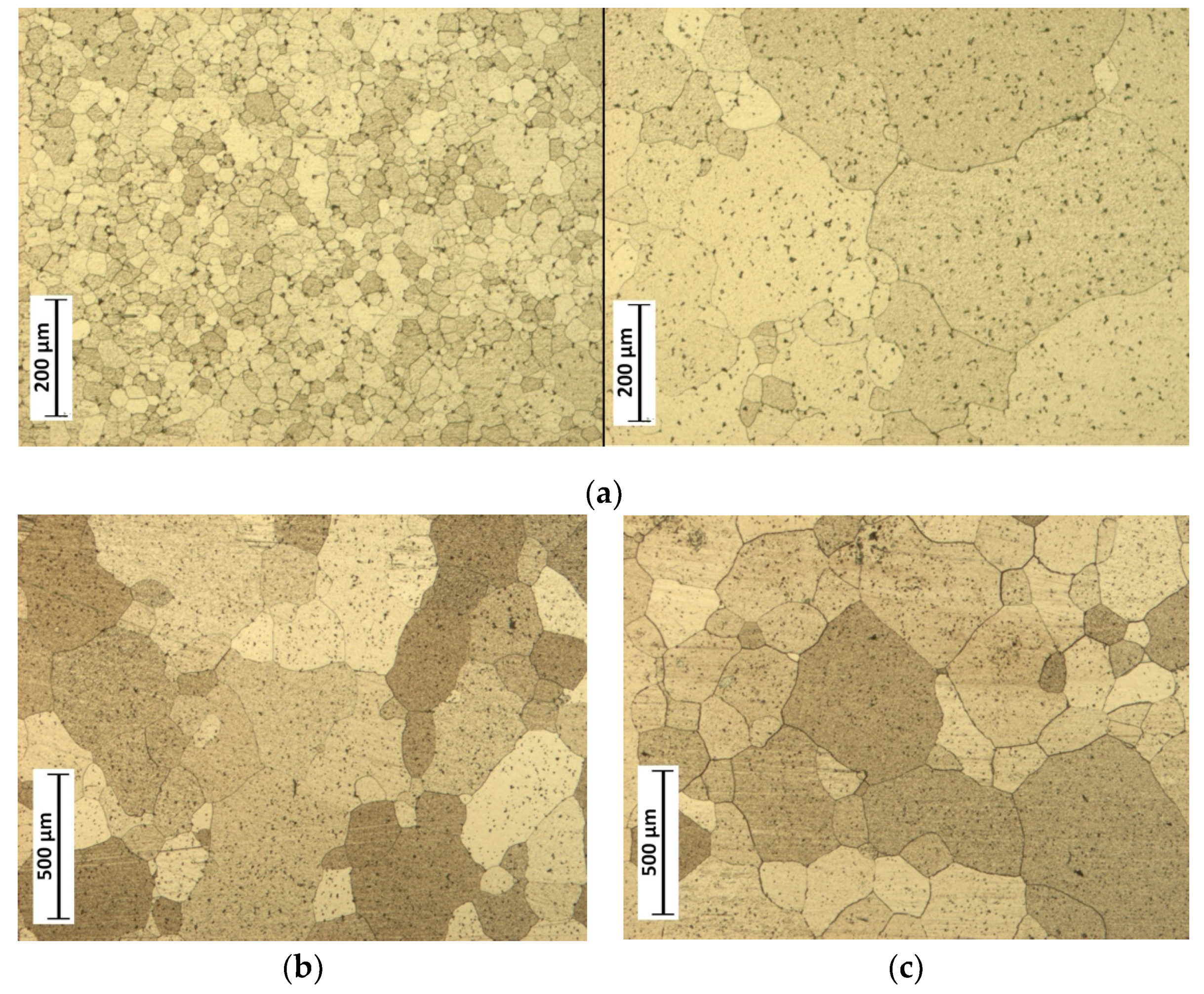
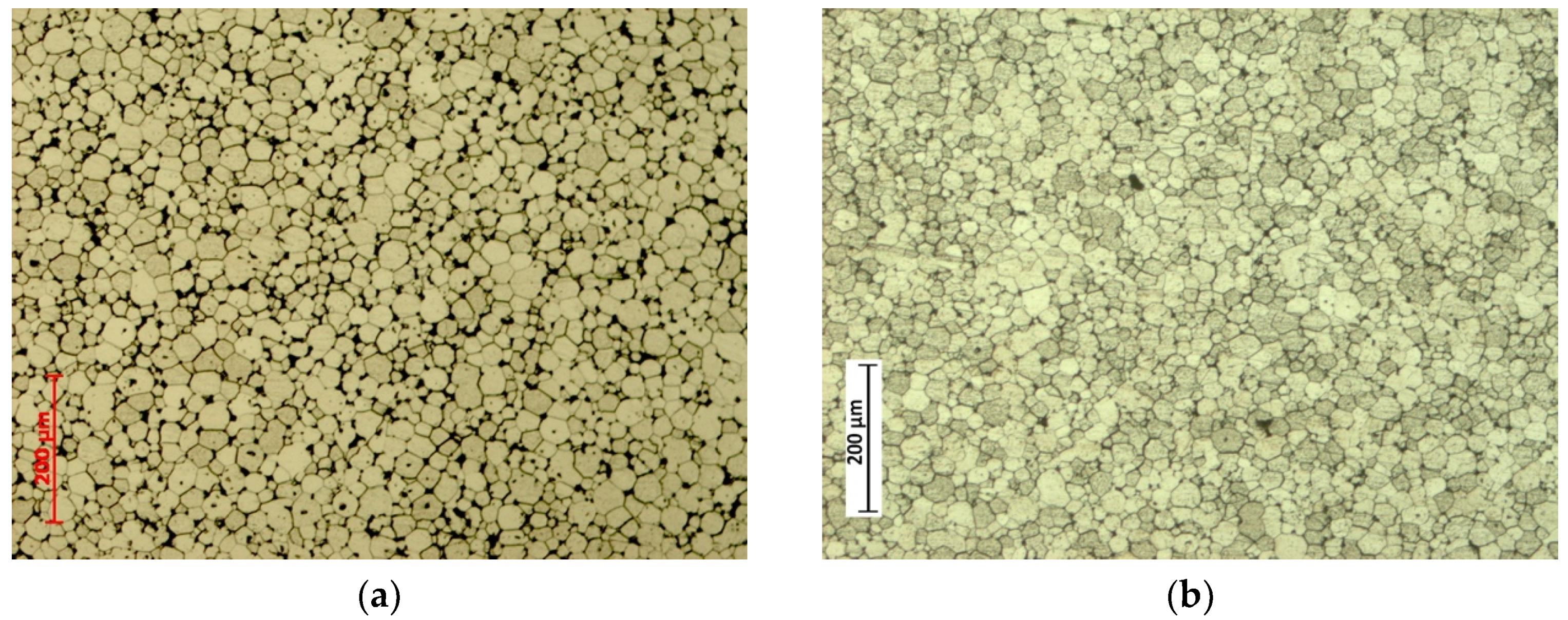
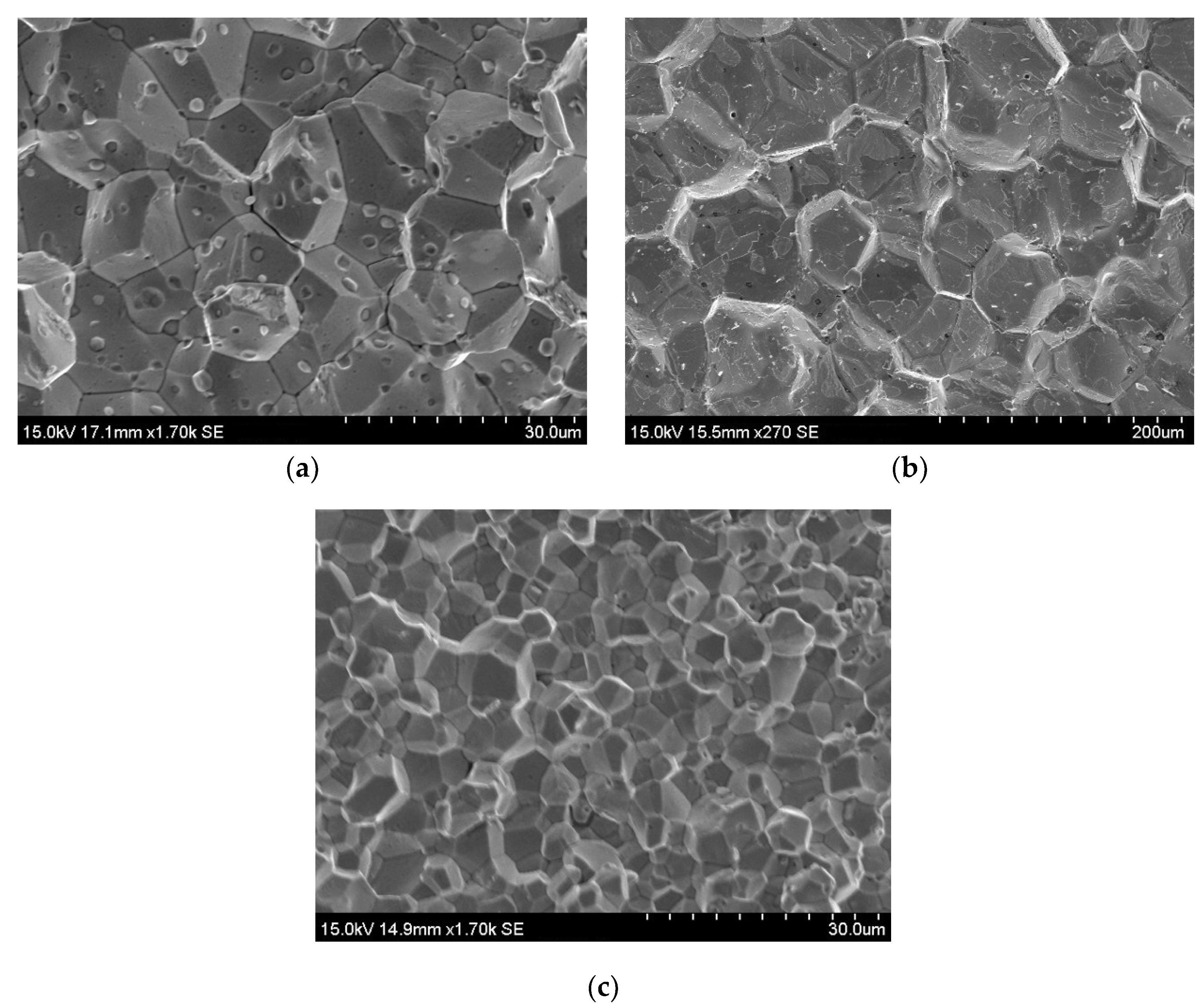
To evaluate the influence of holding time on molybdenum grain growth, studies were performed at 1900 °C for various holding times (0, 10 and 30 min) under 70 MPa pressure. These tests correspond to experiments 4, 5, 6, in
Table 1. As shown in
Figure 6b, after 10 min of holding time, the microstructure is different, with an irregular, but generalized grain growth compared to a sintered sample without holding time (
Figure 6a). The latter has a fine microstructure on the shell but a beginning of grain growth in the core. After 30 min, the growth is total and regular in the whole sintered sample, as can be seen in
Figure 6c. In reality, the grain growth starts after 2 or 3 min at temperature and it is difficult to obtain a microstructural difference between the core and shell. Because of this abrupt change in microstructure, it is possible to qualify this grain growth as exaggerated, in comparison with the phenomena usually observed in metal powders during sintering. The density is also affected by the holding time. While the density of the molybdenum powder after sintering without holding time is around 98.2 ± 0.2% TMD, after 10 min this becomes 99.2% ± 0.2% TMD and after 30 min, maximum densification is reached, with a density of 99.9% ± 0.2% TMD.
To evaluate the influence of holding time on molybdenum grain growth, studies were performed at 1900 °C for various holding times (0, 10 and 30 min) under 70 MPa pressure. These tests correspond to experiments 4, 5, 6, in
Table 1. As shown in
Figure 6b, after 10 min of holding time, the microstructure is different, with an irregular, but generalized grain growth compared to a sintered sample without holding time (
Figure 6a). The latter has a fine microstructure on the shell but a beginning of grain growth in the core. After 30 min, the growth is total and regular in the whole sintered sample, as can be seen in
Figure 6c. In reality, the grain growth starts after 2 or 3 min at temperature and it is difficult to obtain a microstructural difference between the core and shell. Because of this abrupt change in microstructure, it is possible to qualify this grain growth as exaggerated, in comparison with the phenomena usually observed in metal powders during sintering. The density is also affected by the holding time. While the density of the molybdenum powder after sintering without holding time is around 98.2 ± 0.2% TMD, after 10 min this becomes 99.2% ± 0.2% TMD and after 30 min, maximum densification is reached, with a density of 99.9% ± 0.2% TMD.
In addition (
Figure 7), the Mo-45 powder, sintered at 1750 °C under 70 MPa pressure and held for 30 min (i.e., corresponding to experiment 7 in
Table 1) shows a different microstructure than seen previously at 1900 °C for the same holding time (
Figure 6c). The microstructure obtained is close to those obtained at 1900 °C without holding (
Figure 5a). In fact, it is necessary to find a good compromise between temperature and holding time to obtain dense molybdenum with homogeneous microstructure while avoiding exaggerated grain growth.
The influence of the mechanical pressure was also investigated for samples sintered at 1900 °C without holding time.
Figure 5c,
Figure 6a and
Figure 8a show the evolution of molybdenum microstructure for three different pressures, 28, 70 and 90 MPa corresponding to experiments 8, 4 and 2 in
Table 1, respectively. There is no grain growth at 28 MPa even with 30 min of holding time. So at this pressure, the grain growth mechanisms are not activated and the density is limited to 90.7 ± 0.2% TMD. But, at and above 70 MPa pressure, the grain growth is similar and seems to be governed by the same driving forces as previously since grain growth and a non-homogeneous microstructure are observed. The density of this sample was close to 98.2 ± 0.2% TMD.
However, if the pressure is not applied from the beginning of the sintering cycle but at a temperature of 900 °C, for example (i.e., corresponding to experiment 9 in
Table 1), the microstructure is affected as shown in
Figure 8b. Indeed, grain growth has not occurred and the microstructure is also homogeneous with a density of 98.1 ± 0.2% TMD. Several phenomena can explain those microstructural changes, such as the effect of the mechanical pressure which induces plastic deformation (including creep) and, consequently, changes the surface contact between particles leading to a modification of the local temperature.
3.2. Diffusion of Carbon
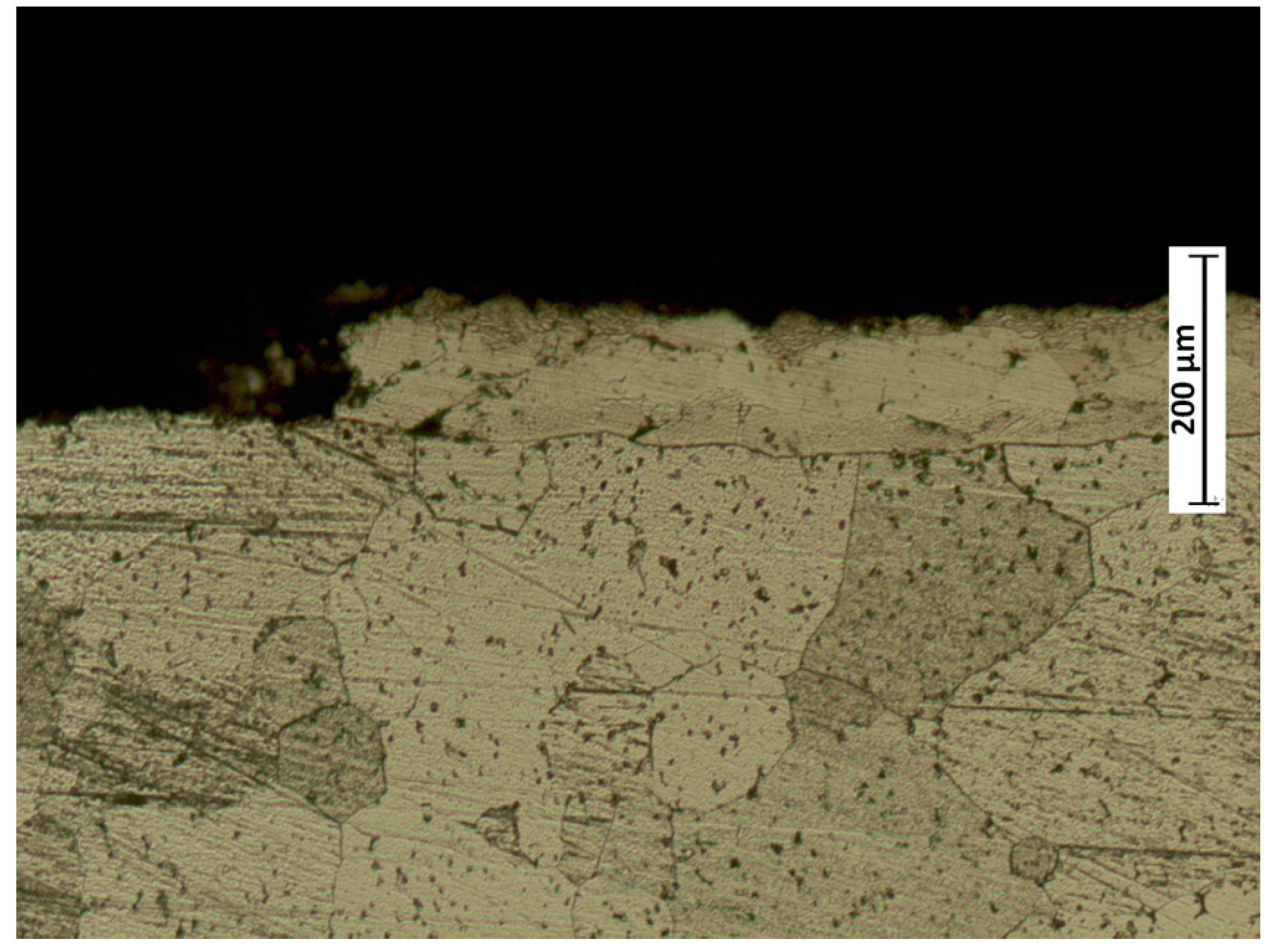
During sintering at 1900 °C under 70 MPa pressure for 30 min (experiment 6 in
Table 1), the presence of a carbon layer on the molybdenum surface was demonstrated (
Figure 9). This phenomenon has already been highlighted by Mouawad [
12]. This layer with a thickness of 100 μm was composed of molybdenum carbides, as experimentally shown by X-Ray Diffraction (XRD). These molybdenum carbides can exist in two stable forms: the α-Mo
2C phase and the β-Mo
2C phase. XRD analysis confirmed that this layer was mainly composed of the hexagonal phase β-Mo
2C (the α-Mo
2C phase is orthorhombic). The thickness of the carbide layers depends on how far the carbon diffuses into the molybdenum, i.e., it depends on the sintering temperature, the holding time and the pressure. However, although this layer of molybdenum carbide leads to a hardness higher than a sample without it, it has proved to be harmful since it is very brittle, which does favor some mechanical properties such as ductility.
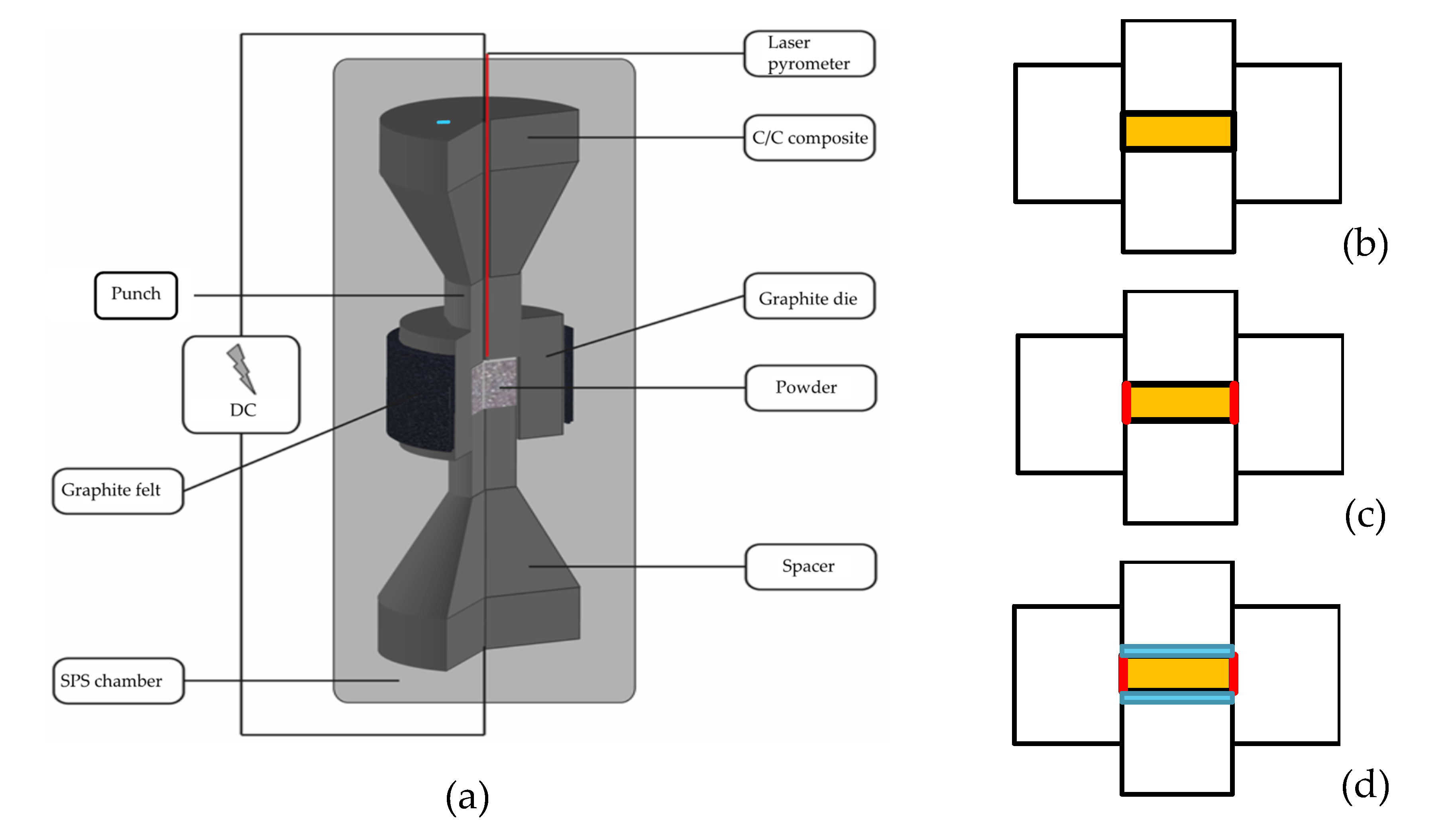
The formation of this carbide layer is mainly due to the presence of the graphite foil in contact with the sample and of the SPS chamber environment which is super-saturated with carbon (from the dies, spacers). In order to prevent carbon diffusion, the graphite foil located on the inner part of the die was coated with a boron nitride spray to create a chemical barrier. It also enhances the passage of the electric current inside the sample. However, as it is necessary to preserve the passage of the current within the sample, it is therefore not possible to deposit boron nitride on the surface of each punch. It is difficult to find a pertinent way to protect molybdenum sample surfaces from the formation of this layer, which can be removed easily by sandblasting, but this causes cracking and then the spalling of the molybdenum carbide layer.
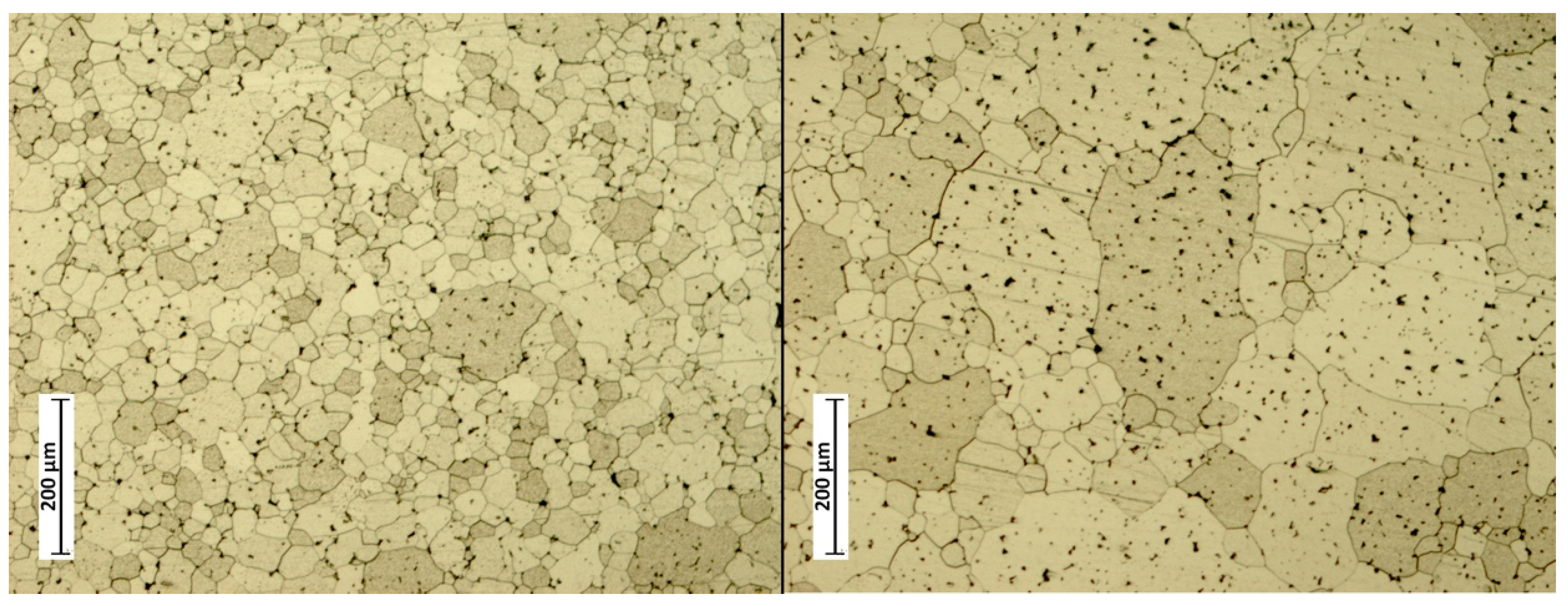
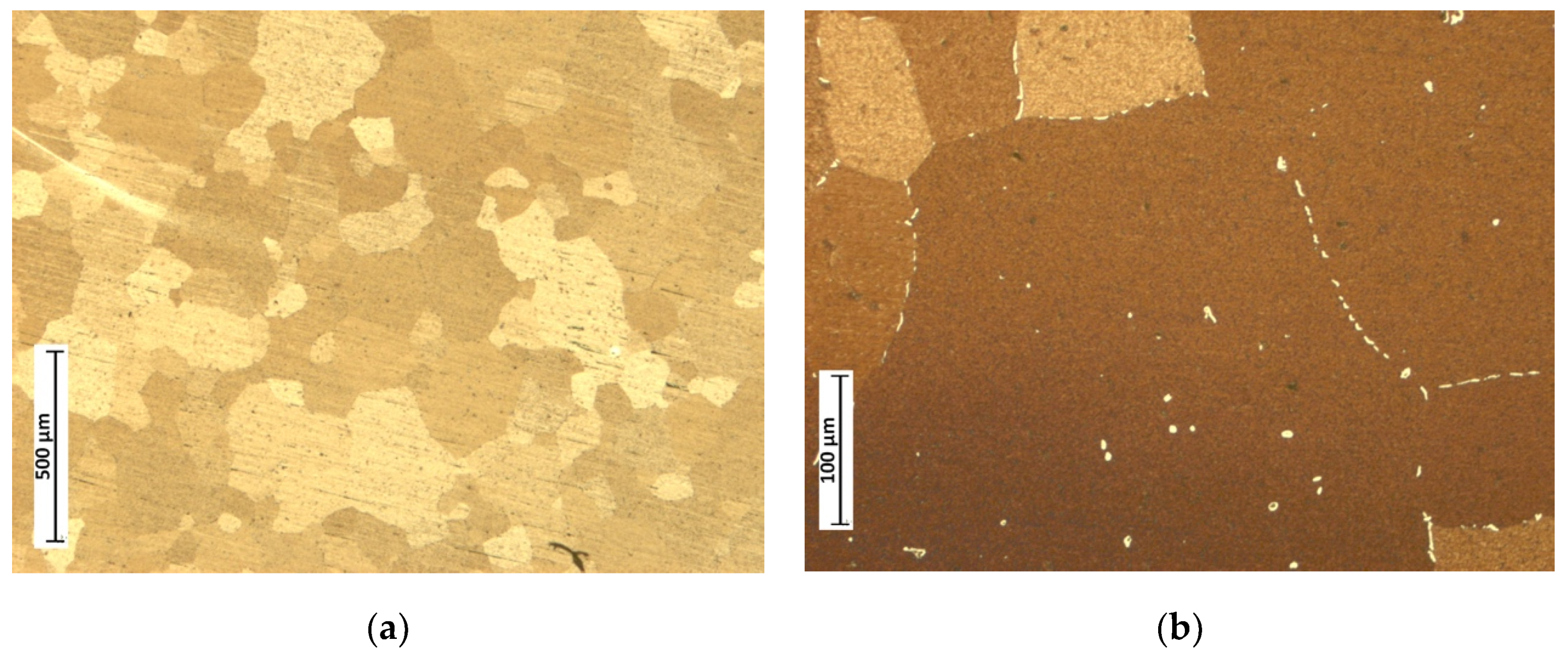
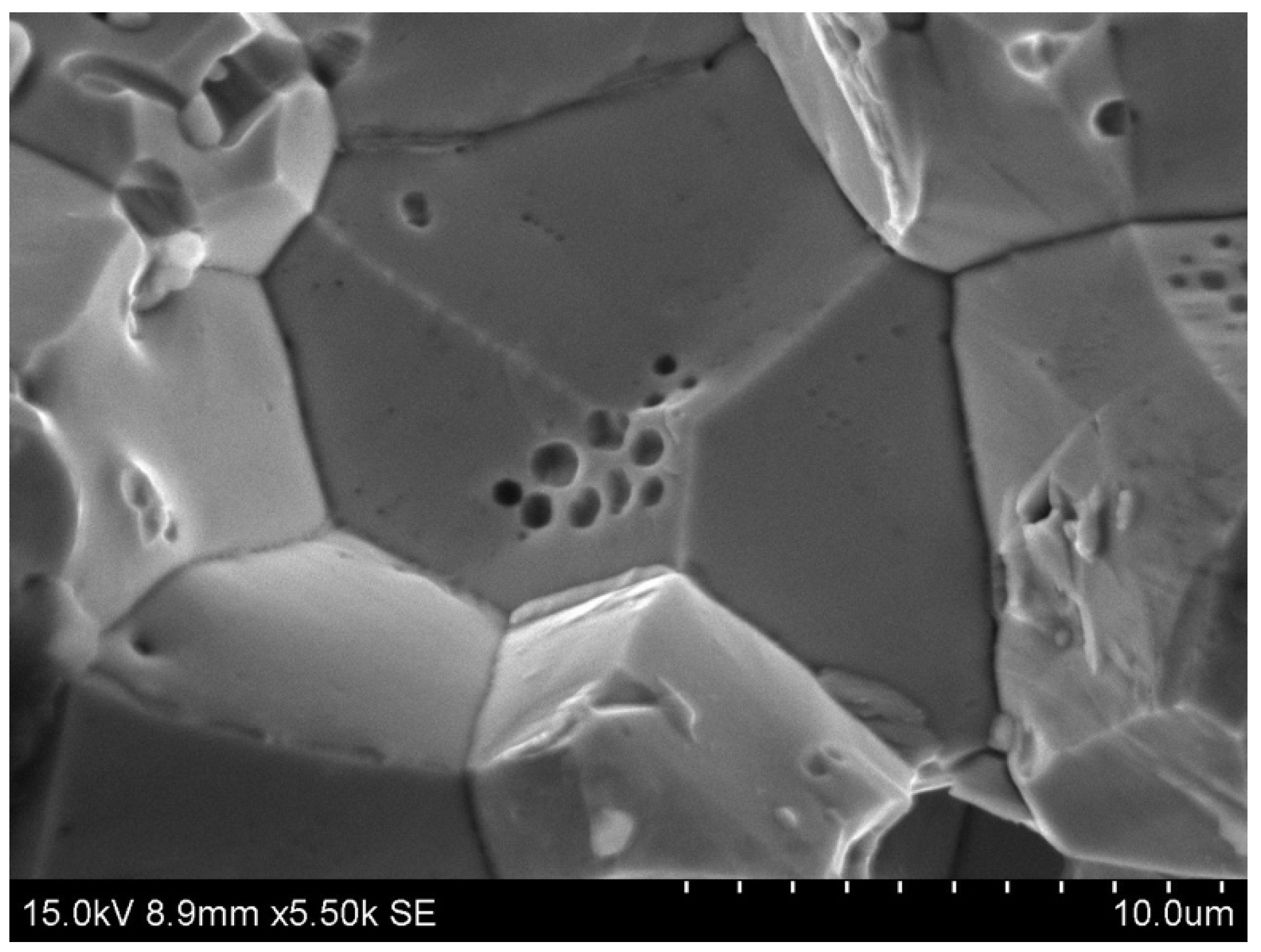
Unfortunately, the diffusion of carbon is not limited to the first 200 μm of the samples. Chemical etching shows the presence of molybdenum carbides both in the bulk and at the sample periphery. A study of those carbides shows that a relationship exists between the quantity, the location and the form of those carbides and the growth of molybdenum grains during sintering. Indeed, as can be seen in
Figure 10a for the case of molybdenum with no grain growth during sintering, internal diffusion of carbon from the sample surface to the bulk and the formation of carbides are not highlighted whereas when grain growth occurs (
Figure 10b), carbides are present at grain boundaries.
Such carbon diffusion depends not only on the temperature, the holding time and the mechanical charge but also on the sintering environment. To reduce the presence of such carbides, it is essential either to avoid the diffusion of carbon or, if diffusion occurs, the formation of those carbides.
Our observations show that molybdenum carbides form at a high temperature, above 1500 °C, in a carbon saturated environment. At 1900 °C and without a holding time, the diffusion is minimal as is the grain growth but, in that case, the density remains low (<98% TMD ± 0.2%). A first solution is to create a barrier to the diffusion of carbon into samples. Only two materials have a melting point higher than that of the molybdenum, namely tantalum and tungsten. Two 300 mm thick discs of tantalum were placed on either side of the powder to create a carbon diffusion barrier. This barrier enables the limitation of grain growth by reducing carbon diffusion into the molybdenum and, consequently, the formation of molybdenum carbides. This barrier is efficient because for sintering at 1900 °C under 70 MPa pressure for 30 min, there is no diffusion, no formation of carbide and no molybdenum grain growth (
Figure 11).
This solution shows clearly that it is essential to avoid long distance carbon diffusion. Consequently, the presence of carbon or carbides changes the grain growth mechanisms. However, this solution is expensive and non-reusable because tantalum carbides are formed, and is difficult to adapt to the sintering of complex shapes.
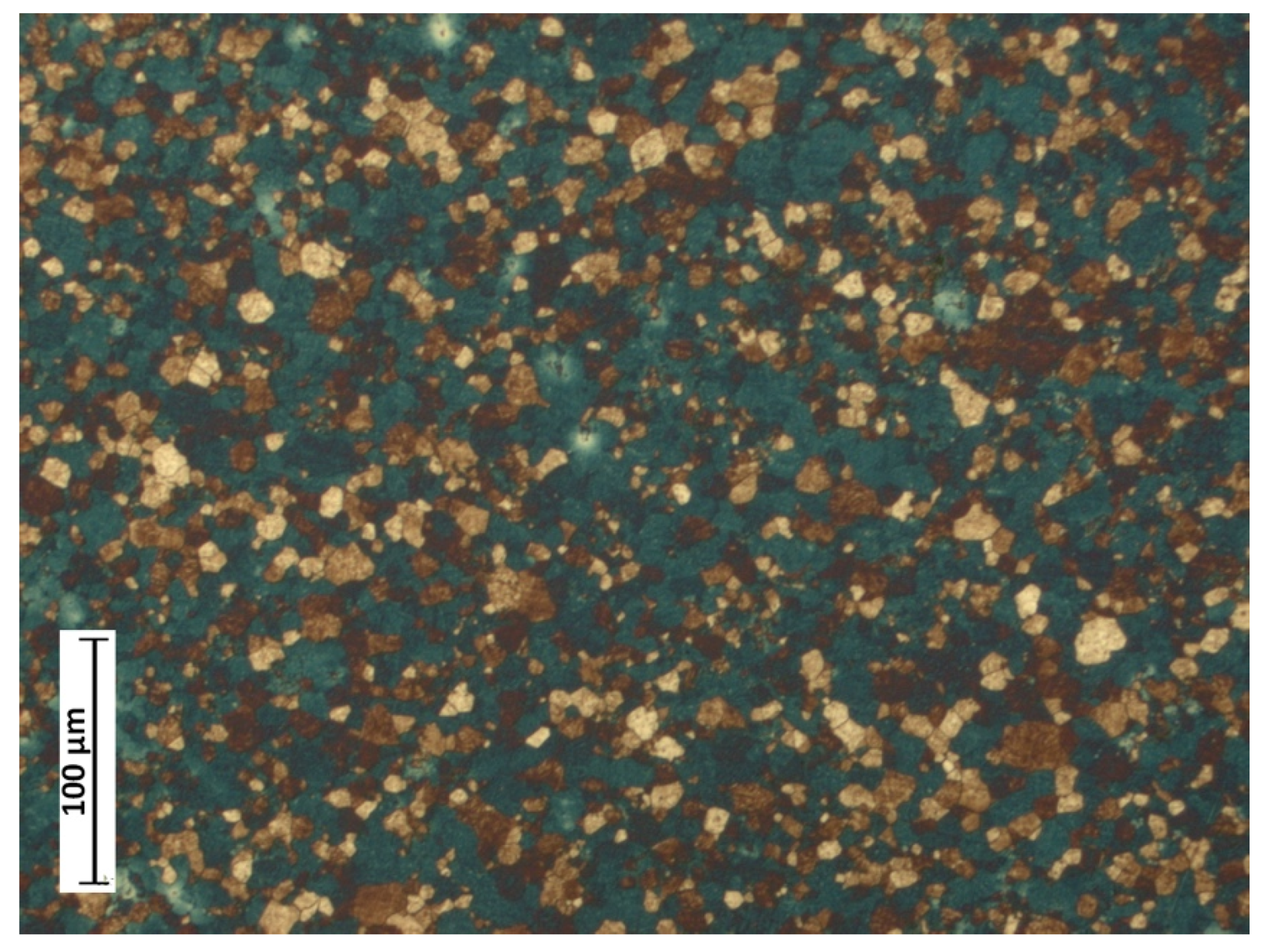
As the relationship between carbides and grain growth was unclear, new experiments were performed using a commercial molybdenum powder containing a high concentration of carbon. This powder is also produced by the TEKNA company (Mâcon, France) (the commercial name is Mo-45 HC) and the carbon concentration is controlled during the ICP process). This powder, which has a similar particle size as the previously studied powder (Mo-45), is composed of two phases: Mo and Mo
2C. Sintering of the Mo-45HC powder at 1900 °C under 70MPa pressure for 30 min and without a tantalum diffusion barrier produces a fine microstructure (
Figure 12), with a grain size close to the initial particle size of the powder grain. The molybdenum carbides do not seem to be responsible for the exaggerated grain growth but the “free” carbon plays a role in this phenomenon.
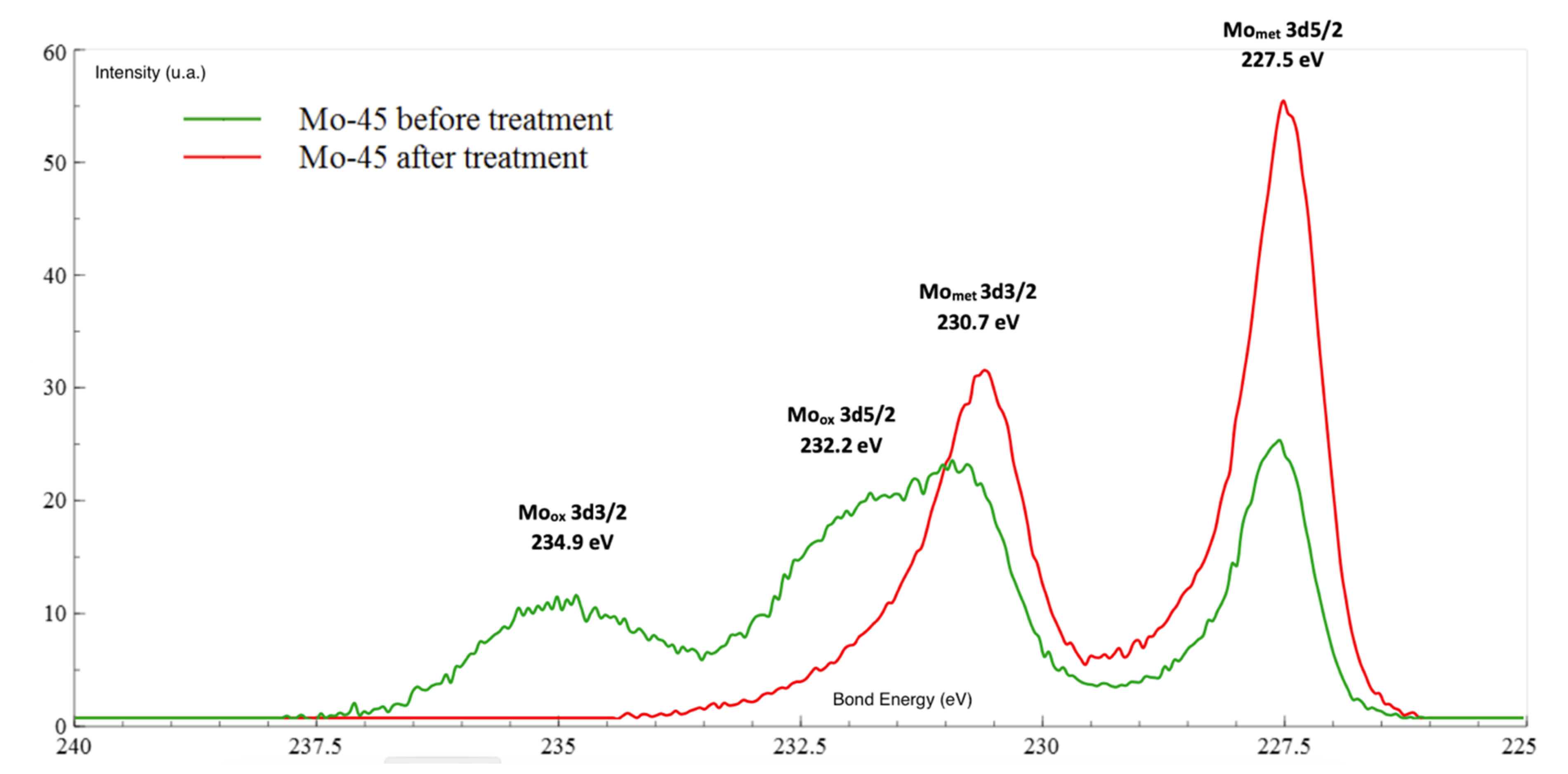
3.3. Presence of Oxygen
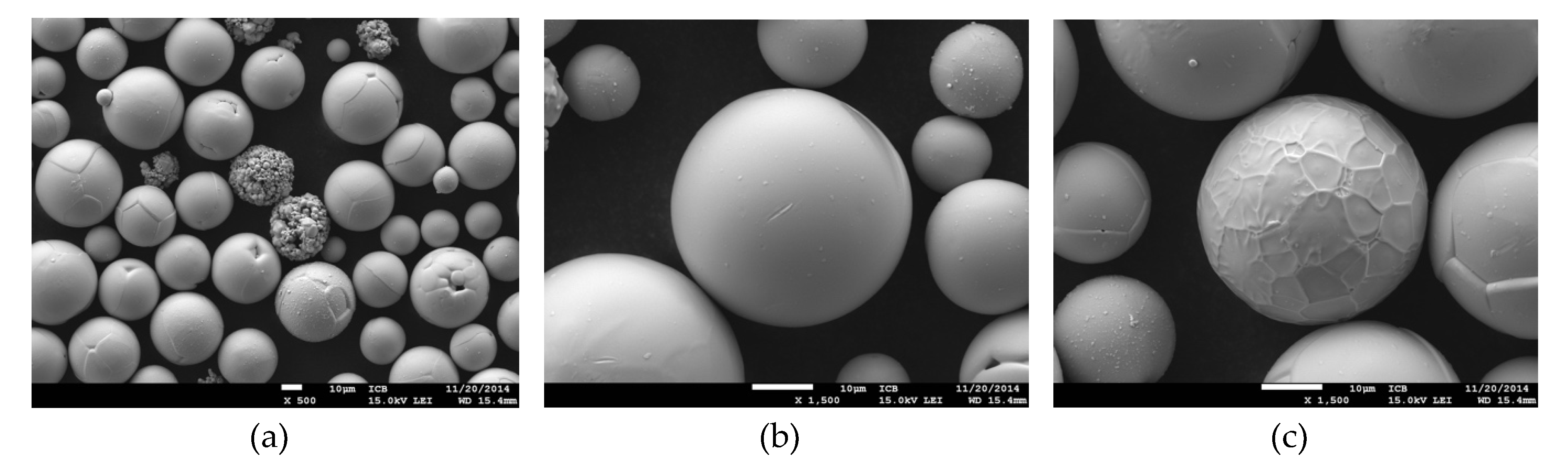
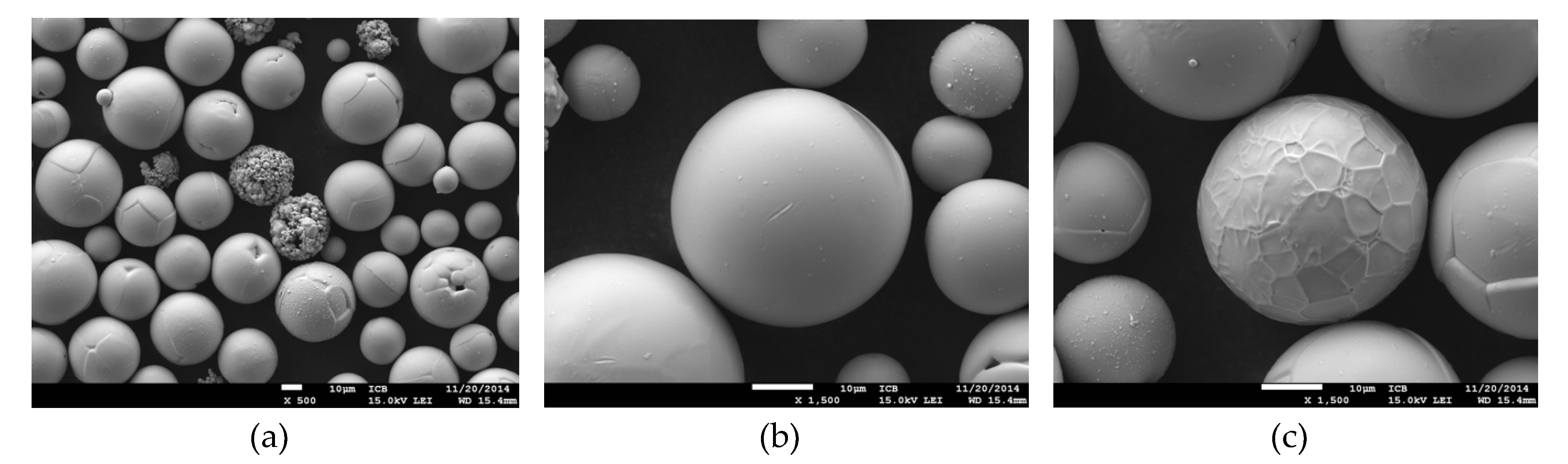
XPS analysis performed on the molybdenum powder showed the presence of a thin layer (~4–5 nm) of molybdenum oxides at the grain surface. However, an exact measurement of the oxygen content in the bulk material after sintering remains difficult to obtain. In addition, the effect of this layer on the evolution of microstructure during sintering is uncertain. That is why, to amplify the effect of oxygen, a molybdenum powder was used with a particle size ranging from 3–7 μm (i.e., high surface area) and made without control of the oxygen concentration (produced by Alfa Aesar and named Mo-1). This powder has a smaller particle size than the previous ones, so the sintering temperature is lower. After a sintering cycle at 1750 °C under 70 MPa pressure (hold time 10 min) and using a tantalum diffusion barrier (disc of 3 mm thick), the microstructure did not show any grain growth or any molybdenum carbides. However, observation of the intergranular brittle fracture surfaces of this part (
Figure 13a) shows the presence of a high concentration of spheres, composed of molybdenum oxides, i.e., MoO
2 and MoO
3.
In order to reduce the amount of molybdenum oxides, it was decided to add a reduction stage composed of a 650 °C temperature plateau lasting 30 min in vacuum before the sintering stage. After fracture of the sample, the surfaces (
Figure 13b) also are characteristic of brittle fracture but there are no oxides at the grain surface. The reduction stage in vacuum is effective since an exaggerated grain growth, with grain sizes ten times larger than the initial grain size is observed. The spherical molybdenum oxides seem to block the grain boundaries, preventing exaggerated grain growth. The elimination of these oxides releases the grain boundaries and allows grain growth to occur.
Then, in order to limit the grain growth and to avoid the use of a tantalum barrier (i.e., limit the carbon diffusion), a sintering cycle composed of an oxide reduction stage at 650 °C and sintering at a temperature lower to that relative to carbide formation (i.e., 1450 °C) was carried out. These processing conditions produce a molybdenum disc without oxides and without grain growth (
Figure 13c). Even if the oxide reduction stage is efficient, the effect of temperature remains non-negligible on the grain growth and also on the density (95.5 ± 0.2% TMD).
At high temperature, carbon strongly reduces molybdenum oxides. The diffusion of “free” carbon from the matrix to the center of the molybdenum grains induces the reduction of the molybdenum trioxides and dioxides if these have not been eliminated during the reduction stage performed in vacuum. These reductions release the grain boundaries. Several reactions occur, as described by Hegedus and Neugebauer [
24], leading to the formation of some gaseous phases (CO, CO
2), which can be observed on the fracture surfaces of the powders sintered at high temperature with a finite holding time but without a reduction stage (
Figure 14).
After the reduction reaction between carbon and the molybdenum oxides, the excess carbon continues to diffuse into the sample and reacts with the molybdenum to form some carbides. These carbides are responsible for the high fragility of the material. The ideal sintered molybdenum is a dense solid without oxides and carbides. For the first species, an oxide reduction stage can be implemented in the sintering cycle, but at high temperature, which is a necessary condition to obtain high density, exaggerated grain growth is observed. This heterogeneous microstructure penalizes the mechanical properties of the final product. As for the carbides, the diffusion of carbon can be limited by the use of a tantalum barrier. However, this solution is not economically or technically feasible for the production of large and complex parts. For control of both of these impurities, sintering at a temperature lower than 1500 °C seems to be a good solution but these latter are not dense (~90% TMD ± 0.2%). Indeed, below this temperature, carbides do not form and if a reduction stage is implemented, the microstructure remains fine-grained without grain growth. However, it is still possible that some carbon diffusion occurs. However, the diffusion is slow, so even if it occurs, it remains limited.
In the case of the dense molybdenum produced from commercial powder made by Tekna, this sintering temperature is an interesting way of solving the carbide formation; however, its density is not sufficient (density close to 90% TMD ± 0.2%), meaning another solution has to be found. Several possibilities can be envisaged, such as a powder with smaller grains or a mechanically activated powder, but in both cases, the purity of the powder remains essential.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}