Constitutive Equations for Describing the Warm and Hot Deformation Behavior of 20Cr2Ni4A Alloy Steel


Abstract
:1. Introduction
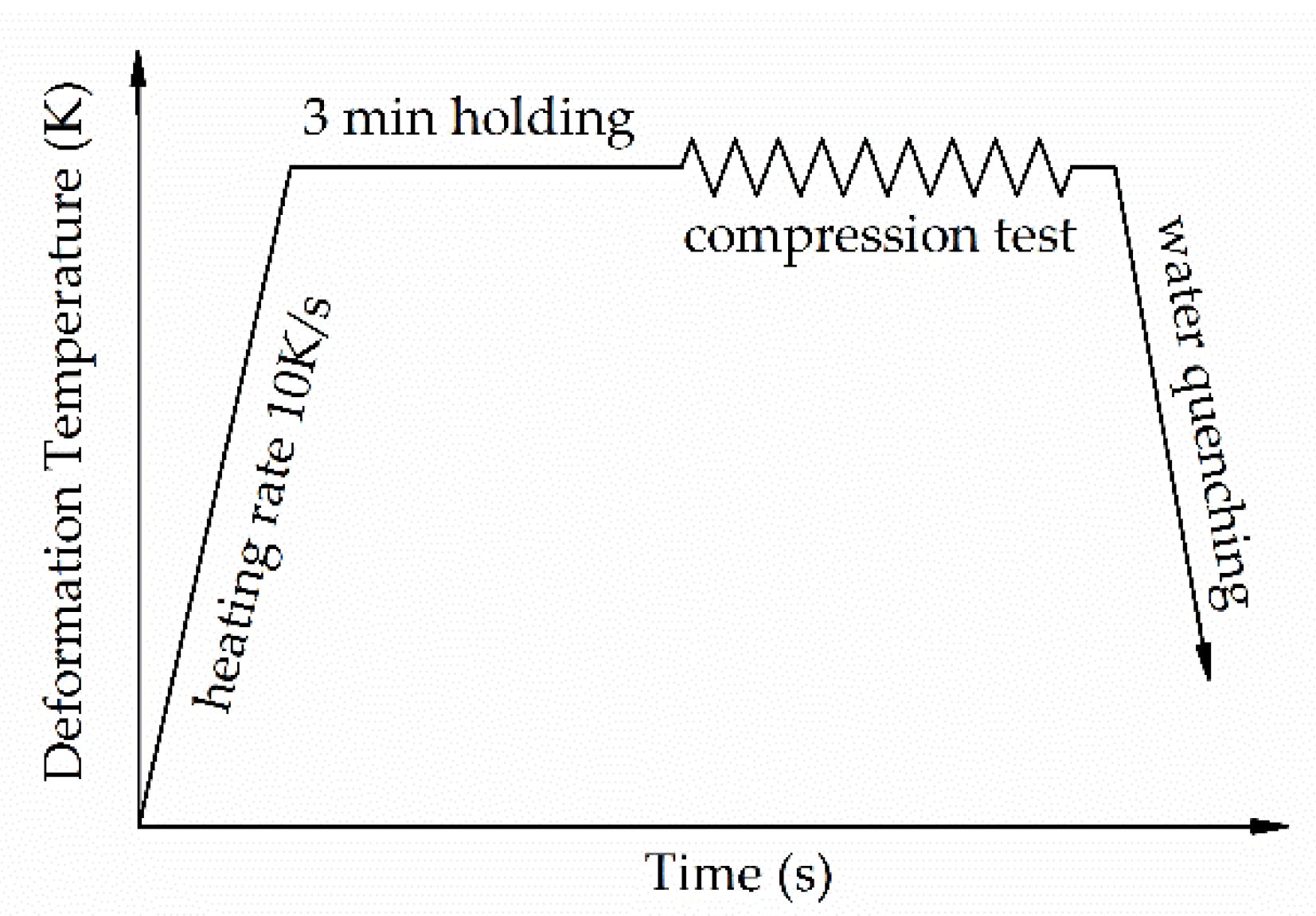
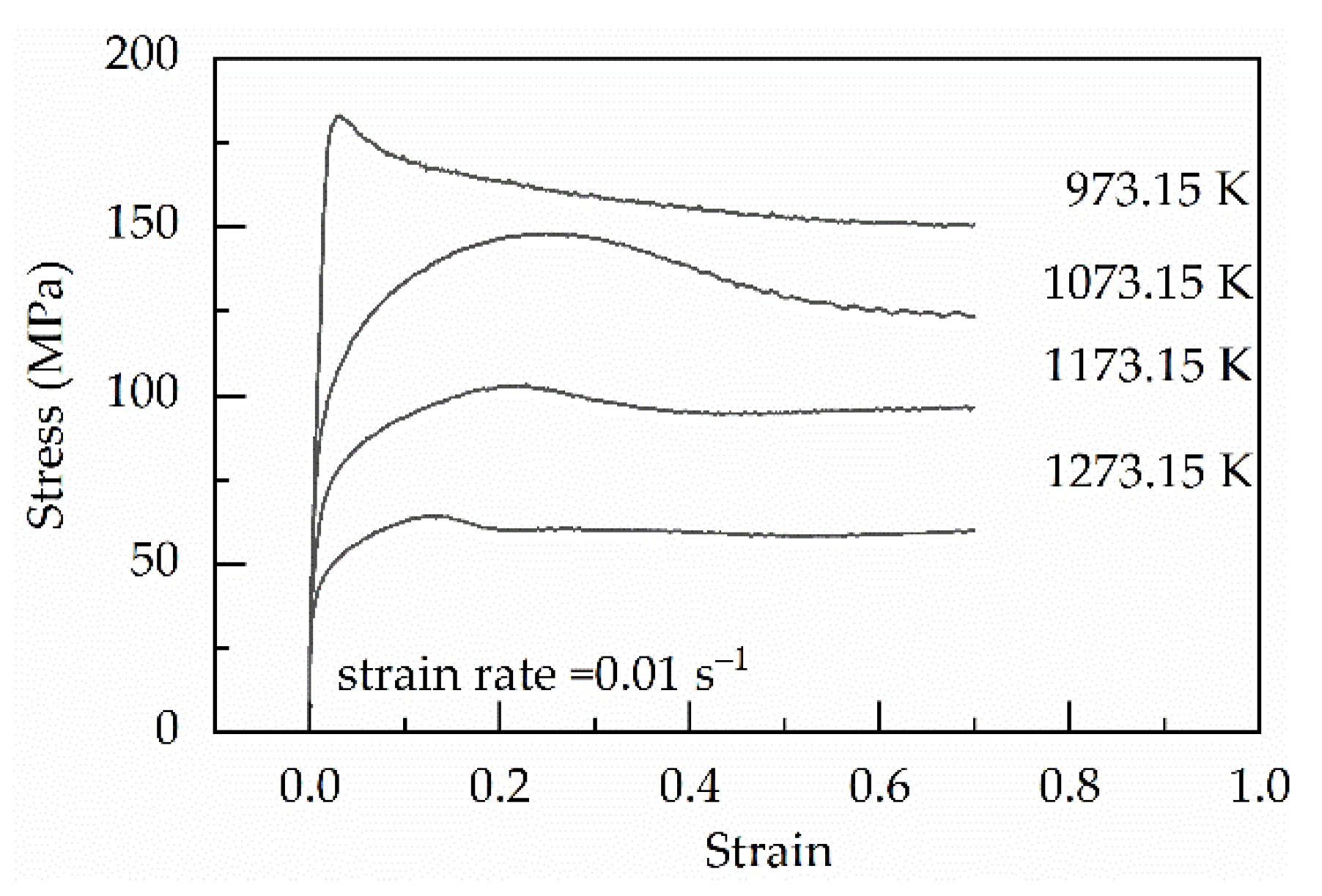
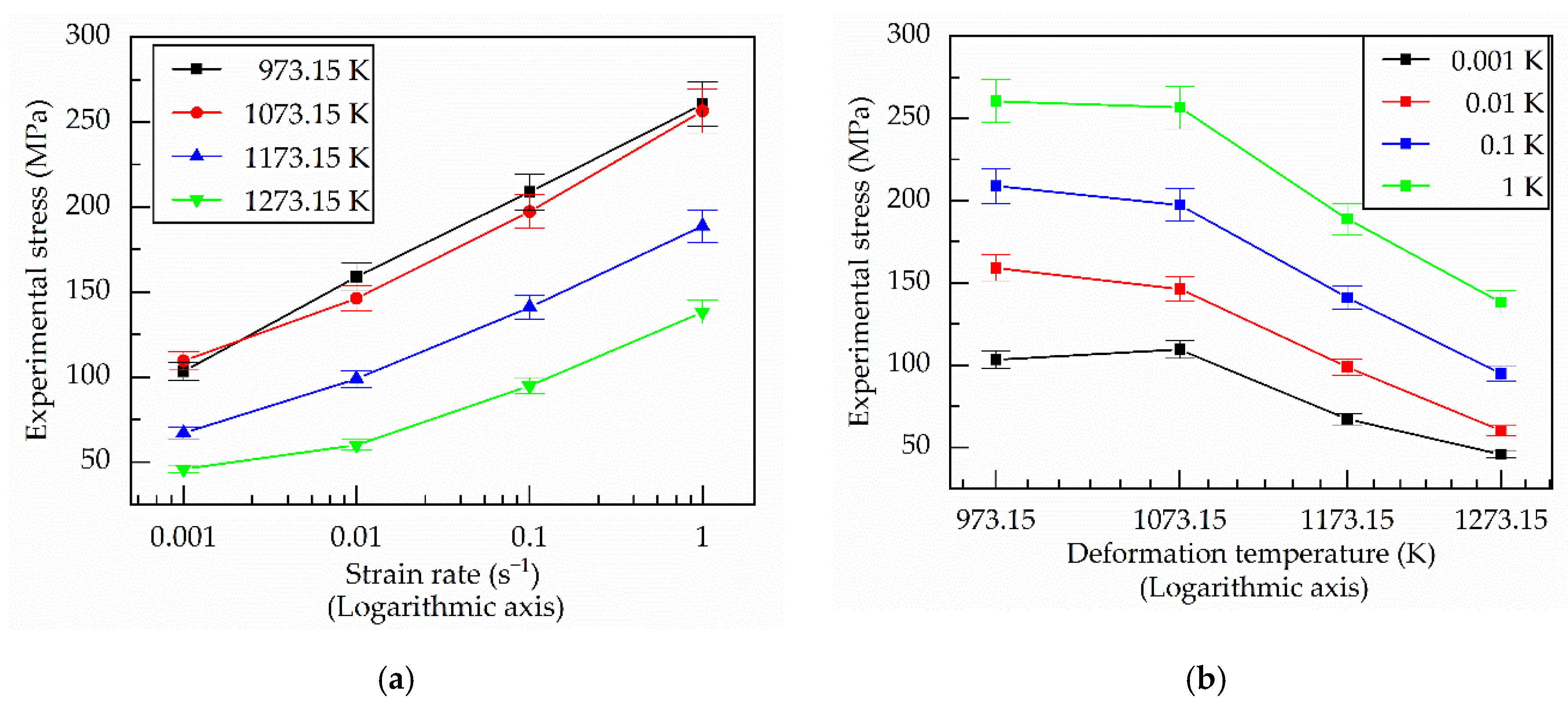
2. Experimental Procedure and Results
3. Constitutive Equation
3.1. The Original Strain-Compensated Arrhenius-Type (osA-type) Equation
3.2. The Modified Strain-Compensated Arrhenius-Type (msA-type) Equation
3.3. The Original Hensel–Spittel (oHS) Equation
3.4. The Modified Hensel–Spittel (mHS) Equation
4. Results
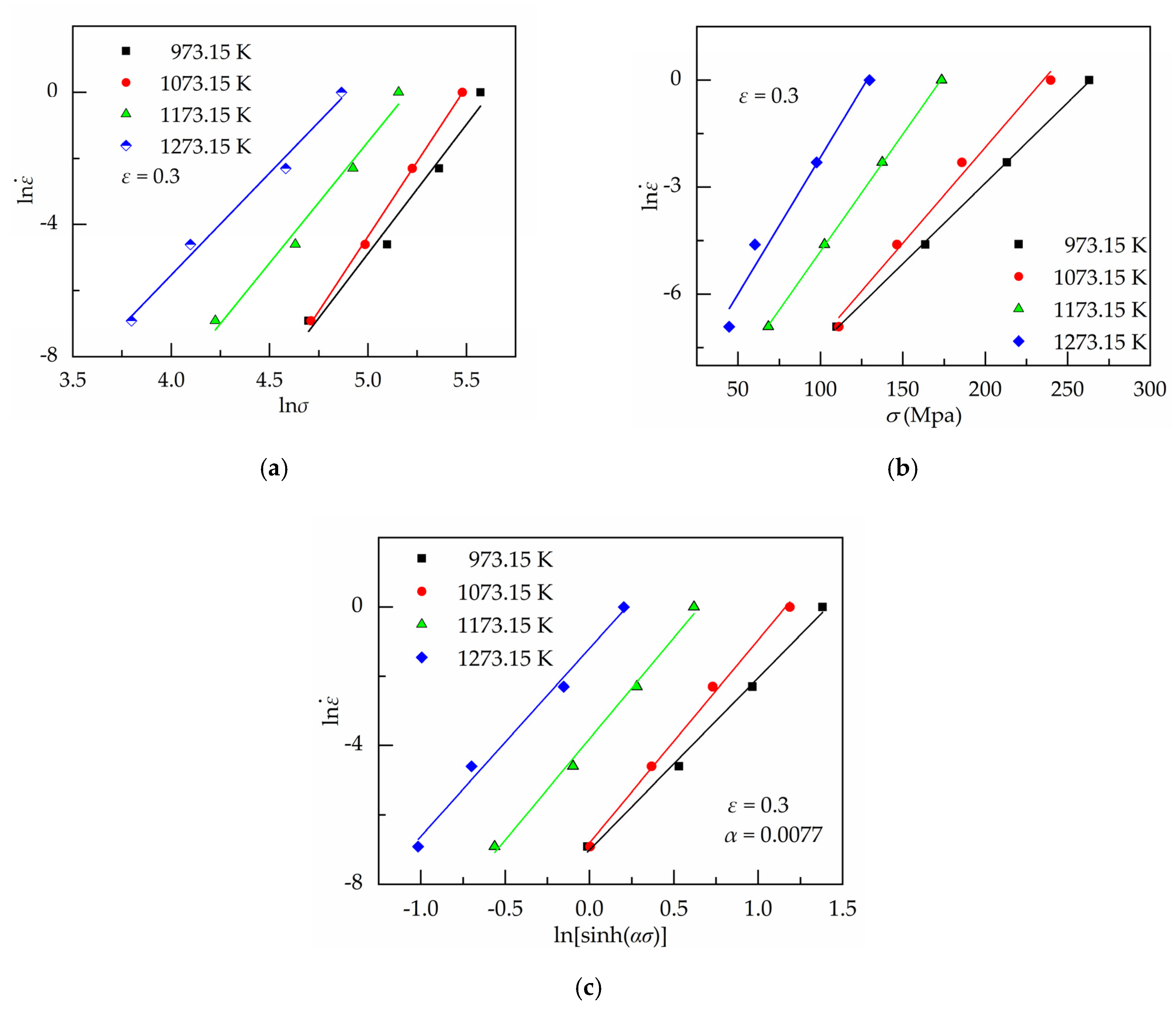
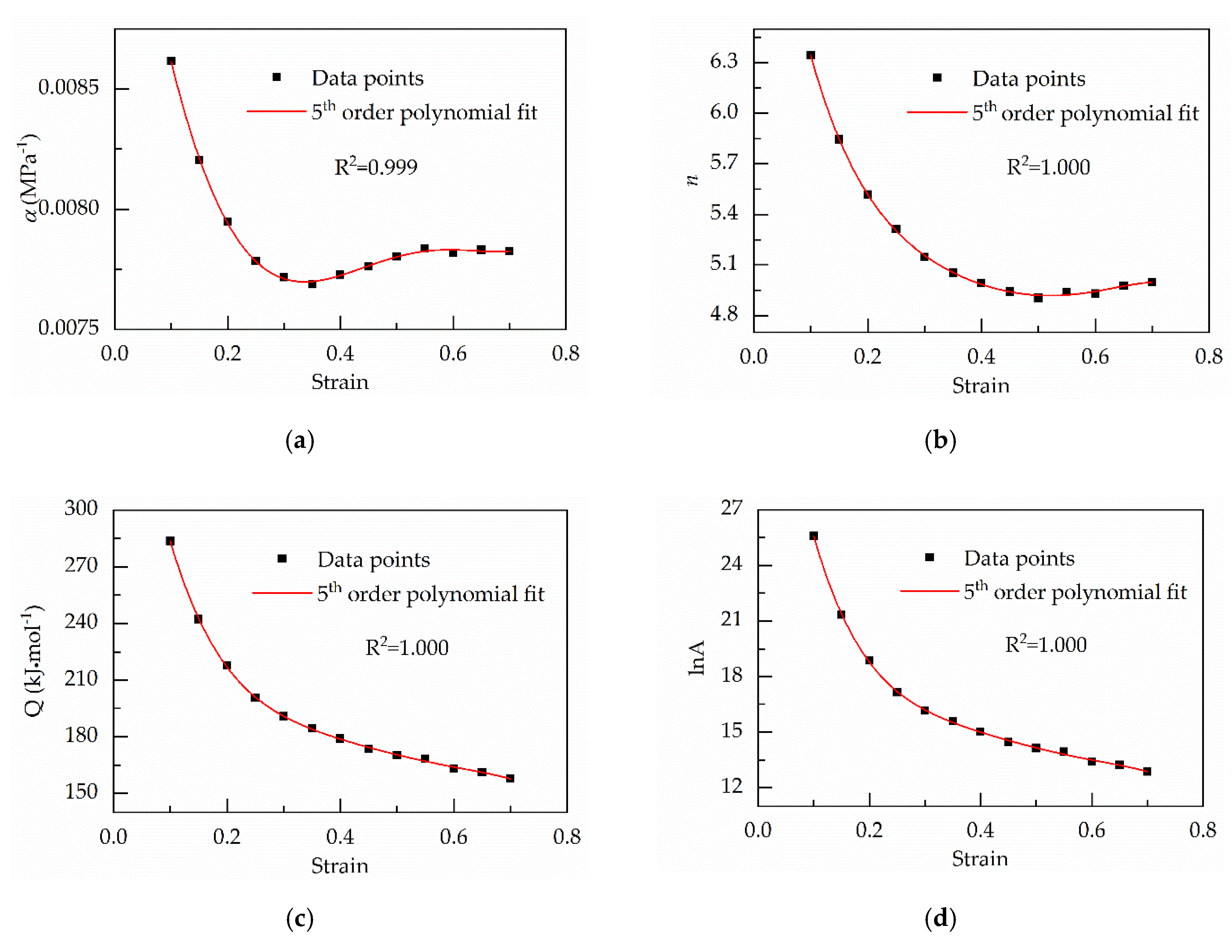
4.1. Establishing the Original Strain-Compensated Arrhenius-Type (osA-type) Equation
4.2. Establishing the Modified Strain-Compensated Arrhenius-Type (msA-type) Equation
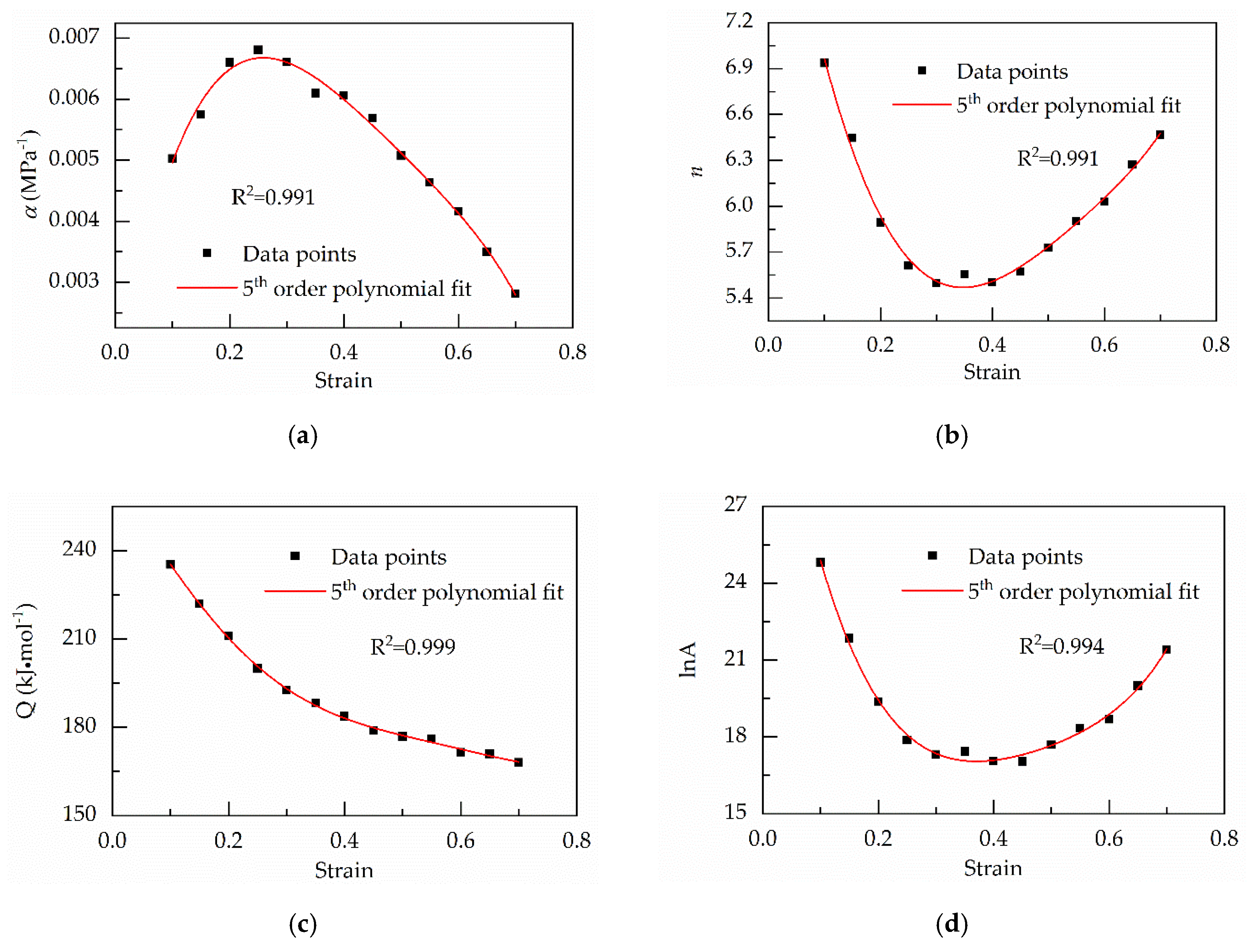
4.2.1. Solving the Material Constants
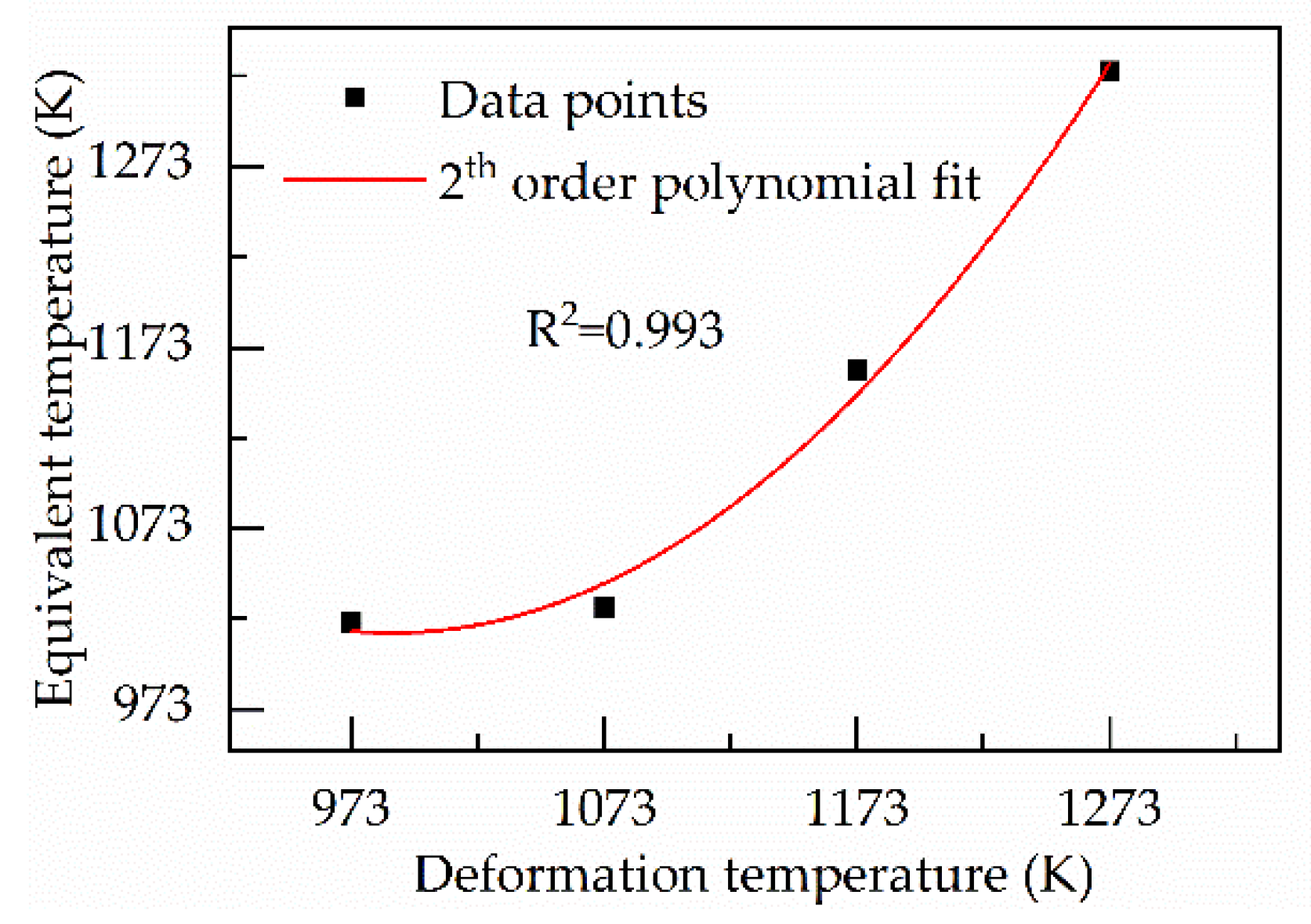
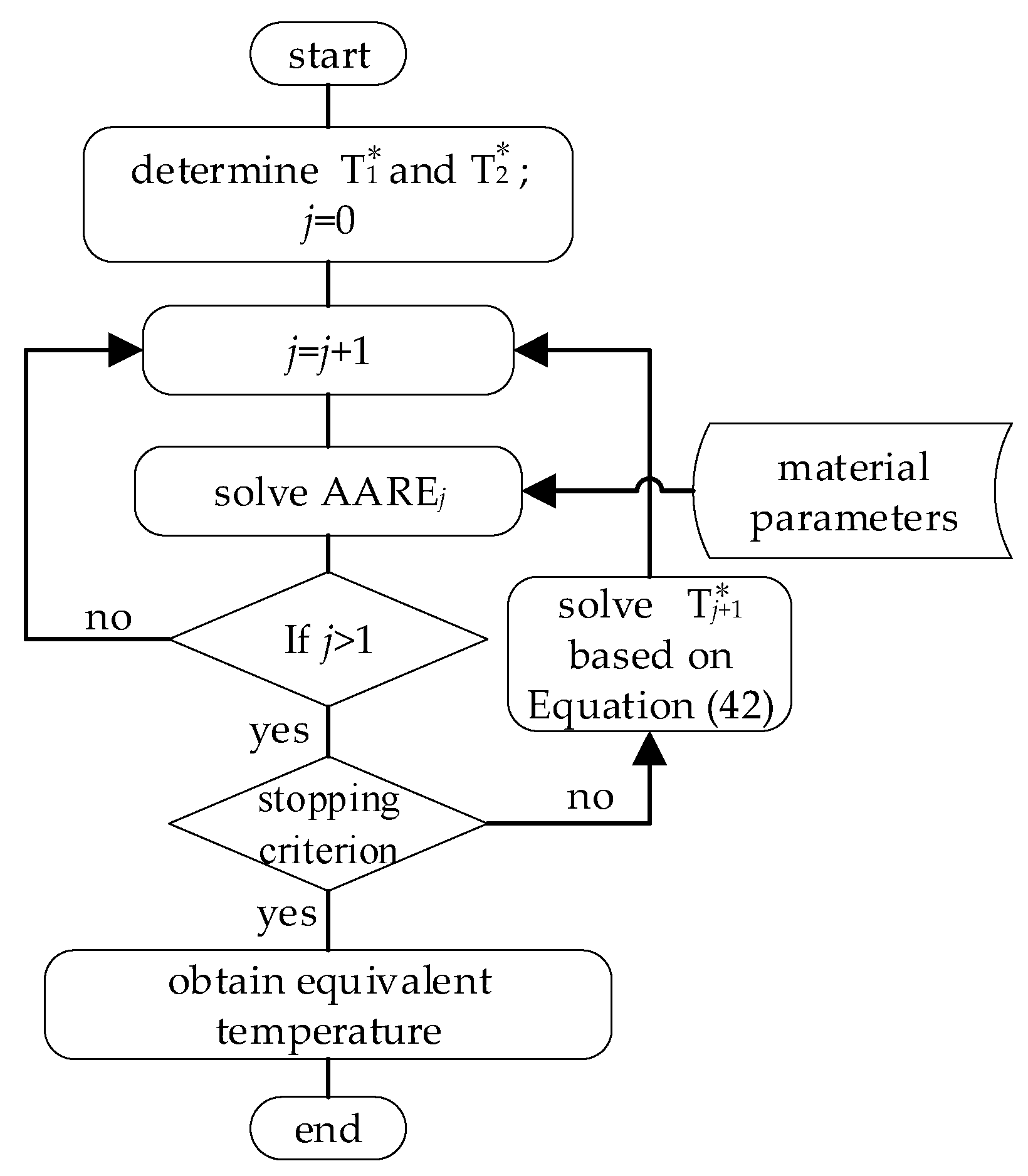
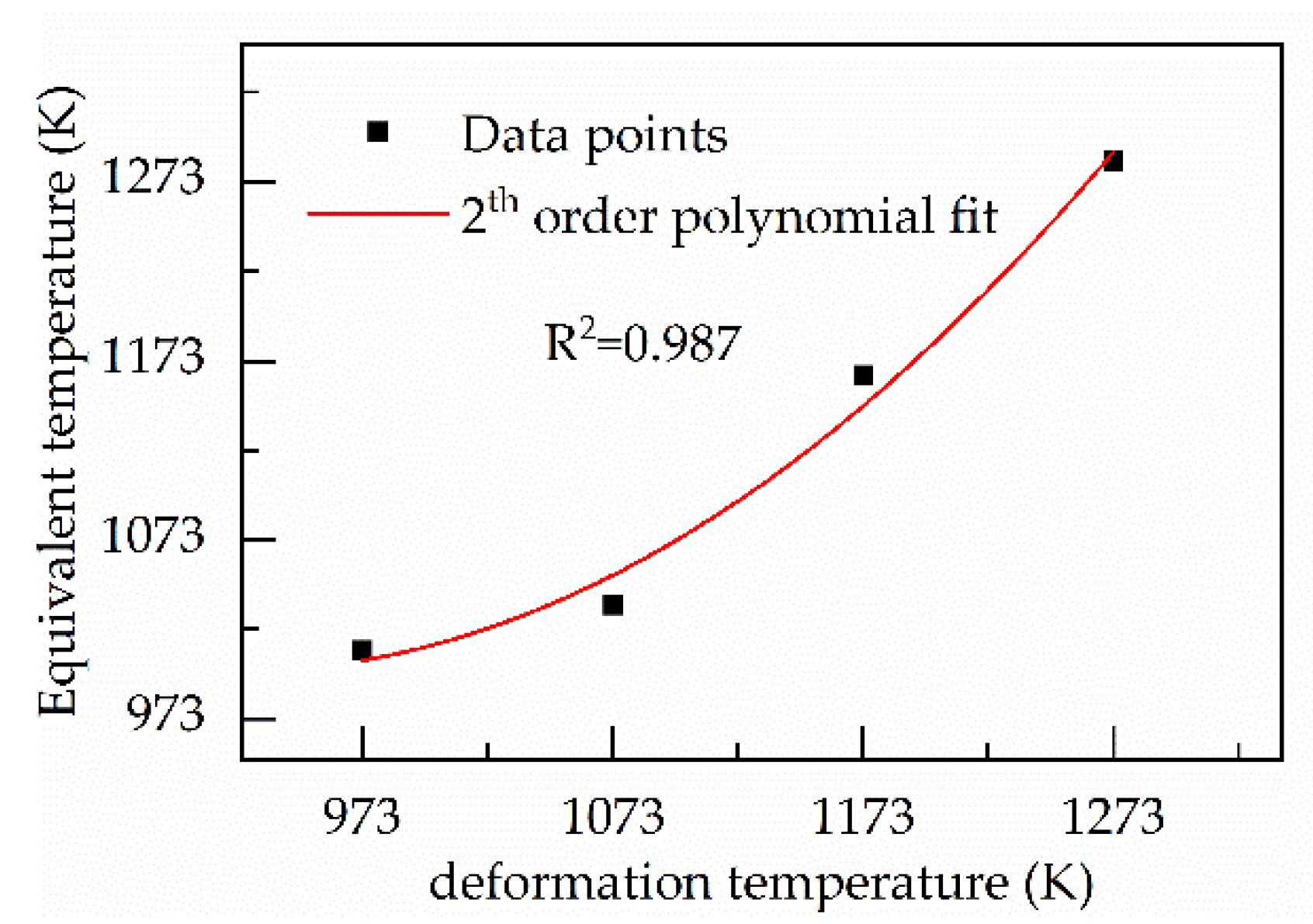
4.2.2. Solving the Equivalent Temperature
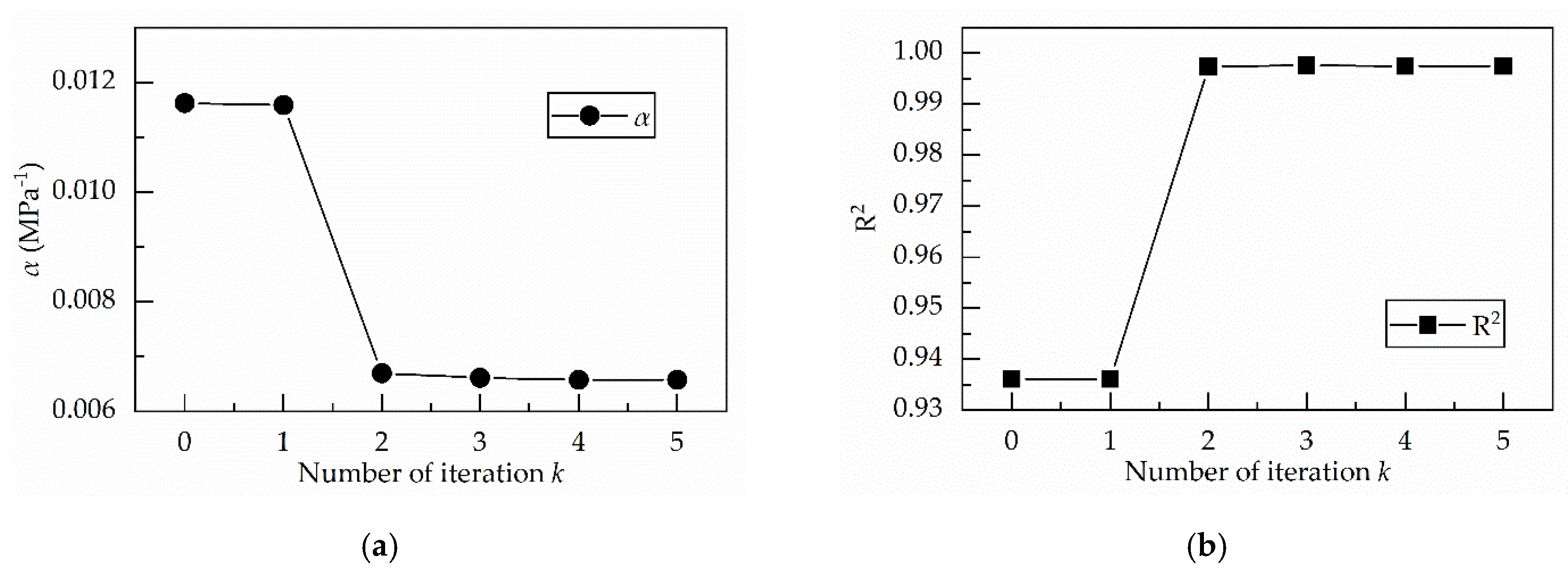
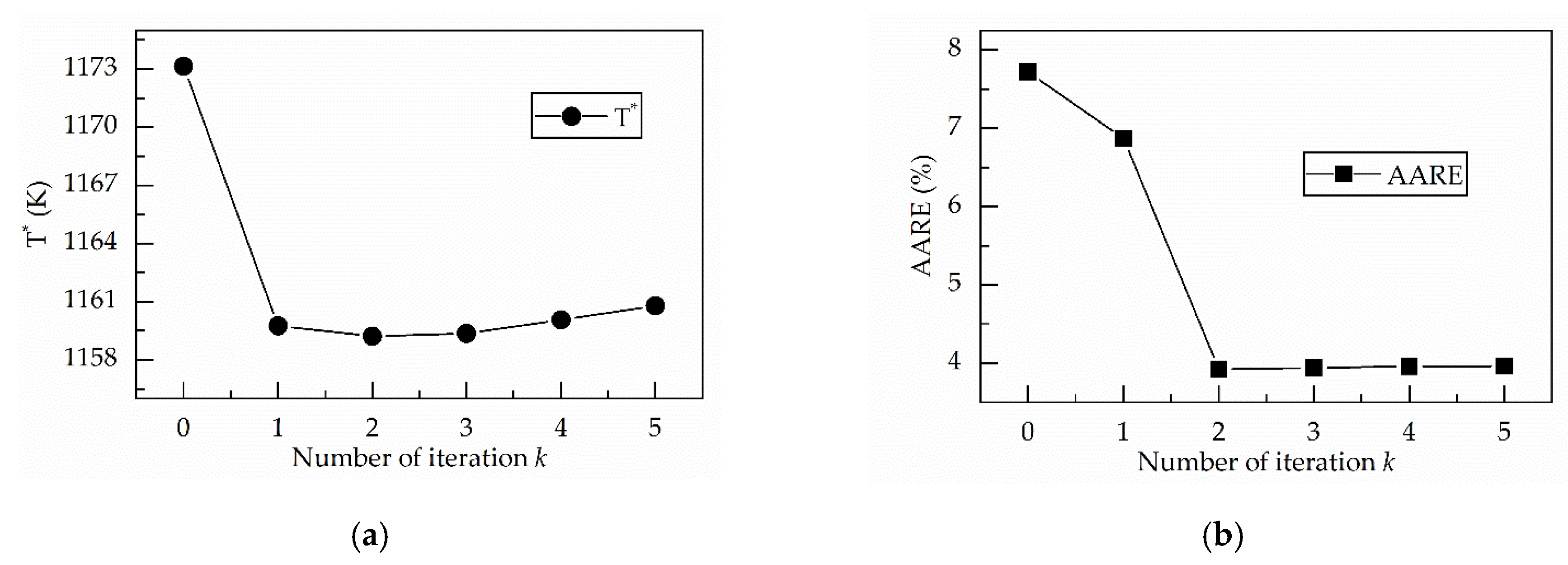
4.2.3. Optimizing the Material Parameters and Equivalent Temperatures
4.3. Establishing the Original Hensel–Spittel (oHS) Equation
4.4. Establishing the Modified Hensel–Spittel Constitutive Equation
5. Discussion
6. Conclusions
- (1)
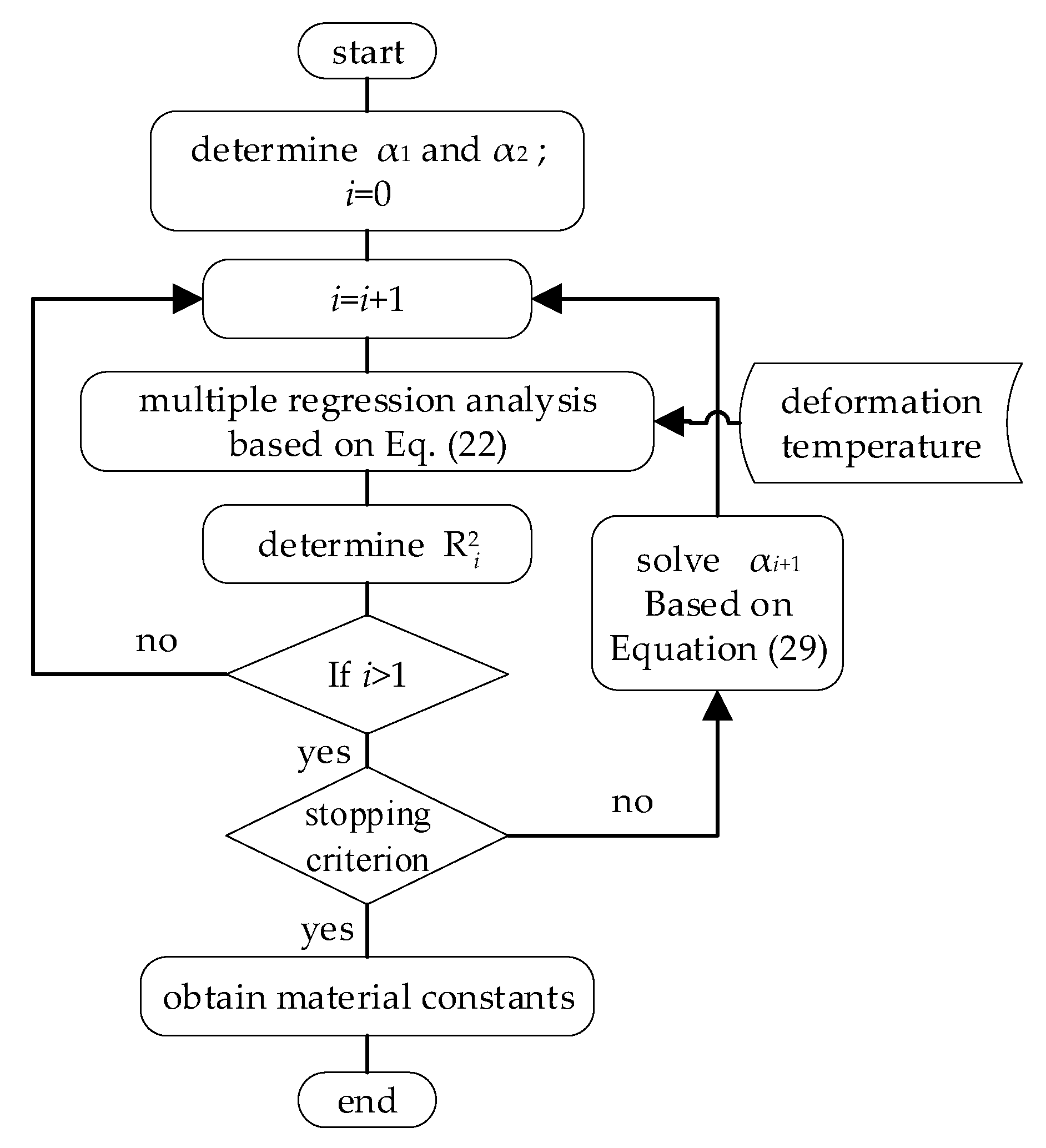
- The new method is proposed by combining multiple linear regression with the iterative method, which can determine the parameters in the msA-type equation and the mHS equation. Moreover, the new method can optimize the parameters to improve the predication accuracy of the two modified constitutive equations;
- (2)
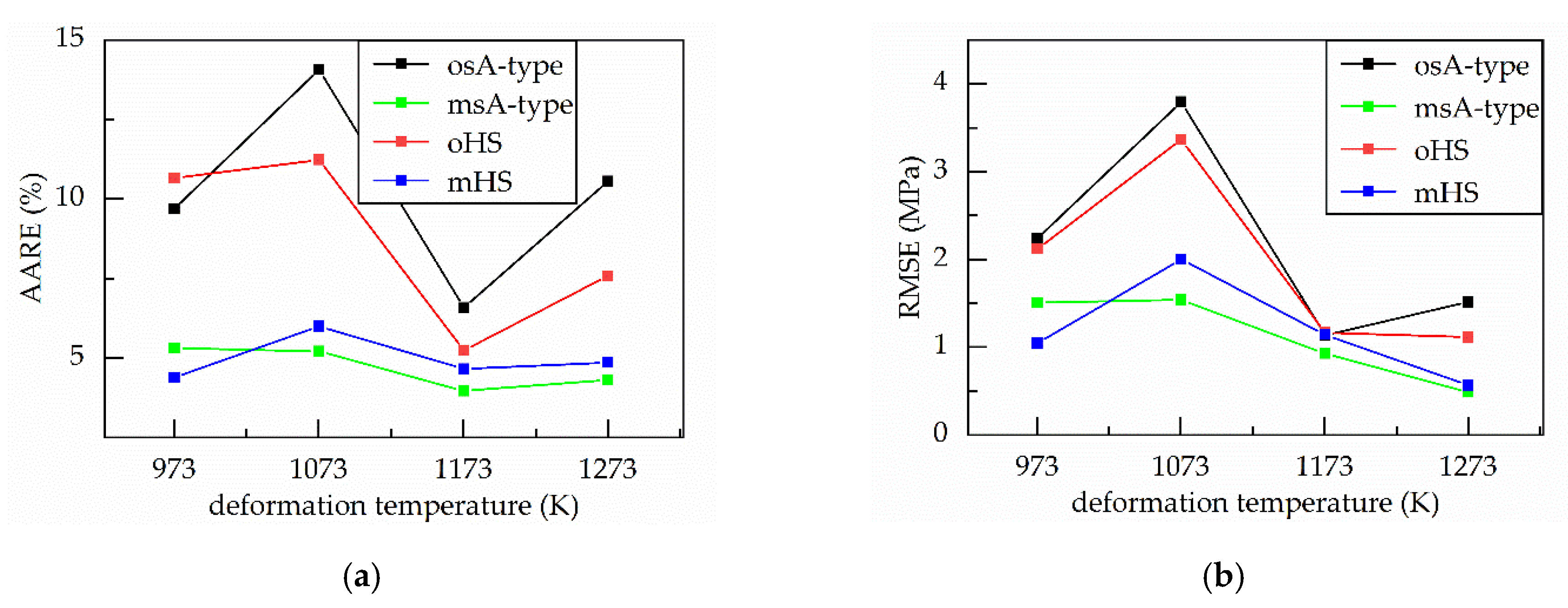
- The two original constitutive equations (namely, the osA-type and oHS equation) had a relatively lower prediction accuracy, with R-value, AARE-value and RMSE-value of 0.925, 10.23% and 1.20 MPa for the original strain-compensated Arrhenius-type (osA-type) equation and of 0.938, 8.46% and 1.07 MPa for the original Hensel–Spittel (oHS) equation;
- (3)
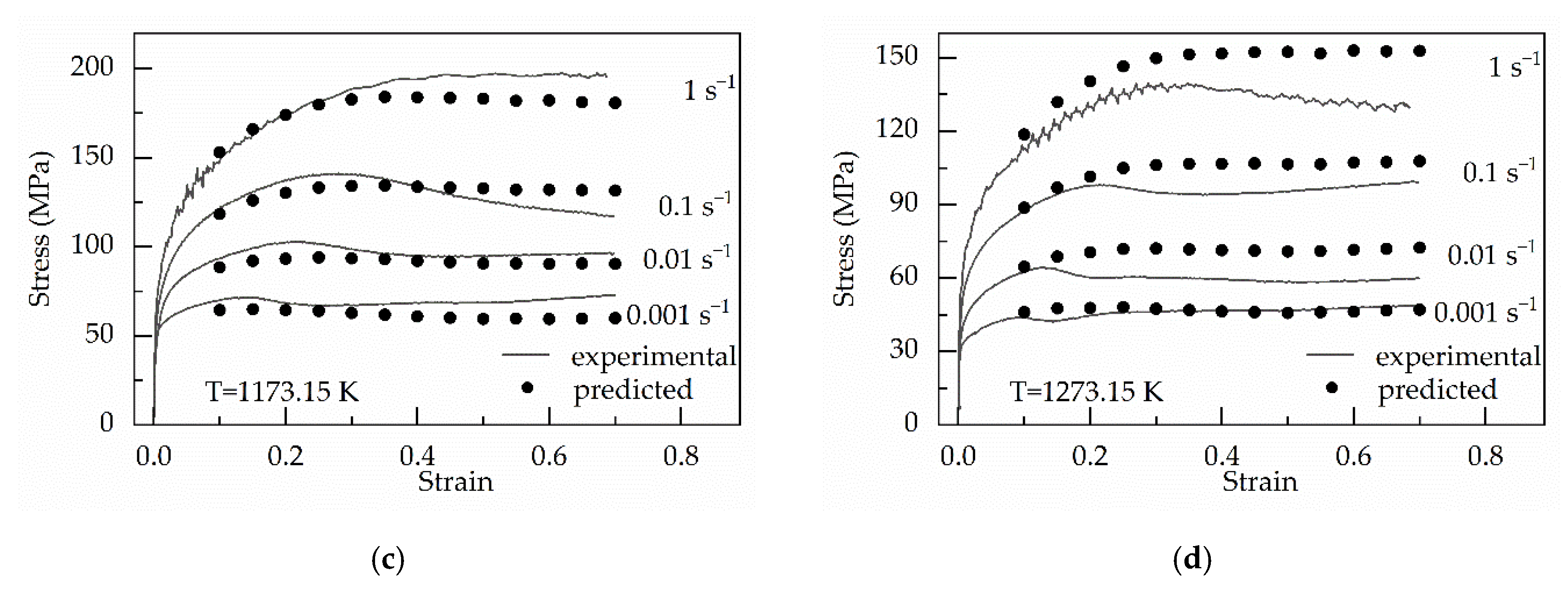
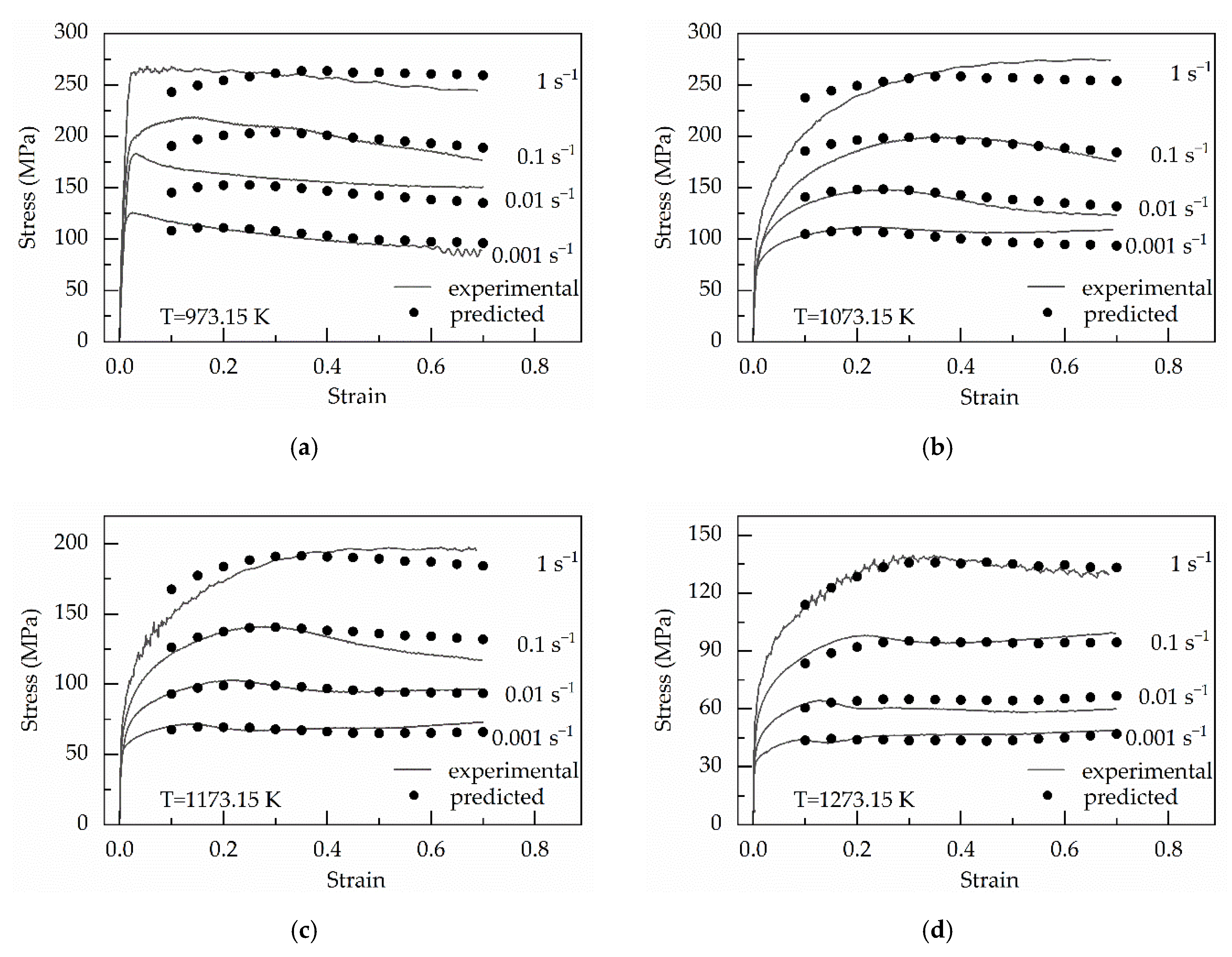
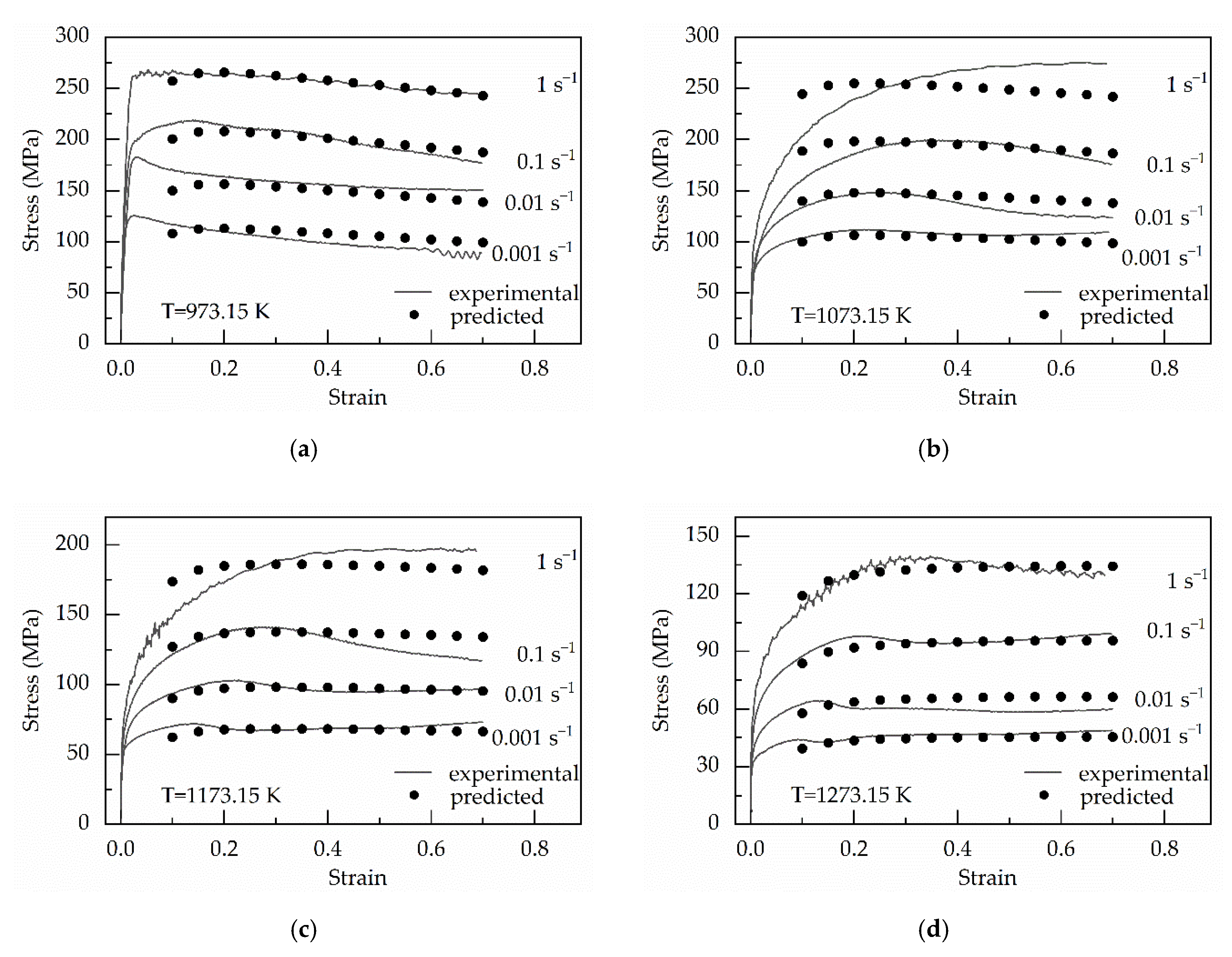
- The prediction accuracy of the modified strain-compensated Arrhenius-type (msA-type) equation is the highest because the msA-type equation has the highest R-value (0.981), the lowest AARE-value (4.70%) and MRSE-value (0.6 MPa). Moreover, the R-value, AARE-value and RMSE-value of the modified Hensel–Spittel (mHS) equation are 0.978, 4.98% and 0.65 MPa, respectively. Therefore, the two modified have similar prediction accuracy and every modified constitutive equation (namely, the msA-type and mHS equation) has higher prediction accuracy than any original constitutive equation (namely, the osA-type and oHS equation);
- (4)
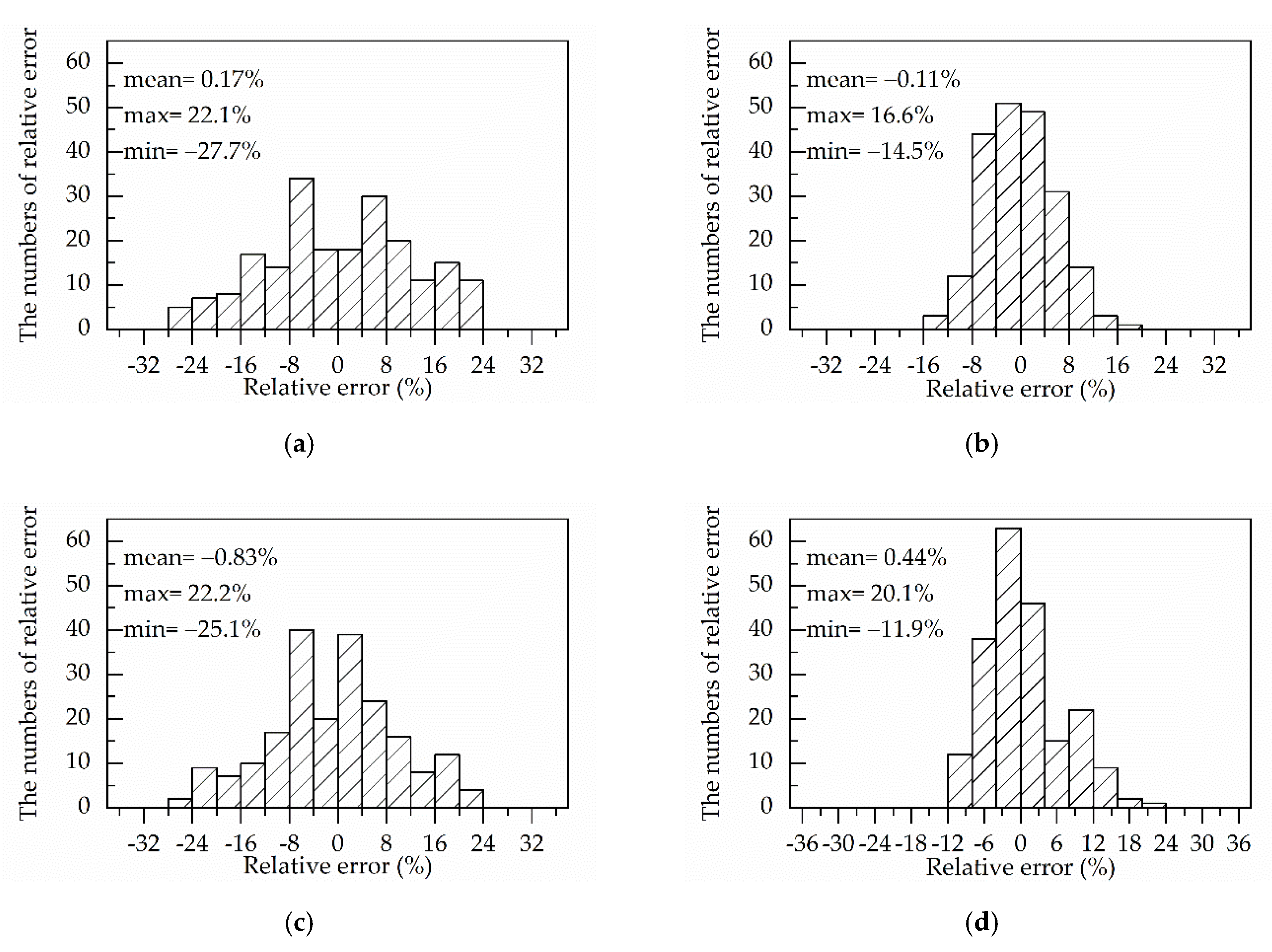
- Regarding the above two modified constitutive equations, there is a smaller difference between AARE under different deformation temperatures and every AARE-valve is relatively small.
Author Contributions
Funding
Conflicts of Interest
References
- Tokita, Y.; Nakagaito, T.; Tamai, Y.; Urabe, T. Stretch formability of high strength steel sheets in warm forming. J. Mater. Process. Technol. 2017, 246, 77–84. [Google Scholar] [CrossRef]
- Chino, Y.; Nakaura, Y.; Ohori, K.; Kamiya, A.; Mabuchi, M. Mechanical properties at elevated temperature of a hot-deformed Mg–Al–Ca–Mn–Sr alloy. Mater. Sci. Eng. A 2007, 452, 31–36. [Google Scholar] [CrossRef]
- Li, Y.Y.; Zhao, S.D.; Fan, S.Q.; Zhong, B. Plastic properties and constitutive equations of 42CrMo steel during warm forming process. Mater. Sci. Technol. 2014, 30, 645–652. [Google Scholar] [CrossRef]
- Fujikawa, S.; Yoshioka, H.; Shimamura, S. Cold- and warm-forging applications in the automotive industry. J. Mater. Process. Technol. 1992, 35, 317–342. [Google Scholar] [CrossRef]
- Niechajowicz, A.; Tobota, A. Warm deformation of carbon steel. J. Mater. Process. Technol. 2000, 106, 123–130. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, M.S. Study of microstructural evolution during static recrystallization in a low alloy steel. J. Mater. Sci. 2009, 44, 835–842. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, M.S.; Zhong, J. Study of static recrystallization kinetics in a low alloy steel. Comput. Mater. Sci. 2008, 44, 316–321. [Google Scholar] [CrossRef]
- Ben, N.-Y.; Zhang, D.-W.; Liu, N.; Zhao, X.-P.; Guo, Z.-J.; Zhang, Q.; Zhao, S.-D. FE modeling of warm flanging process of large T-pipe from thick-wall cylinder. Int. J. Adv. Manuf. Technol. 2017, 93, 3189–3201. [Google Scholar] [CrossRef]
- Shin, H.; Kim, J.B. A phenomenological constitutive equation to describe various flow stress behaviors of materials in wide strain rate and temperature regimes. J. Eng. Mater. 2010, 132, 021009. [Google Scholar] [CrossRef]
- Lin, Y.C.; Liu, G. A new mathematical model for predicting flow stress of typical high-strength alloy steel at elevated high temperature. Comput. Mater. Sci. 2010, 8, 48–54. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, X.M. A critical review of experimental results and constitutive descriptions for metals and alloys in hot working. Mater. Des. 2011, 32, 1733–1759. [Google Scholar] [CrossRef]
- Abbasi-Bani, A.; Zarei-Hanzaki, A.; Pishbin, M.H.; Haghdadi, N. A comparative study on the capability of Johnson-Cook and Arrhenius-type constitutive equations to describe the flow behavior of Mg-6A1-1Zn alloy. Mech. Mater. 2014, 71, 52–61. [Google Scholar] [CrossRef]
- Wen, T.; Liu, L.T.; Huang, Q.; Chen, X.; Fang, J.Z. Evaluation on prediction abilities of constitutive models considering FEA application. J. Cent. South Univ. 2018, 25, 1251–1262. [Google Scholar] [CrossRef]
- Xia, Y.N.; Zhang, C.; Zhang, L.W.; Shen, W.F.; Xu, Q.H. A comparative study of constitutive models for flow stress behavior of medium carbon Cr–Ni–Mo alloyed steel at elevated temperature. J. Mater. Res. 2017, 32, 3875–3884. [Google Scholar] [CrossRef]
- Ma, Z.W.; Hu, F.Y.; Wang, Z.J.; Fu, K.J.; Wei, Z.X.; Wang, J.J.; Li, W.J. Constitutive Equation and Hot Processing Map of Mg-16Al Magnesium Alloy Bars. Materials 2020, 13, 3107. [Google Scholar] [CrossRef] [PubMed]
- He, A.; Xie, G.L.; Zhang, H.L.; Wang, X.T. A comparative study on Johnson-Cook, modified Johnson-Cook and Arrhenius-type constitutive models to predict the high temperature flow stress in 20CrMo alloy steel. Mater. Des. 2013, 52, 677–685. [Google Scholar] [CrossRef]
- Li, Y.; Ji, H.; Cai, Z.; Tang, X.; Li, Y.; Liu, J. Comparative study on constitutive models for 21-4N heat resistant steel during high temperature deformation. Materials 2019, 12, 1893. [Google Scholar] [CrossRef] [Green Version]
- Li, H.Y.; Wang, X.F.; Wei, D.D.; Hu, J.D.; Li, Y.H. A comparative study on modified Zerilli-Armstrong, Arrhenius-type and artificial neural network models to predict high-temperature deformation behavior in T24 steel. Mater. Sci. Eng. A 2012, 536, 216–222. [Google Scholar] [CrossRef]
- Samantaray, D.; Mandal, S.; Bhaduri, A.K. A comparative study on Johnson Cook, modified Zerilli–Armstrong and Arrhenius-type constitutive models to predict elevated temperature flow behavior in modified 9Cr–1Mo steel. Comput. Mater. Sci. 2009, 47, 568–576. [Google Scholar] [CrossRef]
- Li, H.-Y.; Li, Y.-H.; Wang, X.-F.; Liu, J.-J.; Wu, Y. A comparative study on modified Johnson Cook, modified Zerilli–Armstrong and Arrhenius-type constitutive models to predict the hot deformation behavior in 28CrMnMoV steel. Mater. Des. 2013, 49, 493–501. [Google Scholar] [CrossRef]
- Li, T.; Zhao, B.; Lu, X.; Xu, H.; Zou, D. A Comparative Study on Johnson Cook, Modified Zerilli–Armstrong, and Arrhenius-Type Constitutive Models to Predict Compression Flow Behavior of SnSbCu Alloy. Materials 2019, 12, 1726. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, J.; Zhao, G.; Chen, L.; Li, J. A comparative study of several constitutive models for powder metallurgy tungsten at elevated temperature. Mater. Des. 2016, 90, 91–100. [Google Scholar] [CrossRef]
- Shokry, A.; Gowid, O.D.S.; Kharmanda, G.; Mahdi, E. Constitutive models for the prediction of the hot deformation behavior of the 10%Cr steel alloy. Materials 2019, 12, 2873. [Google Scholar] [CrossRef] [Green Version]
- Wang, F.; Shen, J.; Zhang, Y.; Ning, Y. A modified constitutive model for the description of the flow behavior of the Ti-10V-2Fe-3Al alloy during hot plastic deformation. Metals 2019, 9, 844. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Liu, J. Strain compensation constitutive model and parameter optimization for Nb-contained 316LN. Metals 2019, 9, 212. [Google Scholar] [CrossRef] [Green Version]
- Hensel, A.; Spittel, T. Kraft-Und Arbeitsbedarf Bildsamer Formgeburgsverfahren: Mit51 Tabellen; Dt Verlag fur Grundstoffindustrie: Wuppertal, Germany, 1978. [Google Scholar]
- El Mehtedi, M.; Musharavati, F.; Spigarelli, S. Modelling of the flow behaviour of wrought aluminium alloys at elevated temperatures by a new constitutive equation. Mater. Des. 2014, 54, 869–873. [Google Scholar] [CrossRef]
- Rudnytskyj, A.; Simon, P.; Jech, M.; Gachot, C. Constitutive modelling of the 6061 aluminium alloy under hot rolling conditions and large strain ranges. Mater. Des. 2020, 190, 108568. [Google Scholar] [CrossRef]
- Wei, G.; Peng, X.; Hadadzadeh, A.; Mahmoodkhani, Y.; Xie, W.; Yang, Y.; Wells, M.A. Constitutive modeling of Mg-9Li-3Al-2Sr-2Y at elevated temperatures. Mech. Mater. 2015, 89, 241–253. [Google Scholar] [CrossRef]
- Godor, F.; Werner, R.; Lindemann, J.; Clemens, H.; Mayer, S. Characterization of the high temperature deformation behavior of two intermetallic TiAl–Mo alloys. Mater. Sci. Eng. A 2015, 648, 208–216. [Google Scholar] [CrossRef]
- Rebeyka, C.J.; Button, S.T.; Lajarin, S.F.; Marcondes, P.V.P. Mechanical behavior of HSLA350/440 and DP350/600 steels at different temperatures and strain rates. Mater. Res. Express 2018, 5, 66515. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wu, Q.; Pang, G.D.; Jiang, X.Y.; He, D.G. Hot tensile deformation mechanism and dynamic softening behavior of Ti–6Al–4V alloy with thick lamellar icrostructures. Adv. Eng. Mater. 2020, 22, 1901193. [Google Scholar] [CrossRef]
- Pang, L.; Liu, G.C.; Lu, J.P. The experiments for mechanical properties of 20Cr2Ni4 steel and the coefficient definition of constitutive equation. J. Mater. Process. Technol. 2016, 237, 216–234. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.; Zhao, J.; Zhai, R.X.; Ma, R. Arrhenius-Type Constitutive Model and Dynamic Recrystallization Behavior of 20Cr2Ni4A Alloy Carburizing Steel. Steel Res. Int. 2016, 87, 9999. [Google Scholar] [CrossRef]
- Springer, P.; Prahl, U. Characterisation of mechanical behavior of 18CrNiMo7-6 steel with and without nb under warm forging conditions through processing maps analysis. J. Mater. Process. Technol. 2016, 237, 216–234. [Google Scholar] [CrossRef]
- Jin, Y.; Xue, H.; Yang, Z.; Zhang, L.; Zhang, C.; Wang, S.; Luo, J. Constitutive Equation of GH4169 Superalloy and Microstructure Evolution Simulation of Double-Open Multidirectional Forging. Metals 2019, 9, 1146. [Google Scholar] [CrossRef] [Green Version]
- Sheng, X.; Lei, Q.; Xiao, Z.; Wang, M. Hot Deformation Behavior of a Spray-Deposited Al-8.31Zn-2.07Mg-2.46Cu-0.12Zr Alloy. Metals 2017, 7, 299. [Google Scholar] [CrossRef] [Green Version]
- Wen, S.; Han, C.; Zhang, B.; Liang, Y.; Ye, F.; Lin, J. Flow Behavior Characteristics and Processing Map of Fe-6.5wt. %Si Alloys during Hot Compression. Metals 2018, 8, 186. [Google Scholar] [CrossRef] [Green Version]
- Lei, B.; Chen, G.; Liu, K.; Wang, X.; Jiang, X.; Pan, J.; Shi, Q. Constitutive Analysis on High-Temperature Flow Behavior of 3Cr-1Si-1Ni Ultra-High Strength Steel for Modeling of Flow Stress. Metals 2019, 9, 42. [Google Scholar] [CrossRef] [Green Version]
- Li, Q.; Wang, T.-S.; Li, H.-B.; Gao, Y.-W.; Li, N.; Jing, T.-F. Warm deformation behavior of steels containing carbon of 0. 45% to 1. 26% with marten site starting structure. J. Iron Steel Res. Int. 2010, 17, 34–37. [Google Scholar] [CrossRef]
- Li, Q.; Wang, T.S.; Jing, T.F.; Gao, Y.W.; Zhou, J.F.; Yu, J.K.; Li, H.B. Warm deformation behavior of quenched medium carbon steel and its effect on microstructure and mechanical properties. Mater. Sci. Eng. A 2009, 515, 38–42. [Google Scholar] [CrossRef]
- Omale, J.I.; Ohaeri, E.G.; Szpunar, J.A.; Arafin, M.; Fateh, F. Microstructure and texture evolution in warm rolled API 5L X70 pipeline steel for sour service application. Mater. Charact. 2019, 147, 453–463. [Google Scholar] [CrossRef]
- Huang, Y.C.; Lin, Y.C.; Deng, J.; Liu, G.; Chen, M.S. Hot tensile deformation behaviors and constitutive model of 42CrMo steel. Mater. Des. 2014, 53, 349–356. [Google Scholar] [CrossRef]
- Cui, M.; Zhao, S.; Chen, C.; Zhang, D.-W.; Li, J.; Li, Y. Study on warm forming effects of the axial-pushed incremental rolling process of spline shaft with 42CrMo steel. Proc. Inst. Mech. Eng. Part E J. Process. Mech. Eng. 2017, 232, 555–565. [Google Scholar] [CrossRef]
- Momeni, A.; Dehghani, K. Prediction of dynamic recrystallization kinetics and grain size for 410 martensitic stainless steel during hot deformation. Met. Mater. Int. 2010, 16, 843–849. [Google Scholar] [CrossRef]
- Mirzaee, M.; Keshmiri, H.; Ebrahimi, G.R.; Momeni, A. Dynamic recrystallization and precipitation in low carbon low alloy steel 26NiCrMoV 14–5. Mater. Sci. Eng. A 2012, 551, 25–31. [Google Scholar] [CrossRef]
- He, Z.B.; Wang, Z.B.; Li, P. A Comparative Study on Arrhenius and Johnson–Cook Constitutive Models for High-Temperature Deformation of Ti2AlNb-Based Alloys. Metals 2019, 9, 123. [Google Scholar] [CrossRef] [Green Version]
- McQueen, H.J.; Ryan, N.D. Constitutive analysis in hot working. Mater. Sci. Eng. A 2002, 322, 43–63. [Google Scholar] [CrossRef]
- Slooff, F.A.; Zhou, J.; Duszczyk, J.; Katgerman, L. Constitutive analysis of wrought magnesium alloy Mg–Al4–Zn1. Scripta Metall. 2007, 57, 759–762. [Google Scholar] [CrossRef]
- Samantaray, D.; Mandal, S.; Bhaduri, A.K. Constitutive analysis to predict high-temperature flow stress in modified 9Cr–1Mo (P91) steel. Mater. Des. 2010, 31, 981–984. [Google Scholar] [CrossRef]
- Peng, X.; Guo, H.; Shi, Z.; Qin, C.; Zhao, Z. Constitutive equations for high temperature flow stress of TC4-DT alloy incorporating strain, strain rate and temperature. Mater. Des. 2013, 50, 198–206. [Google Scholar] [CrossRef]
- He, J.; Chen, F.; Wang, B.; Zhu, L.B. A modified Johnson–Cook model for 10% Cr steel at elevated temperatures and a wide range of strain rates. Mater. Sci. Eng. A 2018, 715, 1–9. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | C | Si | Mn | Cr | Ni | S | P | Fe |
|---|---|---|---|---|---|---|---|---|
| Value (%) | 0.19 | 0.21 | 0.45 | 1.55 | 3.24 | 0.002 | 0.005 | Bal |
| α (MPa−1) | n | Q (kJ·mol−1) | lnA |
|---|---|---|---|
| α0 = 0.0099 | N0 = 8.1874 | Q0 = 441.1503 | A0 = 42.0394 |
| α1 = −0.0159 | N1 = −26.3749 | Q1 = −2274.7592 | A1 = −239.5653 |
| α2 = 0.0330 | N2 = 97.1817 | Q2 = 8516.0320 | A2 = 915.6306 |
| α3 = −0.0012 | N3 = −199.2349 | Q3 = −16,792.012 | A3 = −1834.8319 |
| α4 = −0.0638 | N4 = 214.8862 | Q4 = 16,706.7723 | A4 = 1847.7995 |
| α5 = 0.0463 | N5 = −92.8376 | Q5 = −6637.2152 | A5 = −740.3887 |
| α (MPa−1) | n | Q (kJ·mol−1) | lnA | T* (K) |
|---|---|---|---|---|
| α0 = 0.0099 | N0 = 8.1874 | Q0 = 441.1503 | A0 = 42.0394 | d0 = 4839.6758 |
| α1 = −0.0159 | N1 = −26.3749 | Q1 = −2274.7592 | A1 = −239.5653 | d1 = −7.7319 |
| α2 = 0.0330 | N2 = 97.1817 | Q2 = 8516.0320 | A2 = 915.6306 | d2 = 0.0039 |
| α3 = −0.0012 | N3 = −199.2349 | Q3 = −16,792.012 | A3 = −1834.8319 | |
| α4 = −0.0638 | N4 = 214.8862 | Q4 = 16,706.7723 | A4 = 1847.7995 | |
| α5 = 0.0463 | N5 = −92.8376 | Q5 = −6637.2152 | A5 = −740.3887 |
| A | m1 | m2 | m3 | m4 | m5 | m6 |
|---|---|---|---|---|---|---|
| 147.9874 | −0.0044 | −0.4507 | 0.1901 | −0.0313 | 0.0024 | −1.0751 |
| α (MPa−1) | A | m1 | m2 | m3 | m4 | m5 | m6 |
|---|---|---|---|---|---|---|---|
| 0.0062 | 99.0968 | −0.0041 | −0.3653 | 0.1716 | −0.0502 | 0.0019 | −1.0019 |
| d0 | d1 | d2 |
|---|---|---|
| 2999.7217 | −4.3393 | 0.0024 |
| Constitutive Equation | R2 | AARE (%) | RMSE (MPa) | Max of RE (%) | Min of RE (%) | Mean of RE (%) |
|---|---|---|---|---|---|---|
| osA-type | 0.925 | 10.23 | 1.20 | 22.15 | −27.74 | 0.17 |
| oHS | 0.938 | 8.46 | 1.07 | 22.23 | −25.08 | −0.83 |
| mHS | 0.978 | 4.98 | 0.65 | −11.87 | −20.08 | 0.44 |
| msA-type | 0.981 | 4.70 | 0.60 | −14.52 | 16.64 | −0.11 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Wang, W.; Zhai, R.; Ma, R.; Zhao, J.; Mu, Z. Constitutive Equations for Describing the Warm and Hot Deformation Behavior of 20Cr2Ni4A Alloy Steel. Metals 2020, 10, 1169. https://doi.org/10.3390/met10091169
Wang H, Wang W, Zhai R, Ma R, Zhao J, Mu Z. Constitutive Equations for Describing the Warm and Hot Deformation Behavior of 20Cr2Ni4A Alloy Steel. Metals. 2020; 10(9):1169. https://doi.org/10.3390/met10091169
Chicago/Turabian StyleWang, Haoran, Wei Wang, Ruixue Zhai, Rui Ma, Jun Zhao, and Zhenkai Mu. 2020. "Constitutive Equations for Describing the Warm and Hot Deformation Behavior of 20Cr2Ni4A Alloy Steel" Metals 10, no. 9: 1169. https://doi.org/10.3390/met10091169