Modeling of Convex Surface Topography in Milling Process


Abstract
:1. Introduction
2. Model of Cutting Edge for Ball-End Milling Cutter
3. Mathematical Model of Tool Motion for Milling Convex Surface
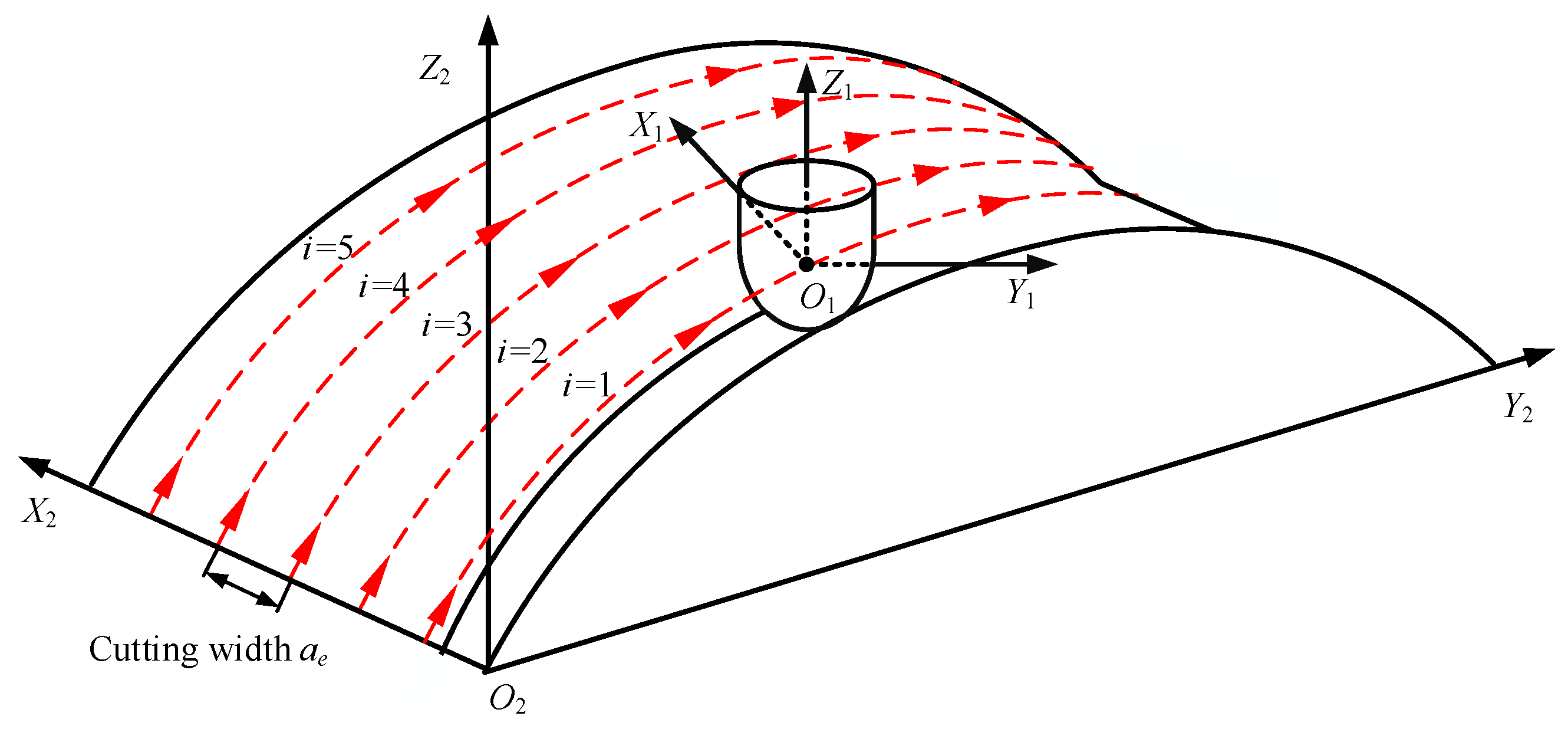
3.1. Establish a Trajectory Model of the Cutting Edge
3.2. Effect of Cutting Vibration on Surface Topography
3.3. Effect of Deformation on Surface Topography
4. Surface Topography Simulation
4.1. Determination of the Contact Area between the Tool and the Workpiece
4.2. Discrete Surface of Workpiece based on the Z-Map Model
4.3. Surface Topography Simulation Algorithm for Milling with Ball-End Milling Cutter
5. Simulation and Experimental Verification
5.1. Experimental Conditions and Simulation Parameters
5.2. Simulation of Surface Topography at Different Positions of Curved Surfaces
5.3. Simulation Results of Surface Topography under the Effects of Cutting Dynamic Factors
6. Conclusions
- (1)
- By comparing the simulation results with the experimental results, it is proved that the established model can accurately predict the surface topography, and the simulation error is 10–16%.
- (2)
- During the milling process of convex curved die steel, the contact relationship between the tool and the workpiece is different at different positions of the curved surface, which can be regarded as the change process of the inclination angle λ of the tool along the feed direction. When λ is greater than 15°, the position of the curved surface has a lesser effect on the surface topography. When λ is less than 15°, the position of the curved surface has a greater effect on the surface topography. As λ decreases, the scallop shape in the texture begins to change from a rectangle to a parallelogram and, the smaller the λ, the greater effect the λ have on the surface topography.
- (3)
- When λ is 0°, the tool nose causes the effect of squeezing on the surface material of the workpiece, so the experimental value of surface roughness is lower than the theoretical value under ideal conditions. Therefore, the simulation value is greater than the experimental value. In other locations, the experimental values of the surface roughness are larger than the simulated values owing to the cutting vibration and the friction between the tool and the workpiece.
- (4)
- The cutting vibration and tool deformation during milling destroy the periodicity of the surface topography, thus the adjacent topography tends to merge with each other. Considering the effects of cutting vibration and tool deformation on the surface topography, the simulation error of the model decreases from 7–13% to 3–6%.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| ns | Spindle speed |
| ωs | Angular velocity |
| ap | Depth of cut |
| ae | Width of cut |
| vf | Feed rate |
| f | Feed of every rotation |
| α0 | Tool rake angle |
| γ | Helix lag angle |
| N | Number of teeth of ball end milling cutter |
| R | Radius of ball end milling cutter |
| r | Curvature radius of convex surface workpiece |
| ξ | Damping ratio |
| ω | Modal frequency |
| k | Modal stiffness |
| tj | Chip thickness |
| λ | The inclination angle of the tool along the feed direction |
| E | Young’s modulus |
| I | Moment of inertia of an area |
| K | Yield strength of materials |
| n1 | Material hardening exponent |
| d | Depth of plastic deformation of material |
| δd | Plastic deformation |
| P | Any point on the edge of a milling cutter |
| α | The angle between the line O1P and the Z1-axis |
| O1-X1Y1Z1 (CS1) | Tool coordinate system |
| O2-X2Y2Z2 (CS2) | Workpiece coordinate system |
| Ψ | The angle between the line O1P and the X1-axis |
| θj | The angle between the jth tooth and the positive direction of the X1-axis |
| The displacement of the tool in the X direction at time t | |
| The vibration speed of the tool in the X direction at time t | |
| The vibration acceleration of the tool in the X direction at time t | |
| Fx(t), Fy(t), Fz(t) | The component of the milling force in the X, Y, and Z directions |
| Kte, Kre, Kae | Tangential, radial, and axial edge force coefficient |
| Ktc, Krc, Kac | Tangential, radial, and axial cutting force coefficient |
| ds | Differential length of the cutting edge |
| Db | Differential width of the cutting edge |
| dFt, dFr, dFa | The tangential force, radial force, and axial force of the cutting edge discrete arbitrary infinitesimal elements |
| U, v | Tool deformations in the X and Y directions |
| L | The length of the tool overhang |
| rx(θ) | The distance between the center of the instantaneous cutting force and the point of the tool tip in the X direction |
| The distance between the tip and the action point of the differential unit dFx on the cutting edge |
References
- Jiang, Z.P.; Gao, D.; Yong, L.; Liu, X.L. Optimization of cutting parameters for trade-off among carbon emissions, surface roughness, and processing time. Chin. J. Mech. Eng. 2019, 32, 94. [Google Scholar] [CrossRef] [Green Version]
- Yue, C.X.; Gao, H.N.; Liu, X.L.; Liang, S.Y. Part Functionality Alterations Induced by Changes of Surface Integrity in Metal Milling Process: A Review. Appl. Sci. 2018, 8, 2550. [Google Scholar] [CrossRef] [Green Version]
- Yue, C.X.; Zhong, Z.N.; Ma, J.; Yang, Y.H. Research on Formation of Metamorphic Layer in Hard Cutting Process of Cr12MoV. J. Harbin Univ. Sci. Technol. 2015, 20, 32–36. [Google Scholar]
- Buj-Corral, I.; Vivancos-Calvet, J.; Domínguez-Fernández, A. Surface topography in ball-end milling processes as a function of feed per tooth and radial depth of cut. Int. J. Mach. Tools Manuf. 2012, 53, 51–159. [Google Scholar] [CrossRef]
- Yao, C.F.; Wu, D.X.; Jin, Q.C.; Huang, X.C.; Ren, J.X.; Zhang, D.H. Influence of high-speed milling parameter on 3D surface topography and fatigue behavior of TB6 titanium alloy. Trans. Nonferr. Met. Soc. China 2013, 23, 650–660. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Aichouh, P.; Efstathiou, K. Determination of the chip geometry, cutting force and roughness in free form surfaces finishing milling, with ball-end tools. Int. J. Mach. Tools Manuf. 2003, 43, 499–514. [Google Scholar] [CrossRef]
- Xu, J.T.; Zhang, H.; Sun, Y.W. Swept surface-based approach to simulating surface topography in ball-end CNC milling. Int. J. Adv. Manuf. Tech. 2018, 98, 107–118. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Chwalczuk, T.; Twardowski, P.; Krolczyk, G.M. Modeling of cutter displacements during ball end milling of inclined surfaces. Arch. Civ. Mech. Eng. 2015, 15, 798–805. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Mrozek, K. Mechanical and technological aspects of micro ball end milling with various tool inclinations. Int. J. Mech. Sci. 2017, 134, 424–435. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Wiackiewicz, M.; Krolczyk, G.M. Study on metrological relations between instant tool displacements and surface roughness during precise ball end milling. Measurement 2018, 129, 686–694. [Google Scholar] [CrossRef]
- Urbikain, G.; de Lacalle, L.N.L. Modelling of surface roughness in inclined milling operations with circle-segment end mills. Simul. Model. Pract. Theory 2018, 84, 161–176. [Google Scholar] [CrossRef]
- Yue, C.X.; Gao, H.N.; Liu, X.L.; Liang, S.Y.; Wang, L.H. A review of chatter vibration research in milling. Chin. J. Aeronaut. 2019, 32, 1–28. [Google Scholar] [CrossRef]
- Toh, C.K. Surface topography analysis in high speed finish milling inclined hardened steel. Precis. Eng. 2004, 28, 386–398. [Google Scholar] [CrossRef]
- Shajari, S.; Sadeghi, M.H.; Hassanpour, H. The influence of tool path strategies on cutting force and surface texture during ball-end milling of low curvature convex surfaces. Sci. World J. 2014, 2014, 374526. [Google Scholar] [CrossRef]
- Lavernhe, S.; Quinsat, Y.; Lartigue, C. Model for the prediction of 3D surface topography in 5-axis milling. Int. J. Adv. Manuf. Tech. 2010, 51, 915–924. [Google Scholar] [CrossRef] [Green Version]
- Lavernhe, S.; Quinsat, Y.; Lartigue, C.; Brown, C. Realistic simulation of surface defects in five-axis milling using the measured geometry of the tool. Int. J. Adv. Manuf. Tech. 2014, 74, 393–401. [Google Scholar] [CrossRef]
- Arizmendi, M.; Fernández, J.; Gil, A.; Veiga, F. Effect of tool setting error on the topography of surfaces machined by peripheral milling. Int. J. Mach. Tools Manuf. 2009, 49, 36–52. [Google Scholar] [CrossRef]
- Omar, O.E.E.K.; El-Wardany, T.; Ng, E.; Elbestawi, M.A. An improved cutting force and surface topography prediction model in end milling. Int. J. Mach. Tools Manuf. 2007, 47, 1263–1275. [Google Scholar] [CrossRef]
- Denkena, B.; Krüger, M.; Bachrathy, D.; Stepan, G. Model based reconstruction of milled surface topography from measured cutting forces. Int. J. Mach. Tools Manuf. 2012, 54–55, 25–33. [Google Scholar] [CrossRef]
- Jiang, H.; Long, X.H.; Meng, G. Study of the correlation between surface generation and cutting vibrations in peripheral milling. J. Mater. Process. Technol. 2008, 208, 229–238. [Google Scholar] [CrossRef]
- Zhao, H.W.; Zhang, S.; Zhao, B.; Zhang, Q.; Zhao, G.Q. Simulation and prediction of surface topography machined by ball-nose end mill. Comput. Integr. Manuf. Syst. 2014, 20, 880–889. [Google Scholar]
- Sun, M.Q.; Wang, L.C. Research on Dynamic Model and Milling Stability of Ball End Milling Cutter. Mach. Tool Hydraul. 2012, 40, 52–54. [Google Scholar]
- Armarego, E.J.A.; Whitfield, R.C. Computer based modeling of popular machining operations for force and power predictions. Cirp Ann. 1985, 34, 65–69. [Google Scholar] [CrossRef]
- Grossi, N.; Sallese, L.; Scippa, A.; Campatelli, G. Speed-varying cutting force coefficient identification in milling. Precis. Eng. 2015, 42, 321–334. [Google Scholar] [CrossRef]
- Wei, Z.C.; Wang, M.J.; Cai, Y.J.; Wang, L. Milling Force Prediction for Ball-end Milling of 3D Curved Surfaces. J. Mech. Eng. 2013, 49, 178–184. [Google Scholar] [CrossRef]
- Gao, H.N.; Yue, C.X.; Liu, X.L.; Nan, Y.C. Simulation of Surface Topography Considering Cut-in Impact and Tool Flank Wear. Appl. Sci. 2019, 9, 732. [Google Scholar] [CrossRef] [Green Version]
- Yang, D.; Liu, Z.Q. Surface plastic deformation and surface topography prediction in peripheral milling with variable pitch end mill. Int. J. Mach. Tools Manuf. 2015, 91, 43–53. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tool Type | Tool Diameter | Tool Length | Rake Angle | Relief Angle | Helix Angle |
|---|---|---|---|---|---|
| Ball-end milling cutter | 10 mm | 75 mm | 8° | 12° | 30° |
| Composition | C | Si | Mn | P | S | Cr | V | Mo | Ni | Cu |
|---|---|---|---|---|---|---|---|---|---|---|
| Contents (%) | 1.45–1.70 | ≤0.40 | ≤0.40 | ≤0.03 | ≤0.03 | 11.0–12.50 | 0.15–0.30 | 0.40–0.60 | ≤0.25 | ≤0.30 |
| Ktc (N/mm2) | Kte (N/mm2) | Krc (N/mm2) | Kre (N/mm2) | Kac (N/mm2) | Kae (N/mm2) |
|---|---|---|---|---|---|
| 1512.8 | 198.5 | 656.8 | 110.1 | −1123.4 | −42.4 |
| Tool Direction | Order | Natural Frequency (HZ) | Damping Ratio | Stiffness (N/m) |
|---|---|---|---|---|
| X | 1 | 785 | 0.0246 | 1.74 × 107 |
| 2 | 1600 | 0.0179 | 1.01 × 107 | |
| Y | 1 | 800 | 0.0263 | 1.71 × 107 |
| 2 | 1600 | 0.0183 | 1.18 × 107 | |
| Z | 1 | 753 | 0.0215 | 1.21 × 107 |
| 2 | 1104 | 0.0165 | 7.5 × 106 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hao, X.; Yue, C.; Liu, X.; Wang, L.; Liang, S.Y.; Nan, Y. Modeling of Convex Surface Topography in Milling Process. Metals 2020, 10, 1218. https://doi.org/10.3390/met10091218
Hao X, Yue C, Liu X, Wang L, Liang SY, Nan Y. Modeling of Convex Surface Topography in Milling Process. Metals. 2020; 10(9):1218. https://doi.org/10.3390/met10091218
Chicago/Turabian StyleHao, Xiaole, Caixu Yue, Xianli Liu, Lihui Wang, Steven Y. Liang, and Yuechong Nan. 2020. "Modeling of Convex Surface Topography in Milling Process" Metals 10, no. 9: 1218. https://doi.org/10.3390/met10091218